各种常见电镀层样品及图片
金属电镀层(JIS_H_0404)_
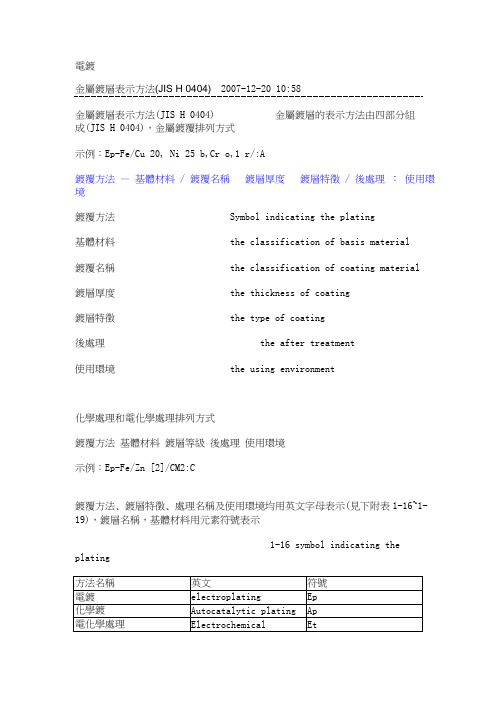
電鍍金屬鍍層表示方法(JIS H 0404)2007-12-20 10:58金屬鍍層表示方法(JIS H 0404) 金屬鍍層的表示方法由四部分組成(JISH 0404),金屬鍍覆排列方式示例:Ep-Fe/Cu 20, Ni 25 b,Cr o,1 r/:A鍍覆方法—基體材料 / 鍍覆名稱鍍層厚度鍍層特徵 / 後處理:使用環境鍍覆方法 Symbol indicating the plating基體材料 the classification of basis material鍍覆名稱 the classification of coating material鍍層厚度 the thickness of coating鍍層特徵 the type of coating後處理 the after treatment使用環境 the using environment化學處理和電化學處理排列方式鍍覆方法基體材料鍍層等級後處理使用環境示例:Ep-Fe/Zn [2]/CM2:C鍍覆方法﹑鍍層特徵﹑處理名稱及使用環境均用英文字母表示(見下附表1-16~1-19),鍍層名稱,基體材料用元素符號表示1-16 symbol indicating the plating方法名稱英文符號電鍍electroplating Ep化學鍍Autocatalytic plating ApEt電化學處理Electrochemicaltreatment化學處理Chemical treatment Ct1-17 symbols indicating aftertreatment後處理1-18 symbol indicating aftertreatments後處理1-19 using environments, using environmental conditions and symbols使用環境電泳(ED)塗層是30多年前在日本開發的,兼有陽極氧化膜和聚合物塗層雙重優點。
电镀分类:从原理到应用
电镀分类:从原理到应用一、电镀概述电镀,这一工艺可追溯至19世纪初,是一种利用电解原理在金属表面形成一层金属或合金的过程。
随着科技的进步,电镀已经成为现代工业、建筑、装饰等领域中不可或缺的部分。
二、电镀分类与应用1.水电镀:水电镀是最常见的电镀技术,主要用于装饰和防护。
由于其可以在各种形状的基材上电镀,且工艺相对简单,因此广泛应用于汽车、电子、家具等行业。
2.纯水镀:纯水镀是指使用纯水作为电镀的电解液,相较于传统的水电镀,纯水镀更环保,适用于对环保要求较高的行业。
3.山河法置换:山河法置换是一种特殊的电镀技术,其原理是利用电解液中的金属离子在电场的作用下,将金属置换到基材上。
这种方法可以形成较厚的金属层,且金属层与基材的结合力较强。
三、典型零件与设备在电镀过程中,需要用到各种设备和零件,如线路板、电池、压力锅等。
这些零件和设备通常需要特定的电镀技术和工艺,以确保其质量和性能。
