Fuji Accessory Software机器参数设定图解
富士伺服驱动器参数设定及基本操作技巧
4.2.1 第一阶段连接伺服放大器及伺服电机,进行试运行。
配线方法参照3 章。
在伺服电机的输出轴未连接到机械系统的状态下进行试运行。
在第一阶段确认以下项目。
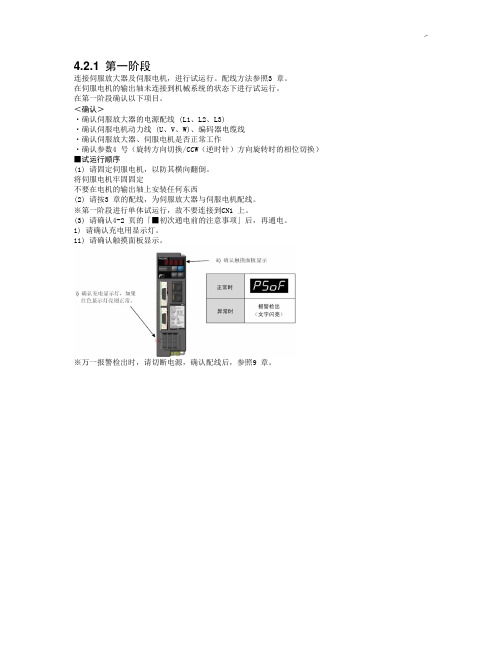
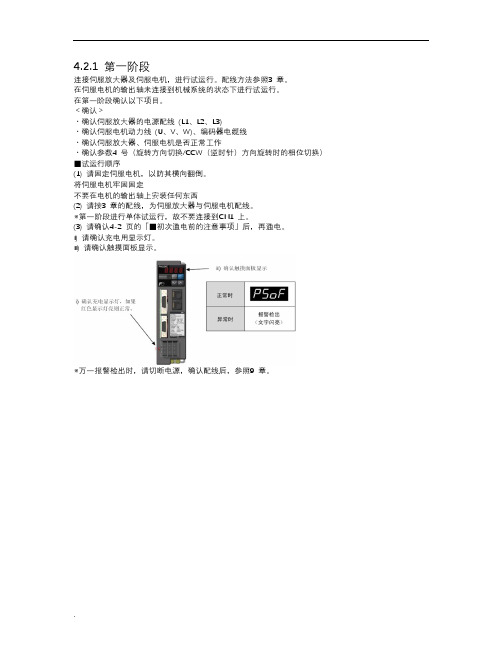
<确认>・确认伺服放大器的电源配线 (L1、L2、L3)・确认伺服电机动力线 (U、V、W)、编码器电缆线・确认伺服放大器、伺服电机是否正常工作・确认参数4 号(旋转方向切换/CCW(逆时针)方向旋转时的相位切换)■试运行顺序(1) 请固定伺服电机,以防其横向翻倒。
将伺服电机牢固固定不要在电机的输出轴上安装任何东西(2) 请按3 章的配线,为伺服放大器与伺服电机配线。
※第一阶段进行单体试运行,故不要连接到CN1 上。
(3) 请确认4-2 页的「■初次通电前的注意事项」后,再通电。
i) 请确认充电用显示灯。
ii) 请确认触摸面板显示。
※万一报警检出时,请切断电源,确认配线后,参照9 章。
请预习说明书的第4章和第8章。
5 参数5.1 参数构成伺服放大器中有调整机械系统的设定、伺服的特性与精度的各种参数。
由于参数的设定值被存储在可电换写的ROM (EEPROM) 中,因此,即使切断电源也不会丢失。
作为参数一览表的 "变更" 项目的 "电源" 的参数,即使切断主电源,再接通电源时仍然有效。
(请确认主电源切断时,伺服放大器的触摸面板<7 段文字显示>灯灭。
)5.1.1 利用触摸面板编集的方法5-25.2 参数一览表5.3 参数说明以每一命令脉冲的机械系统的移动量为单位量设定参数(电子齿轮)。
利用以下计算式计算。
提示:当伺服电机旋转一周时的机械系统的移动量中有π时,355/113 可以近似。
输出脉冲数和命令脉冲补偿无关。
根据参数19 号的设定值,电机轴正转时,输出B 相进给90°相位差2 路信号。
※只在位置控制时有效。
可以选择输入脉冲串端子的信号形式。
可以设定伺服放大器的输入脉冲串端子 [CA]、[*CA]、[CB]、[*CB] 的脉冲串的形式。
Fuji设备操作说明
SV
Fuji设备操作 Fuji设备操作
AMD 钟佰强 2010.03.24
FUJI 线SMD2⁄SMD3操作书 操作书
一. GL5⁄GL541点胶机
(一).开机
DESAY
SV
把电源拔到“ON”状态下,按下“POWER ON”按钮(解开紧急制动按钮“EMERGENCY STOP”, 按下“RESET”后消除所有故障后显示屏显示“Machine not Eere Set”(机器没有设置零点),按下 开始键“Press Start,”此时按下在闪烁的“START”按钮进行零点设置,完成以上的动作显示屏会显 示机器的初始状态为: AUTO STEP LOADER 送板(F3) PROGRAM 程序(F4) SET 设置(F5) RETURN 返回(F6) 自动(F1) 单步(F2) (二).关机 生产完成后,按下紧急制动“EMERGENCY STOP”,再按下“POWER OFF”后将电源拔到 “OFF”状态,此时关机完成. (三).自动生产 在初始状态下按AUTO(F1)显示屏显示为: × F1 × F2 × F3 SEQ. NO 步骤(F4) MODE 模式(F5) RETURN 返回(F6)
DESAY
三. FUJI IP1多功能贴机 多功能贴机 (一).开机
SV
把电源拔到“ON”状态下,按下“POWER ON”按钮(解开紧急制动按钮“EMERGENCY STOP”, 按下“RESET”后消除所有故障后显示屏显示“Machine not Eere Set”(机器没有设置零点),按下 开始键“Press Start,”此时按下在闪烁的“START”按钮进行零点设置,完成以上的动作显示屏会显 示机器的初始状态为: AUTO STEP LOADER 送板(F3) PROGRAM 程序(F4) SET 设置(F5) RETURN 返回(F6) 自动(F1) 单步(F2)
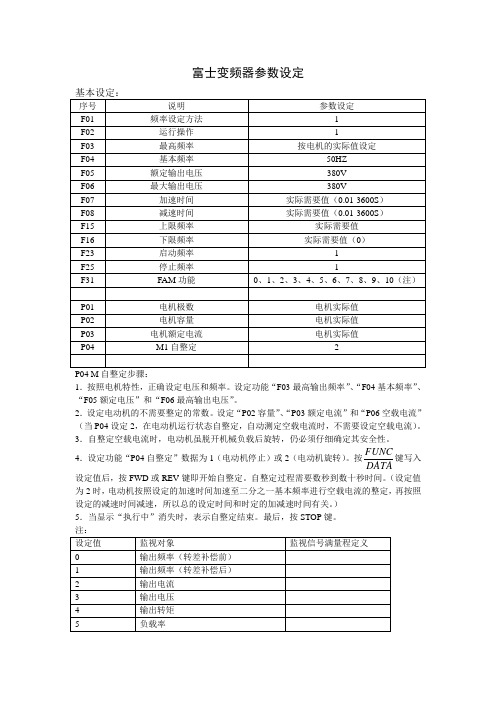
富士变频器参数设定
富士变频器参数设定
P04 M 自整定步骤:
1.按照电机特性,正确设定电压和频率。
设定功能“F03最高输出频率”、“F04基本频率”、“F05额定电压”和“F06最高输出电压”。
2.设定电动机的不需要整定的常数。
设定“P02容量”、“P03额定电流”和“P06空载电流”(当P04设定2,在电动机运行状态自整定,自动测定空载电流时,不需要设定空载电流)。
3.自整定空载电流时,电动机虽脱开机械负载后旋转,仍必须仔细确定其安全性。
4.设定功能“P04自整定”数据为1(电动机停止)或2(电动机旋转)。
按
DATA
FUNC
键写入
设定值后,按FWD 或REV 键即开始自整定。
自整定过程需要数秒到数十秒时间。
(设定值为2时,电动机按照设定的加速时间加速至二分之一基本频率进行空载电流的整定,再按照设定的减速时间减速,所以总的设定时间和时定的加减速时间有关。
) 5.当显示“执行中”消失时,表示自整定结束。
