焊锡膏Sn42Bi58 RC-807(msds)
Sn42-Bi58锡膏

承認書SPECIFICATION FOR APPROVAL客戶(Client) :日期(Date) :産品名稱(Product Name) : Sn-Bi低温锡膏承認書編號(Series No.) :深圳市億鋮達工業有限公司Shen Zhen YiK Shing Tat Industrial Co., Ltd.香港公司:億鋮達工業有限公司Hong Kong Office :YIK SHING TAT INDUSTRIAL CO., LTD.地址:香港九龍觀塘鴻圖道26號威登中心1207室Address :Rm 7, 12/F, Westin Center, 26 Hung To Rd., Kwun Tong, KLN電話(T E L) :(852) 27932092 (10線)傳真(F A X) :(852) 27932097中國公司:億鋮達工業有限公司Shen Zhen office :YIK SHING TAT INDUSTRIAL CO., LTD.地址:廣東省深圳市寶安區西鄉前進二路76區段75區(流塘公園旁)Address :75 Zone (Beside LiuTang Park),76 Section ,QianJin Second Road,XiXiang, Baoan District, Shenzhen 518101, P. R. China電話(T E L) :(0755) 27473328 (30線)傳真(F AX) :(0755) 27473196中國工廠:億鋮達焊錫製造廠Shen Zhen Factory :YIK SHING TAT SOLDER MANUFACTURER地址:广东省东莞市企石镇东山管理区Address :Dongshan Administration Zone, Qishi Town, Dongguan Guangdong Province,China1.適用範圍(Application):本承認書僅適用于億鋮達工業有限公司,交付。
回流焊接用锡膏的成分和特性

回流焊接用锡膏的成分和特性锡膏主要由金属粉未、助焊剂均匀混合组成.根据用途不同,金属粉未通长由锡(Sn)、铅(Pb)银锡膏主要由金(Ag)、铜(Cu)、铟(In)等两种或两种以上的金属组成的混合物,金属粉未的细度通长在20um~75um之间.金属粉未是锡膏中的主要成份,也是装联焊接后的存留物.金属颗粒占整个锡膏体积的50%,约占锡膏总质量的90%左右.助焊剂是金属粉未的载体,它由活性剂、松香、溶剂、触变剂和悬浮剂等组成,其作用是:活性剂:去除金属表面的氧化物松香: 1)清除焊盘与锡膏本身的氧化层2)保护焊接后的合金不再氧化3)减少焊接中焊料表面的张力,促进焊料的润湿和扩散.溶剂:溶解锡膏中的固形成份,给锡膏带来流动性.触变剂:防止锡粉颗粒的分部,提高锡膏的印刷性,可降低锡膏印刷时的粘度.高可靠性锡膏成份与特性的分类2.锡膏的使用注意事项在印刷过程中对锡膏的选用是很重要的环节,选择锡膏应注意以下几点:2.1锡膏的金属成份和含量根据工艺的要求和零件能承受的温度来选择不同熔点的锡膏,锡膏的熔点由合金成份来决定.对于smt来说,一般选择Sn63、Sn62、Sn60的合金,它的熔点在179~184之℃间.目前我们使用的锡膏主要是Sn63/Pb37合金,这种合金最大的优点就是共晶.在温度达到183℃时,会毫不拖泥带水的成为液态锡,中间不存在固液态共存的现像.可有效的减少两端焊锡拉力失衡现像.锡膏中金属含量决定焊接合金的尺寸.随着金属含量的增加.焊接合金的尺寸也在增加.但是在相同的粘度下,随着金属含量的增加,焊料的短路和桥接也相对增加.金属含量对回流后合金的影响厚度(英寸)金属含量% 锡膏回流焊后合金90 0.009 0.004585 0.009 0.003580 0.009 0.002575 0.009 0.0020回流焊接后要求焊端与焊盘焊接要牢固.焊量饱满并在零件焊端方向上有1/3~2/3的爬锡高度.为了满足焊点焊锡量的要求,通长选用85~92%的锡膏,锡膏内金属的含量在90%左右时,使用的效果最好.2.2锡膏的金属粉未形状锡膏的金属粉未是在惰性气体中将熔融的焊料雾化而制成的微细粒状金属.锡膏中金属粉未的颗粒有三种形状:即球形、近球形和不定形,.在相同的质量下,球形的表面积是最小的.表面积越小被氧化的可能性便越小,越小的氧化便对焊接越有利.不定形颗粒没有明显的形状和细度,这种锡膏有较大的表面氧化比,故焊接性能较差,近球形则介于两者之间.所以应选择球形或近球形的锡膏.2.3锡膏的金属颗粒的尺寸锡膏颗粒的大小对焊接有极大的影响,尺寸大的情况下颗粒之间存在的间隙随之增大,充填间隙的助焊液比例也会增加.这有助于焊接时更好的去除氧化物,但是金属含量不足会对吃锡造成影响.