品质月报范例
品质月报范例

给工程修模
邓细华
5月20日 无明显改善
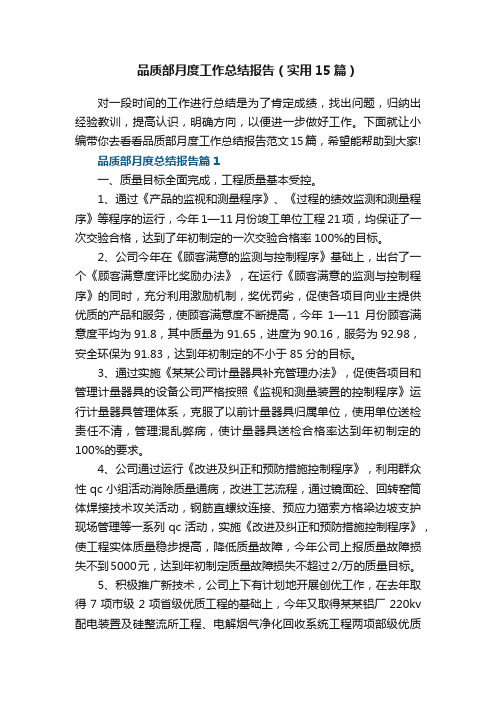
5月份品检质量分析改善
品检课2012年一次性合格率推移表
1
2012年4月品检课不良统计表
300
100.0%
0.8 0.6 0.4 0.2 0
87.0%
86.0%
目标:95%
200
100
75.1%
87.9%
0 印刷 缺料
100% 80% 60% 无数据的部 40% 分无需放入 20% 0% 表格中。
3
包风
增加排气,延长加硫时间。
成志
5月31日
5/31验证OK
4月份成型质量分析改善
成型课2012年制程不良率推移表
4% 4% 3% 3% 2% 2%
目标:3.0%
3% 2%
3% 3%
3%
48000 40000 32000 24000 16000 8000 0
96.6% 98.1% 2012年5月成型课不良统计表 94.7% 87.5% 72.5%
工程
5月7日
5/7验证OK
5月份原料进料质量分析改善
2012年原料进料合格率推移图
目标 实际
2012年5月供应商来料不统计 10 8 累计不 6 良率 4 2 0 100% 71%
不良批次 累计不良率
100%
98.0%
100.0%
100% 80% 60% 40% 20% 0%
95% 合 格90% 率 85% 80%
1月 2月 3月
目标 96%
91.8%
89.9%
88.8%
29% 色差 尺寸小
不良项
硬度
4月
5月
6月
品质部月报

品质部⽉报汇报⼈:XXX2024-09-02•⼯作总结与成果展⽰•质量管理体系建设与完善•供应商管理与原材料控制•产品检测与数据分析•培训与⼈员能⼒提升•下⽉⼯作计划与展望⽬ 录CATALOGUE01⼯作总结与成果展⽰对⽣产线上的半成品、成品以及仓储物资进⾏了全⾯的品质检查。
检查范围依据公司内部品质管理标准和客户要求,对产品的尺⼨、外观、性能等⽅⾯进⾏了严格的检验。
检查标准整体品质稳定,部分产品存在轻微瑕疵,已及时进⾏处理。
检查结果本⽉品质检查概览关键问题在检查过程中发现部分产品存在表⾯划痕、颜⾊不均等问题。
整改措施针对上述问题,我们及时调整了⽣产⼯艺,并对操作员⼯进⾏了再培训,以确保类似问题不再发⽣。
整改效果经过整改,后续产品的品质得到了显著提升,客户反馈良好。
关键问题发现及整改情况品质提升举措与效果评估举措⼀引入先进的检测设备,提⾼检测精度和效率。
举措⼆加强员⼯品质意识培训,提升全员品质管理⽔平。
举措三建立品质激励机制,⿎励员⼯积极参与品质改善活动。
效果评估通过上述举措的实施,产品品质得到了全⾯提升,客户满意度也随之提⾼。
本⽉接收到的客户反馈中,⼤部分客户对产品质量表⽰满意,部分客户提出了改进意⻅和建议。
客户反馈根据客户满意度调查结果,本⽉客户满意度得分为90分,较上⽉提⾼了5分,说明我们的品质管理⼯作取得了⼀定的成效。
同时,我们也将针对客户提出的改进意⻅进⾏持续改进,以进⼀步提升客户满意度。
满意度分析客户反馈及满意度分析02质量管理体系建设与完善质量管理体系框架对现有的质量管理体系进⾏全⾯梳理,明确各个层级的管理职责和⼯作流程。
现有质量管理体系梳理01法规与标准要求对照国家和⾏业标准,确保质量管理体系的合规性和有效性。
02质量⽬标设定根据公司战略和市场需求,制定合理的质量⽬标,并进⾏层层分解。
03监测与评估机制建立定期的质量监测和评估机制,及时发现并改进体系运⾏中的问题。
04流程诊断与分析运⽤流程图和数据分析⼯具,对现有质量管理流程进⾏诊断和分析。
品质部月度工作总结报告(实用15篇)最新
品质部月度工作总结报告(实用15篇)对一段时间的工作进行总结是为了肯定成绩,找出问题,归纳出经验教训,提高认识,明确方向,以便进一步做好工作。
下面就让小编带你去看看品质部月度工作总结报告范文15篇,希望能帮助到大家!品质部月度总结报告篇1一、质量目标全面完成,工程质量基本受控。
1、通过《产品的监视和测量程序》、《过程的绩效监测和测量程序》等程序的运行,今年1—11月份竣工单位工程21项,均保证了一次交验合格,达到了年初制定的一次交验合格率100%的目标。
2、公司今年在《顾客满意的监测与控制程序》基础上,出台了一个《顾客满意度评比奖励办法》,在运行《顾客满意的监测与控制程序》的同时,充分利用激励机制,奖优罚劣,促使各项目向业主提供优质的产品和服务,使顾客满意度不断提高,今年1—11月份顾客满意度平均为91.8,其中质量为91.65,进度为90.16,服务为92.98,安全环保为91.83,达到年初制定的不小于85分的目标。
3、通过实施《某某公司计量器具补充管理办法》,促使各项目和管理计量器具的设备公司严格按照《监视和测量装置的控制程序》运行计量器具管理体系,克服了以前计量器具归属单位,使用单位送检责任不清,管理混乱弊病,使计量器具送检合格率达到年初制定的100%的要求。
4、公司通过运行《改进及纠正和预防措施控制程序》,利用群众性qc小组活动消除质量通病,改进工艺流程,通过镜面砼、回转窑筒体焊接技术攻关活动,钢筋直螺纹连接、预应力猫索方格梁边坡支护现场管理等一系列qc活动,实施《改进及纠正和预防措施控制程序》,使工程实体质量稳步提高,降低质量故障,今年公司上报质量故障损失不到5000元,达到年初制定质量故障损失不超过2/万的质量目标。