最后,按STOP 键。
富士伺服驱动器参数设定及基本操作

4.2.1 第一阶段连接伺服放大器及伺服电机,进行试运行。
配线方法参照3 章。
在伺服电机的输出轴未连接到机械系统的状态下进行试运行。
在第一阶段确认以下项目。
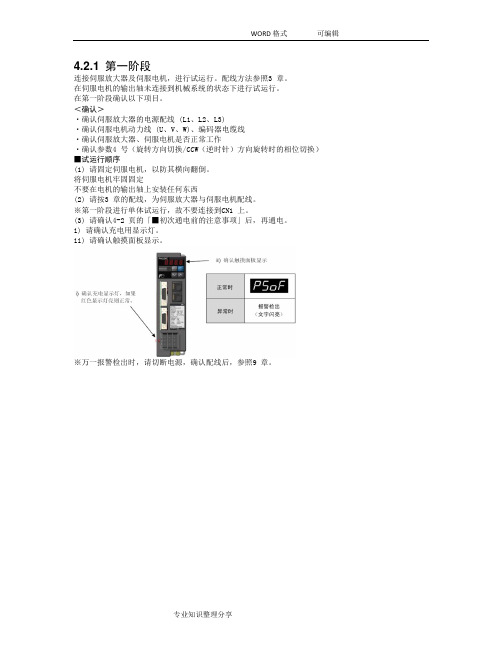
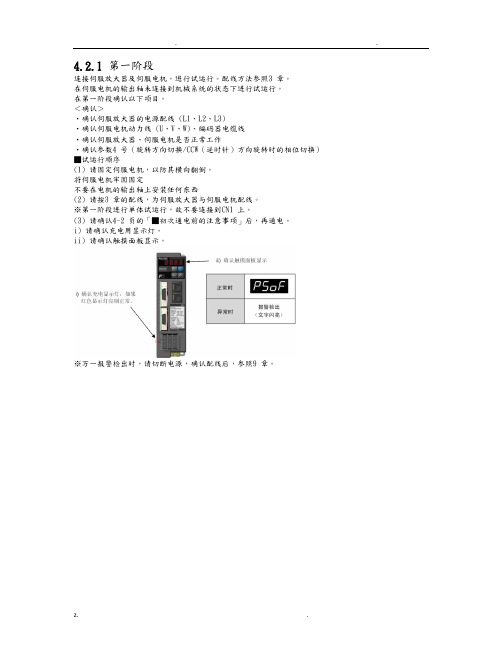
<确认>・确认伺服放大器的电源配线 (L1、L2、L3)・确认伺服电机动力线 (U、V、W)、编码器电缆线・确认伺服放大器、伺服电机是否正常工作・确认参数4 号(旋转方向切换/CCW(逆时针)方向旋转时的相位切换)■试运行顺序(1) 请固定伺服电机,以防其横向翻倒。
将伺服电机牢固固定不要在电机的输出轴上安装任何东西(2) 请按3 章的配线,为伺服放大器与伺服电机配线。
※第一阶段进行单体试运行,故不要连接到CN1 上。
(3) 请确认4-2 页的「■初次通电前的注意事项」后,再通电。
i) 请确认充电用显示灯。
ii) 请确认触摸面板显示。
※万一报警检出时,请切断电源,确认配线后,参照9 章。
请预习说明书的第4章和第8章。
5 参数5.1 参数构成伺服放大器中有调整机械系统的设定、伺服的特性与精度的各种参数。
由于参数的设定值被存储在可电换写的ROM (EEPROM) 中,因此,即使切断电源也不会丢失。
作为参数一览表的 "变更" 项目的 "电源" 的参数,即使切断主电源,再接通电源时仍然有效。
(请确认主电源切断时,伺服放大器的触摸面板<7 段文字显示>灯灭。
)5.1.1 利用触摸面板编集的方法5-25.2 参数一览表5.3 参数说明以每一命令脉冲的机械系统的移动量为单位量设定参数(电子齿轮)。
利用以下计算式计算。
提示:当伺服电机旋转一周时的机械系统的移动量中有π时,355/113 可以近似。
输出脉冲数和命令脉冲补偿无关。
根据参数19 号的设定值,电机轴正转时,输出B 相进给90°相位差2 路信号。
※只在位置控制时有效。
可以选择输入脉冲串端子的信号形式。
可以设定伺服放大器的输入脉冲串端子 [CA]、[*CA]、[CB]、[*CB] 的脉冲串的形式。
Fuji操作标准
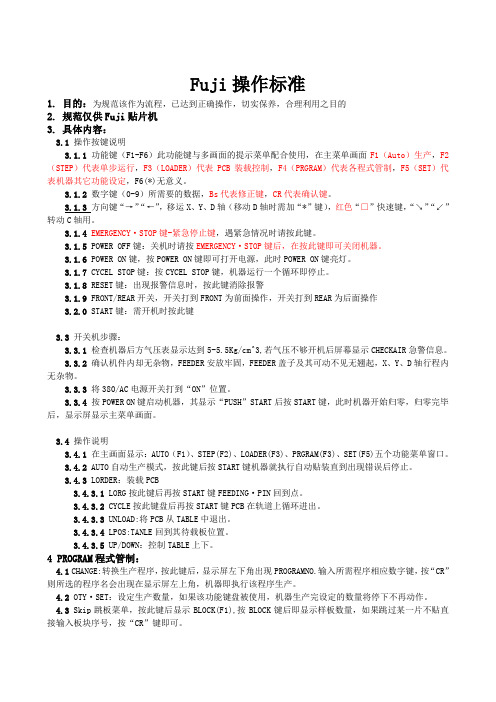
Fuji操作标准1. 目的:为规范该作为流程,已达到正确操作,切实保养,合理利用之目的2. 规范仅供Fuji贴片机3. 具体内容:3.1操作按键说明3.1.1功能键(F1-F6)此功能键与多画面的提示菜单配合使用,在主菜单画面F1(Auto)生产,F2(STEP)代表单步运行,F3(LOADER)代表PCB装载控制,F4(PRGRAM)代表各程式管制,F5(SET)代表机器其它功能设定,F6(*)无意义。
3.1.2数字键(0-9)所需要的数据,Bs代表修正键,CR代表确认键。
3.1.3 方向键“→”“←”,移运X、Y、D轴(移动D轴时需加“*”键),红色“□”快速键,“↘”“↙”转动C轴用。
3.1.4EMERGENCY·STOP键-紧急停止键,遇紧急情况时请按此键。
3.1.5 POWER OFF键:关机时请按EMERGENCY·STOP键后,在按此键即可关闭机器。
3.1.6 POWER ON键,按POWER ON键即可打开电源,此时POWER ON键亮灯。
3.1.7 CYCEL STOP键:按CYCEL STOP键,机器运行一个循环即停止。
3.1.8 RESET键:出现报警信息时,按此键消除报警3.1.9 FRONT/REAR开关,开关打到FRONT为前面操作,开关打到REAR为后面操作3.2.0 START键:需开机时按此键3.3开关机步骤:3.3.1检查机器后方气压表显示达到5-5.5Kg/cm^3,若气压不够开机后屏幕显示CHECKAIR急警信息。
3.3.2确认机件内却无杂物,FEEDER安放牢固,FEEDER盖子及其可动不见无翘起,X、Y、D轴行程内无杂物。
3.3.3将380/AC电源开关打到“ON”位置。
3.3.4 按POWER ON键启动机器,其显示“PUSH”START后按START键,此时机器开始归零,归零完毕后,显示屏显示主菜单画面。
3.4操作说明3.4.1在主画面显示:AUTO(F1)、STEP(F2)、LOADER(F3)、PRGRAM(F3)、SET(F5)五个功能菜单窗口。
富士伺服驱动器参数设定基本操作。(方案
4.2.1 第一阶段连接伺服放大器及伺服电机,进行试运行。
配线方法参照3 章。
在伺服电机的输出轴未连接到机械系统的状态下进行试运行。
在第一阶段确认以下项目。
<确认>・确认伺服放大器的电源配线(L1、L2、L3)・确认伺服电机动力线(U、V、W)、编码器电缆线・确认伺服放大器、伺服电机是否正常工作・确认参数4 号(旋转方向切换/CCW(逆时针)方向旋转时的相位切换)■试运行顺序(1) 请固定伺服电机,以防其横向翻倒。
将伺服电机牢固固定不要在电机的输出轴上安装任何东西(2) 请按3 章的配线,为伺服放大器与伺服电机配线。
※第一阶段进行单体试运行,故不要连接到CN1 上。
(3) 请确认4-2 页的「■初次通电前的注意事项」后,再通电。