金属颗粒比较小时,颗粒之间排列比较紧密,金属含量增加对锡膏的印刷以及形成合金会有帮助,但是金属表面积也会增加,氧化物也随之增加.颗粒越细对锡膏印刷性有利,因间隙小,细颗粒内的助焊剂含量比大颗粒的要少.锡膏颗粒尺寸的大小是通过网目数决定的,单位内的网目数量越多颗粒越细.锡膏分类和网目及尺寸类型网目尺寸Ⅰ类 -100/+200 100目(150um) 0.0059 "Ⅱ类 -200/+325 200目(75 um) 0.0030"Ⅲ类 -325/+500 325目(45um) 0.0018"Ⅳ类 -400/+500 400目(38um) 0.0015"Ⅴ类 -500/+635 500目(25um) 0.0010"600目(20um) 0.0008"颗料越大,充填间隙的助焊液越多,还原氧化的能力也越好.颗粒越小,总的表面积越大,颗粒排列越紧密,助焊剂相对会少一些,对焊接时还原氧化物比较不利.数种适合细间距印刷用锡粉的颗粒尺寸与测试结果测试 38~63um 38~45um 22~45um 20~38um印刷间距 0.5mmP O O O O0.4mmP X O O O0.3mmP X X O O扩散率(%) 93.4 93.4 93.7 93.7锡球(数)* 0.64 0.35 0.53 3.50氧化物含量(ppm) 40 60 70 100热(预烤)垂流 37 84 90 111 *:焊垫间的锡球数量比 O:印刷性良好 X:印刷性不良2.4助焊剂的类型锡膏中的助焊剂作用有: 1)清除焊盘与锡膏本身的氧化层 2)保护焊接后的合金不再氧化 3)减少焊接中焊料表面的张力,促进焊料的润湿和扩散.由于回流焊时锡粉会加速氧化,因此助焊剂必须要有足够的活性来清除这些氧化物.另外一个考虑是焊接后板子是否要清洗,若为免洗,必须选择无腐蚀、低残留的免洗锡膏.锡膏按助焊剂的类型分为RSA(强活化型) 、RA(活化型)、RMA(弱活化型)、R(非活化型),一般情况下我们选择RMA比较适合.2.5锡膏的粘度锡膏流变性质即粘度,锡膏的粘度是指锡膏受到外来推力所出现的一种反抗阻力.锡膏中溶剂多则粘度低,反之粘度则高.锡膏粘度随着钢板上刮刀的运动变化而变化,当刮刀刮印时粘度变低,停止作用后,锡膏又回到原来的粘度.同时粘度也会随温度的变化而变化,温度升高时锡膏的粘度会降低.有试验表明,温度每上升4℃则粘度下降10%.锡膏的粘度是锡膏的主要性能,粘度的单位为“cps”适合精细间距印刷的粘度范围是750kcps(75万cps)~1050kcps,900kcps是最佳的印刷粘度.2.6锡膏的塌落性锡膏印刷到焊盘以后的伸展能力即锡膏的塌落,锡膏的塌落度主要取决于锡膏中金属成份的含量和金属颗粒的细度,金属含量越高,塌落度越小,印刷后在室温下停留的时间越长,溶剂挥发的越多,更容易发生塌陷.与置件压力也有关系.3 锡膏使用的注意事项3.1锡膏的储存锡膏的储存温度要求为0~10℃,并要求保持稳定性,通长须放在冰箱内储存.锡膏在规定的温度下可保持3~6个月的使用寿命,锡膏要求的工作环境温度为21~25℃,相对湿度在40~60%RH,这样的操作条件对印刷最为有利.温度低于21℃,粘度高成形佳,不利于印刷和脱模.温度大于25℃,有利于好印刷和脱模,但成形不佳容易发生流塌,造成短路发生.湿度太大,印刷后的锡膏容易吸收空气中的水份,回流焊接时容易产生锡珠.锡膏在过份干燥的环境中,助焊剂会加速挥发,造成焊接时无法完全清除氧化物.3.2使用前注意事项锡膏在使用前,从冰箱中取出后不要立即打开包装使用,要放在工作条件下即室内温度进行回温4~6小时.因为刚从冰箱内取出的锡膏温度比较低,如果这时冒然打开瓶盖与外界空气接触,便会与空气中的湿气发生冷凝而产生水份.回温的目地就是使锡膏的温度与室温一致.严禁以任何加热的方式使锡膏回温.这样会破坏助焊剂内的化学性质,降低锡膏的性能.为了产生良好的印刷适性,印刷前必须进行充分有效的搅拌,因为锡膏贮存时会产生分离,即锡膏中比重较大的金属粉未与比重较轻的助焊剂相分离.金属部份会沉积在容器的底部,而溶剂部份会浮在容器的上部份.搅拌可使金属粉未与助焊剂充分混合在一起.搅拌可以使用搅拌机进行,根据作业指导书进行设定,在没有搅拌机情况下也可使用人工搅拌,人工搅拌必须使用塑料或圆形的工具进行搅拌,以防止破坏锡膏颗粒的形状.锡膏在上线以前,必须经过粘度测试,符合标准才可以生产.锡膏粘度一般采用粘度计测量.如果没有粘度测量仪,也可以采用另一种最简便的方法,人工搅拌五分钟后用搅拌刀挑起一团锡膏离容器上方2~3寸,让锡膏自然滑落,如锡膏粘在搅拌刀上则表明粘度太大,如果锡膏像缎子一样滑下,则表示粘度太小,锡膏如果从搅拌刀上下滑,并形成一段段的下落,则锡膏粘度刚好.3.3使用中注意事项在印刷过程中,锡膏中的助焊剂等会随着时间和外界温湿度而减少.因此,在添加新锡膏时,应做到少量多次,新旧锡膏的添加比例为1:1左右.及时将扩散到刮刀两端的锡膏刮到中间,应为锡膏在滚动时保持适当的粘性.