5、积极推广新技术,公司上下有计划地开展创优工作,在去年取得7项市级2项省级优质工程的基础上,今年又取得某某铝厂220kv 配电装置及硅整流所工程、电解烟气净化回收系统工程两项部级优质工程和某某车场、某某电厂三项市级优质工程,超额完成年初制定的一部优,二市优的创优计划。
制造企业品质部门月报模板(经典)
品质管理中心
2023-05-24
月度品质会议
一、市场品质二、研发品质三、制造品质四、质量一百天五、重点规划
品质管理中心
CONTENTS
2023年4月客诉明细
1
SEB
PD3A/PD4A
法国市场
水箱漏水(壳体破损)
4pcs
已有方案,待法国确认——进行中
2
(普联/Arcelik/Seb/飞利浦等)
PD/GD系列
23142
2733
11.81%
417
1.80%
12个月
X5(PD51-11)
2022年9月
2153
244
11.33%
13
0.60%
7个月
X5EVO(PD51-21)
2023年2月
1958
225
11.49%
11
0.56%
2个月
Z3Pro标准版
2022年11月
21421
2722
12.70%
556
2.6%
改善措施
责任人
导入时间
备注/现有进度
横展说明
状态灯
Z3Pro
清水箱漏水不良率0.63%
箱体极片处开裂,清水箱螺丝内应力/密封圈与电解水模块尺寸不匹配导致
1、螺丝由PA3*12改为PA3*102、螺丝柱骨位加胶3、改善密封圈外径/线径/硬度
魏国
2023/3月
方案意导入,持续关注市场数据
对清水箱设计标准,规避清水箱电解水模块发生裂开风险。更新研发设计Check list,在手持项目Z2/Z5规避。
杨军廖剑
2023/3月
长期措施需要研发持续分析,平行展开导入
月品质工作总结范文(3篇)

第1篇一、前言本月,我国某企业在质量管理体系方面取得了显著成果。
在此,我将对本月质量工作进行总结,分析存在的问题,并提出改进措施,以期为下一阶段的工作提供参考。
二、本月质量工作概况1. 质量目标完成情况本月,企业质量目标完成情况良好,产品质量合格率达到98.5%,较上月提高1.5个百分点;客户满意度达到95%,较上月提高2个百分点。
2. 质量管理体系运行情况本月,企业质量管理体系运行顺畅,各部门严格按照质量管理体系要求,加强过程控制,确保产品质量。
3. 质量改进项目实施情况本月,企业共实施5个质量改进项目,涉及生产、工艺、设备等方面。
通过项目实施,有效提高了产品质量和生产效率。
三、本月质量工作亮点1. 质量培训效果显著本月,企业组织开展了质量管理体系、质量管理工具等培训,提高了员工的质量意识和技能水平。
2. 质量检查力度加大本月,企业加大了质量检查力度,对生产过程中的关键环节进行严格把关,确保产品质量。
3. 质量改进成果丰硕本月,企业通过质量改进项目,有效解决了生产过程中的质量问题,提高了产品质量和生产效率。
四、本月质量工作中存在的问题1. 部分员工质量意识不足尽管企业开展了质量培训,但仍有部分员工对质量工作重视程度不够,存在侥幸心理。
2. 质量管理体系运行过程中存在漏洞部分部门在执行质量管理体系过程中,存在执行不到位、记录不完整等问题。
3. 质量改进项目实施效果有待提高部分质量改进项目实施过程中,存在进度滞后、效果不明显等问题。
五、改进措施1. 加强质量意识教育企业将持续开展质量意识教育,提高员工对质量工作的重视程度,培养良好的质量习惯。
2. 完善质量管理体系针对质量管理体系运行过程中存在的问题,企业将进一步完善体系,确保体系有效运行。
3. 加大质量改进项目推进力度企业将加强对质量改进项目的跟踪管理,确保项目按计划推进,取得实效。
4. 强化过程控制企业将加强对生产过程中的关键环节进行监控,确保产品质量。
品质月工作总结范文(3篇)
第1篇一、前言品质月作为我国企业质量提升的重要活动,旨在通过一系列的质量提升措施,提高企业产品质量、服务水平和品牌形象。
本月,我司积极响应国家号召,全面开展品质月活动,现将本月工作总结如下:二、活动背景1.国家政策支持:近年来,国家高度重视产品质量提升工作,出台了一系列政策措施,推动企业加强质量管理,提升产品质量。
2.行业竞争加剧:随着市场竞争的日益激烈,企业要想在市场中立于不败之地,必须重视产品质量,提升品牌形象。
3.企业自身发展需求:我司作为一家具有竞争力的企业,为了实现可持续发展,提升企业核心竞争力,必须加强质量管理,提高产品质量。
三、活动目标1.提高员工质量意识:通过开展品质月活动,使全体员工充分认识到产品质量对企业发展的重要性,增强质量意识。
2.提升产品质量:通过质量提升措施,降低不良品率,提高产品合格率,确保产品质量稳定可靠。
3.优化生产流程:通过梳理生产流程,消除生产过程中的质量隐患,提高生产效率。
4.加强质量文化建设:营造良好的质量文化氛围,使全体员工形成“人人重视质量、人人参与质量”的良好局面。
四、活动内容1.质量知识培训:组织员工参加质量知识培训,提高员工的质量意识和技能。
2.质量检查与整改:开展全面的质量检查,对发现的问题进行整改,确保产品质量。
3.质量竞赛:举办质量竞赛活动,激发员工参与质量提升的热情,提高产品质量。
4.质量案例分享:邀请优秀员工分享质量提升案例,推广成功经验。
5.质量文化宣传:通过宣传栏、内部刊物等形式,宣传质量文化,营造良好的质量氛围。
五、活动成果1.员工质量意识明显提高:通过培训、竞赛等活动,员工的质量意识得到显著提升,对质量工作的重视程度不断提高。
2.产品质量稳步提升:通过整改措施,产品质量得到明显改善,不良品率降低,合格率提高。