i) 请确认充电用显示灯。
ii) 请确认触摸面板显示。
※万一报警检出时,请切断电源,确认配线后,参照9 章。
请预习说明书的第4章和第8章。
5 参数5.1 参数构成伺服放大器中有调整机械系统的设定、伺服的特性与精度的各种参数。
由于参数的设定值被存储在可电换写的ROM (EEPROM) 中,因此,即使切断电源也不会丢失。
作为参数一览表的"变更" 项目的"电源" 的参数,即使切断主电源,再接通电源时仍然有效。
(请确认主电源切断时,伺服放大器的触摸面板<7 段文字显示>灯灭。
)5.1.1 利用触摸面板编集的方法5-25.2 参数一览表5.3 参数说明以每一命令脉冲的机械系统的移动量为单位量设定参数(电子齿轮)。
利用以下计算式计算。
提示:当伺服电机旋转一周时的机械系统的移动量中有π时,355/113 可以近似。
输出脉冲数和命令脉冲补偿无关。
根据参数19 号的设定值,电机轴正转时,输出B 相进给90°相位差2 路信号。
※只在位置控制时有效。
可以选择输入脉冲串端子的信号形式。
可以设定伺服放大器的输入脉冲串端子[CA]、[*CA]、[CB]、[*CB] 的脉冲串的形式。
富士伺服驱动器参数设定及基本操作

4.2.1第一阶段连接伺服放大器及伺服电机,进行试运行。
配线方法参照3章。
在伺服电机的输出轴未连接到机械系统的状态下进行试运行。
在第一阶段确认以下项目。
<确认>?确认伺服放大器的电源配线(L1、L2、L3)?确认伺服电机动力线(U、V、W)、编码器电缆线?确认伺服放大器、伺服电机是否正常工作?确认参数4号(旋转方向切换/CCW(逆时针)方向旋转时的相位切换)■试运行顺序(1)请固定伺服电机,以防其横向翻倒。
将伺服电机牢固固定不要在电机的输出轴上安装任何东西(2)请按3章的配线,为伺服放大器与伺服电机配线。
※第一阶段进行单体试运行,故不要连接到CN1上。
(3)请确认4-2页的「■初次通电前的注意事项」后,再通电。
i)请确认充电用显示灯。
ii)请确认触摸面板显示。
※万一报警检出时,请切断电源,确认配线后,参照9章。
请预习说明书的第4章和第8章。
5参数5.1参数构成伺服放大器中有调整机械系统的设定、伺服的特性与精度的各种参数。
由于参数的设定值被存储在可电换写的ROM(EEPROM)中,因此,即使切断电源也不会丢失。
作为参数一览表的"变更"项目的"电源"的参数,即使切断主电源,再接通电源时仍然有效。
(请确认主电源切断时,伺服放大器的触摸面板<7段文字显示>灯灭。
)5.1.1利用触摸面板编集的方法5-25.2参数一览表5.3参数说明以每一命令脉冲的机械系统的移动量为单位量设定参数(电子齿轮)。
利用以下计算式计算。
提示:当伺服电机旋转一周时的机械系统的移动量中有π时,355/113可以近似。
输出脉冲数和命令脉冲补偿无关。
根据参数19号的设定值,电机轴正转时,输出B相进给90°相位差2路信号。
※只在位置控制时有效。
可以选择输入脉冲串端子的信号形式。
可以设定伺服放大器的输入脉冲串端子[CA]、[*CA]、[CB]、[*CB]的脉冲串的形式。
最大输入频率在差动输入时为1.0[MHz],在集电极开路输入时为200[kHz]。
富士伺服驱动器全参数设定基本操作。

4.2.1 第一阶段连接伺服放大器及伺服电机,进行试运行。
配线方法参照3 章。
在伺服电机的输出轴未连接到机械系统的状态下进行试运行。
在第一阶段确认以下项目。
<确认>・确认伺服放大器的电源配线(L1、L2、L3)・确认伺服电机动力线(U、V、W)、编码器电缆线・确认伺服放大器、伺服电机是否正常工作・确认参数4 号(旋转方向切换/CCW(逆时针)方向旋转时的相位切换)■试运行顺序(1) 请固定伺服电机,以防其横向翻倒。
将伺服电机牢固固定不要在电机的输出轴上安装任何东西(2) 请按3 章的配线,为伺服放大器与伺服电机配线。
※第一阶段进行单体试运行,故不要连接到CN1 上。
(3) 请确认4-2 页的「■初次通电前的注意事项」后,再通电。
i) 请确认充电用显示灯。
ii) 请确认触摸面板显示。
※万一报警检出时,请切断电源,确认配线后,参照9 章。
请预习说明书的第4章和第8章。
5 参数5.1 参数构成伺服放大器中有调整机械系统的设定、伺服的特性与精度的各种参数。
由于参数的设定值被存储在可电换写的ROM (EEPROM) 中,因此,即使切断电源也不会丢失。
作为参数一览表的"变更" 项目的"电源" 的参数,即使切断主电源,再接通电源时仍然有效。
(请确认主电源切断时,伺服放大器的触摸面板<7 段文字显示>灯灭。
)5.1.1 利用触摸面板编集的方法5-25.2 参数一览表5.3 参数说明以每一命令脉冲的机械系统的移动量为单位量设定参数(电子齿轮)。
利用以下计算式计算。
提示:当伺服电机旋转一周时的机械系统的移动量中有π时,355/113 可以近似。
输出脉冲数和命令脉冲补偿无关。
根据参数19 号的设定值,电机轴正转时,输出B 相进给90°相位差2 路信号。
※只在位置控制时有效。
可以选择输入脉冲串端子的信号形式。
可以设定伺服放大器的输入脉冲串端子[CA]、[*CA]、[CB]、[*CB] 的脉冲串的形式。
富士变频器参数设置