另外锡膏机在印刷时应尽量加盖盖起来,减少外界的环境影响.3.4锡膏的使用寿命锡膏从冰箱内取出退冰后,必须在24小时内使用,如果未使用完则要放回冰箱内保存,打开瓶盖的锡膏,必须有8小时的有效时间使用完,如果未使用完,则允许重复放回冰箱一次,注意,应另外使用干凈的容器来装置这些锡膏,不可以和未使用的锡膏混装在一起.如果超过8小时未使用完,则应做报废处理.在下次使用时应优先使用未用完的回收锡膏,并须经过退冰和搅拌.供应无铅免洗焊锡膏SAC305型号:BC998 粘度:220(Pa·S)颗粒度:25~45(um)品牌:禾田规格:Sn-Ag3.0-Cu0.5 合金组份:锡银铜活性:高类型:无铅清洗角度:免清洗熔点:217~221 本公司生产之焊锡膏由优质助焊剂与低氧化度的球形焊料粉末精制而成,具有优越的溶解性和持续性,适用于不同间距器件的贴装,选用本厂焊锡膏有如下优势:*合理化之价格;*可提供SMT制程导入之工艺辅导;*五温区会焊以上回焊炉可以在不充氮下完成切换;*顶点回焊温度介于232—246℃之间;HXW焊锡膏系列:*PCBA系列锡膏;*散热器组件专用锡膏;*穿孔插件专用锡膏;*BGA植球与维修专用锡膏;*特殊金属表面焊接专用锡膏...供应免洗焊锡膏Sn63型号:GBC78 粘度:100(Pa·S)颗粒度:25~45(um)品牌:禾田规格:Sn63/Pb37合金组份:锡铅活性:高RMA 类型:有铅清洗角度:免洗型熔点:183 本公司生产之焊锡膏由优质助焊剂与低氧化度的球形焊料粉末精制而成,具有优越的溶解性和持续性,适用于不同间距器件的贴装,选用本厂焊锡膏有如下优势:*合理化之价格;*可提供SMT制程导入之工艺辅导;*五温区会焊以上回焊炉可以在不充氮下完成切换;*顶点回焊温度介于232—246℃之间;HXW焊锡膏系列:*PCBA系列锡膏;*散热器组件专用锡膏;*穿孔插件专用锡膏;*BGA植球与维修专用锡膏;*特殊金属表面焊接专用锡膏...无铅锡膏Sn42Bi,SMT贴片锡膏产品详细说明型号:HM998 粘度:200(Pa·S)颗粒度:25~45(um)品牌:禾田规格:Sn42Bi58合金组份:锡铋活性:高RMA 类型:无铅清洗角度:免洗型熔点:138优质进口锡粉制成;锡粉的氧化程度极低;IC引脚爬升性好,吃锡饱满;少锡珠及立碑现象;免洗型产品的残留物极少;具有良好的印刷性、稳定性和粘性;可针对个别制程研配。
中低温锡膏比较

环保:符合RoHSDirective2011/65/EU。
采用无铅Sn42Bi58合金,符无卤:依据EN14582测试,Cl≤900PPM,Br≤900PPM全新技术支持,独有的化学润湿性好:独有的化学配方提供优良润湿性,弥补无回流后残余物极少,且是非使用高效能触变剂,能有效工艺适应性好:优异的分配和流动性适应钢网及滚筒符合美国联合标准ANSI/J-高粘性:粘性高,粘力持久,确保插件时不产生滴落抗滴落:朝下回流焊锡不滴落,返修减少,提高首次能准确控制焊粉,25~45μm,特制焊剂确保良好连续印刷及精细图案。
更先进的保湿技术,粘力持高可靠性:不含卤素,IPC分级ROL0级。
低残留:回流后残留浅,分布均匀,可用于LED白色残余物无色透明,不影响检免洗及清洗性能优良。
优秀的印刷性和印刷寿命:超过8小时的稳定一致印刷性能。
焊点光亮,其他性能优良。
环保:符合RoHSDirective2011/65/EU。
无卤:依据EN14582润湿性好:独有的化学配方提供优良润湿性,弥补无铅合金润湿不足,确保工艺适应性好:优异的分配和流动性适应钢网及滚筒印刷工艺。
高粘性:粘性高,粘力持久,确保插件时不产生滴落。
抗滴落:朝下回流焊锡不滴落,返修减少,提高首次通过率。
高可靠性:不含卤素,IPC分级ROL0低残留:回流后残留浅,分布均白色板焊接。
小时的稳定一致印刷性优秀的印刷性和印刷寿命:超过00PPM,Cl+Br≤1500PPM。
润湿性,弥补无铅合金润湿不足,确保高可靠性能。
适应钢网及滚筒印刷工艺。
件时不产生滴落。
减少,提高首次通过率。
可用于LED白色板焊接。
的稳定一致印刷性能。
测试,Cl≤900PPM,Br≤900PPM,Cl+Br≤1500PPM。
润湿性,弥补无铅合金润湿不足,确保高可靠性能。
适应钢网及滚筒印刷工艺。
件时不产生滴落。
减少,提高首次通过率。
级。
定一致印刷性能。
低温焊锡膏Sn42Bi58回流焊要求

绿志岛焊锡生产Sn42/Bi58无铅低温锡膏、低温焊锡膏熔点138℃;作业温度需求150~170℃(Time30~60Sec);为目前最合适的焊接材料;由于CPU 散热器及散热模组,无铅锡膏具备高抗力及高印刷性,回焊后亮度高且表面残留物低无需清洗,无卤素化合物残留,符合环保禁用物质标准。