四、电镀溶液原理与技术要点电镀溶液的原理是利用电解反应,使金属离子在电极的作用下还原为金属原子并沉积在基材上。
在这个过程中,需要注意溶液的酸碱度、温度、阳极材料等因素,以保证电镀的质量和效果。
五、行业标准和规范在电镀行业中,存在许多国际和国家的标准和规范,如ISO、欧盟ROHS等。
这些标准和规范规定了电镀产品的质量和环保要求,对于电镀行业的发展具有重要意义。
六、环境保护与安全管理电镀过程中会使用到各种化学物质,对环境和人体可能产生影响。
因此,在操作过程中应注意环境保护和安全防范,如穿戴防护服、定期检查设备等。
此外,应尽可能选择环保的电镀技术和工艺,以减少对环境的影响。
七、发展趋势与创新方向随着环保意识的提高和科技的进步,电镀行业正朝着更加环保、高效的方向发展。
例如,纯水镀技术的研发和应用,可以大大减少电镀行业的污染。
同时,新型的电镀技术和工艺也在不断涌现,如纳米电镀、脉冲电镀等,这些技术可以提高电镀效率和质量,减少对资源的需求。
常见电镀金属膜介绍
电镀电镀是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程,是利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺从而起到防止金属氧化(如锈蚀),提高耐磨性、导电性、反光性、抗腐蚀性(硫酸铜等)及增进美观等作用。
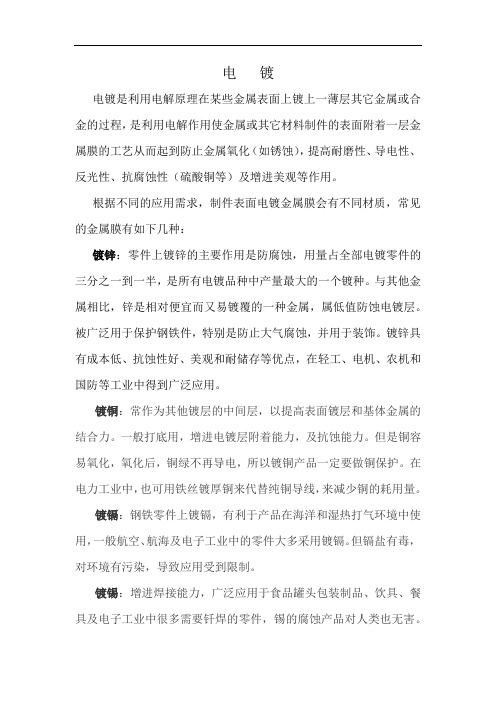
根据不同的应用需求,制件表面电镀金属膜会有不同材质,常见的金属膜有如下几种:镀锌:零件上镀锌的主要作用是防腐蚀,用量占全部电镀零件的三分之一到一半,是所有电镀品种中产量最大的一个镀种。
与其他金属相比,锌是相对便宜而又易镀覆的一种金属,属低值防蚀电镀层。
被广泛用于保护钢铁件,特别是防止大气腐蚀,并用于装饰。
镀锌具有成本低、抗蚀性好、美观和耐储存等优点,在轻工、电机、农机和国防等工业中得到广泛应用。
镀铜:常作为其他镀层的中间层,以提高表面镀层和基体金属的结合力。
一般打底用,增进电镀层附着能力,及抗蚀能力。
但是铜容易氧化,氧化后,铜绿不再导电,所以镀铜产品一定要做铜保护。
在电力工业中,也可用铁丝镀厚铜来代替纯铜导线,来减少铜的耗用量。
镀镉:钢铁零件上镀镉,有利于产品在海洋和湿热打气环境中使用,一般航空、航海及电子工业中的零件大多采用镀镉。
但镉盐有毒,对环境有污染,导致应用受到限制。
镀锡:增进焊接能力,广泛应用于食品罐头包装制品、饮具、餐具及电子工业中很多需要钎焊的零件,锡的腐蚀产品对人类也无害。
镀镍:打底用或做外观,增进抗蚀能力及耐磨能力,(其中化学镍为现代工艺中耐磨能力超过镀铬)。
镀镍的应用面很广,可用于防护装饰性,可用于自行车、钟表、家用电器汽车灯零件的防护装饰,还可以用于易磨损产品的修复电镀。
(注意,许多电子产品,比如DIN头,N头,已经不再使用镍打底,主要是由于镍有磁性,会影响到电性能里面的无源互调)镀金:改善导电接触阻抗,增进信号传输。
(金最稳定,也最贵。
) 镀银:改善导电接触阻抗,增进信号传输。
