YOKOGAWA_MV200简易操作
日本新光电子秤中文说明书

两个限定值
HI(过重) 样品重量高于上限定值
OK(适中) 样品重量在上限定值与下限定值之间, 或等于两个限值
LO(过轻) 样品重量低于下限定值
一个限定值 没有显示 样品重量等于或高于下限定值 样品重量低于下限定值
9.1 比较功能设定 1.
长按“Function”键, 直至显示屏显示“
”
放手后, 现在进入功能模式, 显示屏显“
3.
按“Zero/Tare”键, 最右方数值会改变,
按数次, 直到显示屏显示用户需要的设定
(设定代码详见 5.2 表格)
4.
按“Set” 键, 结束功能设定,回到测量模式.
P. 4
5.2 功能設定表格
功能 横杠 比较测定功能
判别环境 只在比较测 定功能激活 判别范围 时看到
判别点 零位跟踪 自动关机
P. 8
9. 比较测定功能
P. 8
10. 校准
P.11
11. 输入/输出
P.12
P. 1
1. 使用注意事项: (使用前请先看此部份)
1. 请勿量重高于负载. (注意在使用除皮功能时, 容器和测量物件的总重量, 不能超过负载) 2. 请勿让天平受到撞击 3. 清洗天平时, 请用温和清洁剂, 切勿使用溶剂 4. 在移动天平时, 秤盘不能盛载物件 5. 请勿自行把天平拆开
此功能在(称重、计数、百分比)测量模式都有效,而每个模式设定的限定值是不同的。
P. 8
限定值设定方法:
你有两种方法设定限定值: (a) 实际负载设定限值,称重一样品,并储存其重量。 (b) 输入数值设定限值,用面板上的键输入限定值。
判别指示:
通过在显示屏上信号 “ ” 的位置来判别.如下表
日本日特绕线机 机台回原点操作步骤

將排線杆左右須 推到定位 未到定位顯示 燈未亮
到定位時排線杆 左右感應器 IB113顯示燈亮
操作步驟4
在STOP鍵正常亮時 同時按下SET UP及 START按鈕即可進气壓 及回原點動作
START鍵亮時 表示開始作業
操作步驟1
在待機狀態下,按 下緊急停止開關
操作步驟2
按下緊急停止開關後, 順時針旋轉90度.
順時針旋轉90度2-3秒 鐘後,緊急停止開關自 動慢速彈起
操作步驟3
按下STOP
使STOP鍵指示燈 正常明亮進行下 一步驟
操作步驟4
在STOP鍵正常亮時 同時按下SET UP及 START按鈕即可進气壓 及回原點動作
START鍵亮時 表示開始作業
當STOP出現連續閃爍狀態時
STOP鍵連續閃爍
當STOP出現連續閃爍狀態時 處理步驟1
將導針杆內傾30 度且須推到位
當STOP出現連續閃爍狀態時 處理步驟2
將排線杆前後 須推到定位 定位OK
未到定位
到定位時排線杆 前後感應器 IB117顯示燈亮
當STOP出現連續閃爍狀態時 處理步驟3
横河DCS操作工手册簿

横河DCS操作工手册横河西仪系统部 - 1 - 神马特品工业丝CS3000系统运行操作说明第1 页共25页神马特品工业丝CS3000 系统应用软件操作说明书横河西仪系统部出版发行2006/05/01横河西仪系统部 - 2 - 神马特品工业丝CS3000系统运行操作说明第2 页共25页总目录一、前言-------------------------------------------------------------------------- -3-二、流程图画面总目录 ---------------------------------------------------------- -4-三、软件操作说明 --------------------------------------------------------------- -14-1、画面操作 ----------------------------------------------------------------- -14-1-1 总貌画面 ---------------------------------------------------------- -14-1-2 流程图画面 ------------------------------------------------------- -14-1-3 控制分组画面 ---------------------------------------------------- -15-2、仪表操作 ----------------------------------------------------------------- -16-2-1 开关仪表面板 ---------------------------------------------------- -16-2-2 调节仪表面板 ---------------------------------------------------- -173、报表操作 ----------------------------------------------------------------- -17-四、系统操作说明 --------------------------------------------------------------- -18-1、人机接口 ---------------------------------------------------------------- -18-1-1 人机接口功能 ----------------------------------------------------- -18-1-2 窗口类型 ----------------------------------------------------------- -181-3 窗口操作 ----------------------------------------------------------- -19-1-4 典型的操作监视窗口 -------------------------------------------- -192、系统基本维护 ---------------------------------------------------------- -30-2-1 系统维护窗口 ------------------------------------------------------ -30-2-2 过程报告书 --------------------------------------------------------- -332-3 历史报告书 --------------------------------------------------------- -33-3、操作员键盘---------------------------------------------------------------- -34-五、后记------------------------------------------------------------------------------ -35-横河西仪系统部 - 3 - 神马特品工业丝CS3000系统运行操作说明第3 页共25页前言神马特品工业丝计算机分散控制系统采用横河西仪提供的CENTUM-CS3000 控制系统。
无人直升机操作手册
北京七维航测科技股份有限公司 2015 年 09 月
北京七维航测科技股份有限公司
Beijing SDi Science&Technology Co.,Ltd.