无铅中温锡膏LZD牌Sn64/Ag1/Bi35无铅低温锡膏、低温焊锡膏熔点178℃;作业实际温度需求200-220℃(Time 30-60Sec);为目前最适合的焊接材料;由于低温作业提升制造良率,广泛应用于高频头、插件PCB板、遥控板,对不能承受高温PCB板具有良好的上锡性及焊接牢固度;无锡铅膏具备高抗力性及优良的印刷性能,回焊后焊点饱满且表面残留物极少无需清洗,无卤素化合物残留,符合ROHS环保禁用物质标准.1:预热阶段:·在预热区,锡膏内的部分挥发性溶剂蒸发,并降低对元器件之冲击。
·要求:升温斜率为1.0~3.0℃/秒。
·若升温速度太快,则可能会引起锡膏的流动性及成份恶化,造成锡球及桥连等现象,同时会使元器件承受过大的热应力而受损。
2:保温阶段:·在该区助焊剂开始活跃,化学清洗行动开始,并使PCB在到达焊区前各部温度均匀·要求:温度为110℃~138℃,时间为90~150秒,升温斜率应小于2/秒。
3:回焊阶段:·锡膏中的金属颗粒熔化,在液态表面张力作用下形成焊点表面。
·要求:峰值温度为170~180℃,138℃以上时间为50~80秒(1mporant)。
·若峰值温度过高或回焊时间过长,可能会导致焊点变暗,助焊剂残留物炭化变色,元器件受损等。
·若温度太低或回焊时间太短,则可能会使焊料的润湿性变差而不能形成高品质的焊点,具有较大热容量的元器件的焊点甚至会形成虚焊。
4:冷却阶段:Sn42/Bi58无铅低温锡膏(TYPE:DK-309)回流焊设置要求对比:序号温区1温区2温区3123温区4温区5140160180160180200温区6温区7温区81801902200180200180180200温区9252525速度80cm/min80cm/min效果灯珠变S形不好有10%灯珠答桥80 100120100120140120140160110cm/min有5%灯珠答桥。
新型铝合金免电镀焊锡膏产品介绍

Sn锡:99.0 Ag银:0.3 Cu铜:0.7
Sn锡:64.0 Bi铋:35.0 Ag银:1.0
Sn锡:51.0 Bi铋:40.0 Zn锌:9.0
合金颗粒体 积(μm)
25-45 20-63 25-45 20-63 25-45
25-45
25-45
合金熔点(℃) 187 环保指标 无铅环保
183 有铅
单位:元
单位锡膏成本
1.698
5.268
单位:元
单位成本合计
7.798
5.268
单位:元
生产 数量
30000
30000
单位:套
总成本 对比结论
233940
158040
单位:元
原生产此批散热器需要 15 天时间、成本 23.4 万元;使用新型锡膏仅需 8 天、成本 15.8 万元;
生产周期节省 47%,成本节省 32%
所以,实现铝铝、铝铜之间直接低温焊接,就成为一项极有市场价值的科 研课题。我公司自2006开始,投入巨资组织科研力量,并引入数名国内外著名 的焊接专家集中攻关,经过五年的努力,现已成功解决这一难题。
我司生产的WD11、WD12系列铝焊锡膏(以下简称新型锡膏),已经成功的实 现了在1100、1050、6061、6063等多型铝材及铝合金上的可靠焊接。在焊接工 艺和使用方法上,与市场上现有的焊膏产品基本一致。在焊接强度、热传性 能、抗腐蚀性能等方面完全达到甚至超过现行的电镀后焊接技术。本系列产品 也已经通过了SGS的ROHS环保测评。
改; 2、两种的锡膏价格都受金属市场价格影响,会有一定幅度的波动,但波动范围一般不会严重影响测 算结果; 3、基材生产所需的周期、成本等因素,无论使用新、旧锡膏都不发生变化,故不在测算范围内;
解析锡膏锡粉的成分编号尺寸

解析锡膏锡粉的成分、编号尺寸
锡粉也就是金属合金,主要用途在体现焊接的强度,其主要成份包含有下列几种:
Sn(锡)Ag(银)Cu(铜)Bi(铋)
锡粉会因为不同锡膏的编号而有不同成分及比率组成,但既使式相同的编号但厂牌不一样,其成份也会有些许的不一样,有些可能是为了避开专利,有些则是自己的独门秘方。
以目前最多人使用的YT-688为例,就是使用锡(Sn,96.5%)、银(Ag,3%)、铜(Cu,0.5%)比率的锡膏;而YT-685,则是使用锡(Sn,99%)、银(Ag,0.3%)、铜(Cu,0.7%)比率的锡膏。
锡粉除了成份不一样之外,锡粉的颗粒大小也有不同,而且根据不同的锡粉大小给出了锡粉的编号,可是这个锡粉大小的编号老实说并没有统一,只是各家厂牌大概都使用号码越小的颗粒越大的默契。
锡粉的编号及尺寸大致如下:
2号粉:直径大约在36-72um
3号粉:直径大约在25-45um
4号粉:直径大约在20-38um
5号粉:直径大约在10-15um
锡粉的直径越小,基本上就越容易滚落钢板的开口,也就是说越容易透过钢板印刷於电路板上,而且较不易残留於钢板上开口边缘,有助提高细间距的印刷能力,也比较能够获得一致性的锡膏印刷量;而且较小的锡粉也较能提高其耐坍塌性,润湿的效果也较好。
但也因为锡粉越小,其与空气接触的面积就越大,所以也就越容易氧化。
所以挑选锡膏时并不是锡粉的颗粒越小越好,而是要视产品的需求来决定,而且还得规定锡膏颗粒的均匀度。
如何决定锡膏的大小?