(银性能最好,容易氧化,氧化后也导电)镀铬:镀铬层有很高的硬度和优良的耐磨性及较低的摩擦系数,铬在大气中能长久保持光泽,在碱液、硝酸、硫酸及许多有机酸中不发生反应,故镀铬常用于防护装饰性镀层,防止集体金属生锈和美化外观,也常用于提高制品的耐磨性或修复磨损。
电镀工艺图
黑镍 Black Nickel 硫酸铜(三次铜底) Third Copper 银白 Nickel Plated 金水 Gold 水雾 Matt Nickel 全光镍 Gloss Nickel 黑镍 Black Nickel 铬色 Chrome 青铜 Brass 亮银 Silver 黑镍 Black Nickel 铬色 Chrome 青铜 Brass 亮银 Silver 金水 Gold
完成OK
上油(黑色显示的颜色) Lacquering(Finishes show in Black)
烤水 Drying
下个流程(红色显示的颜色) Next work process(Finishes show in Red)
�
黑镍 Black Nickel
OB2色 Oil Rubbed Bronze
扫镍 Satin Nickel 金水 Gold 半光镍 Semi-gloss Nickel 全光镍 Gloss Nickel 水雾 Matt Nickel 扫水雾 Brushed Matt Nickel 扫金 Satin Gold
扫黑镍 Brushed Black Nickel
水雾 Matt Nickel 金水 Gold 黑镍 Black Nickel 铬色 Chrome 青铜 Brass 亮银 Silver 雾金水 Matt Gold 雾黑镍 Matt Black Nickel 雾铬色 Matt Chrome 雾青铜 Matt Brass 纯雾亮银 Matt Silver
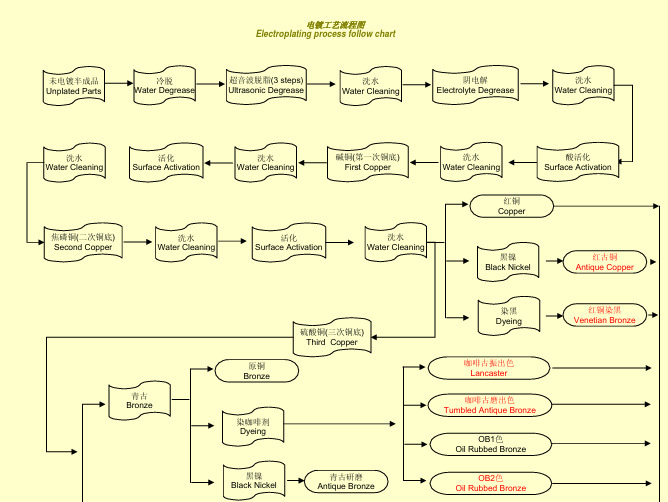
电镀工艺流程图
Electroplating process follow chart
未电镀半成品 ase
超音波脱脂(3 steps) Ultrasonic Degrease
洗水 Water Cleaning
电镀过程示意图

清洗
清洗是在電鍍生產線上用水量最大的程序。每個鍍槽後通 常有一組水洗程序用來避免鍍件將殘液帶入其它程序而造 成污染。
第17页,共18页。
《完》
第18页,共18页。
特殊的前處理。
第8页,共18页。
热浸脱脂
•主要是利用鹼劑和皂化油脂的皂化作作用去除金屬表面污垢 和氧化物,其必需具備濕潤、滲透、分散及乳化效果。 經常使用的藥劑:氫氧化鈉、碳酸鈉、碳酸氫鈉、磷酸鈉、磷 酸三鈉、焦磷酸鈉、葡萄糖酸鹽及矽酸鹽等。但目前因環保問 題,磷酸鹽系統將漸被淘汰。其主要是利用鹼性強弱來適用於 不同之底材。 而所謂的界面活性劑就是乳化劑,可分為陽離子性、陰離子性 、陰陽離子性及非離子性等界面活性劑。其應具有分散、乳化 之效果,避免油脂浮於處理表面,減少帶出,降低後續水洗之 困擾。
阴极溅射 真空镀(Vacuum Plating)
离子镀(Ion Plating)
CVD 化学气相沈积法(Chemical Vapor Deposition)
第4页,共18页。
什么是电镀?