目录
第一章 系统使用注意事项 ................................................................................................. 4 一、警告 ............................................................................................................................ 4 二、飞行注意事项 ........................................................................................................... 4 1、空管 ..................................................................................................................... 4 2、飞行区域 ............................................................................................................. 4 3、电磁环境 ................................................................................
日业BM560X CM560系列起重专用变频器用户手册V2.0
7.1 F0 组基本功能组.................................................................................................................................................. 67 7.2 F1 组启停控制...................................................................................................................................................... 72 7.3 F2 组 V/F 控制参数..............................................................................................................................................75 7.4 F3 组矢量控制参数.............................................................................................................................................. 77 7.5 F4 组电机参数...................................................................................................................................................... 79 7.6 F5 组输入端子...................................................................................................................................................... 80 7.7 F6 组输出端子...................................................................................................................................................... 85 7.8 F7 组 辅助功能及人机界面功能....................................................................................................................... 86 7.9 F8 组通信功能...................................................................................................................................................... 93 7.10 F9 组故障与保护................................................................................................................................................ 94 7.11 FA 组过程控制 PID 功能...................................................................................................................................96 7.12 FB 组摆频功能....................................................................................................................................................98 7.13 FC 组多段速功能及简易 PLC 功能................................................................................................................. 99 7.14 FD 组(保留)................................................................................................................................................. 103 7.15 FE 组 增强组....................................................................................................................................................104 7.15 FF 组 厂家参数组............................................................................................................................................104
天馈线分析仪SiteMaster操作指导书
天馈线分析仪SiteMaster操作指导书----------------------- Page 1----------------------- Site Master天馈线分析仪操作培训2004年1月Slide 1 of 33----------------------- Page 2----------------------- 内容传输线和天线(天馈线)简介天馈线测量基础测试设备(方法)和比较操作培训故障分析测验参考文献Slide 2 of 33----------------------- Page 3----------------------- 内容传输线和天线(天馈线)简介天馈线测量基础测试设备(方法)和比较操作培训故障分析测验参考文献Slide 3 of 33----------------------- Page 4----------------------- 传输线和天线(天馈线)简介Slide 4 of 33----------------------- Page 5----------------------- 传输线和天线(天馈线)简介天馈线系统组成和性能安装质量Slide 5 of 33----------------------- Page 6----------------------- 天馈线系统组成和性能哪些因素影响系统品质?传输线和天线系统有许多特性能够而且确实影响射频信号的质量。
o 射频信号的频率o 传输线的类型o 传输线的长度o 电缆的类型o 电缆的尺寸o 连接器o 天线o 安装的质量Slide 6 of 33----------------------- Page 7----------------------- 天馈线系统组成和性能频率频率如何影响性能?传输线传输线的类型如何影响您的系统?传输线的长度如何影响您的系统?我们如何选择正确的传输线?电缆电缆类型如何影响您的系统?电缆尺寸如何影响您的系统?我们如何选择正确的电缆?连接器使用目的和安装质量对系统的影响?面对众多连接器我们如何选择?天线天线类型如何影响您的系统?我们如何选择合适的天线?Slide 7 of 33----------------------- Page 8----------------------- 天馈线系统组成和性能频率频率如何影响性能?频率越高,损耗越大。
AGV中文操作手册

AGV 操作手册目录1.AGV基本介绍 (1)1.1AGV系统构成 (1)1.2AGV人机界面介绍 (3)1.2.1车体主面板 (3)1.2.2行走手控盒 (4)1.2.3举升操作面板 (6)2.AGV基本操作 (7)2.1AGV车体主面板操作方法 (7)2.1.1 面板显示 (7)2.1.2 设备状态菜单选择 (8)2.1.3 参数设置 (15)2.1.4 特殊操作 (17)2.2AGV行走手控盒操作方法 (22)2.2.1 行走操作 (22)2.2.2 速度设置 (23)2.2.3自动对线 (24)2.3AGV举升面板操作方法 (24)3.AGV运行方法 (25)3.1AGV开机通电操作 (25)3.2AGV关机断电操作 (26)3.3AGV运行方式选择 (26)3.3.1 在线运行方式 (26)3.3.2 离线运行方式 (27)3.3.3 手动运行方式 (28)3.4AGV退出系统操作 (28)3.4.1 AGV从运行任务中的退出 (28)3.4.2 AGV安全退出控制台系统 (30)3.5AGV暂停方式 (30)3.5.1 AGV安全暂停 (30)3.5.2 AGV碰撞停车 (31)3.6AGV动态装配流程 (31)4系统工具及参数设置 (33)4.1系统工具 (33)4.1.1 I/O调试 (34)4.1.2 Ping操作 (34)4.1.3 IP设置 (35)4.2系统参数设置 (35)4.2.1 导航系统参数 (36)4.2.2 车体轮系结构参数 (36)4.2.3 系统管理参数 (37)4.2.4 扩展设备参数 (38)4.2.5 选择界面语言 (39)1.AGV基本介绍本章主要介绍AGV的外观结构及系统组成、车体主操作面板、举升操作面板和手控盒所需的多种开关和按键,同时介绍操作面板和手控盒液晶显示屏上的多种显示功能。
