EXCELLON格式分析2008
Excel中利用条件格式化和数据验证提高数据准确性

Excel中利用条件格式化和数据验证提高数据准确性一、利用条件格式化提高数据准确性条件格式化是Excel中一个非常强大的功能,可以根据预设的条件来自动改变单元格的格式。
通过利用条件格式化,可以有效地提高数据的准确性和可视化程度。
1.1 提示错误值在Excel中,数据中常常会出现错误值,如空值、超出范围的数值等。
我们可以利用条件格式化的功能,将这些错误值以特殊的格式进行标注,从而在数据输入过程中更容易发现和纠正错误。
例如,我们可以将超出某个阈值范围的数值以红色底纹的方式标注出来,或者将空值以斜线填充等方式进行标注。
这样在数据输入的过程中,一旦出现错误值,我们就能够立即发现并纠正。
1.2 强调关键数据在Excel中,一个数据表往往包含大量的数据,有时候需要关注其中的一些关键数据。
通过条件格式化,我们可以将这些关键数据以特殊的颜色或样式进行标注,从而使其在数据表中更加醒目,方便我们快速找到和分析。
例如,对于销售数据表中的销售额数据,我们可以将高于平均值的销售额以绿色底纹进行标注,将低于平均值的销售额以红色底纹进行标注。
这样,我们可以一目了然地看到高低销售额的区别,从而更好地进行数据分析和决策。
1.3 根据条件进行数据分类有时候,我们需要根据某些条件将数据进行分类,以便后续的分析和处理。
通过条件格式化,我们可以将满足某个条件的数据进行分类并标注,从而更好地进行数据分析和操作。
例如,对于学生成绩表中的分数数据,我们可以根据不同的分数段将学生成绩进行分类,并在相应的单元格中标注不同的颜色。
这样,我们可以方便地对学生成绩进行分析,如查看不同分数段的人数、比例等。
二、利用数据验证提高数据准确性数据验证是Excel中另一个重要的功能,可以帮助我们规范和限制数据的输入范围,避免数据的错误和混乱。
通过利用数据验证,我们可以提高数据的准确性和一致性。
2.1 设置数据范围和格式在进行数据输入的过程中,我们经常需要限制数据的范围和格式,以保证数据的准确性和一致性。
excellon2 g78指令

excellon2 g78指令Excellon2是一种机器码,是数控钻铣机上代码格式的一种标准。
Excellon2指令中包含了钻孔、钻铣等机器操作指令和一些格式设置指令等。
这些指令是机器控制程序的基础。
下面列出几个Excellon2常用的指令:1. G00 同时进行横纵坐标快速移动这条指令用于控制钻机在快速移动时不进行加工,只是快速地走到下一个加工点。
例如,在下面的代码中,钻机会在横坐标1.000,纵坐标2.000的位置,以极快的速度快速移动到横坐标3.000,纵坐标4.000的位置。
G00 X1.000 Y2.000X3.000 Y4.0002. G01 直线插补这条指令用于直线加工。
例如,在下面的代码中,钻机将从起始点开始,沿着横坐标0.000,纵坐标0.000到横坐标1.000,纵坐标2.000这一条直线加工。
G01 X1.000 Y2.0003. G02/G03 倒角这两条指令用于钻机进行倒角加工。
例如,在下面的代码中,钻机将沿着起始点到横坐标1.000,纵坐标0.000这一条线段上加工。
加工完成后,再从点(1.000,0.000)开始,顺时针圆弧插补到点(0.000,-1.000)。
这时的倒角半径为1.000。
G01 X1.000 Y0.000G02 X0.000 Y-1.000 I-1.000 J0.0004. G04 暂停这条指令在加工过程中暂停机器的运行,等待程序员的干预。
在下面的代码中,钻机加工到这一步将会停止,在程序员的干预下才会继续往下加工。
G04 P10005. G17/G18/G19 平面选择这三条指令用于选择钻机的工作平面。
G17为XY平面(默认),G18为XZ平面,G19为YZ平面。
例如,下面的代码中,钻机会在工作平面为XZ平面的情况下开始加工。
G186. G90/G91 距离模式这两条指令用于设定加工时所用距离的模式。
G90表示绝对距离模式,G91表示增量距离模式。
工艺能力参数表(最新) (1)
6
光绘最小线宽/间距
4小线宽/间距
4/4mil
3/3 mil
光成像前处理机
1
板厚
0.36--5mm(化学清洗段:0.05--5)
0.05-5.0MM
2
最小加工尺寸
5×6 inch
/
3
最大加工尺寸
短边小于24 inch
/
贴膜
1
板厚
0.05—3.0mm
0.05-5.0MM
10
最大加工尺寸(真空压机)
22×26inch
/
11
层间最小对正度
4 mil
3 mil
钻孔
1
钻刀直径
0.2mm-6.3mm(间隔0.05mm,)
0.15
2
高频板最小钻孔
0.25mm
0.20mm
3
一钻最小非金属化孔
0.5mm
0.2
4
最大孔径板厚比
10:1
12:1
5
最大加工尺寸
二头机:20×24 inch六头机:20×24 inch
1
外层成品铜厚(1/3OZ基铜)
25—45 um
/
2
外层成品铜厚(1/2OZ基铜)
33—55 um
/
3
外层成品铜厚(1OZ基铜)
46--70 um
/
4
外层成品铜厚(2OZ基铜)
76--105 um
/
5
外层成品铜厚(3OZ基铜)
107--140 um
/
6
外层成品铜厚(4OZ基铜)
137--180 um
2
板厚公差(≤1.0mm)
±0.1
/
excellon2轴间距指令

excellon2轴间距指令
轴间距指令是PCB蚀刻机的最基本指令之一,它的使用可以实现PCB的钻孔成型、布线、蚀刻等工艺。
这种指令有着传统的Excellon格式和改进的RS-274X格式。
其中,Excellon格式在过去一直被广泛应用,而RS-274X格式则是改进后的
格式,能够更好地应用于PCB蚀刻工艺。
轴间距指令的执行过程,是指将轴间距尺寸从PCB CAD系统中导出,再由程序分析机器执行可执行的指令语言,最终将PCB
的形状转换成机器识别的轴间距尺寸表示。
Excellon格式的轴间距指令,完成轴间距尺寸编码需要使用I和J指令,I代
表轴向距离,J代表径向距离,可以理解为I和J指令合并起来表示一个矩形区域。
在使用I和J指令时,不能按照正常书写原则书写,而是应该根据CAD文件中参数或碰撞性来确定其顺序,以保证CAD文件的正确转换。
RS-274X格式是传统的Excellon格式的改良型,主要用于精密的打标、蚀刻
工艺制作。
其实现的过程与Excellon格式类似,也需要导出轴间距尺寸,并使用
G代码实现。
在 VS2008 下操作 Excel 的方法总结
在VS2008 下操作Excel 的方法总结分类:C++/MFC 2009-06-01 11:42 7035人阅读评论(158) 收藏举报这些天做个软件,需要读取Excel 并导入到数据库中,所以研究了一下在VC 下操作Excel 的方法,这里做个总结,以作备忘。
一、最常用的OLE 自动化方式这个方式应该说是功能最全的方式,可能也是应用的最多的方式。
由于这种方式采用的是隐藏启动Office Excel 的方式,所以几乎是全能,任何功能都可以完成。
不过缺点也是比较明显的:1、采用OLE 方式,需要用户计算机上安装有Office Excel,否则就失败;2、由于是隐藏启动Office Excel,而Mcirosoft 的一贯作风就是功能强大、体积巨大无比,所以这个速度是个很大的瓶颈,如果是批量读取的话,那...3、它的基本方法是使用导出 .h 进行OLE 操作,但是网上关于Excel OLE 的完善的参考资料并不是很多,大多也是抄来抄去,所以要想很好的使用它们,恐怕还要好好的探索一下。
不过总之,这种方式在文件数目不多,对功能要求大过速度的话,这是首选。
代码可参考:/hyz_9257/archive/2008/12/27/3621309.aspx二、ADO/ODBC 的方式这种方式需要确保ODBC 中已安装有Excel 表格文件的驱动"MICROSOFT EXCEL DRIVER (*.XLS)",所以同样依赖于Office Excel 是否安装。
常规例子:/document/viewdoc/?id=421这里不得不提的是:新加坡人Yap Chun Wei在CodeProject 上2001 年发布的CSpreadSheet,非常流行的一个Excel 操作类。
地址是:/KB/database/cspreadsheet.aspx具体我在最后第六点来介绍和对比。
三、Sourceforge 上的开源Excel 库搜索了一下,有几个似乎人气比较高,像libXLS,XLSlib 等,下载下来看了一下说明,好像更多是作为php 的插件来使用的,对C++ 似乎没多大帮助。
EXCELLON格式

EXCELLON 是最早使用电脑化钻机及锣机 ,它开发了一套电脑控制机器的指令,被称为 EXCELLON Computer Numeric Control,其中一些已成为工业标准. EXCELLON 最早开发的是钻机,这时候的格式被称 为 Format One ,随后又开发了用于锣机的语言,被称为 Format Two,1979 年 EXCELLON 更新了 Format Two 语言,将钻机和锣机指令集合到一套通用的语言系统. 因此,早于 1979 年前的被称为 Generation One 的机型只能行 Format One ,而 1979 后的被称为 Generation Two 的机型则可以使用 Format One 或 Format Two 语言系统.