简单来说,电镀指借助外界直流电的作用,在溶液中进行电 解反应,使导电体例如金属的表面沉积一金属或合金层。
第12页,共18页。
镀铜
以氰化浴、硫酸浴及焦磷酸浴為主。除氰化浴外皆為二價 銅沉積,氰化浴適合鐵及鋅合金底材電鍍,配合合適光澤 劑,可得平滑光澤之鍍層。鍍層均一性佳,鍍液安定已應 用多年,但鍍液含大量氰化物毒性高,廢水處理成本高, 除滾鍍及預鍍外已逐漸被取代。 硫酸浴配合合適的添加劑,填平及光澤性高、成本低、管 理容易,廢水處理成本低,已大量應用於電路板、裝飾品 、電鑄等領域。 焦磷酸浴配合合適的添加劑.曾用於電路板。但廢水處理麻 煩,除鋅合金底鍍外,以被硫酸浴取代。
[知识]常见电镀镀种简介
![[知识]常见电镀镀种简介](https://img.taocdn.com/s3/m/421a51ffb9f67c1cfad6195f312b3169a551ea58.png)
常用镀种简介:典型通用产品的电镀工艺内容:一、塑料电镀1、塑件选材塑料的种类很多,但并非所有的塑料都可以电镀。
有的塑料与金属层的结合力很差,没有实用价值;有些塑料与金属镀层的某些物理性质如膨胀系数相差过大,在高温差环境中难以保证其使用性能。
镀层大多是单一金属或合金,如钛靶、锌、镉、金或黄铜、青铜等;也有弥散层,如镍-碳化硅、镍-氟化石墨等;还有覆合层,如钢上的铜-镍-铬层、钢上的银-铟层等。
目前用于电镀最多的是ABS,其次是PP。
另外PSF、PC、PTFE等也有成功电镀的方法,但难度较大。
ABS/PC塑料电镀工艺流程除油→ 亲水→预粗化(PC≥50%)→粗化→中和→整面→活化→解胶→化学沉镍→镀焦铜→镀酸铜→镀半亮镍→镀高硫镍→镀亮镍→镀封→镀铬2、塑件造型设计在不影响外观和使用的前提下,塑件造型设计时应尽量满足如下要求:(1)金属光泽会使原有的缩瘪变得更明显,因此要避免制品的壁厚不均匀状况,以免出现缩瘪,而且壁厚要适中,以免壁太薄(小于 1.5mm),否则会造成刚性差,在电镀时易变形,镀层结合力差,使用过程中也易发生变形而使镀层脱落。
(2)避免盲孔,否则残留在盲孔内的处理液不易清洗干净,会造成下道工序污染,从而影响电镀质量。
(3)电镀工艺有锐边变厚的现象。
电镀中的锐边会引起尖端放电,造成边角镀层隆起。
因此应尽量采用圆角过渡,圆角半径至少0.3mm以上。
平板形塑件难电镀,镀件的中心部分镀层薄,越靠边缘镀层越厚,整个镀层呈不均匀状态,应将平面形改为略带圆弧面或用桔皮纹制成亚光面。
电镀的表面积越大,中心部位与边缘的光泽差别也越大,略带抛物面能改善镀面光泽的均匀性[2]。
(4)塑件上尽量减少凹槽和突出部位。
因为在电镀时深凹部位易露塑,而突出部位易镀焦。
凹槽深度不宜超过槽宽的1/3,底部应呈圆弧。
有格栅时,孔宽应等于梁宽,并小于厚度的1/2。
(5)镀件上应设计有足够的装挂位置,与挂具的接触面应比金属件大2~3倍。