3.生产流程优化:经过梳理和整改,生产流程更加顺畅,生产效率得到提高。
4.质量文化建设取得成效:通过宣传、培训等活动,质量文化深入人心,全体员工形成了“人人重视质量、人人参与质量”的良好局面。
01-品质月报-QC06
备注
报废7pcs 报废2pcs 报废80pcs
报废4pcs
报废2pcs 报废3pcs
6月份制程检验异常统计表
不良现象
次数
比例
断针/少孔
2
12.50%
尺寸不良
5
31.25%
堵孔
1
6.25%
变形
2
12.50%
缺料
0
0.00%
披锋
1
6.25%
压伤
0
0.00%
牙紧
2
12.50%
其它
3
18.75%
合计
16
核准:刘春林
3月 1699906
305 0.018%
80
4月 1176223
373 0.032%
80
5月 1306825
200 0.015%
80
6月 729284
83 0.011%
80
7月
#DIV/0! 80
出货检验PPM管控图
373
8月
9月
10月
11月
#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!
80
10061848 10061848
83 200 252 300 1100 1300 5500 600 70 340 69 28 104 250 144 40
3
9.4% 少孔
8 25.0% 披锋
20 62.5% 变形
1
3% 牙底孔大
9
7% 牙底孔大
12
10% 尺寸不良
10
5% 牙紧
5
4.0% 牙紧
70 100% 尺寸不良
质量月报模板
进料上线PPM--电镀类
800
800
800
800
800
800
800
800
800
653
4月
5月 实际P6P月M
目7月标PPM 8月
9月
10月
11月
12月
3月 2493
1 401 500
4月 24244
11 454 500
5月
6月
7月
8月
9月 10月 11月 12月
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
97.00%
97.00%
97.00%
97.00% 97.00%
80.0%
70.0%
1月
2月
3月
4月
5月
6月
7月
8月
9月
10月
11月
12月
合格率
目标值
二、各制程品质状况--冲压
2.2冲压入库合格率
2020年冲压入库合格率(批)
月份
1月
2月
3月
4月
5月
6月
7月
8月
9月
10月
11月
12月
总检验批数
检验合格批数
不良现象
不良数 (个)
高温变色
氧化
发黄
尺寸NG
混料
划伤
多料
缺料
不良批百分比 累计百分比
92.4%
92.4%
5.9%
98.3%
0.5%
98.7%
0.4%
99.1%
0.3%
99.4%
品质月总结报告范文(3篇)

第1篇一、前言品质是企业发展的基石,是赢得市场竞争的关键。
为了进一步提高公司整体品质管理水平,提升产品和服务质量,增强客户满意度,我公司于XX年XX月开展了为期一个月的品质提升活动。
现将品质月活动总结如下:一、活动背景近年来,随着市场竞争的日益激烈,我公司面临来自国内外同行业的严峻挑战。
为提升企业核心竞争力,增强市场竞争力,我公司决定在全体员工中开展品质月活动,旨在通过一系列品质提升措施,全面提高公司产品质量和服务水平。
二、活动目标1. 提高员工品质意识,使全体员工充分认识到品质对企业发展的重要性;2. 优化生产流程,降低生产过程中的不良品率;3. 提升产品和服务质量,提高客户满意度;4. 加强品质管理体系建设,提升企业整体品质管理水平。
三、活动内容1. 开展品质知识培训为提高员工品质意识,我公司组织开展了品质知识培训。
培训内容涵盖品质管理基础知识、质量管理体系、质量控制方法、客户满意度调查等方面。
通过培训,使员工充分认识到品质对企业发展的重要性,提高了员工参与品质提升活动的积极性。
2. 开展品质专项检查针对生产过程中可能存在的品质问题,我公司组织开展了品质专项检查。
检查内容包括原材料采购、生产过程、产品检验、售后服务等环节。
通过检查,及时发现并整改存在的问题,确保产品质量。
3. 举办品质知识竞赛为激发员工学习品质知识的热情,我公司举办了品质知识竞赛。
竞赛内容涉及品质管理、质量控制、品质提升等方面。
通过竞赛,提高了员工对品质知识的掌握程度,进一步增强了员工参与品质提升活动的积极性。
4. 开展“品质之星”评选活动为表彰在品质提升活动中表现突出的员工,我公司开展了“品质之星”评选活动。
评选标准包括品质意识、工作态度、问题解决能力、团队协作精神等方面。
通过评选,激发员工积极投身品质提升活动的热情。
5. 优化生产流程针对生产过程中存在的问题,我公司对生产流程进行了优化。
通过改进工艺、调整设备、优化人员配置等措施,降低了生产过程中的不良品率,提高了产品合格率。
品质部月报表模板