F01=1 频率设定模拟量(电压型)F02=1 运行操作外部信号(FWD/REV正反向运行)F07 加速时间1 O13 S曲线1F08 减速时间1 O14 S曲线2E10 加减速时间3 O15 S曲线3bE11 加减速时间4 O16 S曲线4E12 加减速时间5 O17 S曲线5 数字量可调节参数值E13 加减速时间6 O18 S曲线6 模拟量不用,都为0E14 加减速时间7 O19 S曲线7E15 加减速时间8 O20 S曲线8O21 S曲线9O22 S曲线10F03 最高输出频率F04 基本频率此四个参数值须根据电机铭牌设F05 额定电压F06 最高输出电压F17 频率设定增益(模拟量)F18 频率偏置(模拟量)F26 载波频率 15KHz 一般不调,仅当电机动作正常,但声音尖锐异常时可调整(≤15KHz)E33=1 过负载预报按输出电流预报E34: OL预报值额定电流150%**E37 过负载预报额定电流150%**C07 爬行速度C08 检修速度数字量可调节参数值C09 单层速度模拟量不用,都为0C10 双层速度C11 多层速度C33 模拟量输入滤波时间P01 电机极数 P=120f/N (f-电机额定频率;N-电机额定转速)一般情况,N >1000rpm, P=4极N≤1000rpm, P=6极P02 电机功率此两个参数值须根据电机铭牌设P03 电机额定电流P04 电机空载电流初始值设为p04的40%,自整定后自动生成 O01=1 (闭环); 0(开环)O03 编码器脉冲数(分频在PG卡上实现)O04 速度环P常数(高速时)O05 速度环I常数O06 速度检测滤波常数O07 速度环P常数切换频率1 5O08 速度环P常数切换频率2 10O09 速度环P常数(低速时)H03 数据初始化(一般不用。
FUJI 辅助软件 操作手册

第 1 章 前言1. 操作范围可以通过机器辅助软件进行以下操作。
● 进行机器单位的功能设定● 进行模组单位的功能设定● 取得机器的跟踪数据● 确认机器内的固有值 (当前不支持)● 矩阵测定● 更新机器内的矩阵测定值数据● 登录机器内的矩阵测定值数据● 保存机器内的矩阵测定值数据本手册叙述有关上述的操作方法。
2. 软件的结构FUJI 辅助软件的构成如下图所示。
首页(在线监视器)纵观全线。
运转监视器顺序显示各生产线当前的运行进展状态。
显示趋势图用图形显示各生产线的运转状态。
监视屏幕监视由影像处理错误发生的错误。
机器设定启动机器设定软件。
自动换线进行有关自动换线功能的显示。
※ UNLHA(32).DLL 是 Micco 先生的免费软件。
3. 使用前的注意事项使用前请注意以下几点。
● FUJI 辅助软件的服务器PC上,必须安装Flexa的最小的软件包。
另外,请确认在[Flexa Setup]上已指定了启动用户服务器的PC。
● 必须在运行辅助软件的操作对象生产线的生产线监视服务器的PC上安装RWB SERVER SERVICE。
(详细内容请参照FUJI 辅助软件 安装手册)● 在生产线设定中、请务必确认已经保存了模型标准值。
● 在本手册中所表示的生产线,是指NXT或者AIM构成的生产线,统计和监视时仅以这两种机器为对象。
● 请使用Internet Explorer 5.5(Service Pack 2.0)以上版本的浏览器。
4. 启动 FUJI 辅助软件在存在 FUJI 辅助软件的网络环境下,通过Internet Explorer等浏览器,无论从哪一个终端都可以启动 FUJI 辅助软件。
1. 启动 Internet Explorer首先,请通过桌面上的快捷图标启动Internet Explorer。
2. 指定辅助软件的地址(URL)在地址栏内输入 http://<所安装 PC 的计算机名 >/fujiweb/index.asp,点击 [Enter] 键。
富士伺服驱动器参数设定与基本操作。
4.2.1 第一阶段连接伺服放大器及伺服电机,进行试运行。
配线方法参照3 章。
在伺服电机的输出轴未连接到机械系统的状态下进行试运行。
在第一阶段确认以下项目。
<确认>・确认伺服放大器的电源配线 (L1、L2、L3)・确认伺服电机动力线 (U、V、W)、编码器电缆线・确认伺服放大器、伺服电机是否正常工作・确认参数4 号(旋转方向切换/CCW(逆时针)方向旋转时的相位切换)■试运行顺序(1) 请固定伺服电机,以防其横向翻倒。
将伺服电机牢固固定不要在电机的输出轴上安装任何东西(2) 请按3 章的配线,为伺服放大器与伺服电机配线。
※第一阶段进行单体试运行,故不要连接到CN1 上。
(3) 请确认4-2 页的「■初次通电前的注意事项」后,再通电。
i) 请确认充电用显示灯。
ii) 请确认触摸面板显示。
※万一报警检出时,请切断电源,确认配线后,参照9 章。
请预习说明书的第4章和第8章。
5 参数5.1 参数构成伺服放大器中有调整机械系统的设定、伺服的特性与精度的各种参数。
由于参数的设定值被存储在可电换写的ROM (EEPROM) 中,因此,即使切断电源也不会丢失。
作为参数一览表的 "变更" 项目的 "电源" 的参数,即使切断主电源,再接通电源时仍然有效。
(请确认主电源切断时,伺服放大器的触摸面板<7 段文字显示>灯灭。
)5.1.1 利用触摸面板编集的方法5-25.2 参数一览表5.3 参数说明利用以下计算式计算。