该指令能被用于关闭计数以便钻嘴继续钻孔。如仅写 H 而不写 H 后面的数 字,则用于那个刀具的计数 器将会被关闭。
Z±# 为刀具设置深度补偿量
深度补偿可以作为名义深度的深度,而负值使刀具低于名义。 深度补偿控制钻入底板的深度,大直径 的刺入深度比小直径的刺入深度要大。精确的刺入深度对确保刀具斜切面切入一叠板最下面一块板的背面 是必要的。名义深度加上深度补偿即为该刀具的实际深度。偏差或偏移设置,正号(+)可以省略,但负号 不可被省略。正值使刀具高于名义而负值使刀具低于名义。
为 190 IPM,钻速:73000RPM,而在刀具参数表中的钻速与下刀速将会被忽略。
模式指令
当你从钻咀转到锣刀,或者相反。CNC 必需知道现在处于何种模式:钻孔或者机锣。这些可用 G00 或 G05 指令来完成。当 CNC 在程序体中遇到该类指令时,它就知道何种模式在运行。
G00X#Y# 机锣模式
S# 设定主轴的转速(RPM)
数据比较Excel的比较和差异分析方法

数据比较Excel的比较和差异分析方法数据比较:Excel的比较和差异分析方法在数据分析中,比较和差异分析是一项重要的任务。
通过比较和分析数据,我们可以发现数据之间的差异和关联性,从而获得有价值的见解。
而Excel作为一种强大的数据分析工具,在处理数据比较和差异分析时,提供了多种方法和函数。
本文将介绍Excel中常用的数据比较和差异分析方法。
一、数据比较方法1. 条件格式化条件格式化是Excel中一种常用的数据比较方法。
通过对数据设置条件格式,可以使数据在符合特定条件时以不同的样式显示,从而直观地比较数据之间的差异。
在Excel的“开始”选项卡中,点击“条件格式”,可以选择“使用公式确定要格式化的单元格”,然后输入比较的公式和相应的格式规则,如大于、小于、等于等,即可实现数据比较的效果。
2. VLOOKUP函数VLOOKUP函数是Excel中一种非常实用的数据比较函数。
通过VLOOKUP函数,可以在一个数据表中查找指定值,并返回与该值相关的数据。
它的基本语法是VLOOKUP(lookup_value, table_array,col_index_num, [range_lookup])。
其中lookup_value是要查找的值,table_array是要进行查找的数据表,col_index_num是要返回的数据所在的列数,range_lookup是一个可选参数,用于指定查找的方式。
通过使用VLOOKUP函数,可以快速比较两个数据表中的数据差异,并找出不同之处。
二、差异分析方法1. IF函数IF函数是Excel中一种常用的逻辑函数,用于根据条件判断的结果进行差异分析。
它的基本语法是IF(logical_test, value_if_true,value_if_false)。
其中logical_test是要进行判断的条件,value_if_true是当条件为真时返回的结果,value_if_false是当条件为假时返回的结果。
cnc钻锣机指令EXCELLON_1&2介绍

G82(G81) G83 G84 G85 G90 G91 G92X#Y# G93X#Y# M00(X#Y#) M01(X#Y#) M02X#Y# M06(X#Y#) M09(X#Y#) M15 M16 M17 M02XYM90 M02XYM80 M02XYM70 M01(X#Y#) M25 M02X#Y# M08 M30(X#Y#) M47text M48
M71 M97 M98 M99 P#X#(Y#) R#M26X#Y# R#X#(Y#) S# T# T# / %
公制测量方式 钻出字符 钻出字符 用户定义保存的图形 重复保存的图形 重复块 重复孔 主轴旋转速度RPMs 工具选择 工具选择/刀具索引 块删除 回绕停止
M71 M72 M97 M98 M99 P#X#(Y#) R#M02X#Y# R#X#(Y#) S# T# T# / % M18Z0.00 M19 M??
excellon 格式一与格式二命令区别 格式一 (Format 1) 代码 描述 A # 圆弧半径 C# 工具直径 F# 工作平台移动速率 F# Z轴进给速率 G00X#Y# 路线方式 G01 直线方式 G02 顺时针旋转方式 G03 逆时针旋转方式 G04X# 停留时间变量 G32X#Y#A# G33X#Y#A# G40 G41 G42 G80 G81 G82 G83 G84 G85 G90 G91 G92X#Y# G93X#Y# M00(X#Y#) M01(X#Y#) M02(X#Y#) 顺时针圆形行进钻出孔 逆时针圆形行进钻出孔 关闭刀具补偿 刀具左偏移补偿 刀具右偏移补偿 锣带方式 钻孔方式 双列直插封装方式钻孔 八角型封装方式钻孔 钻出圆孔 钻出槽 绝对坐标方式 增量输入坐标方式 零位预设 零位设置 停止以便检查 可选择停止 无回绕时程序结束
gbr 文件格式
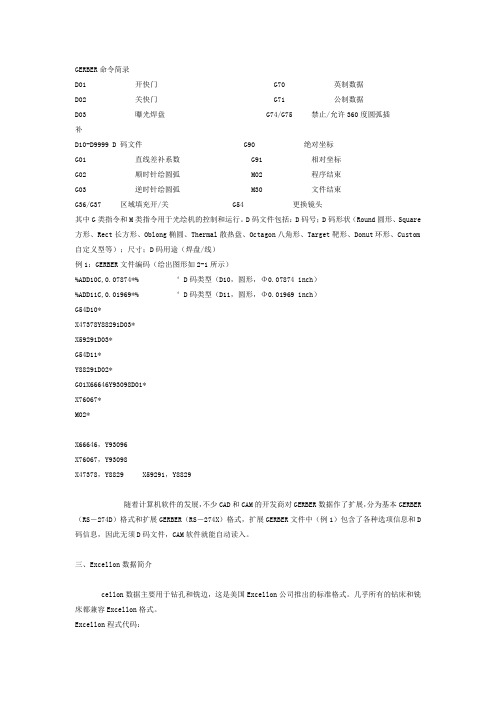
GERBER命令简录D01 开快门 G70 英制数据D02 关快门 G71 公制数据D03 曝光焊盘 G74/G75 禁止/允许360度圆弧插补D10-D9999 D 码文件 G90 绝对坐标G01 直线差补系数 G91 相对坐标G02 顺时针绘圆弧 M02 程序结束G03 逆时针绘圆弧 M30 文件结束G36/G37 区域填充开/关 G54 更换镜头其中G类指令和M类指令用于光绘机的控制和运行。
D码文件包括:D码号;D码形状(Round圆形、Square 方形、Rect长方形、Oblong椭圆、Thermal散热盘、Octagon八角形、Target靶形、Donut环形、Custom 自定义型等);尺寸;D码用途(焊盘/线)例1:GERBER文件编码(绘出图形如2-1所示)%ADD10C,0.07874*% ‘ D码类型(D10,圆形,Φ0.07874 inch)%ADD11C,0.01969*% ‘ D码类型(D11,圆形,Φ0.01969 inch)G54D10*X47378Y88291D03*X59291D03*G54D11*Y88291D02*G01X66646Y93098D01*X76067*M02*X66646,Y93096X76067,Y93098X47378,Y8829 X59291,Y8829随着计算机软件的发展,不少CAD和CAM的开发商对GERBER数据作了扩展,分为基本GERBER(RS -274D)格式和扩展GERBER(RS-274X)格式,扩展GERBER文件中(例1)包含了各种选项信息和D码信息,因此无须D码文件,CAM软件就能自动读入。
三、Excellon数据简介cellon数据主要用于钻孔和铣边,这是美国Excellon公司推出的标准格式。
几乎所有的钻床和铣床都兼容Excellon格式。
Excellon程式代码:T01-Tn 刀具号%文件开始M30 文件结束R 重复命令M71 公制M72 英制G90 绝对坐标G91 相对坐标G00 移动到指定位置G01 铣直线G02 顺时针铣圆弧G03 逆时针铣圆弧G41 左补偿G42 右补偿S#主轴转速F#下刀速度B#退刀速度H#此刀加工最大孔数G40 不补偿M15 Z轴下降,进刀M16 Z轴上升,退刀M01 重复图形结束M25 重复图形开始M02 偏移并重复排版M08 结束重复排版G05 钻孔模式A 圆弧的半径值T 刀具号M31 机台移到停机位置M48 设定数据并到程式起始点例2 钻铣程序(最终形状如图所示)M48INCH,LZVER,1FMAT,2T01C0.0315F1B1S6T02C0.197F1B1S6H2000 DETECT,ONATC,ON%T02X00715Y009519Y006212X012819Y009519Y006212T01G00X006835Y005881G41M15G01Y009834X013134Y005897X006819M16G40M30。
如何在Excel中使用ConditionalFormatting进行条件格式化分析

如何在Excel中使用ConditionalFormatting进行条件格式化分析在Excel中,条件格式化是一种功能强大的工具,可以帮助用户根据特定的条件对数据进行可视化分析。
通过使用Conditional Formatting,用户可以对数据进行颜色、字体和图标等方面的自定义,从而更好地理解和解读数据。
本文将介绍如何在Excel中使用Conditional Formatting进行条件格式化分析。
一、什么是Conditional FormattingConditional Formatting是Excel中的一项功能,它允许用户根据特定的条件对单元格进行自定义格式化。
用户可以根据数值、文本或日期等不同类型的数据设置条件,一旦数据满足设定条件,就会自动应用特定的格式。
这样,用户可以通过颜色、字体样式和图标等方式直观地分析数据。
二、如何使用Conditional Formatting1. 打开Excel并选择需要进行条件格式化的单元格或单元格区域。
2. 在Excel的菜单栏中找到“开始”选项卡,点击“条件格式”图标。
3. 在弹出的下拉菜单中,可以选择常用的条件格式,比如“颜色比例尺”、“数据条”、“图标集”等。
4. 如果需要自定义条件格式,可以选择“新建规则”。
5. 在新建规则的对话框中,可以根据具体的分析需求设置条件格式的规则。
比如,可以根据数值范围、文本内容、日期等设置条件。
6. 在规则适用范围中选择需要应用条件格式的单元格或单元格区域。
7. 确定规则设置后,点击“确定”按钮即可应用条件格式。
三、使用Conditional Formatting进行常见的条件格式化分析1. 高亮显示最大/最小值:通过条件格式化可以将数据中的最大值或最小值高亮显示,帮助用户快速找到数据的极值。
可以使用“颜色比例尺”或“数据条”等格式进行设置。
2. 数据分段显示:通过条件格式化可以将数据按照分段分类,并使用不同的颜色或图标进行区分显示。
Excel条件格式化突出显示数据中的模式和趋势
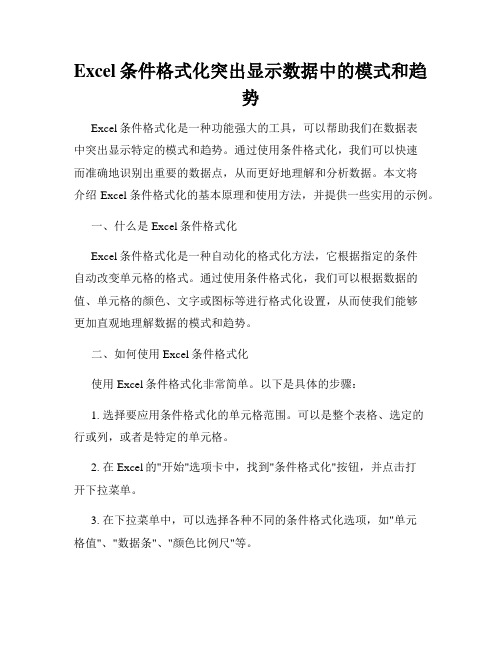
Excel条件格式化突出显示数据中的模式和趋势Excel条件格式化是一种功能强大的工具,可以帮助我们在数据表中突出显示特定的模式和趋势。