锡膏氧化基本上有三要素:温度、空气、水。
锡粉的外形有球形及椭圆形两种,球形印刷适用范围广,表面积小,氧化度低,焊点光亮;椭圆形则较差。
锡膏基础知识介绍应该怎么使用
锡膏基础知识介绍应该怎么使用焊锡膏是伴随着SMT应运而生的一种新型焊接材料,生活中有很多情况需要用到锡膏。
下面是小编带来的关于锡膏基础知识的内容,欢迎大家阅读!锡膏基础知识焊锡膏,主要由助焊剂和焊料粉组成(FLUX &SOLDER POWDER)(一)、助焊剂的主要成份及其作用:A、活化剂(ACTIVATION):该成份主要起到去除PCB铜膜焊盘表层及零件焊接部位的氧化物质的作用,同时具有降低锡、铅表面张力的功效;B、触变剂(THIXOTROPIC) :该成份主要是调节焊锡膏的粘度以及印刷性能,起到在印刷中防止出现拖尾、粘连等现象的作用;C、树脂(RESINS):该成份主要起到加大锡膏粘附性,而且有保护和防止焊后PCB再度氧化的作用;该项成分对零件固定起到很重要的作用;D、溶剂(SOLVENT):该成份是焊剂组份的溶剂,在锡膏的搅拌过程中起调节均匀的作用,对焊锡膏的寿命有一定的影响;(二)、焊料粉:焊料粉又称锡粉主要由锡铅、锡铋、锡银铜合金组成,一般比例为SN63/PB37、SN42BI58、SN96.5CU0.5AG3.0和SN99.7CU0.7AG0.。
概括来讲锡粉的相关特性及其品质要求有如下几点:A、锡粉的颗粒形态对锡膏的工作性能有很大的影响:A-1、重要的一点是要求锡粉颗粒大小分布均匀,这里要谈到锡粉颗粒度分布比例的问题;在国内的焊料粉或焊锡膏生产厂商,大家经常用分布比例来衡量锡粉的均匀度:以25~45μm的锡粉为例,通常要求35μm左右的颗粒分度比例为60%左右,35μm 以下及以上部份各占20%左右;A-2、另外也要求锡粉颗粒形状较为规则;根据“中华人民共和国电子行业标准《锡铅膏状焊料通用规范》(SJ/T 11186-1998)”中相关规定如下:“合金粉末形状应是球形的,但允许长轴与短轴的最大比为1.5的近球形状粉末。
如用户与制造厂达成协议,也可为其他形状的合金粉末。
”在实际的工作中,通常要求为锡粉颗粒长、短轴的比例一般在1.2以下。
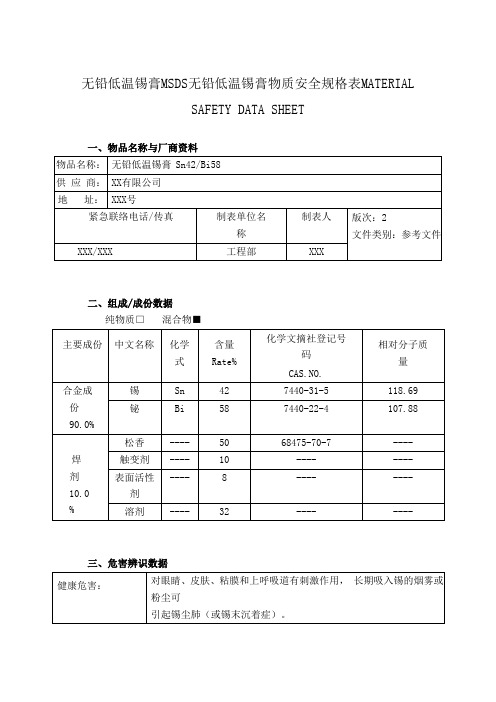
无铅低温锡膏MSDS无铅低温锡膏物质安全规格表MATERIAL SAFETY DATA SHEET
主要成份
中文名称
化学式
含量 Rate%
化学文摘社登记号码
CAS.NO.