提示:当伺服电机旋转一周时的机械系统的移动量中有π时,355/113 可以近似。
输出脉冲数和命令脉冲补偿无关。
根据参数19 号的设定值,电机轴正转时,输出B 相进给90°相位差2 路信号。
※只在位置控制时有效。
可以选择输入脉冲串端子的信号形式。
可以设定伺服放大器的输入脉冲串端子 [CA]、[*CA]、[CB]、[*CB] 的脉冲串的形式。
最大输入频率在差动输入时为1.0 [MHz],在集电极开路输入时为200 [kHz]。
富士伺服驱动器全参数设定及基本操作
富士伺服驱动器全参数设定及基本操作
一、富士伺服驱动器的全参数设定
1.设定时需将插销拔出使电机静止。
2.参数设定可通过控制面板或PC软件进行,这里以控制面板为例。
3.首先按下驱动器上的菜单键,然后使用上下左右键选择“参数设定”。
4.进入参数设定界面后,按照需要选择相应的参数进行设定。
5.在设定过程中,使用上下键切换到需要设定的参数,使用左右键进
行数值调整,按下确定键确认设定。
二、富士伺服驱动器的基本操作
1.上电操作:首先将电机连接好,然后将电源接通。
此时驱动器将开
始初始化,并根据参数设定进行驱动电机。
2.设定运行模式:通过参数设定,选择合适的运行模式,如位置控制、速度控制、力矩控制等。
3.启动电机:在设定好运行模式后,按下驱动器上的启动键,电机将
开始运行。
4.调整运行参数:根据实际需要,通过参数设定调整速度、加速度、
减速度等运行参数,以实现所需控制效果。
5.监测电机状态:通过驱动器上的显示屏或PC软件,可以实时监测
电机的运行状态,如电流、速度等。
6.停止电机:按下驱动器上的停止键,电机将停止运行。
在停止前应确保电机已减速到安全速度。
7.故障处理:若驱动器或电机出现故障,可通过相应的故障代码进行定位和修复,以恢复正常运行。
注意事项:
1.在设定参数或操作驱动器时,需小心操作,避免参数设定错误或驱动器损坏。
2.在操作驱动器前,应确保已正确接线,并检查连接是否牢固。
3.在设定参数时,应根据实际情况进行合理设定,以保证电机的正常运行和使用寿命。
总结:。
FUJI 辅助软件 操作手册
第 1 章 前言1. 操作范围可以通过机器辅助软件进行以下操作。
● 进行机器单位的功能设定● 进行模组单位的功能设定● 取得机器的跟踪数据● 确认机器内的固有值 (当前不支持)● 矩阵测定● 更新机器内的矩阵测定值数据● 登录机器内的矩阵测定值数据● 保存机器内的矩阵测定值数据本手册叙述有关上述的操作方法。
2. 软件的结构FUJI 辅助软件的构成如下图所示。
首页(在线监视器)纵观全线。
运转监视器顺序显示各生产线当前的运行进展状态。
显示趋势图用图形显示各生产线的运转状态。
监视屏幕监视由影像处理错误发生的错误。
机器设定启动机器设定软件。
自动换线进行有关自动换线功能的显示。
※ UNLHA(32).DLL 是 Micco 先生的免费软件。
3. 使用前的注意事项使用前请注意以下几点。
● FUJI 辅助软件的服务器PC上,必须安装Flexa的最小的软件包。
另外,请确认在[Flexa Setup]上已指定了启动用户服务器的PC。
● 必须在运行辅助软件的操作对象生产线的生产线监视服务器的PC上安装RWB SERVER SERVICE。
(详细内容请参照FUJI 辅助软件 安装手册)● 在生产线设定中、请务必确认已经保存了模型标准值。
● 在本手册中所表示的生产线,是指NXT或者AIM构成的生产线,统计和监视时仅以这两种机器为对象。
● 请使用Internet Explorer 5.5(Service Pack 2.0)以上版本的浏览器。
4. 启动 FUJI 辅助软件在存在 FUJI 辅助软件的网络环境下,通过Internet Explorer等浏览器,无论从哪一个终端都可以启动 FUJI 辅助软件。
1. 启动 Internet Explorer首先,请通过桌面上的快捷图标启动Internet Explorer。
2. 指定辅助软件的地址(URL)在地址栏内输入 http://<所安装 PC 的计算机名 >/fujiweb/index.asp,点击 [Enter] 键。
Fuji机器参数设定图解

注意事项 :改变了Fujitrax (Kit Line Configuration)的设定时,请重新启动电脑。 请重新进行JOB的传输后再开始运转。 设定之后就有效。
(四)Loader settings (电路板搬运设定 ):
1.
Maximum panel width 1:使用双搬运轨道时,输入与通道1配套的支撑用支撑框尺寸。( 支撑框的尺寸就是最大的电路板宽 度)。
出现此对话框后,点 击用户名的下拉箭头, 出现SuperUser,无密 码,选中后,点击注 册,OK。
3.注册之后将出现如下图界面:
转移到机器设定 软件的菜单选择 画面。按下右上 方的按纽可返回 到在线监视器画 显示实际 NXT线体模 组数 面。
机器参 数的设 定菜单
二 机器单位的功能设定
(一)界面的介绍