通过使用条件格式化,我们可以快速而准确地识别出重要的数据点,从而更好地理解和分析数据。
本文将介绍Excel条件格式化的基本原理和使用方法,并提供一些实用的示例。
一、什么是Excel条件格式化Excel条件格式化是一种自动化的格式化方法,它根据指定的条件自动改变单元格的格式。
通过使用条件格式化,我们可以根据数据的值、单元格的颜色、文字或图标等进行格式化设置,从而使我们能够更加直观地理解数据的模式和趋势。
二、如何使用Excel条件格式化使用Excel条件格式化非常简单。
以下是具体的步骤:1. 选择要应用条件格式化的单元格范围。
可以是整个表格、选定的行或列,或者是特定的单元格。
2. 在Excel的"开始"选项卡中,找到"条件格式化"按钮,并点击打开下拉菜单。
3. 在下拉菜单中,可以选择各种不同的条件格式化选项,如"单元格值"、"数据条"、"颜色比例尺"等。
4. 根据具体的需求,选择适当的条件,并进行相应的设置。
例如,如果要突出显示某个数值大于10的单元格,可以选择"大于"条件,并将值设置为10。
5. 在设置完条件后,可以预览效果,并根据需要进行微调。
可以修改字体颜色、填充颜色、边框样式等。
6. 点击"确定"按钮,完成条件格式化设置。
三、示例:突出显示数据中的模式和趋势以下是一些常见的使用Excel条件格式化突出显示数据中的模式和趋势的示例:1. 用颜色比例尺突出显示数据的大小:选择要设置颜色比例尺的单元格范围,如一列数据。
在条件格式化菜单中选择"颜色比例尺",并根据数据的大小选择相应的颜色。
这样,数据的大小差异就会以颜色的不同来表示,从而更容易观察到数据的模式和趋势。
利用Excel的条件格式化和排序功能进行数据的动态排列和展示
利用Excel的条件格式化和排序功能进行数据的动态排列和展示使用Excel的条件格式化和排序功能可以使数据动态排列和展示,提高数据分析的效率和可视化效果。
本文将介绍如何利用Excel的条件格式化和排序功能进行数据的动态排列和展示。
一、条件格式化条件格式化是根据设定的条件,自动对数据进行格式化的功能。
通过条件格式化,可以对数据进行可视化处理,使特定的数据在同一个数据表中以不同的格式显示,帮助用户直观地理解和分析数据。
1.设置条件在使用条件格式化功能之前,首先需要选中要进行条件格式化的区域。
在Excel中,可以通过单击并拖动鼠标来选中一个区域,也可以按住Ctrl键并单击来选择多个区域。
选中后,在Excel的菜单栏中选择“开始”选项卡,找到“条件格式”按钮,点击展开其下拉菜单。
2.选择条件格式在“条件格式”下拉菜单中,可以选择不同的条件格式,如颜色标尺、数据栏、图标集等。
根据实际需求,选择相应的条件格式。
3.设置条件规则在选择了条件格式之后,需要设置条件规则。
条件规则是根据用户设定的条件来对数据进行格式化的依据。
例如,我们希望将大于90的成绩标记为绿色,小于60的成绩标记为红色。
在条件规则中,可以选择“高于90”或“低于60”的条件,并选择相应的格式进行设置。
二、排序功能Excel的排序功能可以根据特定的列或行中的值对数据进行排序,以便更好地分析和展示数据。
排序功能可以将数据按照升序或降序排列,并可以选择多个排序字段和排序方式。
1.选择排序区域在使用排序功能之前,需要选中要进行排序的区域。
同样,在Excel中可以通过单击并拖动鼠标来选中一个区域,也可以按住Ctrl键并单击来选择多个区域。
2.打开排序对话框在Excel的菜单栏中选择“数据”选项卡,找到“排序”按钮,点击打开排序对话框。
3.选择排序字段和排序方式在排序对话框中,可以选择要排序的字段和排序方式。
可以选择单个字段进行排序,也可以选择多个字段进行联合排序。
利用Excel进行数据可靠性与一致性分析

利用Excel进行数据可靠性与一致性分析Excel是一种强大的数据分析工具,它不仅可以用来进行数据处理和计算,还可以用来进行数据可靠性与一致性的分析。
数据可靠性与一致性分析主要是指对数据的准确性和一致性进行评估和验证,以确保数据的可信度和有效性。
在本文中,将介绍如何利用Excel进行数据可靠性与一致性分析的方法和步骤。
首先,要进行数据可靠性与一致性分析,需先了解数据的来源和采集方式,以及数据的结构和组织形式。
这样可以更好地理解数据的特点和限制,并为后续的分析和处理做好准备。
其次,对于数据可靠性分析,可以采用以下几种方法。
1. 去除重复值:重复值可能导致数据的重复计算和分析错误,因此需要及时排除。
在Excel中,可以利用“删除重复项”功能来去除重复值。
具体操作是选中数据范围,然后点击“数据”选项卡中的“删除重复项”,按照提示进行设置即可。
2. 验证数据的完整性:在数据采集和输入过程中,可能会出现数据的缺失或错误。
为了保证数据的完整性,可以使用Excel的数据验证功能。
选择需要验证的数据范围,点击“数据”选项卡中的“数据验证”,设置验证条件和错误提示信息,然后对选定的单元格进行数据输入。
3. 对异常值进行处理:异常值是指与其他数据明显不同的数据点。
在数据分析过程中,异常值可能会对结果产生较大的影响。
因此,需要对异常值进行处理。
在Excel中,可以使用条件格式来标记和处理异常值。
选择需要处理的数据范围,点击“开始”选项卡中的“条件格式”,然后根据异常值的特征设置相应的条件和格式。
对于数据一致性分析,可以采用以下几种方法。
1. 比较数据间的一致性:在数据分析中,可能会使用多个数据源或多个数据表进行分析。
为了保证数据的一致性,需要比较各个数据源或数据表中的数据。
在Excel中,可以使用“合并查询”功能来比较数据的一致性。
选择需要比较的数据源,点击“数据”选项卡中的“获取外部数据”和“合并查询”,按照提示进行设置和操作,然后对比合并后的数据进行分析。
cnc命令解析

锣边M48-------------------------------------程式的开头METRIC,000.000---------------------单位是公制,格式是前3后3P=2.05-----------------------------P代表为钻头,等号后面是它的用刀的大小T2=2.4--------------------T代表铣刀,后面是它的刀座号码,等号后面是用刀大小T3=2.4上面一部分是程式头%/T1C2.05-----------1号刀座固定用钻头/X-3.988Y10.008/M25----------------------排版的开始/X5.004Y5.004/X137.998Y5.004/X5.004Y84.998/M01----开始排版/R3M02Y93.0------------此行是代表是向Y方向排版3次/M08---------排版结束标志/M30------------结束钻孔钻孔程式要与切割程式分开所以前面要加/号便于区分T2C2.6-----------2号刀座是铣刀,C代表加补偿用刀是2.4加补偿成2.6M25----------------------------排版F010---------------速度F后面的数值越大速度越大G32X13.487Y15.001A2.4--------G32扩孔,还有G33也是只是方向不同.XY是圆心,A后面的是半径G32X13.487Y15.01A4.8-----G32X13.48Y75.006A6.6M17-----------快速提刀,相同命令还M16,只是M16是慢速提刀.M01R3M02X0.0Y93.0M01R2M02X133.0Y0.0M08T3C2.6G00X0.0Y0.0---C00为机器定位现在定位到X0Y0G42-----刀具方向为右补偿相同命令还有G41,G40.其中G40为走刀中心,不接受补偿M15------------下刀F015X128.99Y0.0------G01直线切割G03X129.997Y1.0A0.1-------反方向画弧,弧中心是现在的XY后面为半径.相同命令还G02 G01X129.997Y88.992G03128.997Y89.992A0.1M17G00X133.09Y0.0G42M15G01X128.997Y93.089G03X129.997Y94.089A1.0M17G00Y133.09Y93.089G42M15G01X261.992Y93.089G03X262.992Y94.089A2.0M17MO1R2M02X0.0Y93.0M08M30----------------------------结束标志钻孔介绍一、钻孔档(Drill File)介绍常见钻孔及含义:PTH: - 镀通孔:孔壁镀覆金属而用来连接中间层或外层的导电图形的孔NPTH: - 非镀通孔:孔壁不镀覆金属而用来机械安装或机械固定组件的孔VIA: - 导通孔:用于印制板不同层中导电图形之间电器连接(如埋孔,盲孔等),但不能插装组件引腿或其他增强材料的导通孔埋孔: 仅延伸到印制板的一个表面的导通孔盲孔: 未延伸到印制板表面的导通孔常见格式:S&mExel.drl单位换算:1 inch = 1000mil = 2.54cm = 25.4mm1 mm = 003937 inch = 39.37 mil坐标格式:LEADING ZERO SUPPRESS: 坐标整数前面的0省略,小数字数不够以0补齐TRAILING ZERO SUPPRESS: 坐标小数字后面的0省略,整数字数不够以0补齐NONE ZERO SUPPRESS: 整数和小数不够均以0补齐FORMAT (小数点之隐藏) : 共有十种格式二、钻孔盘(DRILL RACK)介绍主要描述钻孔档中用到的钻头大小,有的还有说明是PTH或NPTH.