相对分子质量
合金成份90.0%
锡
Sn
42
7440-31-5
118.69
铋
Bi
58
7440-22-4
107.88
焊剂10.0%
松香
----
50
68475-70-7
----
触变剂
----
10
----
----
表面活性剂
----
1.空气中粉尘浓度超标时,必须佩戴自吸过滤防尘口罩;
2.紧急事态抢救或撤离时,应该佩戴空气呼吸器。
眼睛防护:
戴化学安全防护眼镜。
身体防护:
穿防毒物渗透工作服。
手防护:
戴乳胶手套。
车间卫生标准:
1.工作现场禁止吸烟、进食和饮水。工作完毕,淋浴更衣;
2.实行就业前和定期的体检。保持良好的卫生习惯。
九、物理及化学性质
雨淋,防高温。车辆运输完毕应进行彻底清扫。
十五、法规资料
法规信息:
1.化学危险物品安全管理条例,化学危险物品安全管理条例实施细则;
2.工作场所安全使用化学品规定等法规,针对化学危险品的安全使用、生产、储存、运输、装卸等方面均作了相应规定;
3.车间空气中锡卫生标准,规定了车间空气中该物质的最高容许浓度
——
十一、毒性资料急毒性:
急性毒性:
LD50:无资料,LC50:无资料。
刺激性:
——
亚急性和慢毒性:
——
致突变性:
——
致敏感性:
——
致畸性:
——
焊锡抗氧化还原剂(MSDS)

化学品中文名称焊锡抗氧化还原剂化学俗名或商品名焊锡抗氧化还原剂化学品英文名称Anti-oxidant Reducer企业名称东莞市凡恩化工科技有限公司地址东莞市凤岗镇金凤路花果三巷三号企业应急电话0769-84465858有害成分氟硼酸钾 / 表面活性剂 / 活化剂浓度/浓度范围72.8 % / 少量 /21.5%CAS NO. 14075-53-7/ 无/无危险性类别未分类。
侵入途径吸入、食入、皮肤接触。
健康危害皮肤健康危害:造成化学灼伤。
眼睛健康危害:造成眼灼伤及眼角膜损伤。
消化器官危害:工业级化学品绝不可食用,否则会造成口腔腐蚀、喉部黏膜剥离。
环境危害造成海洋或河流污染,不可排入海洋或河流环境。
燃爆危险危险性可能存在(可能存在BF3的腐蚀现象)。
眼睛接触使眼帘张开以大量清水冲洗眼睛至15分钟(必要时立即就医)。
皮肤接触以肥皂及大量清水冲洗(必要时立即就医)。
吸入无吸入伤害气体,不会影响呼吸器官。
食入用大量的清水彻底漱口给患者喝下,不可诱导患者呕吐;立即就医。
危险特性不能与强酸、强碱混合,无燃烧性和爆炸性。
有害燃烧产物无燃烧性。
灭火方法及灭火剂采用干粉二氧化碳灭火。
应急处理处理人员需戴橡胶或PVC手套,口罩,用水反复冲洗进行净化。
操作处置注意事项置于通风处,避免皮肤、眼睛和衣物直接接触。
储存注意事项置于阴凉、干燥、通风好的区域,定期检查是否有破损、渗漏,贮存区应标示清楚,无障碍物。
工程控制确保适当的通风。
呼吸系统防护呼吸保护为一般要求。
眼睛防护处理操作时,戴防护镜(通风好时可以不戴)。
身体防护穿一般工作服。
手防护戴橡胶或PVC手套。
外观与形状:白色粉末状PH值:6.5熔点(℃):300度以上沸点(℃): 700度以上相对密度(水=1):2.49 相对蒸气密度(空气=1):无意义闪点(℃):不燃引燃温度(℃):无意义爆炸上限%(V/V):无意义爆炸下限%(V/V):无意义主要用途减少波峰炉内锡渣的产生。
Sn42-Bi58锡膏
承認書SPECIFICATION FOR APPROVAL客戶(Client) :日期(Date) :産品名稱(Product Name) : Sn-Bi低温锡膏承認書編號(Series No.) :深圳市億鋮達工業有限公司Shen Zhen YiK Shing Tat Industrial Co., Ltd.香港公司:億鋮達工業有限公司Hong Kong Office :YIK SHING TAT INDUSTRIAL CO., LTD.地址:香港九龍觀塘鴻圖道26號威登中心1207室Address :Rm 7, 12/F, Westin Center, 26 Hung To Rd., Kwun Tong, KLN電話(T E L) :(852) 27932092 (10線)傳真(F A X) :(852) 27932097中國公司:億鋮達工業有限公司Shen Zhen office :YIK SHING TAT INDUSTRIAL CO., LTD.地址:廣東省深圳市寶安區西鄉前進二路76區段75區(流塘公園旁)Address :75 Zone (Beside LiuTang Park),76 Section ,QianJin Second Road,XiXiang, Baoan District, Shenzhen 518101, P. R. China電話(T E L) :(0755) 27473328 (30線)傳真(F AX) :(0755) 27473196中國工廠:億鋮達焊錫製造廠Shen Zhen Factory :YIK SHING TAT SOLDER MANUFACTURER地址:广东省东莞市企石镇东山管理区Address :Dongshan Administration Zone, Qishi Town, Dongguan Guangdong Province,China1.適用範圍(Application):本承認書僅適用于億鋮達工業有限公司,交付。
焊锡膏MSDS
焊锡膏安全技术说明书MSDS1、产品与企业标识商品名:焊锡膏生产商:金鹰实业XX地址:建德市寿昌火车站东面电话:04传真:08应急咨询:002、主要成分/性状名称:焊锡膏主要成分:树脂酸90% CAS NO. 64742-94-5脂肪酸 4.8% CAS NO.91050-89-4松香醇:5.2% CAS NO.764667-65-4外观与性状:无色透明液体,易挥发、易燃。