5.Panel position correction Target: Machine:在装置单位做电路板停止位置补正功能的设定时请选择。 Module:在模组单位做电路板停止位置补正功能的设定时请选择。 6. Panel position correction: ON(F MARK) :在电路板停止位置上进行F定位点补正量的补正。 ON(PANEL EDGE):在电路板停止位置上进行定位相机在读取电路板轮廓时的偏差量的补正。 OFF:不进行电路板停止位置补正。 7. Panel Check Retry:设定F定位点读取异常时的电路板的再定位功能ON/OFF。 8. Seamless conveyor stop: ON:当前工序的Job与后工序的Job不同时,不进行电路板的送出。 OFF:不管当前工序的Job与后工序的Job不同,进行电路板的送出。 9. Conveyor margin setting for lane 设定在Job所设定的电路板宽度上追加的搬运轨道的间隙量。搬运轨道的宽度为电路板宽度加上此设 定值。请在模组内没有电路板的状态下进行搬运轨道宽度间隙设定。如果在有电路板的状态下变更设定,有可能导致该电路板无 法继续生产。当出现这种情况时,有必要取出电路板之后再运转机器。 10. Conveyor margin setting for lane : Same as lane 1:使用与通道1相同的值时设定。
FUJI操作表

下班时各种操作: 1、移D轴 主画面→F5→F5→F5 2、机器上掉件清扫及废料盒整理
CLEAR OFForCAN CEL
BLOCK跳打 -F5MODE -F5- DEVICE 自动检查 -F6- RETURN
D/Z
-F2- MARK -F3- WTDE -F4- NARROW -F5-F6- RETURN -F1- BACKUP -F2CROSSHALRS
-F4-F5-F6-
—F2 SKIP
COW
-F1- XC/YC
-F2- VISION -F3- NOZZLE —F1 CENTE
吸头
TABLE模式
倒零件 -F4SEQ NO -F4- SEQ NO
XY TABLE归位 -F4LIFTER -F5LIFTER
LINE
电脑与机器连线
X/Y
生产序号设定 -F5MODE 生产模式 -F6- RETURN 回主画面 -START SW-F1起动开关
F1 F2
SAVE DATA LOAD DATA
打完此片后机器停 MODE2 -F1- — -F2- — -F3- —
S STOP -F6- orCANCE L
F6- RETURN MODE1 -F1- -PAGE
F2 NARROW F3 F1 F2 F3 F4 F5
MARK
WTDE
-F3- TRACE -F4- BRIGHT -F5- INSTALL -F6- RETURN
F6 RETURN
MEMORY RETURN
—F1 —F3 —F4 —F5
SIZE
F1
MCS
XY TABLE上下 -F6- RETURN -F6- RETURN
富士伺服驱动器参数设定与基本操作。
4.2.1 第一阶段连接伺服放大器及伺服电机,进行试运行。
配线方法参照3 章。
在伺服电机的输出轴未连接到机械系统的状态下进行试运行。
在第一阶段确认以下项目。
<确认>・确认伺服放大器的电源配线 (L1、L2、L3)・确认伺服电机动力线 (U、V、W)、编码器电缆线・确认伺服放大器、伺服电机是否正常工作・确认参数4 号(旋转方向切换/CCW(逆时针)方向旋转时的相位切换)■试运行顺序(1) 请固定伺服电机,以防其横向翻倒。
将伺服电机牢固固定不要在电机的输出轴上安装任何东西(2) 请按3 章的配线,为伺服放大器与伺服电机配线。
※第一阶段进行单体试运行,故不要连接到CN1 上。
(3) 请确认4-2 页的「■初次通电前的注意事项」后,再通电。
i) 请确认充电用显示灯。
ii) 请确认触摸面板显示。
※万一报警检出时,请切断电源,确认配线后,参照9 章。
请预习说明书的第4章和第8章。
5 参数5.1 参数构成伺服放大器中有调整机械系统的设定、伺服的特性与精度的各种参数。
由于参数的设定值被存储在可电换写的ROM (EEPROM) 中,因此,即使切断电源也不会丢失。
作为参数一览表的 "变更" 项目的 "电源" 的参数,即使切断主电源,再接通电源时仍然有效。
(请确认主电源切断时,伺服放大器的触摸面板<7 段文字显示>灯灭。
)5.1.1 利用触摸面板编集的方法5-25.2 参数一览表5.3 参数说明以每一命令脉冲的机械系统的移动量为单位量设定参数(电子齿轮)。
利用以下计算式计算。
提示:当伺服电机旋转一周时的机械系统的移动量中有π时,355/113 可以近似。
输出脉冲数和命令脉冲补偿无关。
根据参数19 号的设定值,电机轴正转时,输出B 相进给90°相位差2 路信号。
※只在位置控制时有效。
可以选择输入脉冲串端子的信号形式。
可以设定伺服放大器的输入脉冲串端子 [CA]、[*CA]、[CB]、[*CB] 的脉冲串的形式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(三)Tray settings :(TRAY盘的设定)
1.
2.
3.