钻孔盘一般以M48开头,排列在钻孔文件的前面,也有单独以文件说明DRILL RACK + DRILL FILE = 完整的钻孔图形常用字段:TOOL : 钻头编号SIZE : 孔径大小PLTD : PTH或NPTH说明FEED : 下刀速SPEED : 转速QTY : 孔数三、镜头档(Apeture File)介绍镜头档主要描述相应的GERBER FILE所用镜头之形状和大小Apeture File + GERBER FILE = 完整的PCB LAYOUT 图形常用字段:D_Code: D码,即镜头编码SHAPE: 镜头形状SIZE: 镜头大小设置命令:M72: 英制单位模式M71 :公制单位模式G93X#Y#: 工作零点设置, X#Y#为工作零点的绝对坐标工具命令:T#C#工具选择: T#为工具及索引号,C#为工具直径钻命令:G05: 开始钻模式模块命令:G82X#Y# : 双列直插模块,第一X#Y#为相邻两脚间的X,Y方向的距离X#Y# : 第二,三X#Y#为模块对角线上两个孔的位置,第二个孔不必精确定位距离误差最最大允许: #Y# 1.27MMX#Y#G84X#: 钻圆模块, X#Y#为圆心坐标,X#为直径.该命令根据直径自动补偿切割半径.X#Y#G85X#Y#: 钻槽模块.两个X#Y#分别表示槽的两个顶点P#( X#Y#) 复制集成模块.P#为该组孔的数, X#Y#模块间的偏移量R#( X#Y#) 复制孔.R#为该组孔的数目, X#Y#为孔间距数控钻-----铣工艺铣的技术包括选择走刀方向,下刀点和定位方法,是保证铣床加工精度的重要方面.走刀方向当铣刀切入板材时,有一个被切削面总是迎着铣刀的切削刃,而另一面总是逆着铣刀的切削刃,前者,被加工面光洁,尺寸精度高,主轴总是顺时针方向转动.所以不论是主轴固定工作台运动或是工作台固定主轴运动的数控铣床,在铣印制板的外部轮廓时,要采用逆时针方向走刀.这就是所说的逆铣.定位方法和下刀点定位方法分两种,一是内定位,二是外定位,定位问题,属于机械工程的范畴.除上述的铣垫板,销钉外,定位方法也是很重要的,应使操作者认识.内定位是通用的方法,所谓内定位是选择印制板内的安装孔,插拨孔或其他非金属化孔作为定位孔.孔的相对位置力求在对角线上并尽可能挑选大直径的孔.实际证明:不能使用金属化孔.因为孔内镀层厚度的差异会改变一个孔到另一个孔的一致性和质量.还有,在保证印制板定位的条件下,销钉数量愈少愈好.下刀点和加工顺序选择的好,能使框架保持最大的强度,选择的不好,框架变形而使印制板报废.铣的工艺参数用硬质铣刀铣印制板外形,铣刀的切削速度为180-270m/min,计算公式如下:S=pdn/1000(m/min)式中:p:PI(3.1415927)d:铣刀直径,mmn:铣刀的转速,r/min与切削速相匹配的是进给,基进给太低,由于摩擦热使印制板材料软化甚至溶化或烧焦,堵塞铣刀的排屑槽,切削无法进行.如果进给太快,铣刀磨损快,承受的径向负荷大,让刀量大,工作质量差,尺寸不一致.如何判断进给的快慢呢?要考虑上述诸项:印制板材料,厚度,每叠块数,铣刀直径,排屑槽.只是低于额定负载,主轴马达的转速才能保持,负载增大,转速下降,直至铣刀折断.有两种情况造成此结果:一是主轴马达功率不足,二是每叠板数太多,切削负荷太大.CNC的铣命令G00X#Y#:开始铣命令,工作台面移到X#Y#位置G01X#Y#:铣直线,X#Y#为直线终点坐标G02X#Y#A#或G02X#Y#I#J#:顺时针铣圆弧,X#Y#为圆弧终点坐标,A#为圆弧半径,I#J#为圆心坐标.G03X#Y#A#或G03X#Y#I#J#:逆时针铣圆弧,参数意义同上.G32X#Y#A#:顺时针逆圆弧,X#Y#为圆心坐标,A#为半径.G33X#Y#A#:逆时针逆圆G40:关闭刀具补偿G41:左铣(左补偿),意思是铣作业时,补偿后的铣刀中心路径为铣刀运动方向的左边G42:右铣(右补偿),意思是铣作业时,补偿的铣刀中心路径为铣床刀运动方向的右边M01:定义模块发尾.M02:复制零点偏移计数器M02X#Y#:模块偏移复制X#Y#为模块偏移量R#M02X#Y#:重复模块复制.R#为该组模块数目,X#Y#为模块偏移量M08:结束模块复制M15:Z轴下刀M16:Z轴提起并活动压力脚(起刀)M17:Z轴提起但并不活动压力脚(起刀)M25:定义模块头M30:文件结束语铣作业编辑时就注意:下刀点和起刀点应放在某条线的中间,特别是铣内框时不能放在顶点*顺时针铣工件外框用左铣*顺时针铣工件内框用右铣CNC钻,锣命令集A# 圆弧半径C# 工具直径F# 工作平台移动速率F# Z轴进给速率G00X#Y# 路线方式G01 直线方式G02 顺时针旋转方式G03 逆时针旋转方式G04X# 停留时间变量G32X#Y# 顺时针圆形行进锣出孔G33X#Y# 逆时针圆形行进锣出孔G40 关闭刀具补偿G41 刀具左补偿G42 刀具右补偿G82(81) 双列直插封装式钻孔G83 八角型封装式钻孔G84 钻出圆孔(扩孔)G85 钻出槽孔G90 绝对坐标方式G91 增量输入坐标方式G92X#Y# 零位预设G93X#Y# 零位设置M00(X#Y#) 无回绕时程序结束M01(X#Y#) 图形结束M02X#Y# 重复图形偏移M02XYM70 交换XY轴M06(X#Y#) 可选择停止M08 步长或重复结束M09(X#Y#) 停止以便检查M15 Z轴进行位置M16 Z轴上升位置M17 Z轴上升位置M25 图形结束M30(X#Y#) 回绕时程序结束M47(text) 程序员信息M48 程序头部M71 公制测量方式M72 英制测量方式M02XYM80 以X轴为基准镜像图形M02XYM90 以Y轴为基准镜像图形M97 X方向钻出字符M98 Y方向钻出字符M99 用户服务定义保存的图形P#X#(Y#) 重复保存的图形R#M02X#Y# 重复块R#X#(Y#) 重复孔S# 主轴旋转速率RPMS T# 工具选择/块删除CNC编程语言Excellon 是最早使用电脑化钻机及锣机,它开发了一套电脑控制机器的指令,被称为Excellon Computer Number Control,其中一些已成为工业标准,Excellon最早开发的是钻机,格式被称为Format one,随后又开发了用于锣机的语言,被称为Format two,1979年Excellon更新了Format two语言,将钻机和锣机指令集合到一套通用的语言系统,因此,早于1979年前的被称为Generation one的机型只能用Format one,而1979年后的被称为Ceneration two的机型右以使用Format one或Format two评议系统.机器运行有两种程序来驱动:1)系统软件程序,由机器的供应商编写,用于机器本身驱动2)程序体,由线路板制造商使用CNC的编程语言,根据客户提供的相关资料编写,用于制造线路板目前,用Excellon格式的语言编写的程序可以在不同制造商的机器上使用程序体组成1)程序头用于描述关于工作的一般信息,通常位于程序主体的开头,是可选的,所有的命令可以在程序运行前,由操作员在控制台上输入机器.包括:a)钻头或锣刀的尺寸b)使用的测量系统c)工作中X,Y轴的方向2) 程序主体而程序的主体则包含一系列的坐标及指令,通常这些指令会从头到尾的去执行刀具指令T# 刀具选择这个指令可以在手动或自动设置状态下使用,它可以用于程序头或程序主体.在自动换刀设置状态下:主轴夹头将自动将正在使用的刀具放进T座,需抓取#所对应的刀具,并自动移动到程序主体下一个坐标.在手动换刀具设置状态下:机器工作台将停下,这时,在屏幕会出现换刀具提示信息量T#(#)选择刀具并指定补偿序号该指令用于选择指定的刀具并为该刀具设置补偿序号,该指令后面有4位数字,前两位表示所选择刀具的编号,后两两位表示补偿序号,如果后两位被省略或为零,则表示补偿序号同前两位,但当刀具编号大于等于17时,则不可省略,编号必须是01或更大.补偿编号用于锣板操作,锣刀能弯曲和偏离工作位置,尤其在逆时针方向锣板时,补偿序号会将刀具的路线偏移来补偿,由于刀具的尺寸和偏差而导致的锣板误差.例如:一把0.092”的锣刀被用于顺时针操作,而如改在逆时针情况下,你可以改用0.094”的锣刀,而当你没有这种尺寸的锣刀,或操作上不容许换上工具时,你可以赋于0.094”锣刀一个序号(参考CP,/,#指令),当你将这个序号赋予0.092”锣刀时,CNC-6会将刀具行走的路线偏移,而其锣出的效果如同0.094”锣刀一样.补偿序号必须在锣板设置找开之前输入,而且锣板进行中不可改变.例如:T0302 刀具3的补偿序号为2F#台速/下钻速该命令用于机锣中设定工作台的速度,用于钻孔中设定主轴(Z轴)的下钻速度,设定的数字表明每分钟多少英寸(IPM)或每秒钟毫米(MM/SEC),小数不能用于该命令.下钻的速度必须提供给机器,否则,机器无法运转,该速度可以在刀具参数表中提及.该速度可设定的范围为10-500IPM(4-81MM/SEC),以1IPM(1MM/SEC)递增.锣板速度可以被设定为10-200IPM(4-81MM/SEC),其递增值为1IPM(1MM/SEC),如果不设定该速度,机器默认为IPM来锣板.S#设定主轴的转速(RPM)设定的数字表示每分钟几万转,其范围为14000RPM-60000RPM(锣机),80000RPM(钻机),有些机器甚至超过100000RPM,右面的零不可显示,当你用六位数字表示该参数时,应用小数点来表示#X1000RPM,该指令不可以单独使用,必须与包含于T#指令中(T#S#)C#选择刀具的直径而当刀具的其他参数没有在该指令中提及时,而在刀具参数表已经被输入时,CNC会从刀具参数表中提取.该指令不可单独使用,必须与包含于T#指令中.H#设置的最大钻孔次数钻孔刀具将会按所设置孔数来钻孔.记数器分清每个刀具钻孔的次数,当计数器达到所设置的最大数时,钻嘴将会被认为无效,机器会停止钻孔.如果有其它钻嘴被链接用于替换报废的钻嘴时,则机器会自动的更换钻嘴并继续钻孔,否则,工作台会停下.该指令不可单独使用,必须与刀具选择指令(T#H#)一起使用.该指令能被用于关闭计数以便钻嘴继续钻孔.如仅写H而不写H后面的数字,则用于那个刀具的计数器将会被关闭.Z+/-#为刀具设置深度补偿量深度补偿可以作为名义深度的深度,而负值使刀具低于名义.深度补偿控制钻入底板的深度,大直径的刺入深度比小直径的刺入更大.精确的刺入深度对确保刀具斜切面切入一叠板最下面一块板的背面是必要的.名义深度加上深度补偿即为该刀具的实际深度.偏差或偏移设置,正号(+)可以省略,但负号不可被省略.正值使刀具高于名义,而负值使刀具低于名义.当有几个刀具指令被放入同一条程序语句中,则出现的次序是很非常重要的.CNC读指令是从左边到右边进行的,在左边的指令可以被右面的指令覆盖.例如:T01F190S73C.038T01C.038F190S73以上两条语句所含的内容是一样的.