1.1 AGV系统构成AGV是由机械部分和电气部分组成。
机械部分包括AGV本体、举升机构、控制箱、驱动轮、从动轮、保险杠、电池箱和充电连接器。
横河WT 功率分析仪简易操作说明 V
目录1.测试回路连接 (2)2.数值模式 (4)2.1.电流/电压量程和模式的选择 (4)2.2.测试回路模式WIRING、公式的设置 (4)2.3.测试项目ITEM的设置 (5)2.4.U/I的谐波界面显示 (5)2.4.1谐波的项目设置 (6)2.4.2谐波的PLL源和谐波次数的设置 (6)波形设置 (6)3.波形模式 (7)3.1测试项目设置 (7)3.2采样频率设置 (8)3.数值模式和波形模式 (8)4. 转速、扭矩信号的设置 (8)5.屏幕保存(JPEG格式) (9)6.WT Viewer软件监控 (9)6.1软件安装准备 (9)6.2软件设置步骤 (9)1.测试回路连接步骤1:单元1的电压通道(上端)与驱动器直流母线(+/-)连接(并联回路)注1:+/-极性步骤2:单元1电流通道(下端)与驱动器直流母线(+/-)连接(串联回路)注1:+/-极性步骤3:单元2/3电压通道(上端)与被测电机动力线的连接(并联回路)步骤4:单元2/3电流通道(下端)与被测电机动力线的连接(串联回路)注1: 电流方向:传感器上箭头指向被测电机动力端。
2.数值模式图示:Numeric 数值模式2.1.电流/电压量程和模式的选择2.2.测试回路模式WIRING 、公式的设置234522.3.测试项目ITEM 的设置2.4.U/I 的谐波界面显示32 1 3:single i tem 谐波显示界面 4:Dual i tem 谐波显示界面2.4.1谐波的项目设置2.4.2谐波的PLL 源和谐波次数的设置波形设置1:谐波显示界面21:谐波显示界面23.波形模式3.1测试项目设置1233.2采样频率设置3.数值模式和波形模式4. 转速、扭矩信号的设置15.屏幕保存(JPEG 格式)USB 盘插入→按键IMAGE SAVE注:屏幕左上角显示磁盘图标,显示保存中,不可拔除USB 盘6.WT Viewer 软件监控6.1软件安装准备默认安装“GPIB_driver ”GPIB 硬件驱动 和“WTViewer ”监控软件6.2软件设置步骤步骤1. WT3000设备开启 步骤2. WT Viewer 软件开启步骤3. 选择off-line 通讯模式并确认OK (见下图3)图表 2传输单元:GPIB 数据 图表 1:WT Viewer 软件 图表 3步骤4. 选择功率计型号WT3000并确认OK. (见下图4)步骤5.选择测试模式normal Mode 并确认OK. (见下图5) 、图表 5步骤6. 进入off-line 模式下的软件界面(见下图6)步骤7. 设置测试项目数和项目字体大小图表 4图表 6 1 32步骤8. 功率计WT3000上设置相关ITEM 项目(U/I/P 等)步骤9. 连接WT3000背部GPIB 的数据通讯线到PC 的USB 口步骤9. 软件下拉式菜单Communications/communications mode选择on-line步骤10. 选择GPIB 界面步骤11. GPIB 地址:勾选1步骤12. 再次选择on-line模式下的Normal mode步骤13.进入Online模式下的软件界面(WT3000本体进入Remote mode)步骤14. 设置CSV文件存放步骤15. 取消fast mode和auto naming的勾选步骤16. 点击界面中的项目变更设置步骤17. 点击软件中的积算start和stop步骤18. 点击软件中的数据下载start和stop注1:START :软件开始自动采样数据注2:STOP :软件技术采样数据步骤19. CSV格式数据保存。
欧姆龙ZX2操作手册最终版 中文
高度 高度差、 突起、 翘曲 2片 进料
厚度
定位
偏芯、 表面弯曲
熟练使用
出现如下 情况时
规格
索引
设定 变化图
测量准备
该部分的名称、功能和构成. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 基本构成 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 放大器单元. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 传感器探头. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20 演算单元 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
各测量内容的设定
高度. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40 高度差、突起、翘曲 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
nv200使用说明手册
nv200使用说明手册(最新版)目录1.NV200 简介2.NV200 使用前的准备工作3.NV200 的基本操作4.NV200 的进阶操作5.NV200 的维护与保养6.NV200 的安全注意事项7.结论正文【1.NV200 简介】V200 是一款由我国某知名企业生产的多功能新能源汽车,它凭借其出色的性能和便捷的操控赢得了广大消费者的喜爱。
NV200 不仅拥有出色的载人能力,还具备强大的载物空间,适合家庭和商务用途。
本手册将为您详细介绍如何正确使用和保养 NV200,让您充分发挥其性能优势。