品质部月报表模板报表日期:____年____月一、基本信息1. 报表编制人:____________________2. 审核人:____________________3. 报告对象:____________________二、本月质量数据统计1. 生产批次总数:____批次2. 质量合格批次:____批次3. 质量不合格批次:____批次4. 不合格率:____%5. 抽检合格率:____%三、质量问题汇总1. 本月质量问题分类及数量:- 材料问题:____起- 工艺问题:____起- 设备问题:____起- 人员操作问题:____起- 其他问题:____起2. 主要质量问题及处理措施:- 问题1:________________________处理措施:________________________- 问题2:________________________ 处理措施:________________________- 问题3:________________________ 处理措施:________________________四、质量改进项目1. 改进项目名称:________________________ - 项目进度:____%- 预期效果:________________________- 实际效果:________________________ 2. 改进项目名称:________________________ - 项目进度:____%- 预期效果:________________________- 实际效果:________________________五、质量检查情况1. 本月质量检查次数:____次2. 主要检查内容:- 产品外观检查:____次- 产品性能测试:____次- 过程审核:____次- 供应商审核:____次六、下月工作计划1. 质量管理目标:________________________2. 主要工作内容:- 持续改进项目:________________________- 质量培训计划:________________________- 质量检查计划:________________________- 其他工作安排:________________________七、报表总结1. 本月质量管理工作亮点:________________________2. 存在的问题及改进方向:________________________报表编制人签名:____________________ 日期:____年____月____日审核人签名:____________________ 日期:____年____月____日。
公司质量月报范本

来料不良分析XX有限公司品质月报主办:品管部 月份:2012.07来料小结:1、本月总来料:2030批次(不含辅料),检验共发现:共有125家供应商来料55批次不良;2、本月来料不良率--2.81%,比六月份来料的不良率低,但7月份有25份IQC 退货报告没有回复,请采购及时跟踪结果!图表分析:本月来料不良主要体现在外观、尺寸、性能,占总不良率的981.8%,其中外观占34.5%,尺寸占27.3%,性能占20.0%,由品管部协同采购 推动供应商进行重点改善。
供应商不良分析图表分析:宝发达整月 6批次、余姚康魄整 月5批次不良、江门同达机械整月有11批次不良、江门同达机械整月有4批次不良,顺景五金整月有4批次不良,由品管部协同采购 于8月份重点对宝发达、余姚康魄、江门同达机械、顺景五金进行重点辅导,改善来料品质。
不良分析二、制程品质统计分析图表分析:1、本月制程中排在前三位的品质不良分别是:A 、物料不良,占总不良的--63.3%,B 、设计不符,占总不良的--7.6%,C 、加工不良,占总不良的--6.3%;2、请责任部门重点分析原因,提出改善方案;3、品质部验证制程中排在前三位的品质不良改善结果。
制程品质小结:1、本月生产总数:1563台, 其中机头比六月多246台,活塞机比六月少329台,螺杆机比六月少8台;2、本月来料上线不良率为4.99%,比六月来料上线不良率低,来料上线率略有好转。
制程重大不良分析三、客户退货品质分析三位的品质不良改善结果。
四、 客户投诉统计分析五、 7月份品质管理战略统计小结:1、本月共收到投诉42次, 活塞机35次,螺杆机7次(其中两台非我司产品)2、从投诉明细可知排在前三位的是:电压机损坏--19次占维修项目的47.50%,磁力启动开关/磁力开关损坏--6次占维修项目的15%;其他占37.50%3、品质部重点加强排在前三位的物料进行重点管控,对供货品质差的供应商进行取消其供货资格。
工厂月度品质总结报告范文(3篇)
第1篇一、报告概述本月,我厂紧紧围绕“提升品质,保障安全”的主题,全面加强质量管理,严格执行生产工艺,持续改进工作流程,确保产品质量稳定可靠。
现将本月品质管理工作总结如下:二、本月品质工作重点及成果1. 质量目标达成情况本月,我厂产品质量目标达成率为95%,较上月提升5个百分点。
主要表现在以下方面:- 原材料采购:严格执行供应商评估制度,加强对供应商的管理,确保原材料质量稳定可靠。
- 生产过程控制:加强生产过程监控,严格执行工艺规程,降低不良品率。
- 成品检验:加强成品检验,确保出厂产品符合国家标准和客户要求。
2. 品质改进措施(1)针对原材料质量问题,与供应商沟通,要求其改进生产工艺,提高原材料质量。
(2)针对生产过程控制问题,对生产人员进行培训,提高其操作技能和质量管理意识。
(3)针对成品检验问题,优化检验流程,提高检验效率。
3. 品质事故及处理本月共发生品质事故3起,分别为原材料质量问题1起、生产过程控制问题1起、成品检验问题1起。
针对事故原因,已采取以下措施:- 对原材料供应商进行约谈,要求其改进生产工艺。
- 对生产人员进行重新培训,提高其操作技能和质量管理意识。
- 优化检验流程,提高检验效率。