但排列的次序不一样,第一条语句中,CNC选择了刀具01,设置转速为190IPM,设置了主轴下刀速73000RPM,然后告诉钻头的直径为0.0038”.CNC这时候会查看刀具参数表,使用所列出相同直径刀具的钻速和下刀速,它忽略了指令中提到的钻速和下刀速.在第二条指令中,CNC-6选择了刀具01,查看刀具参数表,寻找钻头直径为0.0038”,然后设置下刀速为190IPM,钻速73000RPM,而在刀具参数表中的钻速与下刀速将会被忽略.模式指令当你从钻头到锣刀,或者相反,CNC必需知道现在处于何种模式;钻孔或者机锣.这些可用G00或G05指令来完成.当CNC在程序体中遇到该类指令时,它就知道何种模式在运行.G00X#Y#机锣模式打开机锣模式,关闭钻孔模式.该指令必须置于任何机锣指令运行之前.X,Y坐标将工作台移至机锣的起点.机器遇到该指令时,工作台会移至X,Y坐标.但主轴不会下锣,直到有下锣指令(例如:M15)出现.补偿在移动过程中自动的关闭,而移动后再打开.G00指令会一直起作用,直到另一个G00或G01,G02,G03,G04,G05指令出现时,在Z轴处于机锣时,不要使用该指令,刀具会因高速的移动而损坏.G05钻孔模式关闭机锣模式,打开缺省的钻孔模式,该指令自己称为一个程序行,并一直起作用,直到G00出现.如果程序体中没有任何机锣指令打开机锣模式,则G05可以省略.指令后面的任何坐标会使工作台以最大的速度移到指令位置,完成一个钻击.机锣指令A# G01 G02 G03 G32X#Y#A# G33X#Y#A# G40 G41 G42 I#J# M15 M16 M17G01(X#)(Y#)直线运动打开直线插入模式.即机器将会开始锣一条直线.如果在指令后面有X和/或Y坐标值,机器会从现在的位置直线机锣运动至坐标位置.如果指令后面没有坐标值,则CNC会在后面的程序行中寻找,并会直线锣到找到第一个坐标位置.除非已设定了不同的速率,否则直线运动会以缺省的速率100IPM(42.3MM/SEC)100%台速.G02(X#)(Y#)(A#)或G02(X#)(Y#)(I#J#)顺时针圆周运动打开圆周插入模式,设置顺时针方向运动.如果在指令后面提供了X和/或Y坐标机器会机锣运动至坐标位置.该运动按顺时针以设定的速率作圆弧运动.如果指令后面没有坐标值,则CNC会在后面的程序行中寻找,并会圆弧机锣到找到的第一个坐标位置.圆弧必需等于或小于180度.圆弧半径或圆弧的中心点偏移必需由A#或I#J#指定,这些指令是可选的.如果它们没有在G02指令中,它们必需在之前的程序行中出现,单独或包含在其它程序指令中.除非已设定了不同的速率,否则,运动会以缺省的速率100IPM(42.3MM/SEC)100$台速.G03X#)(Y#)(A#)或G03X#)(Y#)(I#J#逆时针圆周运动打开圆周插入模式,设置逆时针方向运动.如果在指令后面提供了X和/或Y坐标机器会机锣运动至坐标位置.该运动按逆时针以设定的速率作圆弧运动.如果指令后面没有坐标值,则CNC会在后面的程序行中寻找,并会圆弧机锣到找到的第一个坐标位置.圆弧必需等于或小于180度.圆弧半径或圆弧的中心点偏移必需由A#或I#J#指定,这些指令是可选的.如果它们没有在G03指令中,它们必需在之前的程序行中出现,单独或包含在其它程序指令中.除非已设定了不同的速率,否则,运动会以缺省的速率100IPM(42.3MM/SEC)100$台速.A#圆弧半径指定圆周运动的圆弧半径.你可以在#处指定一个半径.你提供的半径可以是公制或英制,取决于设定的系统.圆弧半径指令用于连接G02,G03,G32,G33指令.如果指定的半径与这些所提供的坐标不相符,则CNC会调节半径,使之相符.I#J#圆点偏移当一个圆弧的开始点偏离X轴时,I#表示沿X轴偏离的距离,Y表示Y轴偏离的距离,I,J 距离是从圆弧的圆心量起,而不是从工作零点.G32X#Y#A#和G33X#Y#I#J#用于锣内圆指令G32锣顺时针方向,而G33指令用于锣逆时针方向.这些指令提供自动下钻,收刀,及在下钻及收刀处提供补偿,以免造成此处的连接不光滑.你可以提供圆的中心X#Y#,及半径A#.如果圆得半径与以前锣圆一样,则A#可以忽略.最小的半径为补偿值得一半,加上0.01”(0.26MM).任何比此小的结果会有错误信息.指令G32,G33必需用于锣一个单独的内圆.而单元重复指令P不能用于这两个指令.G32,G33可以使机器在比圆边缘小0.01”(0.254MM)下锣,按相应得方向锣完540度后,在其相反的一端,比圆的边缘小0.01”(0.254MM)处收刀.注意:G32,G33指令不需要G00(除非需要设置工作台的台速)或补偿代码,这些被包含在图形中,补偿由半径调节.脚本指令许多PCB板需要在上面安装集成电路,这些电路使用整个电子工业中的标Pin Pattern.使用一个简单的指令,你只需写出两个Pin Hole的坐标,CNC就会自动的钻出其余的孔.这被称为脚本命令.在系统软件中Excellon提供了两个Pin Pattern.另外,当你没有大锣刀来钻大孔或槽时,Excellon提供了相关的命令,这些也被称为脚本命令.Excellon在软件中提供了5套的脚本命令:1)14针双排孔2)16针双排孔3)8针圆周排列的孔4)使用小钻头钻大孔5)钻槽除此之外,有很多的图形经常遇到,Excellon容许用户编写一个你经常使用的图形,并把它储存在软盘中,在使用时可以调用它.我们称为用户脚本命令.G81G82G83G84G85M99G82(81)X#Y#X#Y#(Format 2)G82X#Y#X#Y#(Format 1)可用于制造14-pin 或16-pin你必须指定两个对角的坐标.CNC-6使用改两个坐标来确定Pin的数目,位置,孔的方向.G82用于Fomat 1的软件,而G81(82)都能用于Format 2软件.G83X#Y#X#Y#用于8-pin的圆形排列的孔你必须提供两个相对的孔的坐标,它们可以是水平线或垂直线上的两个孔.X#Y#G84X#钻大孔(扩孔)采用钻一系列沿一个孔的周线重叠孔的方法钻出一个大孔,用指定孔的圆心坐标X#Y#来作为孔的编程.在指令后面,指定孔的直径(千分之Inch或Microns),该指令必须自成一行,最小容许的圆的直径是刀具直径的两倍,如果指定一个更小的直径CNC6会给出错误的信息.CNC-6使用在刀具直径的表找到钻头的尺寸来补偿,如果尺寸为零(没有指定),则CNC-6会假设直径为0.125”(3.175MM),由于该孔是由一系列重叠的小孔组成的,因此,在圆的周边会有一些小的凸起,凸起不会大于0.0005”(0.5Mil),是由软件控制的.M99,名字X#Y#调用用户脚本程序该指令要求在程序体中以两行的格式出现.当CNC遇到M99指令时,它会搜索系统磁盘,找到你定义的”名字”文件后,并复制,然后工作台会移动到指令后面指定的X,Y坐标的位置.这并不是一个钻或锣的指令.接着,CNC会按顺序执行图形中的所有指令.图形中的坐标与M99后面的X#Y#发生联系.一旦完成了图形中的指令后,CNC会返回程序,继续下一条指令.M99图形中可以包含除M99本身外的其它所有程序体的指令.重复指令P#X#(Y#)重复使用储存的脚本图形告诉CNC重复之前的储存脚本图形.在P后面,你可以定义重复的次数(最多三位数字),必须定义X和/或Y的坐标,来定义图形之间的距离,而这些坐标必须与P同一行,不可以分开写.R#X#(Y#)重复一个孔一些电子零件针数的变化很多,那么产生用户自定义图形非常不方便,作为该种方法的替代,重复孔的指令可以先定义第一个,然后,让CNC钻其他的孔,钻一系列与先前指定的孔等距的孔,在R后面的数字表示重复的资料(最多可达到四位)X和/或Y坐标用于表示孔距离,这些坐标必须与R在同一个程序行中.单元复制指令当你完成钻或锣一个图形,可以使用单元复制指令,在另外的一个地点重复这个图形,这对编程来讲,可以节约大量的时间,该指令可以在一块板上重复大量的图形,也可以在一块大板上重复几个小PC板.例如:你在一块大板上做六块板,你可以用一个刀具,在一个小板上把该直径的孔全部孔完,然后,在另外五块板上,使用单元复制指令,指令来钻该直径的孔,然后,改变刀具,返回第一块板,重复相同的指令,直到完成钻孔.单元复制指令开始用于指令M25,结束于指令M01(M24,Format 1),当确定某图形需要重复几次后,两个或更多的M02指令被插入,M02指令同时也定义从何处坐标开始重复图形.如果某些孔,必有必要重复,例如丝印孔,刀具孔等,你可以在M25之前完成在指令M25和M01之间的事情,几乎不受限制的.M01M02X#Y#M02X#Y#M70M02X#Y#M80M02X#Y#M90M08M24M25M26X#Y#M26X#Y#M23M26X#Y#M21M26X#Y#M22M27R#M02X#Y#R#M26X#Y#开始图形指明需要重复的图形,该指令本身不能导致重复行动,但可以与M01和M02的指令粘合行动.M25指令在程序中需单独一行.M01(Format 2)M26(Format 1)结束图形指明需要结束重复图形,该指令在程序体中单独一行.M02X#Y#(Format 2)M26X#Y#(Format 1)重复图案的偏移M02指令将导致M25指令各M01指令之间的所有指令重复,M02指令是相对坐标,这表明坐标X#Y#是与前一个开始的距离,而不是工作点.每个重复的图案必须有M02指令,当最后M02重复指令后,另外一个M02的指令,要求不带坐标,必须被加入程序体,自成一行,这将清楚系统软件中的计数器.M02指令必须出现在M01之后,M08之前.M08(Format 2)M27(Format 1)结束单元复制指令指明结束所有单元复制指令的指令,如果所有的M02指令没有完成,CNC-6会返回最后的图形指令的开始并重复.当所有的图形完成后,程序会继续过去的M08,去寻找程序的结束或更多的程序的信息.程序的结束指令M30可以与该指令联合用,它在程序中自成一行.R#M02X#Y#(Format 2) R#M26X#Y#(Format 1)重复块用于代替M02指令,对于图形与以前的图形有相同的X坐标或Y坐标,当有一栏相同间距的图形时,非常有用.R后面的数字表明要重复图形的次数.你应指定变化的坐标(X#或Y#).