不溶于水,易溶于有机溶剂。
主要用途:供酚醛漆稀释剂及清洗机械零件。
3、健康危害注意:3.3类易燃液体,可引起眼和皮肤刺激。
侵入途径:吸入、食入、经皮肤吸收。
急性危害:对皮肤粘膜有刺激性,对中枢神经有麻醉作用,引起急性中毒;短时间内吸入较高浓度本品可出现眼及上呼吸道明显的刺激症状,眼结膜及咽部充血、头晕、头疼、恶心、呕吐、胸闷、四肢无力,步态蹒跚,意识模糊,重症有可能有躁动,抽搐、昏迷。
慢性中毒:长期接触可发生神经衰弱综合症,肝肿大、女工月经异常灯。
皮肤干燥、皲裂皮炎。
4、急救措施皮肤接触:脱去被污染的衣着,用肥皂水和清水彻底冲洗皮肤。
眼睛接触:提起眼睑,用流动清水或生理盐水冲洗,就医。
吸入:迅速脱离现场至空气新鲜处。
保持呼吸道通畅,如呼吸困难,给输氧,如呼吸停止,立即进行人工呼吸、就医。
食入:饮足量温水、催吐、就医。
5、燃爆特性与消防危险特性:本品易燃,其蒸汽与空气易形成爆炸性混物遇明火、高热能引起燃烧爆炸,遇氧化剂能发生强烈反应,流速过快,容易产生和积聚静电,其蒸汽比空气重,能在较低处扩散到相当的地方,遇明火会引起回燃。
灭火方法:喷水冷却容器;容器若已变色或从安全泄压装置中产生声音,必须马上撤离。
灭火剂:泡沫、干粉、二氧化碳、砂土、用水灭火无效。
注意事项:消防员必须佩带自给正压式呼吸器。
有害燃烧产物:一氧化碳、二氧化碳有毒烟雾。
6、泄漏应急处理迅速撤离泄漏污染区人员至安全区,并进行隔离,严格限制出入,切断火源。
建议应急处理人员戴自给正压式呼吸器,穿消防护服。
低温锡膏与模组焊接工艺培训
139-139℃(熔溶區、頂點溫度170至200℃)
熔溶時間一般控制在60~100S之間,頂點溫度控制在170~200℃。 如果元件不能承受高溫,則頂點溫度設定為170℃;如果元件可以 承受高溫,則頂點溫度設定為200℃,可增加焊接牢固度
2/9/2019
/sundae_meng
2/9/2019 /sundae_meng 5
1)
2)
3) 4) 5)
助焊膏的功能 錫粉顆粒的載體 提供合適的粘度、粘性、流變性,方便 使用 去除焊接表面及錫粉顆粒氧化層 增強合金的潤濕能力 形成安全無腐蝕的殘留物
/sundae_meng 6
2/9/2019
/sundae_meng
24
合金 SnBi SnAgCu SnAg SnCu
熔點 139℃ 221℃ 227℃
價格 低 高 中等
強度 偏低 好 好 好
216-220℃ 高
潤濕性可用特製焊劑彌補,不進行比較
2/9/2019
/sundae_meng
13
項目 特性 鉛含量 ≤500ppm、內控標準≤200ppm。 潤濕性 超過任何一款已被測試的錫膏,焊接釺著率高,焊接 強度好,熱阻低。 潤濕持 適應更寬的工藝視窗,減少溫度波動造成的不良。 久性 允許長時間回流,提供充足時間用於形成介面合金。
殘留狀 況 粘度 保濕性
2/9/2019
殘留松香無色,分佈均勻,優異的殘留隱藏性能,散 熱器外觀更佳。 粘度適當,適合點塗、絲印、網印,點塗順暢連續。 保濕性能優異,適應生產制程要求。
/sundae_meng 14
標籤說明:永安低溫錫膏采用綠色标签,說明 錫膏符合RoHS為綠色環保產品。 包裝有兩種:
锡膏介绍

Base metal
Profile之預熱段
• 各種錫膏在預熱段要求的升溫速率及進 入恆溫區的溫度並不盡相同,其主要取 決於溶劑(Solvent)的揮發溫度以及松香 (Rosin)的軟化點
Profile恆溫區
• 恆溫區其目的在於使PCB上所有的零件 溫度達到均溫,減少零件熱衝擊,恆溫 區的長度則取決於PCB面積的大小及零 件之多寡
50
40
30
20
10
0
0
0.5
1
1.5
2
Am ountofsilverin alloy powder(wt%)
SOLDER BALL(CHIP)
• 錫量之控制(stencil design,PCB pad layout)
• Printing process control
• 置件之壓力的控制
• Reflow 的 Profile調整
38 Microns
38-20 Microns 20 Microns
25 Microns
25-15 Microns 15 Microns
15 Microns
15-5 Microns 5 Microns
錫膏常用之ALLOY
SOLDER ALLOYE USED FOR SOLDER PASTES
Alloy composition
SOLDERBALL (Stencil design)
Method of reduce quantity of solder paste
Stencil opening can be as small as 60 ? 70% of pad area. Change the stencil thickness (0.15? 0.12mmt)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
健康危害效應:
急性:
˙吸入:吸入高量的蒸氣可能會引起貧血、失眠、虛弱、便秘、反胃及腹痛等症狀,
吸入過量的蒸氣可能會對造血、神經、生殖、腸及泌尿系統造成傷害。
˙眼睛、皮膚接觸:熔錫進入眼中可能造成永久的傷害,皮膚與熔錫接觸可能造成嚴重的組織傷害。
環境影響:量大造成空氣汙染。
物理性及化學性危害:灼傷及吸入分解產物可能造成之神經傷害。
處置:
1.閱讀所有的容器標示。
2.工作場所嚴禁吃東西、喝飲料、抽煙及化粧。
3.無法回收或再循環使用的原料、製品或廢料應請合格廢棄物處理商妥為處理。空容器可能仍殘留粉塵或固體而有危險性,處置人員應閱讀容器上與該項物質有關的所有警語及預防措施。