三、本月品质工作亮点1. 供应商管理本月,我厂对供应商进行了全面评估,筛选出了一批优质供应商,为产品质量提供了有力保障。
2. 员工培训本月,我厂组织了2次员工培训,涉及生产操作、质量管理等方面,提高了员工的专业技能和质量管理意识。
3. 品质改进项目本月,我厂启动了3个品质改进项目,分别为原材料质量控制、生产过程优化、成品检验改进,取得了显著成效。
四、下月品质工作计划1. 持续加强供应商管理进一步加强对供应商的评估和监控,确保原材料质量稳定可靠。
2. 深入推进员工培训定期组织员工培训,提高员工的专业技能和质量管理意识。
3. 加大品质改进力度持续推进品质改进项目,不断提高产品质量。
4. 加强品质事故预防分析品质事故原因,制定预防措施,降低品质事故发生率。
品质月报范例

3.53% 3.51% 3.39%
3.00%
6000 35% 4000 2000 0 1 2 3 4 5 6 7 8 9 10 11 12 毛 刺 断 筋 4262 3662
2.00% 1.00% 0.00%
主要不良改善对策
序号 1 不良项目 毛刺 原因分析
不能按照要求做到自查自检,个别 操作人员只顾数量不顾质量,使一 些毛刺问题产生。 操作员对产品质量认识不清,对生 产操作存在问题不能及时发现或整 改。 喷模方法不正确,责任心不强 喷模时局部不均匀产生气孔,画不 到位造成板珊局部产生气孔(合金 含杂质过高) 喷模方法不正确,责任心不强
0.90% 0.80% 0.70% 0.65% 0.60% 0.69% 0.72% 0.66% 0.70% 0.68% 0.73% 一季度目标值: 不良率0.8% 二季度目标值: 不良率0.7% 2000 0.69% 0.64% 1500 53%
0.60% 0.50%
1500 1000
53%
0.40%
2
脆裂
3
断筋
4
超轻
5
缺肉
9月份浇铸负板质量分析改善
9月份浇铸负板质量分析改善
6.00% 5.00% 4.00% 3.62% 4.06% 4.35% 4.52%
3.76%
4.88%
一季度目标值:不 良率5.0% 二季度目标值:不
12000 10000 65% 8000
3.53% 3.51% 3.39% 6000
2
极柱焊接不良
3
铅渣
1、来料焊条含渣量大。2、缺少自 本月度针对性地加强此项目检查。 检、自查。 1、焊接速度快。2、缺少自检、自 本月度针对性地加强此项目检查。 查。 1、主要操作速度快、脱模快,班组 1、宣导汇流排焊好的要求和作用,多做过程检 及员工没重视自查、自检。 查和纠正员工过程操作手势是否规范。
品质部月度工作总结报告(精选8篇)
品质部月度工作总结报告(精选8篇)品质部月度报告篇1今年以来,在公司领导的关怀和指导下,在同事们的大力支持下,品管部顺利完成了本年度各项工作。
现将12月的工作情况向您们做一个总结报告,请批评指证,谢谢!一、部门管理上运用系统化、标准化的思想规范了品管部工作流程:今年品管部人员状况是:品管部人力:现有8人,控制范围广:包括了进料、入库、出货、生产各制程等工作。
加之公司在下半年加强了品管队伍的建设,品管部同时也加强了检验人员的内部培训,同时加强了原材料和入库产品控制的力度,工作量也随之增大。
在此种情况下必须加强部门管理,必须使品质管理系统化、标准化。
对此采取了以下措施:1.采用日报表对当天的工作进行记录,采用周报和月报对当周或当月工作进行总结并制定下周的工作计划。
各责任人按计划行事,并做到跟踪,验证并保证总体任务的完成。
2.对品管部各个控制作业和产品标准用文件的方式予以标准化,让各检验人员严格按文件作业,规范操作。
针对原来的进料、出货检验方法和判定标准不统一,检验员检验时要经常相互探讨,并制定相关缺陷样品封存,查找产品标准并亲自参与功能测试,并将其形成标准文件。
先后修改和拟制了原材料和成品的检验项目和判定标准等多份文件及表格,为作业员提供判定准则。
二、完善质量管理体系,确保体系正常运作:____年初步展开并实现以下项目:1.为确保体系的正常运作,于12月23号iso9001:____版质量管理体系,第三方年度监审顺利通过。
2.统计报表完善质量记录和质量统计,现已形成品质周报和月报统计,能直观的反映各时期质量状况,以便于各责任部门/人员采取有效措施即时改善。
3.完善公司质量目标指标,制定了统计和纠正预防措施作业办法。
通过管理评审会议,对公司质量目标,于《____年上半年部门质量目标》进行修改。
并通过《质量月报》对目标指标的达成情况进行真实的统计,直观的反映目标指标的达成情况。
对未达标的目标指标进行跟踪,要求责任单位改善,确保目标指标的达成。
2023品质月报告总结标准模板(二篇)
2023品质月报告总结标准模板根据教育局的统一安排,我校从____月____日至____月____日以来,围绕重质量,共享美好生活的活动主题展开了一系列活动。
本次活动在学校领导的重视和老师们的积极参与下取得了圆满成功。
现将我校活动开展情况总结如下:一、精心组织,全面动员。
为了组织好质量月活动,学校根据上级精神,把____月____日至____月____日定为宣传发动阶段。
召开了学校领导班子会议,研讨制定了质量月活动实施方案,____月____日下午召集全体教师讨论通过了本次活动实施方案,组织教师认真学习,吃透文件精神,激发了全体教师参与兴趣。
二、加强组织与领导,确保活动方案的实施。
活动开始,为确保我校质量月的顺利展开,我校成立了以校长为组长,以其他行政成员为成员的领导小组。