【2.NV200 使用前的准备工作】在使用 NV200 之前,请务必进行以下准备工作:1) 检查车辆外观,确保无明显损伤或划痕;2) 检查轮胎气压,确保在正常范围内;3) 检查刹车系统,确保刹车性能良好;4) 检查电池电量,确保电量充足;5) 熟悉车辆操作按钮和功能。
【3.NV200 的基本操作】V200 的基本操作包括:1) 开启和关闭车辆:将钥匙插入钥匙孔,顺时针旋转钥匙启动车辆;逆时针旋转钥匙关闭车辆;2) 驾驶车辆:将档位挂入 D 档(前进档),轻踩油门踏板,车辆开始行驶;3) 刹车:轻踩刹车踏板,车辆减速;深踩刹车踏板,车辆停止;4) 倒车:将档位挂入 R 档(倒车档),轻踩油门踏板,车辆开始倒车。
【4.NV200 的进阶操作】V200 的进阶操作包括:1) 节能模式:在行驶过程中,可通过按下节能模式按钮,使车辆进入节能模式,降低能耗;2) 运动模式:在行驶过程中,可通过按下运动模式按钮,使车辆进入运动模式,提高动力输出;3) 驻车制动:在停车时,拉起驻车制动杆,使车辆固定不动。
【5.NV200 的维护与保养】为了确保 NV200 的性能和安全性,建议定期进行以下维护与保养工作:1) 更换机油:每行驶 5000 公里更换一次机油;2) 检查空气滤清器:每行驶 10000 公里更换一次空气滤清器;3) 检查刹车片:每行驶 20000 公里更换一次刹车片;4) 轮胎换位:每行驶 20000 公里进行轮胎换位;5) 定期清洁电池:确保电池表面清洁,避免灰尘和污垢影响电池性能。
nv200使用说明手册
nv200使用说明手册摘要:一、简介与概述1.NV200车型简介2.使用说明手册重要性二、车辆操作指南1.驾驶姿势与操作方法2.变速器操作注意事项3.车辆行驶中的安全事项三、车辆保养与维护1.定期保养的重要性2.更换机油、空气滤清器等配件3.轮胎保养与更换四、故障排除与处理1.常见故障现象及原因2.故障处理方法与步骤3.紧急情况的应对措施五、车辆使用技巧与省油策略1.驾驶技巧分享2.省油方法与建议3.冬季与夏季驾驶注意事项六、常见问题解答1.车辆配置与功能疑问2.购车与售后服务问题3.保险与法律法规相关问题正文:尊敬的NV200车主:感谢您选择NV200车型,为了帮助您更好地了解和掌握车辆的使用方法,我们特此编写了这份使用说明手册。
本手册涵盖了NV200的简介、操作指南、保养维护、故障排除、使用技巧以及常见问题解答等内容,旨在为您提供全面、实用的车辆使用信息。
一、简介与概述1.NV200车型简介V200是一款具有出色实用性和舒适性的多功能车型,其宽敞的内部空间、丰富的配置以及高效的燃油性能,使其成为家庭、商务和通勤的理想选择。
2.使用说明手册重要性使用说明手册是了解和掌握NV200的关键途径,通过阅读本手册,您将更好地了解车辆的各项功能与操作方法,确保安全、便捷地驾驶爱车。
二、车辆操作指南1.驾驶姿势与操作方法在驾驶NV200之前,请确保熟悉并正确操作方向盘、油门、刹车、变速器等部件。
正确的驾驶姿势可以提高驾驶安全性,减轻驾驶疲劳。
2.变速器操作注意事项请根据路况和车速选择合适的变速器档位,避免长时间低速行驶和高档位行驶,以确保燃油经济性和车辆性能。
3.车辆行驶中的安全事项行驶过程中,请注意遵守交通法规,保持安全距离,注意观察周围环境,确保车内全员系好安全带。
三、车辆保养与维护1.定期保养的重要性定期保养是确保NV200性能出色、延长使用寿命的关键。
请按照厂家建议的保养周期进行保养,包括更换机油、空气滤清器等。
nv200使用说明手册
nv200使用说明手册摘要:1.NV200 简介2.NV200 功能概述3.NV200 安装与设置4.NV200 使用方法5.NV200 维护与保养6.NV200 安全注意事项7.NV200 故障排除与处理正文:【NV200 简介】V200 是一款由我国某知名科技公司研发的新型智能设备,具备强大的功能和易用性。
该设备主要应用于家庭、办公室和企业等多个场景,为用户提供便捷、高效的工作与生活体验。
【NV200 功能概述】V200 具有以下主要功能:1.高速无线网络连接,支持Wi-Fi 和蓝牙设备接入;2.高性能计算能力,满足多种应用需求;3.丰富的扩展接口,支持各类外设连接;4.高清显示与音响系统,适用于娱乐与演示;5.安全可靠的数据存储与备份功能。
【NV200 安装与设置】1.选择合适的安装位置,确保设备周围有足够的通风空间;2.连接电源线并确保电源电压与设备要求相符;3.连接网络线,或通过无线网络连接设备;4.打开设备电源,进入系统设置界面进行相关设置;5.根据需要配置Wi-Fi、蓝牙等连接方式;6.设置设备管理员密码,保障设备安全。
【NV200 使用方法】1.通过触摸屏或遥控器操作设备;2.使用预装应用或从应用商店下载所需应用;3.连接外设,如打印机、扫描仪、投影仪等;4.进行文件存储、备份与共享;5.观看高清视频、播放音乐等多媒体内容。
【NV200 维护与保养】1.定期检查设备运行状态,发现异常及时处理;2.保持设备表面清洁,避免使用腐蚀性清洁剂;3.设备长时间不使用时,应关闭电源;4.对设备进行定期升级,以获得最新功能与优化性能。
【NV200 安全注意事项】1.确保设备连接的网络环境安全,防止非法入侵;2.不要在设备上安装来路不明的应用,防止恶意软件;3.切勿泄露设备管理员密码,确保设备安全;4.定期备份数据,以防数据丢失。
nv200使用说明手册
nv200使用说明手册
以下是NV200的使用说明手册:
1. 设备安装:按照设备的包装和说明书进行安装,确保设备安全、稳定地安装在指定位置。
2. 账户和网络设置:
账户登录:在设备上输入用户名和密码,进行账户登录。
网络设置:进入设备设置页面,选择“网络”选项,进行网络设置。
根据实际情况配置IP地址、子网掩码、网关和DNS等网络参数。
3. 使用指南:
设备操作:根据实际需求,使用设备的各项功能,如开关机、调节音量、切换频道等。