电镀层的分类
电镀层的分类现代电镀网讯:1. 按电化学性质分类可分为阳极性镀层和阴极性镀层。
(1) 阳极性镀层镀层金属的电势比基体金属的电势低的镀层叫阳极性镀层。
如钢铁件上镀锌,海洋环境下的铁制品表面镀镉,有机酸环境下的铁制品表面镀锡等。
这类镀层的特点是当形成腐蚀微电池时,即当发生电化学腐蚀时,处于阳极的镀层金属不断损耗而基体金属得到保护。
所以首先腐蚀的是镀层金属(如锌、镉,相对钢铁制品而言),对钢铁件起电化学保护作用。
对阳极性镀层,镀层的厚度对防护能力有决定性影响。
(2) 阴极性镀层镀层金属相对于基体金属的电势高的镀层叫阴极性镀层。
如钢铁件上的铜、镍、铬、金、银镀层等。
阴极镀层只有在它完整无缺时,才对基体金属起保护作用。
否则,这些镀层一旦形成腐蚀微电池,首先腐蚀的是作为阳极的基体金属,是从里往外腐蚀的,不但不能保护基体金属,反而加快腐蚀速度。
所以对于阴极性镀层特别重要的是镀层要有一定厚度,孔隙率要尽可能低。
金属的电极电势随介质与工作条件的不同而发生变化,因而镀层究竟是阳极性镀层,还是阴极性镀层,要看镀层所处的介质和环境来确定。
如对铁而言,在一般条件下锌是典型的阳极性镀层,但在70~80℃的热水中锌的电极电势却变得比铁高,因而成了阴极性镀层。
再如锡对铁来说,在一般条件下是阴极性镀层,但在有机酸的介质中却变成阳极性镀层。
2. 按用途分类可分为防护性镀层。
防护-装饰性镀层、修复性镀层、功能性镀层等。
(1)护性镀层防止基体金属在大气或其他环境中发生腐蚀的镀层叫防护性镀层。
如钢铁件上的锌、镉、锡等镀层以及锌基合金镀层(锌-铁、锌-钴、锌-镍等)属于此类镀层。
对于黑色金属工件,在一般大气条件下均采用镀锌进行防护。
此镀层用途广泛,约占电镀生产量的50%以上。
在潮湿和海洋性大气中可用镀镉层保护。
对于紧固件的防护选用镉或镉-锡合金。
如在化工生产中高压垫圈密封防腐等。
锡镀层对有机酸有很好的耐蚀性,它不仅防锈力强,且产生的腐蚀化合物对人体无害,大量用于食品加工行业。
常用金属表面装饰电镀

镀铬
镀铬是目前产品造型设计中应用最广泛的镀层品种。铬是微带蓝色的银白色金属。不能
用做防护性镀层,一般常用铜――锡合金、铜或镍层做底层、以防止基体金属遭受腐蚀。镀铬层主要有五种类型。
1、 防护――装饰镀铬
在铜、镍或合金镀层表面上镀一层铬,可获得结晶细密、美观光亮、有像镜面一样的银
[COLOR=red]3、 电镀铜――锡合金
低锡青铜镀层的色泽粉红色或金黄色,结晶细,它有较高的防蚀能力和良好的抛光性能,常作为防护――装饰性的镍底层,被广泛地用于轻工业、手工业、机械仪表工业和其他工业。中锡青铜镀层的色泽呈金黄色,防蚀能力较好。主要用做装饰性镀铬的底层。它的硬度和在空气中的稳定性比低锡青铜镀层高。但由于镀层的含锡量较高,作为防护装饰性镀层的底层在套铬后容易发花,这是中锡青铜镀层的弱点。高锡青铜镀层具有美丽的银白色光泽和良好的抛光性能,有较高的硬度和耐磨性,在工业设计中用来代替银或铬作为反光器械、仪器仪表、日用商品等防护――装饰性表面镀层。