而不变化的X,Y坐标可以在指令中省略,根据自己的爱好,但当两个图形的坐标都有改变时,不能使用该指令,须使用M02指令.该指令可以与镜像图形或交换坐标轴指令使用.M02X#Y#M70(Format 2)M26X#Y#M23(Format 1)镜像图形将图形旋转90度,通过将X值改为Y值得到一个镜像图形M02X#Y#M80(Format 2)M26X#Y#M21(Foramt 1)镜像图形通过改变X值的符号,产生一个或一组镜像图形.M01M02M06M09M30M47M70M71M72M97M98G04G90G91G93G90绝对模式设置绝对度量模式,将导致所有的坐标都以工作零点为参考.G90必须自成一行.G91相对模式设置相对度量模式,将导致所有坐标都以前一个坐标为参考.该模式不能改变工作零点.电脑将累加坐标为绝对尺寸,开始于工作零点.在单元复制指令结束,程序结束或系统的重置,相对的累加将被清除.清除累加器,并将返回工作零点.G91在程序体中,必须自成一行.G93X#Y#零点设置相对于绝对零点来设置工作零点,你可以定义一个X#Y#坐标.M47,text提示信息,停止机器的自动操作,你在text写的信息会出现在屏幕上,text可以是最多20个数字或字母.M71设置公制模式程序体中,所有该指令后面的值被解释为Millmeters,millmeters per second, meters of Cutting distance.该指令无法将Inch转化为Metric,它仅仅设想所有值为公制.该指令使用你最后选择的数字格式(000.000,0000.00,00.0000),假如你没有选择任何数字格式,那么,缺省的是000.000,M71在程序体中,必须自成一行,它必须只能放在程序体的开始.M72(Format 2)M70(Foramt 1)设置英制模式程序体中,所有指令后面的值被解释为了Inchs,inches per second,feet of cutting distance.该指令无法将Metric转化为Inch,它仅仅设想所有值为英制,M72必须在程序体中自成一行,必须只能放在程序体的开始.G04X#改变Dwell根据#定义的时间,中断机器.例如,可有该指令来冷却长时间工作的钻头.Dwell时间被解释为按现行坐标测量模式(inch或metric)增量的millsecond.M09(X#Y#)中断机器中断机器的自行操作,在显示屏的信息状况栏出现相关的信息,假如你定义了坐标(X#Y#)那么,工作台会移至此位置.M06(X#Y#)(Format 2)M01(X#Y#)(Format 1)可选择停止操作员必须在键盘上打开功能.在执行M06之前,当操作员键入OSTOP,ON指令时,当执行M06指令时,机器将停止等待插入,假如OSTOP指令被关,则CNC将跳过M06指令.M00(X#Y#)(Format 2)M02(X#Y#)(Format 1)结束程序指明程序的结束,不回到程序开头,假如你指明坐标,工作台移至该位置..M30(X#Y#)结束程序回到程序开头,标明程序体结束,回到程序开头,直到遇到%,没有找到,纸带将回到程序的开头.假如你指明坐标,工作台,移至该位置.M97,TextX#Y#M98,TextX#Y#钻字符机器将会钻出一系列小也来拼出”text”处的信息.字母是:A至Z,0至9,+,-,/,逗号被认为是表示空间.M97沿X钻字,M98沿Y钻字.两个指令的起始点都是跟随指令的坐标.如果在刀具页没有指明刀具的直径,则CNC会使用缺省的字高0.25”孔产间距为0.0417”,假如有定义钻头的直径,则构成字母的孔的圆心距离为1.2倍直径,字母在4X7网络上(4栏3行).。
excellon2 g78指令
excellon2 g78指令G78是一种针对数控机床的控制指令,主要用于机械加工中的换刀过程。
它在机床操作中扮演着非常重要的角色,下面是关于G78指令的相关参考内容。
一、G78指令功能G78指令是用于机床涉及换刀过程中的一个封闭循环,主要用于整体或局部自动更换刀具。
在加工过程中,使用G78指令可以使机床自动识别当前所装载的刀具,并产生对应的运动轨迹和速度信息,实现自动刀具更换,提高加工效率。
二、G78指令格式G78指令的格式如下:G78 Zn (Pn Rn …Rn) (Mn…) (An…)- Zn: 刀道深度指令,定义各道具体切割深度。
- Pn: 自序程序地址,指定当前程序中的下一个G78指令的地址。
- Rn: 切削提前量,每次调整刀具位置相对于当前工件位置的加工深度,依次设定多个Rn可用于多道多深度的切削。
- Mn: 主程序序号,用于设置从当前(或从指定)下一个程序开始执行。
- An: 变量地址,设定的切削域内部分轴(如主轴速度、主轴转速等)。
三、G78指令使用实例下面是一个使用G78指令的实例,以便更好地理解其使用方法。
例如:使用G78指令在X、Y轴上进行自动刀具更换。
N10 G78 Z-50 P30 R5N20 X5 Y10N30 G1 Z-25 F100N40 X20 Y30N50 G1 Z-50N60 G79 M30上述代码首先使用G78指令定义了刀具更换的相关参数:刀道深度指令为Z-50,自序程序地址为P30,切削提前量为R5。
然后,在N20和N40行中分别进行了X、Y轴的定位。
接着,在N30行使用G1指令将刀具下降到Z-25位置,并设置下降速度为100个单位。
在N40行又进行了X、Y轴的二次定位。
最后,在N60行使用G79指令结束了自动刀具更换的过程。
通过上述例子可以看出,G78指令的使用非常简单直观。
通过定义好相关参数,我们可以实现在机床加工过程中的自动刀具更换。
四、G78指令的应用场景G78指令主要适用于针对多道切削深度和多种切削过程的加工操作。
如何在Excel中实现复杂数据处理和分析

如何在Excel中实现复杂数据处理和分析在当今数字化的时代,数据处理和分析变得越来越重要。
Excel 作为一款强大的电子表格软件,拥有丰富的功能和工具,可以帮助我们有效地处理和分析复杂的数据。
下面将详细介绍如何在 Excel 中实现这一目标。
一、数据准备在进行复杂数据处理和分析之前,首先要确保数据的准确性和完整性。
这包括检查数据是否存在缺失值、错误或重复的数据。
可以使用Excel 的筛选、排序和查找替换等功能来清理和整理数据。
例如,如果数据中存在空值,可以通过筛选功能将其找出,然后根据实际情况进行补充或删除。
对于重复的数据,可以使用“数据”选项卡中的“删除重复项”功能来去除。
另外,为了便于数据处理和分析,还需要对数据进行合理的分类和格式化。
比如,将日期数据设置为日期格式,数字数据设置为数值格式,并根据需要添加数据标签和注释。
二、函数的运用Excel 提供了大量的函数,能够满足各种数据计算和处理的需求。
常见的函数包括求和(SUM)、平均值(AVERAGE)、计数(COUNT)、最大值(MAX)和最小值(MIN)等。
但对于复杂的数据处理,还需要掌握一些更高级的函数,如 VLOOKUP、INDEXMATCH、IF、SUMIFS、COUNTIFS 等。
VLOOKUP 函数用于在数据表中查找特定的值,并返回与之对应的其他列的值。
例如,通过 VLOOKUP 可以根据员工编号查找对应的姓名和工资等信息。
INDEXMATCH 组合函数比 VLOOKUP 更加灵活,可以实现双向查找和多条件查找。
IF 函数用于根据条件进行判断并返回不同的结果。
例如,根据学生的成绩判断是否及格。
SUMIFS 和 COUNTIFS 函数则可以根据多个条件进行求和和计数操作。
三、数据透视表数据透视表是Excel 中进行数据分析的强大工具。
它可以快速汇总、分析大量的数据,并以清晰直观的方式展示结果。
创建数据透视表非常简单,只需选中数据区域,然后在“插入”选项卡中选择“数据透视表”。
数据分析利器Excel的条件格式和数据条功能详解

数据分析利器Excel的条件格式和数据条功能详解Excel是一款功能强大的电子表格软件,被广泛应用于数据处理和分析领域。
其中的条件格式和数据条功能是Excel中非常实用的工具,可以帮助用户以直观的方式展现数据,并快速识别关键信息。
本文将详细解析这两个功能,介绍它们的使用方法和效果。
一、条件格式条件格式是Excel中一种根据特定条件自动对数据进行格式化的功能。
它可以将数据通过颜色、图标、数据条等形式进行视觉上的区分,从而更好地展示数据的特点和趋势。
以下是条件格式的几种常见用法:1. 单元格值的条件格式通过条件格式,我们可以根据单元格的数值大小、文本内容或日期进行不同的颜色标注。
比如,在一份销售数据表中,我们可以将高于平均销售额的单元格标为绿色,低于平均销售额的单元格标为红色,以便快速识别销售业绩。
2. 数据集规则的条件格式除了对单个单元格进行条件格式设置,我们还可以根据整个数据集的规则进行条件格式化。
例如,在一个学生成绩表中,我们可以根据不同的成绩范围,对整列进行条件格式设置,让优秀的成绩显示为绿色,及格的成绩显示为黄色,不及格的成绩显示为红色。
3. 公式的条件格式在Excel中,我们可以利用公式来设置条件格式。
这样一来,就可以根据自定义的条件进行格式化操作。
比如,在一个库存管理表中,我们可以设置当某个产品的库存低于一定数量时,该单元格显示为红色,以提醒库存告警。
二、数据条数据条是Excel中的一种可视化分析工具,它以水平条形图的形式展示数据的大小和差异。
数据条功能可帮助用户快速了解数据之间的相对大小,进而进行数据对比和分析。
以下是数据条功能的几种用法:1. 比较不同数据的大小利用数据条功能,我们可以将不同数据的大小通过水平条贴在单元格中的方式来进行直观比较。
数据条的长度和颜色会根据数据的大小变化,从而更加清晰地显示数据的相对关系。
例如,在一个月度销售额表中,我们可以通过数据条来比较各个月份的销售情况,直观地了解销售额的变化趋势。
2008 sql 案例重复

2008 sql 案例重复2008年的SQL案例重复是一个常见的问题,这种情况在数据库管理中经常发生。
当数据表中存在重复的记录时,会对数据的准确性和性能产生负面影响。
因此,需要使用SQL语句来去除重复数据,以确保数据的完整性和一致性。