遥控器操作:熟悉设备的遥控器,掌握常用功能键的使用方法。
如有需要,可查阅设备说明书或在线帮助文档。
4. 注意事项:
保持设备清洁,定期擦拭表面污渍和灰尘。
避免强烈震动、撞击或高温环境,以免损坏设备。
在使用过程中,如遇到任何问题,可联系售后服务或技术支持获取帮助。
5. 更新与维护:
软件更新:定期检查设备是否有软件更新,如有更新需求,按照提示进行更新操作。
硬件维护:定期检查设备的硬件设施,如有损坏或老化,及时联系售后服务或技术支持进行维修或更换。
6. 安全防护:
保证设备的安全防护措施到位,如防尘、防水等。
在使用过程中,遵循安全规范,避免发生意外事故。
7. 节能环保:
在不使用设备时,及时关闭电源,节约能源。
遵循环保理念,合理处理废弃设备,减少对环境的负担。
以上内容仅供参考,具体使用说明以NV200的实际情况为准。
如需了解更多信息,建议查阅NV200的使用说明手册或咨询专业技术人员。
nv200使用说明手册

nv200使用说明手册(原创实用版)目录1.NV200 简介2.NV200 使用前的准备3.NV200 的基本使用方法4.NV200 的进阶使用方法5.NV200 的维护与保养6.NV200 的安全注意事项7.结论正文【1.NV200 简介】V200 是一款由我国某知名企业生产的多功能便携式设备,集合了笔记本电脑、平板电脑和智能手机的功能,具有强大的办公和学习功能,适合商务人士、学生以及需要移动办公的人群。
【2.NV200 使用前的准备】在使用 NV200 之前,需要做好以下准备工作:首先,检查设备外观是否有破损;其次,检查电池电量是否充足;最后,连接键盘和鼠标,以提高操作效率。
【3.NV200 的基本使用方法】V200 的基本使用方法如下:首先,打开设备,进入操作系统;其次,通过触摸屏或键盘鼠标进行操作;最后,完成操作后,关闭设备。
【4.NV200 的进阶使用方法】V200 的进阶使用方法包括:多任务处理,即同时运行多个应用程序;快捷键操作,可以提高操作速度;手写输入,可以实现更加便捷的文字输入。
【5.NV200 的维护与保养】为了保证 NV200 的正常使用和延长使用寿命,需要定期进行维护和保养,包括:设备清洁,避免灰尘和油渍影响设备运行;系统更新,确保设备运行稳定;电池保养,保证电池寿命。
【6.NV200 的安全注意事项】在使用 NV200 时,需要注意以下安全事项:保护设备,避免丢失或被盗;保护个人信息,设置复杂密码,并定期更换;下载软件时,选择正规渠道,避免下载恶意软件。
【7.结论】V200 是一款功能强大、易于使用的便携式设备,适合各种人群。
在使用过程中,需要注意设备的维护和保养,以及个人信息的安全。
安川简易手册
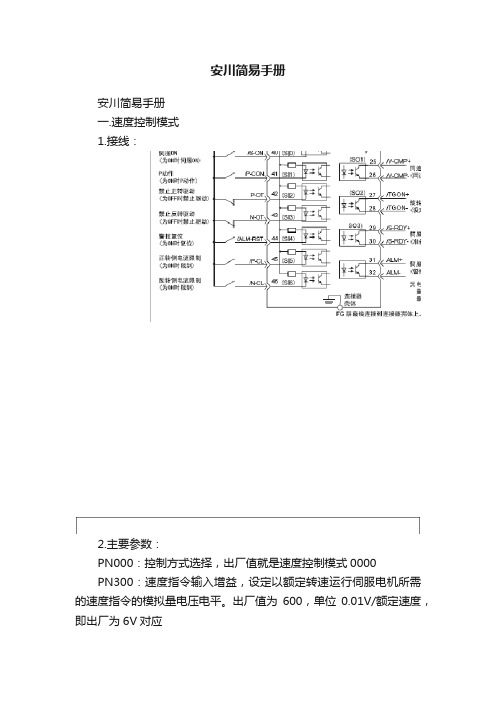
安川简易手册安川简易手册一.速度控制模式1.接线:2.主要参数:PN000:控制方式选择,出厂值就是速度控制模式0000PN300:速度指令输入增益,设定以额定转速运行伺服电机所需的速度指令的模拟量电压电平。
出厂值为600,单位0.01V/额定速度,即出厂为6V对应着电机的额定转速。
PN50A:此参数是用于I/O口的分配,出厂值为2100,第三位上的0表示外部使能,即CN1口的40和47脚之间有24V电压时,电机处于使能状态,此时CN1口的5和6脚之间有模拟电压输入,电机就可以旋转。
如果改为2170,即上电电机就处于使能状态。
第一位2表示正限位输入口的分配,CN1口的42脚输入信号为ON(L电平)时电机可正转,否则电机停转,即遇到正限位。
PN50B:此参数是用于I/O口的分配,出厂值为6543,重要的是第四位上的3表示负限位输入口的分配,CN1口的43脚输入信号为ON(L电平)时电机可反转,否则电机停转,即遇到负限位。
注:如果限位开关信号没有输入驱动器,则要定义成一直可正转驱动和可反转驱动,否则电机不转。
PN100:速度环增益PN101:速度环积分时间参数PN102:位置环增益PN103:转动惯量比二.位置控制模式7-8(指令脉冲输入) 11-12(指令符号输入) 15-14(清除输入)端子,指令控制器侧的指令脉冲偏移脉冲清除信号的输出电路可以从总线驱动器输出集电极开路输出(2种) 的3种中任意选择,其中要注意的是集电极开路,客户外部供电要注意电压和电流,过大要串电阻。
2.主要参数:PN000:控制方式选择,出厂值是速度控制模式0000,改为0010位置控制模式Pn00b:0001PN200:位置控制指令形态选择,可以选择是正负脉冲还是脉冲加方向,也可以选择正负逻辑。
PN100:速度环增益PN101:速度环积分时间参数PN102:位置环增益PN103:转动惯量比PN50A,PN50B同速度控制模式8170 PN50B 6548PN202:电子齿轮比分子PN203:电子齿轮比分母3.电子齿轮比的计算和设置:编码器脉冲数5系列电子齿轮比设置越大,相同的脉冲数转的圈数越多,即转一圈所需的脉冲数越少。
日东DEMO1.0使用说明书
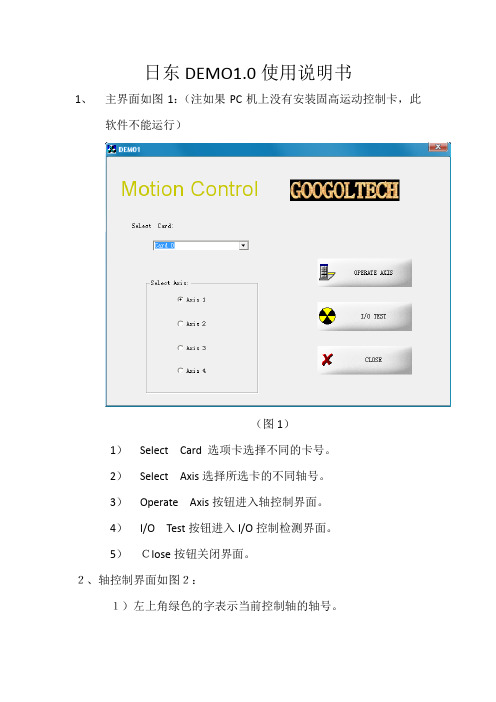
日东DEMO1.0使用说明书1、主界面如图1:(注如果PC机上没有安装固高运动控制卡,此软件不能运行)(图1)1)Select Card 选项卡选择不同的卡号。
2)Select Axis选择所选卡的不同轴号。
3)Operate Axis按钮进入轴控制界面。
4)I/O Test按钮进入I/O控制检测界面。
5)Close按钮关闭界面。
2、轴控制界面如图2:1)左上角绿色的字表示当前控制轴的轴号。
(图2)2)Position Status当前轴位置的控制信息。
A、Command P表示目标位置(即发送的命令,单位是脉冲)。
B、Actual P表示电机走的实际位置(单位是脉冲)。
,C、Error表示控制误差(单位是脉冲)。
D、ZERO POS表示把目标位置、规划位置和实际位置清零。