形成了校长负总责、教师全员参与的活动体系。
学校领导亲自参与并严格监督活动的整过程,确保了各项活动顺利进行,圆满完成了质量月的各项任务。
三、主要开展的活动及效果。
(一)、借助多种载体,大力开展质量宣传活动。
学校利用校园广播,宣传橱窗等平台,以悬挂横幅、印发张贴质量宣传资料等形式,向广大师生宣传国家、省对质量工作的决策、部署和要求。
通过挂标语、讲座等形式大力宣传质量月,向广大师生和群众重视质量的重要性,大力营造人人关心、重视质量的校园氛围。
(二)、丰富多种形式,开展质量主题教育活动。
1、利用周会课,举办一次全民重质量,共筑中国梦专题讲座。
2、举行了一次重质量,共享美好生活征文比赛。
3、针对学生身边的质量安全,学校组织安全检查小组对学校小卖部的食品安全进行了检查,有效地防范了不安全的食品进入校园。
4、对学校的在建工程,严把质量关,确保在校学生的人生安全。
5、教学中,围绕打造高效课堂,提高教育质量的主题开展了一次教学大练兵。
教学大练兵活动中,在学校总体部署下,全体教师积极参与,认识准备,各部门各负其责。
首先是以集体备课小组为单位确定了各学段不同学科的课堂教学研究主题:一二年级语文教学为如何有效的进行低年级识字教学;三四年级为阅读教学的指导;一二年级的数学教学则为学习习惯的养成教育,三四年级为如何构建学生自主探究学习的课堂。
质量部工作月报

质量部工作月报全文共四篇示例,供读者参考第一篇示例:质量部工作月报近一个月来,我部门全体员工在部门领导的指导下,积极开展各项质量管理工作,努力提高产品质量、优化生产流程、提升客户满意度。
下面就本月的质量部工作情况做一个总结报告:一、产品质量改进本月,我部门针对产品生产中存在的质量问题,及时采取措施加以改进。
对于产品的成品检验标准进行了调整,增加了抽检频次,确保每个产品都符合相关要求。
加强了对原材料的质量把控,避免了因为原材料质量问题导致的成品不合格情况。
通过这些举措,我部门本月的不合格品率明显下降,产品质量得到了有效的提升。
二、生产流程优化为了进一步提高生产效率,我部门本月对生产流程进行了全面的优化。
通过对生产线的布局和设备的调整,我们成功减少了生产过程中的浪费,提高了生产效率。
我们还对工艺流程进行了再次优化,简化了操作步骤,降低了出错率。
这些措施的实施,使得产品的生产周期明显缩短,生产效率大大提高。
三、客户满意度提升客户是我们的最终目标和服务对象,他们的满意度直接关系到我们企业的形象和竞争力。
本月,我部门注重加强与客户的沟通和交流,及时了解客户的需求和意见。
并且在新产品的开发过程中,我们根据客户的反馈意见进行调整和改进,确保产品能够更好地符合客户的需求。
通过这些努力,我们的客户满意度得到了明显提升,客户对我们的产品和服务更加满意。
四、员工培训与考核质量管理工作是全体员工的责任,为了提高员工的质量意识和业务水平,本月,我部门加大了对员工的培训力度。
开展了一系列的培训活动,包括质量管理知识、操作规程等方面的培训,提高了员工的工作技能和专业水平。
我们还对员工的绩效进行了考核,激励了员工的工作积极性和责任感。
通过员工的培训和考核,我们的团队凝聚力得到了增强,为质量管理工作的开展提供了保障。
五、下月工作计划下个月,质量部将继续努力,继续优化产品质量管理体系,加强对生产流程的改进和优化,不断提升客户满意度,提高员工的培训水平和绩效考核标准,全力以赴为公司的发展贡献力量。
品质月报(新模板)

6
3-2. 制程(烧成)检验合格率
目标 进料 制程 成品 客诉 体系 改善
烧成组
月份 一月 二月 三月 四月 五月 六月 七月 八月 九月 十月 十一月 十二月
检验 批数
合格 批数
合格 率
50 50 100% #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
成型组
月份 一月 二月 三月 四月 五月 六月 七月 八月 九月 十月 十一月 十二月
检验 批数
合格 批数
合格 率
50 50 100% #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
22.8
55.803
0
10
20
30
40
50
60
备注: 破裂、焊破、焊锡不良:094:6、107:3、109:1、120:1
17
5-4.本月前三项客诉问题改善措施: 目标 进料 制程 成品 客诉 体系 改善
序 号
项目
不良 率
不良原因
改善对策
责任 改善 部门 效果
18
66-1体.上系月推问进题点跟进:
总数量 对应数量
Wpcs
Wpcs
10.4 31.2 12.9
10.4 3
13.6 3
11.6 9.6 3.3
22.8
22.8
6.8
6.8
2.78
2.78
2.4
2.4
1.6
品质月报

缝制
线头
辅工
汗带
脏污
其它
返修数量
报废数量
汇总
四:加工点品质状况----一般
一般工厂
检验总数
不合格数
不良率
目标
主要不良现象
处理结果
缝制
线头
辅工
汗带
脏污
其它
返修数量
报废数量
汇总
五、客检通过率
客户
验货批数
通过批数
通过率
不良现象
发生次数
备注
汇总
六、客户投诉状况
月份
投诉件数
客户/件数
经济损失
不良原因
责任单位
品质部
.年月份梭织质量报告
目录
一、质量目标达成情况
二、来料质量状况
三、工厂生产品质状况
四、加工点品质状况
五、客检通过率
六、客户投诉状况
一:质量目标达成情况
序号
质量目标内容
七月份实际数据