下面是一些常用的SQL语句,用于处理重复数据的案例:1. 去除重复行:```sqlSELECT DISTINCT * FROM table_name;```这条语句会返回表中的所有不重复的行。
2. 根据特定列去除重复行:```sqlSELECT DISTINCT column1, column2 FROM table_name;```这条语句会返回特定列(column1和column2)中的不重复的值。
3. 根据多个列去除重复行:```sqlSELECT DISTINCT column1, column2 FROM table_name;```这条语句会返回多个列(column1和column2)中的不重复的值。
4. 删除重复行:```sqlDELETE FROM table_name WHERE column_name IN (SELECT column_name FROM table_name GROUP BY column_name HAVING COUNT(*) > 1);```这条语句会删除表中所有重复的行,只保留一行。
5. 查找重复行:```sqlSELECT column_name, COUNT(*) FROM table_name GROUP BY column_name HAVING COUNT(*) > 1;```这条语句会返回表中所有重复的行及其重复的次数。
6. 将重复行合并为一行:```sqlSELECT column1, column2, GROUP_CONCAT(column3) FROM table_name GROUP BY column1, column2;```这条语句会将具有相同column1和column2值的多行合并为一行,并将合并后的column3值以逗号分隔的形式呈现。
lsi 2008 参数

lsi 2008 参数LSI 2008 参数LSI 2008 是一种常用的文本分析方法,它是基于词频-逆文档频率(Term Frequency-Inverse Document Frequency,TF-IDF)的基础上,通过奇异值分解(Singular Value Decomposition,SVD)将文本数据降维,从而实现对文本的主题建模和相似度计算。
LSI 2008 参数是指在进行 LSI 分析时所使用的参数集合。
我们需要了解 LSI 的基本原理。
LSI 是一种无监督学习方法,通过对文本进行向量化表示,从而实现对文本的语义分析。
在 LSI 中,文本被表示为一个矩阵,其中每一行表示一个文档,每一列表示一个词语,矩阵中的元素表示词语在文档中的出现频率。
LSI 2008 参数主要包括以下几个关键参数:1. 词频计算方法(Term Frequency,TF):TF 是指词语在文档中的出现频率。
常见的计算方法有原始频率(Raw Frequency)、对数频率(Logarithmic Frequency)和双重词频(Double Frequency)等。
不同的计算方法会对结果产生不同的影响,需要根据具体情况选择合适的计算方法。
2. 逆文档频率计算方法(Inverse Document Frequency,IDF):IDF 是指词语在整个文档集合中的重要程度。
常见的计算方法有平滑逆文档频率(Smooth IDF)和逆文档频率平滑化(IDF Smoothing)等。
IDF 用于降低常见词语的权重,提高关键词语的权重,从而更好地体现词语的重要性。
3. 停用词过滤(Stop Words Filtering):停用词是指在文本中频繁出现但对文本主题没有明显贡献的词语,如“的”、“是”、“在”等。
通过过滤停用词可以减少噪声,提高文本分析的准确性和效率。
4. 文档预处理方法(Document Preprocessing):文档预处理是指在进行 LSI 分析之前对文本进行的一系列处理操作,如分词、去除标点符号、转换为小写等。
PCBjavascript解析钻孔(Excellon)格式实现方法

PCBjavascript解析钻孔(Excellon)格式实现⽅法解析钻孔(Excellon)格式前⾸先得了解此格式,这样才能更好的解析呀。
⼀个钻孔⾥⾯包含的基本信息如下:1.单位:公式mm,英制inch2.省零⽅式:前省零,后省零3.坐标⽅式:绝对坐标,相对坐标4.坐标位数:3:3,2:45.钻孔⼑径信息6.钻孔坐标信息更多EXCELLON格式详见⼀.数据结构信息M48 钻孔格式开始头部METRIC,TZ 公制后省零M72 单位英制公制为M71T01C0.0100 第1把⼑0.0100 inchT02C0.0335 第2把⼑0.0335 inchT03C0.0400 第3把⼑0.0400 inchT04C0.1300 第4把⼑0.1300 inch% 准备进⼊对应钻孔坐标区域T01 第⼀把⼑X14333Y7000 钻孔XY坐标X16333Y6500 钻孔XY坐标M30 钻孔结束此结构仅⽤于解析Excellon格式绘出钻孔图形,后续改进点:1.需增加G84,G85 扩孔;槽孔2.需增加⽀持绝对坐标,3.若要扩展⽤户交互功能,需改进此结构,钻孔⽬前是统⼀在⼀个集合中的,需改为按⼑具⼤⼩分类存储4.钻孔格式固定⼏类格式3:3,2:4,⽆法智能匹配钻孔格式,需改为依据板板尺⼨或线路焊盘与钻孔格式多次匹配最佳钻孔格式5.此为解析是基于常规钻孔格式解析,特殊钻孔格式是不⽀持的.所以此点需改进.⼆.JS代码实现:function loadDrill(text) {text = text.replace(/^[\s%]*M48/, '');text = text.replace(/[^\S\n]+/g, '');function numVal(x) {if(x[0] == '+')return numVal(x.slice(1));if(x[0] == '-')return -numVal(x.slice(1));if(x == '0')return 0;if(g.omitLead)while(x.length < g.num)x = '0'+x;elsewhile(x.length < g.num)x += '0';return parseFloat(x.slice(0, g.int)+'.'+x.slice(g.int), 10);}var cmds = text.split('\n');var g = {offA: 0, offB: 0, shapes: [], cmds: [], scale: 1}, shape, body = false, prevX = 0, prevY = 0; for(var i = 0; i < cmds.length; i++) {var d = cmds[i];if(!body) {if(d[0] == 'T') {var r = /^T(\d+)[^C]*C([\d.]+)/.exec(d); // assert(r);g.shapes[parseInt(r[1], 10)] = ['C', +r[2]];}else if(d == 'METRIC,LZ')g.scale = 1, g.omitLead = false, g.int = 3, g.dec = 3, g.num = 6;else if(d == 'METRIC,TZ' || d == 'M71')g.scale = 1, g.omitLead = true, g.int = 3, g.dec = 3, g.num = 6;else if(d == 'INCH,LZ')g.scale = 25.4, g.omitLead = false, g.int = 2, g.dec = 4, g.num = 6;else if(d == 'INCH,TZ' || d == 'M72')g.scale = 25.4, g.omitLead = true, g.int = 2, g.dec = 4, g.num = 6;else if(d == '%')body = true;} else {function getNum(offset) {var r = /^[-+\d]*/.exec(d = d.slice(offset)); // assert(r);d = d.slice(r[0].length);return numVal(r[0]);}if(d[0] == 'T')shape = parseInt(d.slice(1), 10);else if(d[0] == 'R') {var r = /^\d+/.exec(d = d.slice(1)); // assert(r);var nr = parseInt(r[0], 10), dx = 0, dy = 0;d = d.slice(r[0].length);if(d[0] == 'X')dx = getNum(1);if(d[0] == 'Y')dy = getNum(1);// assert(!d.length);for(var x = prevX, y = prevY, j = 0; j < nr; j++)x += dx, y += dy, g.cmds.push([(1<<2) | 3, shape, x, y]);prevX = x, prevY = y;}else {var x = prevX, y = prevY, coords = false;if(d[0] == 'X')x = getNum(1), coords = true;if(d[0] == 'Y')y = getNum(1), coords = true;if(coords) {g.cmds.push([(1<<2) | 3, shape, x, y]);prevX = x, prevY = y;}}}}return g;};三.钻孔解析绘图Web效果图JS解析展⽰,⽆交互功能,虽然是在前端,但最佳作法解析动作放在后端,后端解析后的数据或图像传送到前端。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EXCELLON格式分析2008-04-15 21:57分类:默认分类字号:大中小EXCELLON是最早使用电脑化钻机及锣机,它开发了一套电脑控制机器的指令,被称为EXCELLON Computer Numeric Control,其中一些已成为工业标准. EXCELLON 最早开发的是钻机,这时候的格式被称为Format One ,随后又开发了用于锣机的语言,被称为Format Two,1979 年EXCELLON更新了Format Two 语言,将钻机和锣机指令集合到一套通用的语言系统. 因此,早于1979年前的被称为Generation One 的机型只能行Format One ,而1979后的被称为Generation Two 的机型则可以使用Format One 或Format Two 语言系统.机器运行有两种程序来驱动:1)系统软件程序由机器的供应商编写,用于机器本身驱动;2)程序体由线路板制造商使用CNC的编程语言,根据客户提供的相关资料编写,用于制造线路板目前,用EXCELLON格式的语言编写的程序可以在不同制造商的机器上使用.序体组成1)程序头用于描述关于工作的一般信息,通常位于程序主体的开头,是可选的,所有的命令可以在程序运行前,由操作员在控制台上输入机器.包括:a) 钻嘴或锣刀的尺寸.b) 使用的测量系统.c) 工作中X,Y轴的方向.2)程序主体而程序的主体则包含一系列的坐标及指令,通常这些指令会从头到尾的去执行. 刀具指令以下一些指令用于选择或控制刀具,其中一些可以单独使用,而另一些可以联合形成一条指令,而当在程序头中使用这些指令时,它们是用于将数据调入CNC-6中的,当这些指令用于程序体时,它们是用来控制刀具的改变或机器的移动。