它的外观呈淡玫瑰的色调,使人感到十分舒适,并具有优良的耐腐蚀性。如对有光泽的
基材或在光亮镍的电镀层上,再施以锡――镍合金电镀,则可得到良好的光泽表面。如对无光泽的表面(梨纹)上进行电镀,则能重现该面的原有情况。电镀层的均镀能力非常优异,几乎完全没有整平作用,因而适用于要求极细线条及旋转加工制品的电镀。
3、 乳白铬
乳白铬的特点是无光泽、硬度低、无裂纹网、随镀层厚度的增加,气孔减少、抗蚀性好,在乳白铬镀层作刻度容易,且使用者不感到眼睛疲劳。乳白铬广泛用于工量具、机械设备中的分度盘、刻度盘、医疗器械等。
4、 镀硬铬
这种镀层的特点是通过厚的镀层来突出铬层本身的特殊性能。包括耐热、耐磨损、忍腐蚀,以及低的磨擦系数等。硬铬一般是直接镀在钢铁件表面,它的用途比较广泛。例如,高吨位水压机的大型柱塞等大型设备的部件用硬铬。它的用途比较广泛,许多由于腐蚀、磨损即将报废的部件、设备,如机床主轴、曲轴轴颈等,经过镀硬铬修复后可大大延长使用期限。
9镀层的性能及电镀工艺

电解液温度:
提高镀液温度利于生成较大的晶粒,镀层的 硬度、内应力和脆性以及抗拉强度降低;同时能 提高阴极和阳极电流效率,消除阳极钝化,增加 盐的溶解度和溶液导电能力,降低浓差极化和电 化学极化。但温度太高,会导致形成粗晶和孔隙 较多的镀层。 电解液的搅拌 : 有利于减少浓差极化,利于得到致 密的镀层,减少氢脆。
整平剂作用机理可表述:
(1) 在整个基底表面上金属电沉积过程是受电化学活 化控制(即电子传递步骤是速度控制步骤)的; (2) 整平剂能在基底电极表面发生吸附,并对电沉积 过程起阻化作用;
(3) 在整平过程中,吸附在表面上的整平剂分子是不 断消耗的,整平剂在基体表面的覆盖度不是出于平 衡状态,其在基底上的吸附过程受自身从本体供应 溶液向电极表面扩散步骤控制。 整平作用可以借助于微观表面上整平剂的局部差异 来说明。
添加剂选择原则: (1)在金属电沉积的电势范围内,添加剂能够在镀件表 面上发生吸附;
(2)添加剂在镀件表面的吸附对金属电沉积过程有适当 的阻化作用; (3)毒性小,不易挥发,在镀液中不发生化学变化。其 可能的分解产物对金属沉积过程不产生有害的影响 (4)不过分降低氢在阴极析出的超电势; (5)为了尽可能避免埋入镀层,其在镀件表面的脱附速 度应比新晶核生长速度要快; (6)添加剂的加入还不能对阳极过程造成不利的影响等
4.2
电镀
电镀是以被镀工件作为阴极浸入欲镀金属盐溶 液中,致使被镀金属离子在阴极表面上还原,从而 获得牢固结合的金属膜的一种表面加工方法。可能 的阳极反应是被镀金属的阳极溶解或氧气的析出 . 电镀时电解条件的控制: 使被镀金属的还原和阳极溶解具有相同的电流