Supply from front door :在仅使用正面门补充料盘元件的情况下选择。同时补充复数 元件时,从正面门进行补充。 Supply from the front door/parts supply drawer :除了从正面门的补充以外,可以选 择从供应部的元件补充功能的使用。使用从供应部的元件补充功能时,当发生了元 件料尽时料盘从供应部被排出。请向供应部补充新的元件。 ※仅在Fujitrax设定的料盘验证ON/OFF为「ON」设定时动作。其他设定时,只有 从正面门的补充。 Front door supply/non-stop tray resupply :除了从正面门的补充以外,可以选择无停 止补充功能的使用。使用无停止补充功能时,当元件残数量减少时会显示出向供应 部补充元件指南(元件料尽预告)。请向供应部补充新的元件。元件料尽时自动进 行供料托架的替换,并将空料盘向排出部排出。 ※无停止补充功能仅在Fujitrax设定的料盘验证ON/OFF为「料盘验证ON」或者 「带有位置检查的料盘验证ON」设定时动作。其他设定时,只有从正面门的补充。
点击这里
2.将出现注册对话框:
出现此对话框后,点 击用户名的下拉箭头, 出现SuperUser,无密 码,选中后,点击注 册,OK。
3.注册之后将出现如下图界面:
转移到机器设定 软件的菜单选择 画面。按下右上 方的按纽可返回 到在线监视器画 显示实际 NXT线体模 组数 面。
机器参 数的设 定菜单
Not Used :不使用次料站。 Parts out :发生料尽时,转换到次料站。 Pickup miss(Including Parts out) :发生包括料尽在内的吸取失败时,转换到次料站。 Vision error(Including Pickup miss, Parts out):发生包括料尽和吸取失败在内的影像处理异常时,转 换到次料站。
(九)Automatic changeover settings (设定自动换线功能 )
二 机器单位的功能设定
(一)界面的介绍
1
2
4
3
5
机器单位的功能设定按以下步骤进行。 1.点击[机器功能的设定] 。(全部的模组自动成为选择状态) 2.选择设定项目的存在类别。(在以后详细叙述) 3.变更设定值。(在以后详细叙述) 4.点击[机器的设定]。 5.机器功能设定的导入导出。
(二)Fujitrax settings :(Fujitrax Verifier功能设定)
有效/无效:即使发生了无效设定的状态,信号显示灯塔的表示也不会被变更。
设定后,开始运转或发生错误时会根据设定显示。
ቤተ መጻሕፍቲ ባይዱ
(七)Alternate feeder(Alternate tray) change condition settings (次料站的移动条件 )
1.Alternate feeder change condition (对在线FEEDER起作用)
FUJI 附加软件
Fuji Accessory Software
机器参数设定图解
制作:杨民 2007.08.06
目录
一 机器设定的启动 二 机器单位的功能设定 三 模组单位的功能设定 四 机器信息的取得 五 对固有值的操作 六 远程操作
一 机器设定的启动
1.启动IE后,出现对如图对话框,并点击相应图标;
(五)Recovery settings (变更补件次数设定):
Number of recovery attempts :Job的元件数据的补件次数为0时,指定有效的补件次数。 如果元件数据的补件次数被设定为1~255,则1~255为补件次数。 将本设定与元件数据都设定为0时,不进行补件而变成错误停止。
2. Alternate tray change condition (对在线TRAY起作用)
Not Used :不使用次料站。 Parts out :发生料尽时,转换到次料站。 Pickup miss(Including Parts out) :发生包括料尽在内的吸取失败时,转换到次料站。 Vision error(Including Pickup miss, Parts out):发生包括料尽和吸取失败在内的影像处理异常时,转 换到次料站。
是否使用使Verify功能
当NXT/AIM机器与Fujitrax通信时,请指定等待 Fujitrax应答的最长时间。一般请使用初期值5。
指定当NXT/AIM机器与Fujitrax通信失败时的重试次 数。指定为0时不进行重试。一般请使用初期值1。
在所设置的元件的封装种类(料带、料管、搬运轨 道等)与供料器的种类(宽度和间距)的设定都一 致的情况下,供料器设置OK。选择OFF:不检查 设置的供料器的类型。
(六)Signal tower settings (信号塔的设定 ):
单击与想变更的机器状态处于同一行的红/黄/蓝的任意一个图标。每次单击后的图标就变化,请设定信号塔发光模式(闪烁→灯亮→灯 灭)。 Red Light ON:生产快停止了;Flash:发生异常,生产停止了 Yellow Light ON:产量变低;Flash:要求操作者作业,正在发出信息 Blue Light ON:在为生产做准备,正在生产,手动模式;Flash:生产没有开始,正在等待前后工序 BuzzerON/OFF:单击与想要变更的机器状态处于同一行的蜂鸣器图标。每单击一次图标就改变,设定蜂鸣器的ON或者OFF。
3.