刀具指令后面的数字用来表明数量,距离,速度等参数,可以从1位到6位,取决于指令的类型.T#T#(#)F#S#C#H#Z+/-#T#刀具选择这个指令可以在手动或自动设置状态下使用,它可以用于程序头或程序主体。
在自动换刀具设置状态下:主轴夹头将自动将正在使用的刀具放进T座,而抓取#所对应的刀具,并自动移动到程序主体下一个坐标。
在手动换刀具设置状态下:机器工作台将停下,这时,在屏幕会出现换刀具提示信息。
T#(#)选择刀具并指定补偿序号该指令用于选择指定的刀具并为该刀具设置补偿序号。
该指令后面有4位数字,前两位表示所选择刀具的编号,后两位表示补偿序号,如果,后两位被省略或为零,则表明补偿序号同前两位,但当刀具编号大于等于17时,则不可省略,编号必须是01或更大。
补偿编号用于锣板操作,锣刀能弯曲和偏离工作位置,尤其在逆时针方向锣板时。
补偿序号会将刀具的路线偏移来补偿由于刀具的尺寸和偏差而导致的锣板误差。
例如:一把0.092"的锣刀被用于顺时针操作,而如改在逆时针情况下,你可以改用0.094" 的锣刀,而当你没有这种尺寸的锣刀,或操作上不容许换工具时,你可以赋于0.094"锣刀一个序号(参考CP,/,#指令)。
当你将这个序号赋予0.092" 锣刀时,CNC-6会将刀具行走的路线偏移,而其锣出的效果如同使用0.094" 锣刀一样。
补偿序号必须在锣板设置打开之前输入,而且在锣板进行中不可改变。
例如:T0302 刀具3的补偿序号为 2F#台速/下钻速该命令用于机锣中设定工作台的速度,用于钻孔中设定主轴(Z轴)的下钻速度 .设定的数字表明每分钟多少英寸(IPM)或每秒钟毫米(MM/SEC),小数不能用于该命令。
下钻的速度必须提供给机器,否则,机器无法运转,该速度可以在刀具参数表中提及。
该速度可设定的范围为10-500 IPM (4-212 MM/SEC),以1IPM (1MM/SEC)递增。
锣板速度可以被设定为10---200 IPM (4---81 MM/SEC),其递增值为 1 IPM (1MM/SEC).如果不设定该速度,则机器按最大速度100 IPM来锣板。
S#设定主轴的转速(RPM)设定的数字表示每分钟几万转,其范围为14000RPM-60000 RPM(锣机),80000 RPM(钻机),有些机器甚至超过100,000 RPM.右面的零不用显示。
当你用六位数字表示该参数时,应用小数点来表示#X1000 RPM.该指令不可以单独使用,必须与包含于T#指令中(T#S#)。
C#选择刀具的直径而当刀具的其它参数没有在该指令中提及时,而在刀具参数表已经被输入时,CNC 会从刀具参数表中提。
该指令不可以单独使用,必须与包含于T#指令中。
H#设置的最大钻孔次数钻孔刀具将会按所来钻孔。
记数器分清每个刀具钻孔的次数。
当计数器达到所设置的最大数时,钻嘴将会被认为无效,机器会停止钻孔。
如果有其它钻嘴被链接用于替换报废的钻嘴,则机器会自动的更换钻嘴并继续钻孔,否则,工作台会停下。
该指令不能单独使用,必须与刀具选择指令(T#H#)一起使用。
该指令能被用于关闭计数以便钻嘴继续钻孔。
如仅写H而不写H后面的数字,则用于那个刀具的计数器将会被关闭。
Z±#为刀具设置深度补偿量深度补偿可以作为名义深度的深度,而负值使刀具低于名义。
深度补偿控制钻入底板的深度,大直径的刺入深度比小直径的刺入深度要大。
精确的刺入深度对确保刀具斜切面切入一叠板最下面一块板的背面是必要的。
名义深度加上深度补偿即为该刀具的实际深度。
偏差或偏移设置,正号(+)可以省略,但负号不可被省略。
正值使刀具高于名义而负值使刀具低于名义。
当有几个刀具指令被放入同一条程序语句中,则出现的次序是很非常重要的。
CNC读指令是从左到右进行的,在左边的指令可以被右面的指令覆盖。
例如:T01F190S73C.038T01C.038F190S73以上两条语句所含的内容是一样的,但排列的次序不一样。
第一条遇句中,CNC选择了刀具01,设置转速为190 IPM, 设置了主轴下刀速为:73000RPM,,然后告诉钻咀的直径为0.0038".CNC这时候会查看刀具参数表, 使用所列出相同直径刀具的的钻速与下刀速。
它忽略了指令中提到的钻速与下刀速。
在第二条指令中,CNC-6选择了刀具01,查看刀具参数表,寻找钻咀直径为0.0038",然后设置下刀速为190 IPM,钻速:73000RPM,而在刀具参数表中的钻速与下刀速将会被忽略。
模式指令当你从钻咀转到锣刀,或者相反。
CNC必需知道现在处于何种模式:钻孔或者机锣。
这些可用G00或G05指令来完成。
当CNC在程序体中遇到该类指令时,它就知道何种模式在运行。
G00X#Y#机锣模式打开机锣模式,关闭钻孔模式。
该指令必需置于任何机锣指令运行之前。
X,Y坐标将工作台移至机锣的起点。
机器遇到该指令时,工作台会移至X,Y坐标。
但主轴不会下锣,直到有下锣的指令(例如:M15)出现。
补偿在移动过程中自动的关闭,而移动后再打开。
G00指令会一直起作用,直到另一个G00或G01,G02,G03,G04,G05指令出现时。
在Z轴处于机锣时,不要使用该指令,刀具会因高速的移动而损坏。
G05钻孔模式关闭机锣模式,打开缺省的钻孔模式。
该指令自己称为一个程序行,并一直起作用,直到G00出现。
如果程序体中没有任何机锣指令打开机锣模式,则G05可以省略。
指令后面的任何坐标会使工作台以最大的速度移到指定位置,完成一个钻击。
机锣指令A# G01 G02 G03 G32X#Y#A# G33X#Y#A# G40 G41 G42 I#J# M15 M16 M17G01(X)(Y#)直线运动打开直线插入模式。
即机器将会开始锣一条直线。
如果在指令的后面有X和/或Y坐标值,机器会从现在的位置直线机锣运动至坐标位置。
如果指令后面没有坐标值,则CNC会在后面的程序行中寻找,并会直线机锣到找到的第一个坐标位置。
除非已设定了不同的速率,否则,直线运动会以缺省的速率100IPM(42.3MM/SEC)100%台速。
G02(X#)(Y#)(A#)或G02(X#)(Y#)(I#J#)顺时针圆周运动打开圆周插入模式,设置顺时针方向运动。
如果在指令后面提供了X和/或Y坐标机器会机锣运动至坐标位置。
该运动按顺时针以设定的速率作圆弧运动。
如果指令后面没有坐标值,则CNC会在后面的程序行中寻找,并会圆弧机锣到找到的第一个坐标位置。
圆弧必需等于或小于180°。
圆弧半径或圆弧的中心点偏移必需由A#或I#J#指定,这些指令是可选的。
如果它们没有在G02指令中,它们必需在之前的程序行中出现,单独或包含在其它程序指令中。
除非已设定了不同的速率,否则,运动会以缺省的速率100 IPM(42.3MM/SEC)100%台速。
G03(X#)(Y#)(A#)或G03(X#0(Y#)(I#J#)逆时针圆周运动打开圆周插入模式,设置逆时针方向运动。
如果在指令后面提供了X和或Y坐标机器会机锣运动至坐标位置。
该运动按逆时针以设定的速率作圆弧运动。
如果指令后面没有坐标值,则CNC-6会在后面的程序行中寻找,并会圆弧机锣到找到的第一个坐标位置。
圆弧必需等于或小于180°。
圆弧半径或圆弧的中心点偏移必需由A#或I#J#指定,这些指令是可选的。
如果它们没有在G03指令中,它们必需在之前的程序行中出现,单独或包含在其它程序指令中。
除非已设定了不同的速率,否则,运动会以缺省的速率100IPM (42.3MM/SEC)100%台速。
A#圆弧半径指定圆周运动的圆弧半径。
你可以在#处指定一个半径。
你提供的半径可以为公制或英制,取决于设定的系统。
圆弧半径指令用于联接G02,G03,G32, G33指令。
如果指定的半径与这些指令所提供的坐标不相符,则CNC会调节半径,使之相符。
I#J#圆点偏移当一个圆弧的开始点偏离X轴时,I#表示沿X轴偏离的距离。
Y表示沿Y轴偏离的距离,I,J距离是从圆弧的圆心量起,而不是从工作零点.G32X#Y#A#G33X#Y#A#用于锣内圆指令G32锣顺时针方向,而G33指令用于锣逆时针方向。
这些指令提供自动下钻,收刀,及在下钻及收刀处提供补偿,以免造成此处的连接不光滑。
你可以提供圆的中心:X#Y#,及半径A#.如果圆得半径与以前锣圆一样,则A#可以忽略。
最小的半径为补偿值得一半,加上0.01"(0.26mm) 。
任何比此小的结果会有错误的信息。
指令G32,G33必需用于锣1个单独的内圆。
而单元重复指令P 不能用于这两个指令。
G32,G33可以使机器在比圆的边缘小0.01"(0.254mm)下锣,按相应得方向锣完540°后,在其相反的一端,比圆的边缘小0.01"(0.254mm)处收刀。
注意:G32,G33指令不需要G00(除非需要设置工作台的台速)或补偿代码.这些被饱含在图形中,补偿由半径调节。