效率,以保证镀液中被镀金属离子的浓度保持恒定。
电镀处理中的电镀应用案例分享

电镀处理中的电镀应用案例分享电镀处理是表面处理的一种常见方式,它主要是通过电化学的原理,在物体表面进行镀层的覆盖,从而起到保护、美化和改善使用性能的作用。
近年来,随着科技的发展和人们对产品外观、质量和环保等问题的关注,电镀处理的应用范围越来越广泛。
下面,我们就来看几个电镀应用案例分享。
案例一:电镀处理在汽车配件制造中的应用汽车配件制造是一个需要高耐磨、高防腐蚀、高外观质量要求的领域,而电镀处理正好可以满足这些要求。
比如,汽车轮辋通常采用电镀硬铬来提高轮辋的硬度和耐磨性,同时防止生锈和降低摩擦系数。
还有发动机缸体和火花塞座等部件,需要采用电镀锌或镍镀铬来增加其防锈性和耐腐蚀性,保证其长期使用。
案例二:电镀处理在家电产业中的应用家电产业也是电镀处理的广泛应用领域之一。
家电产品广泛应用于厨房、卫浴和客厅等各个场合,它们的材质和表面处理要求有所不同。
例如,不锈钢厨房电器需要采用电镀镍铬等金属材料进行表面涂层处理,使其具有耐腐蚀、防锈、长久美观等优点。
此外,还有一些家电产品需要进行防静电处理,以避免静电导致的产品故障。
案例三:电镀处理在航空、船舶制造中的应用航空船舶制造是高技术和高品质要求的行业,而电镀处理可以为其提供保护、强化和美化等多重服务。
例如,飞机的螺丝、转向器、扭力器等小型金属零件需要进行电镀处理,以去除表面氧化层、增加金属抗氧化能力、延长零件寿命等。
同样,船舶制造中船壳和船底需要采用电镀银、电镀锌、电镀铅等材料进行表面涂层处理,从而达到减轻重量、防止腐蚀和防泄漏的效果。
案例四:电镀处理在身体健康器材中的应用如今,人们对身体健康提出了更高的要求,健身器材的市场需求也在逐年增加。
而电镀处理可以为健身器材的生产提供更多的选择。
例如,健身器材中的一些金属部分,需要采用电镀镍、电镀铬、电镀铜等材料进行表面涂层处理,以提高材质的强度、防锈性和美观度。
此外,一些半导体器材也需要进行电镀处理,以提高其耐高温性、防腐蚀性和电流传导性。
电镀件检测报告客户报告
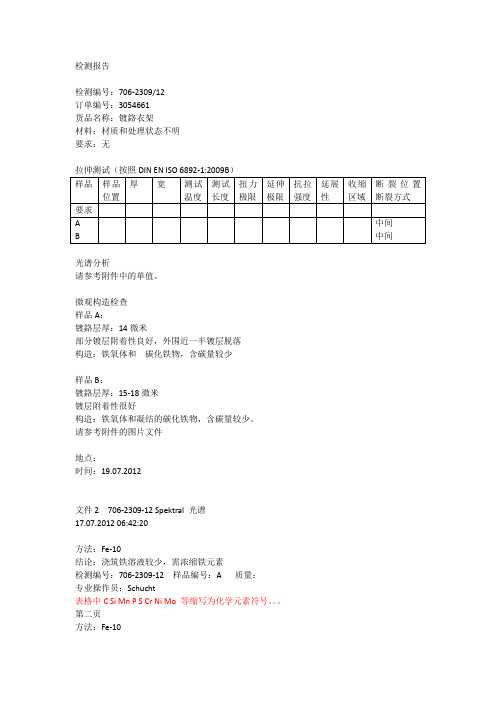
检测报告检测编号:706-2309/12订单编号:3054661货品名称:镀鉻衣架材料:材质和处理状态不明要求:无拉伸测试(按照DIN EN ISO 6892-1:2009B)光谱分析请参考附件中的单值。
微观构造检查样品A:镀鉻层厚:14微米部分镀层附着性良好,外围近一半镀层脱落构造:铁氧体和碳化铁物,含碳量较少样品B:镀鉻层厚:15-18微米镀层附着性很好构造:铁氧体和凝结的碳化铁物,含碳量较少。