儲存:避免高溫、陽光直射及氧化劑、酸與過氧化氫。
八、曝露預防措施:
不適用
上限(UEL)
不適用
蒸氣比重(空氣=1):不適用
蒸氣壓(21.1℃):不適用
密度:8.7g/cm3
水中溶解度:不溶於水
十、安定性及反應性:
安定性
安定
特殊狀況下可能之危害反應
不安定
危害分解物:無。
應避免之狀況:高溫。
應避免之物質:強酸,強碱。
十一、毒性資料:(本項無法取得相關資料)~NIF (No Information Found)
特殊危害:某些金屬化物可能會致癌。
主要症狀:皮膚及器官有刺激感。
危害物質分類:第九類:其他危險
圖示:第九類:其他危險
4、急救措施
不同暴露途徑之急救措施:
˙吸入:將患者移至清新空氣處,如果患者已停止呼吸,則施以人工呼吸並送急診。
˙皮膚接觸:以大量的清水沖洗,如可能時使用肥皂。如果刺激感仍存在,則尋求醫療看護。
衛生措施:工作後,吃東西、喝飲料或抽煙前應洗手。
頁次2/4
物質安全資料表
九、物理及化學資料:
物質狀態:□液體□液化氣體□壓縮氣體
pH值:不適用
形狀:膏狀
顏色:灰色
分子量:不適用
氣味:無氣味
沸點:不適用
熔點:138℃
分解溫度:482℃
閃火點:不適用℃□開杯□不適用
自燃溫度:不適用
爆炸界限﹪
下限(LEL)
急毒性:---
局部效應:---
致敏感性:---
慢毒性或長期毒性:---
特殊效應:---
十二、生態資料:(本項無法取得相關資料)~NIF
可能之環境影響/環境流佈:
˙水中毒性:
˙移動性、生物累積性:
十三、廢氣處理方法:(本項不適用)
廢氣處置方法:
˙未使用或殘存氣體:
˙緊急狀況時:
十四、運送資料:
國際運送規定:
INTERNATIONAL MARITIME’DANGEROUS GOODS CODELABEL:
美國DO’T SHIPPING LABEL:
DO’T SHIPPING NAME:
聯合國編號:不適用
國內運送規定:除依據操作及保管上應注意事項外,亦應仔細閱讀容器上之相關標示
頁次3/4
物質安全資料表
特殊運送方法及注意事項:無。
物質安全資料表
1、物品與廠商資料:
物品中(英)文名稱:無鉛錫膏
物品編號:RC-807
製造商或供應商名稱:昆山泰威尔电子科技有限公司
製造商或供應商地址:昆山千灯镇石浦机场路南侧华光路1号
2、成份辨識資資:
中(英)文名稱
化學式
含量
化學文摘杜登記號碼(CAS NO.)
松脂(Rosin)
---
3.6-5.4%
十五、適用法規:
勞動安全衛生法、銀中毒預防規則、廢棄物清理法。
十六、其他資料:
參考文款:AIR PRODUCTS MSDS、INTERN TIONAL MARITIME DANGEROUS GOODS CODE
危害等級分類
NFPA
HMIS
等級:0:最少;1:輕微;2:中等;3:高的;4:嚴重
NFPA:National Fire protection Association rating identifies dazards during a fire emergency.
製表人
名稱:品质部经理
姓名(簽章)
Tony
製表日期
2011年3月3日
修訂日期
年月日
版次:1
*本表僅供參考,運作人需自行必要的處理。
頁次4/4
工程控制:提供足夠的機械式排氣裝置。
容許濃度
生物指標
時量平均容許濃度
(TWA)
短時間時量平均容許濃度
(SGEL)
最高容許濃度
(Ceiling)
LD50
(測試動物、吸收途徑)
LC50
(測試動物、吸收途徑)
Sn:2.0mg/m3
----------------
----------
-------------
物質安全資料表
五、滅火措施:
適用滅火劑:水、泡沫、乾粉及二氧化碳滅火劑。
滅火磚可能遇過之特殊危害:無相關資料可查。
特殊滅火程序:不適用。
消防人員之持殊防護設備:氧氣筒及防護衣。
六、洩露處理方法:
個人應注意事項:避免吸入銲錫煙氣或粉塵。
環境注意事項:勿使洩露區域廣大。
清理方法:抽氣或沖洗。
七、安全處置與儲存方法:
˙眼睛接觸:以大量的清水沖洗,15分鐘或者直到刺激感消失。如果,刺激感仍存存,則尋求醫療看護。
˙食入:勿催吐(除非醫療人員指示),如果,患者仍有意識且清醒,立刻送診。
最重要症狀及急害效應:皮膚及器官的刺激感。
對急救人員之防護:急救人員應配戴防塵口罩及防護衣。
對醫師之提示:錫之粉塵及煙氣傷害。
頁次1/4
美國防火協會定對火災燒燙之危害等級
HMIS:Hazardous Materials Identification System rating applies to process as packaged.危害物質系統應用於產品危害等級
健康
1
1
著火性
0
0
反應性
0
0
製表單位
名稱:深圳市榮昌科技有限公司
地址:中國深圳寶安西鄉銀田工業區C1棟
8050-09-7
蠟(Wax)Βιβλιοθήκη ---0.4-1.4%
---
溶劑(Solvent)
---
1.8-3.6%
112-59-4
添加劑(Additive)
---
微量
---
錫(tin)鉍(bismuth)
SnBi
89%
Sn7440-31-5,Bi7440-69-9
同義名稱:---
3、危害辨識資料:
最
重
要
危
害
注
應
-------------
個人防護設備:
呼吸防護:
˙一般使用:配戴口罩。
˙緊急狀況:粉塵或煙霧超過容許濃度時,應配戴防粉塵及煙霧的防毒面具。
˙眼睛防護:配戴安全眼鏡及/或面罩(當有粉塵飄散或熱金屬噴濺時)。
˙皮膚及身體防護:應穿戴工作衣及防護手套以避免灼燙傷。
˙其他注意事項:工作場所禁止吃東西,喝飲料、抽煙及化粧。