3)Motion Parameters可设置相应的运动参数:A、Strt V设置起跳速度(单位是脉冲每秒)。
B、Max V(pps):设置最大速度(单位是脉冲每秒)。
C、T_Acc(sec):设置T形速度曲线加速度(单位是秒)。
D、S_Acc(sec):设置S形速度曲线加速度(单位是秒)。
E、Delay(ms):往复间运动延时。
4)Operation Mode可设置控制模式:A、Absolute如果此按钮变灰色表示此按钮生效。
B、Relative如果此按钮变灰色表示此按钮生效。
C、Repeat Mode如果选中On表示往复运动模式有效,Play Key下的REP按钮才可用;如果选中Off表示往复运动模式无效,Play Key下的REP按钮不可用。
D、V-Prfile组选择速度曲线模式:如果选中T表示运动速度曲线为T形曲线;如果选中S表示运动速度曲线为T形曲线。
E、Set Position组设置运动位置:Distan:表示点动的距离,当Relative按钮按下时才可设置;Pos1表示往复运动的起点,当Operation Mode下的Relative按下时,Pos1:是Play Key下CCW按下时电机运动的目标位置;Pos2表示往复运动的终点,当Operation Mode下的Relative按下时,Pos2:是PlayKey下的CW按下的电机运动的目标位置。
日本西部慢走丝SEIBU操作说明

歡迎使用西部線割機香港寶力機械有限公司Pro-Technic Machinery Ltd操作說明SEIBU WIRE CUT遁步漸進搜索學習SEIBU WIRE CUTF1 檔案FILEF2 程式PROGRAMF3NC 參數NC DATAF4放電設定EC DATAF5 繪圖PLOTF6 操作MODE SET 遙控器及按鍵圖解F7 元件開關PERIPHERALF8 定期檢查SELF CHECKF9 軟件UTILITYF10 主目錄MAIN MENUte xtSTARTSTOP CUTAIR UH1234FEEDORGAIR SPAIR LHX Y-Z+ZU VX- / U-Y+ / V+X+ / U+Y- / V-Zzǐ絬筿氨ゎ磅︽币笆辅禸匡拒簿˙禯巾娩箇称も笆絬禬禫﹚Z ﹚硉下一頁緊急開關放電狀態電壓錶開關功能鍵副頁轉板鍵副頁鍵放水走線放電執行停止直接GM 碼功能返回主目錄輸入鍵此頁為維修專用請不要亂動返回主目錄SEIBU WIRE CUTF1 檔案FILE記憶內容F1 MEMORY磁碟傳送F2 FLOPPY電腦傳送F3 LINE返回主目錄F4 PAPER TAPE記憶內容MEMORY•處理檔案刪除,複製,改名•DELETE --輸入要刪除檔名按START •COPY --輸入要複製檔名及新檔名按START •RENAME---輸入要改名檔名及新檔名按START返回檔案磁碟傳送FLOPPY•INPUT--輸入磁碟檔名XXX.NC再輸入新檔名W0001按START •OUTPUT-輸入檔名W0001再按START•INPUT FILE NAME = XXX.NC•INPUT W NAME = W0001返回檔案電腦傳送LINE •INPUT--輸入新檔名W0001按START•INPUT W NUMBER = W0001•再將遠征電腦檔案傳送•LIST --顯示傳送資料返回檔案SEIBU WIRE CUTF2 程式PROGRAM設定檔號F1 WORK#SET修改內容F2 EDIT尋找功能F3 SEARCH返回主目錄快跳功能F4 JUMP設定檔號WORK#SET •輸入新建檔名或要進行修改檔名•INPUT FILE NAME = W0001W0001 W0002 W0003 W0004 W0005返回程式修改內容EDIT •輸入要修改檔號•W NUMBER TO EDIT = W0001•按FILE OPEN 進行修改•按FILE CLOSE 關閉及儲存•W0001:•E108•T0.322•G92X0Y0•G03X-10.I-5.返回程式•G03X10.I5.•M02尋找功能SEARCH•在修改程式下進行搜索•按CHAR.STR SET輸入要搜索有關文字•SEARCH CHAR.STRING=•關閉CHAR.STR SET 再按SEARCH返回程式快跳功能JUMP •在修改程式下進行跳頁搜索返回程式SEIBU WIRE CUTF5 繪圖PLOT繪圖設定F1 PLOT CNDTN畫圖F2 PLOT放大功能F3 MAGNIFY返回主目錄繪圖設定PLOT CNDTN •設定畫圖參數•按WORK #SET輸入進行畫圖檔名•PLOT W NUMBER =•平面錐度畫圖設定TAPER CONST.•DB=40 t=20•設定NC ENV.TAPER=1•立體錐度畫圖設定PLOT CNDTN•VEIW ANGLE X=45 VEIW ANGLE Z=45 WIRE•FRAME PITCH=20 CONTOUR LINE PITCH =20返回繪圖畫圖PLOT •PLOT START --啟動畫圖•*先在PLOT CNDTN的WORK#SET輸入檔名•PLOT STOP --終斷畫圖•PLOT RESET --畫圖程式重置•NC LIST --程式顯示•CONDITION --參數顯示返回繪圖放大功能MAGNIFY•MAGNIFY + 放大•MAGNIFY -縮小•用上下左右箭咀鍵移動到要放大位置返回繪圖F6 操作MODE SETSEIBU WIRE CUT 顯示選擇F1 DSP. SELECT 加工繪圖F2 PLOT CNDTN 手動/踫數F3 MANAUL MODE 座標歸零F9 COORDINATES 執行檔案F5 MEMORY MODE單段執行F4 MDI MODE 返回主目錄顯示選擇DSP. SELECT •選擇各項座標顯示及各項參數座標註解參數註解返回主目錄座標註解–MC POSITION 機械原位–RLT POSITION相對座標–G54 