请参考附件的图片文件地点:时间:19.07.2012文件2 706-2309-12 Spektral 光谱17.07.2012 06:42:20方法:Fe-10结论:浇筑铁溶液较少,需浓缩铁元素检测编号:706-2309-12 样品编号:A 质量:专业操作员:Schucht表格中C Si Mn P S Cr Ni Mo 等缩写为化学元素符号。
第二页方法:Fe-10结论:浇筑铁溶液较少,需浓缩铁元素检测编号:706-2309-12 样品编号:B 质量:专业操作员:Schucht表格中C Si Mn P S Cr Ni Mo 等缩写为化学元素符号。
文件3 706-2309-12mi样品A镀铬层厚度=14微米部分镀层附着性良好200:1图1样品A约40%的表面镀层附着性不够好200:1图2样品A构成: 铁氧体和碳化铁物,含碳量及其少200:1图3样品B镀铬层厚度=15-18微米镀层附着性好200:1图4样品B构成: 铁氧体和凝结的碳化铁物,含碳量较少。
200:1图5。
拉斯派特

拉 斯 派 特 第 1 种
盐水喷雾 500小时 二氧化硫试验(0.2L)15回 盐水喷雾 1000小时 二氧化硫试验(0.2L)15回 盐水喷雾 1000小时 二氧化硫试验(0.2L)15回 盐水喷雾 1000小时 二氧化硫试验(0.2L)15回 盐水喷雾 1000小时 复合周期腐蚀试验50个周期
适用于大型铁管,同时满足良 好外观及高耐腐蚀性的要求
适用于对离心浸涂方式过大的部件 适用于无法使用喷涂的部件
采用公司 日本道路公团
用
隔音墙用螺栓、螺母 景观用天窗 带孔钢板,撑扯拉杆等
桥梁支撑架 线缆网架 隧道用角钢 闸门用螺栓
途
采用原因
高耐腐蚀 多彩化
九州电力
损伤部高耐腐蚀 异种金属接触耐腐蚀 损伤部高耐腐蚀 异种金属接触耐腐蚀
NIHON RUSPERT CO., LTD.
表面烧付层(约10μm)
化成皮膜 电镀层 (约5μm)
铁
拉斯派特皮膜切图 1000倍显微镜图
● 高耐腐蚀性能… ● 抗损伤高耐腐性能… ● 耐电蚀性… ● 低温处理… ● 多彩色化…
耐盐雾、耐酸雨、耐气候性,及其他种类的耐腐蚀性。 对损伤、碰痕等部,具有卓越的耐腐蚀性能。 减低因异种金属接触而产生的电腐蚀。 200℃以下的处理温度,不会对制品物理性能产生任何影响。 可按照顾客需求调配使用。
离心浸涂离心浸涂适用于小紧固件如螺栓螺母适用于大的部件及处理对象平垫圈良好外观适用于对离心浸涂方式过大的部件适用于无法使用喷涂的部件喷涂适用于大型铁管同时满足良好外观及高耐腐蚀性的要求离心浸涂离心浸涂喷涂喷涂投入移动涂覆加工烘干完成采用公司采用原因日本道路公团隔音墙用螺栓螺母景观用天窗带孔钢板撑扯拉杆等高耐腐蚀多彩化九州电力桥梁支撑架线缆网架隧道用角钢损伤部高耐腐蚀异种金属接触耐腐蚀日立造船闸门用螺栓损伤部高耐腐蚀异种金属接触耐腐蚀各汽车产业大型巴士货车用连接件紧固件高耐腐蚀低温处理其他光电设备架台螺栓螺母等