达标情况
上个月数据
对比结果
备注
1进料检验合格率2成品检验合格率3
终检通过率
4
客检一次性通过率
5
客户投诉件数
6
部门培训计划完成率
二:来料质量状况
月份
来料批次
合格批次
合格率
不合格批次
不合格批处理结果
备注
退货
特采
7月
8月
9月
10月
11月
12月
三:各工艺品质状况
名称
检验数
不合格数
不良率
目标
主要不良现象
处理结果
备注
缝制
尺寸
辅工
品质管理月总结报告范文(3篇)

第1篇一、前言为了加强公司的品质管理,提高产品和服务质量,我们于本月开展了品质管理月活动。
通过一个月的努力,我们取得了一定的成绩,但也存在一些不足。
现将品质管理月活动总结如下:一、活动背景随着市场竞争的日益激烈,产品质量和服务质量已成为企业生存和发展的关键。
为了提高我公司的品质管理水平,增强市场竞争力,我们决定在一个月内开展品质管理月活动,全面提升公司品质管理水平。
二、活动目标1. 提高员工品质意识,强化品质管理理念;2. 优化品质管理体系,完善品质管理制度;3. 降低不良品率,提高产品合格率;4. 提升客户满意度,增强市场竞争力。
三、活动内容1. 品质培训:组织员工参加品质管理知识培训,提高员工品质意识和管理能力。
2. 质量检查:开展全面质量检查,查找问题,及时整改。
3. 优化流程:对生产、销售等环节进行梳理,优化流程,提高工作效率。
4. 品质改进:针对存在的问题,制定改进措施,实施品质改进。
5. 客户满意度调查:开展客户满意度调查,了解客户需求,改进服务。
四、活动成果1. 员工品质意识明显提高,品质管理理念深入人心。
2. 质量检查发现并整改了多项问题,不良品率明显降低。
3. 生产、销售环节流程优化,工作效率得到提高。
4. 品质改进措施得到有效实施,产品合格率显著提升。
5. 客户满意度调查结果显示,客户对我公司产品和服务满意度较高。
五、存在问题及改进措施1. 存在问题:部分员工对品质管理的重要性认识不足,执行力度不够。
改进措施:加强品质管理宣传,提高员工品质意识;定期开展品质培训,提高员工品质管理能力。
2. 存在问题:部分环节存在管理漏洞,导致质量问题。
改进措施:完善品质管理制度,明确责任分工;加强过程控制,确保产品质量。
3. 存在问题:客户满意度调查结果显示,部分客户对服务态度不满意。
改进措施:加强员工服务意识培训,提高服务水平;设立客户投诉渠道,及时解决客户问题。
六、下月工作计划1. 持续开展品质管理培训,提高员工品质意识和管理能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
系列2
100% 80%
系列1
不 良 数 量
无数据的部分无需放入
40% 20%
0%
累 计 不 良 率
冲缺
不良类别
毛边
主要不良改善对策
序号 1 不良项目 冲缺 原因分析
产品尺寸偏大
对策
将产品二次加硫
責任人
邓细华
完成 日期 5月31日
确认结果需有改善 追踪确认 前后的数据对比。 无明显改善
2
毛边
冲模不锋利
主要不良改善对策
序号 不良项目 原因分析 对策
2、 3、
責任人
完成 日期
追踪确认
1
黑粒不良
主要为KBK382: 1、确认模治具原因后维修模治具; 1、模治具老化; 检测黑粒和黑粒孔大小; 2、黑粒大小不均匀; 用风枪吹出黑粒孔里生料。 3、黑粒孔有生料、导致透胶。
范希峰 5月25日 效果不明显 确认结果需有改善 前后的数据对比。
5月
主要不良改善对策
序号 不良项目 原因分析 对策 責任人 完成 日期 追踪确认
无不良
5月份冲型质量分析改善
2012年冲型课不良率推移表 25% 20% 不 15% 良 率 10% 5% 0% 1月 3月 5月 7月 月份 9月 11月 目标:0.10% 21.5% 19.1%
目标 实际
5月冲型不良统计表 60 54 48 42 36 30 24 18 12 6 0 100.0% 61.3%
1月 2月 3月 4月 5月 6月 7月 8月 9月 10月 11月 12月 月份
毛边 不良类别
序号
不良项目
原因分析
1.上制程品质不良偏高,品检人 员未能彻底检查出不良品,导致 不良品流出下一制程 2.在自拆、品检过程中,由于人 员视力未能达到标准的视力范 围,导致不良品流出下一制程
对策
1.在会议上有讨论过是属哪 个制程制造的 品质超标的部门,我部将把产品退还给品 质未能达标的部门 2.在后续招聘过程中申请人事在入职前给 予新招聘的人员测试视力,视力在要求以 内的人员才能入本部门的试用
追踪确认
1
1.包风不良原因:成型品检 包风、毛边、破 未按标准作业; 2.毛边、破裂不良原因:自 裂 拆品检未按标准作业。
伟博
5月29日
5/29验证OK
确认结果需有改善 前后的数据对比。 家和 5月29日
5/29验证OK
2
掉黑粒
黑粒穴未及时清理、黑粒受 潮 新模导柱紧,造成排气不 良,加硫时间偏低等因素造 成包风不良
2
、此处分类可用 80% 更详细的不良内 60% 容描述。 40%
20% 0% 不良项 外观不良
0%
0.0% 1月 2月
3月 4月 5月 6月 7月 8月 9月 10月 11月 12月
主要不良改善对策
序号 不良项目 原因分析 对策 責任人 完成 日期 追踪确认
已达标
5月份配料质量分析改善
配料制程不良率统计
5月份客户抱怨质量分析改善
客户抱怨率推移图 3% 2% 2%
1.0%
2012年5月客户抱怨统计