两个通道都用相同尺寸的支撑框时,请设定为「与通道1相同」。 与通道1的支撑框尺寸不同时,请设定支撑框的尺寸。 Lane Pitch Setting : Bring lane 2 forward :使用双搬运轨道时,通道2这边的搬运轨道要尽可能向前(通道1的方向)推紧。
这样贴装时的移动距离变小,可以提高生产效率。 Use the Lane Pitch Value :使用双搬运轨道时,通道1的基准轨道和通道2的基准轨道的间隔要与「通道间距设定值」保持一致 的标准来确定位置。。
Specify settings for each lane:每个通道使用不同的值时设定。0.3 to 1.0 (mm)设定通道2搬运轨道幅宽缝隙设置值。 11. Overlap conveyor settings(M6S and single conveyor S) :在搭载了单搬运轨道S的M6S模组,请将重叠搬运设定为ON/OFF。 12. Conveyor width check when panel is present :有电路板时会将F定位点误读为搬运轨道通道上的定位点。如果频繁地发生误读,请 设定为「不实施」。 13. Panel Clamp Timer (Lane1) :设定通道1的电路板夹紧时的残压强制排气时间。 14. Panel Clamp Timer (Lane2) :设定通道2的电路板夹紧后的时间。 15. Panel unloading order : Panels are unloaded in the order they are produced :在双搬运轨道生产的情况下,如果先被取入的电路板在生产中发生了料尽时, 会进行通道转换,转到另一通道的生产上去。在补充了元件后,除非在转换后的通道上也发生了料尽,或者是生产结束了,否则 不会再转换到原来电路板的通道上去。 生产的电路板在生产结束时逐个被送出。 Panels are unloaded in the order they are loaded :在双搬运轨道生产的情况下,如果先被取入的电路板在生产中发生了料尽时, 会进行通道转换,转到另一通道的生产上去。在补充了元件后,当后被取入的电路板的生产中发生了PP周期时间的停止时,会转 换到先被取入的电路板的通道上去。 生产的电路板按照取入的顺序被送出。在后被取入的电路板的生产先行结束时,会在先被取入的电路板送出结束后再被送出。
使用任意的最大宽度时,请选择「使用特殊尺寸」并输入数据。输入的可能范围是50~510mm。
2.
通道2电路板最大宽度的设定为「与通道1相同」时,如果指定值大于280mm,便只能运用单通道。 Maximum panel width for lane 2 :使用双搬运轨道时,输入与通道2配套的支撑用支撑框尺寸。( 支撑框的尺寸就是最大的电 路板宽度)。
使用Profiler功能。(只是在VerifyON时有效。) 请在机器内没有电路板的状态设定。
使用Profiler TempID功能。(只是在VerifyON时有 效。) 请在机器内没有电路板的状态设定。 Can continue using parts:由于料带拼接极限而停止 时,通过按下[SETOK]开关就能够继续使用元件。 Cannot continue using parts:尽管按下[SETOK]开 关也不能够继续使用元件。
(八)Fiducial mark settings (基准定位点读取设定 )
1.Fiducial mark recovery ON :F定位点读取异常时,进行补件。 OFF :F定位点读取异常时,进行补件。 2.Fiducial mark reading brightness Darker /Standard /Brighter :请按照以下设定光的强度。过亮、对比度不鲜明时,→ 设定成比当前的 设定要暗。过 暗时, → 设定成比当前的设定要亮。 3.Fiducial mark read error help function :请设定读取F定位点发生异常时的救助功能为有效(ON)/无效 (OFF)。
5.Panel position correction Target: Machine:在装置单位做电路板停止位置补正功能的设定时请选择。 Module:在模组单位做电路板停止位置补正功能的设定时请选择。 6. Panel position correction: ON(F MARK) :在电路板停止位置上进行F定位点补正量的补正。 ON(PANEL EDGE):在电路板停止位置上进行定位相机在读取电路板轮廓时的偏差量的补正。 OFF:不进行电路板停止位置补正。 7. Panel Check Retry:设定F定位点读取异常时的电路板的再定位功能ON/OFF。 8. Seamless conveyor stop: ON:当前工序的Job与后工序的Job不同时,不进行电路板的送出。 OFF:不管当前工序的Job与后工序的Job不同,进行电路板的送出。 9. Conveyor margin setting for lane 设定在Job所设定的电路板宽度上追加的搬运轨道的间隙量。搬运轨道的宽度为电路板宽度加上此 设定值。请在模组内没有电路板的状态下进行搬运轨道宽度间隙设定。如果在有电路板的状态下变更设定,有可能导致该电路板 无法继续生产。当出现这种情况时,有必要取出电路板之后再运转机器。 10. Conveyor margin setting for lane : Same as lane 1:使用与通道1相同的值时设定。