90.9% 10 8 6 4 2 0 63.6% 36.4%
100.0%
目标 0.8%
1.3% 0.8%
1% 1%
0.7% 0.7%
100% 80% 60% 40% 20% 0%
1月
2月
3月
4月
5月
6月
7月
2
性能不良
KBS580:硬度偏硬。原因是:产 品在前制程出现一部分产品发白 现象,通过烘烤后,产品的硬度 偏硬。
3
尺寸不良
1、成型生产时严格按照胶料重量标准作业 KAR621与KAR663:尺寸超规。 。 原因是:1)成型SOP没有备注背 2、重新制定SOP标准,更换SIP检验的厚度 胶前与成型后的厚度。2)注意胶 标准,红色字体注明背胶前与背胶后的尺寸 料的重要。 标准。
1月 2月 3月
目标 96%
91.8%
89.9%
88.8%
29% 色差 尺寸小
不良项
硬度
4月
5月
6月
月份
7月
8月
9月 10月 11月 12月
改成饼更合适
主要不良改善对策
序号 1 2 不良项目 硬度偏低 黑粒尺寸小 原因分析
碳粒超标,材料配比不合理,导 致硬度偏低。
对策
特采
責任人
完成 日期
追踪确认
5/21验证OK
2
外溢
点满产生的边溢结果,偏位。
加湿,减慢速度。
3
重影
KBK425夹治具变形。
调整夹治具的平整度。
5月份OQC质量分析改善
2012年OQC抽检不合格率统计
目标 实际
2
2012年5月OQC抽检不良率统计
100% 100%
2%
目标:1.0%
1.5%
2% 1% 1%
0.5%
1.5 1.1% 0.7% 1 0.5 0
2
料脏
主要为KBR707: 1、产品小而且还要自拆; 1、普胶原料打薄,温度降低; 2、产品必须做薄,料轻容易缺 2、原料流动性增加,不容易缺料。 料。
范希峰
5月30日
效果不明显
3
包风
KBR321W: 喷脱模水停机一段时间后,前几模要延长 喷脱模水后,没有延长加硫时 时间做。 间,导致前几模包风现象过多。
3
包风
增加排气,延长加硫时间。
成志
5月31日
5/31验证OK
4月份成型质量分析改善
成型课2012年制程不良率推移表
4% 4% 3% 3% 2% 2%
目标:3.0%
3% 2%
3% 3%
3%
48000 40000 32000 24000 16000 8000 0
96.6% 98.1% 2012年5月成型课不良统计表 94.7% 87.5% 72.5%
确认结果需有改善 伟创 5月20日
前后的数据对比。
5月15日
冲模规格不标准
维修冲模
盛都
5/20验证OK
5月份成品进料质量分析改善
100%
100.0% 98.0%
2012年进料合格率推移图
目标 实际
30 25
2012年5月供应商来料不良率统计
86% 79% 69%
93%
100%
89.9% 80.2% 83.5%
目标
2012年5月配料抽检不良率统计
不合格批次 累计不良率
3%
不 2% 良 2% 率
1.9%
实际
1
0.8
100%
80%
不良批次
0.6
0.4
60%
40%
累计不良率
1%
目标:2.0%
0.0%
0.2 0
6月 7月 8月 9月 10月 11月 12月
20% 0 其它 不良项 0 0 0 0%
1% 0%
1月 2月 3月 4月
責任人
完成 日期
追踪确认
1
外观不良
工程 采购
6月20日 6-25验证OK
确认结果需有改善 前后的数据对比。
1、对供应商宣导:发白产品不要烘烤,直 接挑出报废.2、此产品为上次客户有接收 过一些,剩下的库存产品3000PCS退回我 司,由我司供应商拉回去重工。 工程 采购 6月21日 6/21验证OK
不 2% 良 率 1%
4000
1%
0%
20% 0%
重影 碰坏 未点满
1月
3月
5月
7月
10月
12月
雜質
不良类别
断线
印缺 漏印
发亮
主要不良改善对策
序号 1 不良项目 杂质 原因分析
表面印刷,油墨长时间没过滤, 产品处理不干净。
对策 过滤油墨,印前处理。
責任人
完成 日期
追踪确认
殷文安 5月22日 效果不明显 确认结果需有改善 前后的数据对比。 殷文安 5月30日 效果不明显 殷文安 5月30日 效果不明显
52.2%
没黑粒之后的数据 全部分类为其它更 合适
99.3% 99.9% 100.0% 100% 99.6% 100.0% 100.0% 92.4% 95.9% 97.4% 98.7%
80.2%
80%
60%
63.6%
38.0% 20.2%
40% 20%
0%
1月 2月 3月 4月 5月 6月 7月 8月 9月 10月11月12月
20
59%
0
包风 毛边 掉黑粒 尺寸小 发白
主要不良改善对策
序号
不良项目
原因分析
对策
1、包风改善对策:出货全检,生产时 不可打太多脱模剂,打脱模剂产品需全 检; 2、毛边、破裂改善对策为:QC全检, 自拆人员加强培训,增加抽检次数。 对黑粒穴进行清理,温度严管,对潮湿 的黑粒勿用。
責任人
完成 日期
范希峰
5月30日
效果不明显
5月份印刷质量分析改善
3% 2%
1.8%
2012年印刷课不良率推移表
2.1% 1.6% 1.1% 1.1%
5月印刷不良统计表
99%
100% 100%
6000
目标:2.0%
80% 73% 65%
86%
91% 94% 97%
99%
100%
100% 80% 60%
40%
5000
52% 印糊之后的数据 3000 38% 全部分类为其它 2000 更合适,发亮之 1000 后没有数据就无 需选择该系列 0