POSITION G54工作座標–G55 POSITION G55工作座標–G56 POSITION G56工作座標–G57 POSITION G57工作座標–G58 POSITION G58工作座標–G59 POSITION G59工作座標返回顯示選擇參數註解EC 參數EC DATA錐度參數TAPER CONSTNC 2 參數NC ENV 2GM 參數GM CODE返回顯示選擇• E = 放電參數碼( 參照工件厚度,材料,精度及線徑查看手冊)•VO = 放電電壓( 70V -150V )•VG = 間隙電壓•SG = 伺服( 5 -25 越厚用越細)•CS = 電流組( <粗用0> < 中用10> <幼用21-24> )•I = 電流( 1 -15 越快用越大,易斷線)•OFF= 休止幅( 8 -30 越快用越細,易斷線)•HS = 放電幅( 薄用21 厚用31 極厚用41 )•AD = 穩定功能(越大越穩定粗加工用301-324 粗加工用201-224)•WS = 線速( 1 -99 )•WT = 線張力( 50 -85 )•FL = 水壓( 低水壓111 -117 ) ( 高水壓121-127 )•N = 效率< 粗68> < 中40 > < 幼20 >•CF = 定速< 0 自由速> < 1= 定速>EC 參數EC DATA 返回參數註解錐度參數TAPER CONST•H = 直身預留•DA = 下咀到工而低高度•DB = 上咀至下咀高度• A = 錐度•PH = 設0•T = 補償數•S = 比例•K = 轉角度•R = 角位圓度數•t = 四軸加工<輸入工件厚度>•Q = 工件斜度<最大為15度>返回參數註解•TAPER RUN= < 1 走錐度> < 0 不走錐度>•4 AXIS = < 1 走四軸> < 0 不走四軸>•G88 / 89= < G88走R> < G89 不走R>•AX.RTN =工作台盤轉角度•STOP AT H.P.B = <1 有M01碼前暫停> <0 無效>•HALF PSTN.BLK =若上項設1 輸入暫停前距離•STOP AT G00 =•HALF . PSTN G00•AWF MOD ON FAILURE = <0 穿線失敗再穿><1穿線失敗出警告>•PSTN . TOLERANCE = 踫數工差•WIRE DIAMETER = 線徑NC 2 參數NC ENV 2返回參數註解GM 參數GM CODE 返回參數註解G00 快速直線G01 限速直線G02 順時針圓弧G03 逆時針圓弧G04 暫停有放電G15 慢刀切入G40 取消補償G41 偏左補償G42 偏右補償G44 角位減速G50 即開錐度G51 慢開錐度G52 慢收錐度G53 錐度漸開G90 絕對座標G91 增量座標G92 開始座標M00 暫停M01 選擇性暫停M02 結束M20 穿線M21 剪線M74 全放水噴水加工M75 浸水加工M76 半放水噴水加工加工繪圖PLOT CNDTN•設定加工繪圖參數•SCALE 設定1 <自動比例>•SCALE 設定2 < 定位繪圖輸入XS = YS = >返回操作手動/踫數MANAUL MODE 手動移位操作回零操作踫數返回操作-X / U +X / u +Y / V -Y / V REMOTE F6 操作MODE SET 主目錄MAIN MENUF3 手動MANUAL MODE 返回手動/踫數UAL M操作回零操作機械回零操作座標回零返回手動/踫數MODE SETF3手動MANUAL MODEMC RTN G54 RTN G55 RTN G56 RTNG57 RTN X YRLT RTN G59 RTN U VG58 RTN按此鍵REMOTE-X / U+X / u+Y / V-Y / V按此鍵及按-X /-V 或-Y/-U 方向X Y U V 返回歸零ZZ軸拉到最高直至有警告出現OVERRUN為止MODE SETF3 手動MANUAL MODEMC RTN G54 RTN G55 RTN G56 RTN G57 RTN X Y RLT RTN G59 RTNU VG58 RTN 按此鍵選擇要回零座標再按START 鍵執行選擇XY 或UV 軸回零返回歸零操作踫數手動踫垂直SPARC P.返回手動/踫數踫單邊SIDE FACE踫孔中心HOLE CENTER踫角位CORNER踫DA / DBTAPER CNST M踫兩孔距離K BY 2 HOLE踫溝槽中心GAP CENTER自動踫垂直W.VERTICAL踫邊分中SIDE CENTER手動踫垂直E1000U 用一標準垂直工具放置在工作台左方將機頭穿好線移近垂直工具輸入E1000碼按副鍵SPARK P 再按搖控器及觀察電壓錶30V 電壓及用慢速移動XY 軸,直到電壓跌低同時觀察銅線與垂直工具是否從頂到底都佈滿短路所產生的火花若果火花不正確,選擇U 慢速移動直至火花上下均渾用將垂直工具放置在工作台前方調較V 軸調較妥當幾工作座標及相對座標度零SPARK PV設零方法踫 DA / DBE1000用一標準垂直工具放置在工作台左方將機頭穿好線移近垂直工具輸入E1000碼按負鍵TAPER CNSTN 設UV TRA VEL= 5.000JIG THICKNESS =垂直工具厚度值將Z 軸移到最頂,再移回工具面上大約10mm 左右再按搖控器及X-方向執行執行完畢DA/DB 會自動設入參數內TAPER CNSTN踫單邊E1000將機頭穿好線移近工件附近輸入E1000碼按負鍵SIDE FACE設APPROACH LIMIT = 30RLT CORDNTS PREST = 1 設RTL 座標為0= 0 不設定WORK CORDNT PRESET = 設G54-9 座標為0(4=G54 ~ 9=G59)=0不設定PSTIN TOLERANCE =0.03再按搖控器及X-方向執行SIDE FACEAPPROACH LIMIT踫角位E1000將機頭穿好線移近工件要量的角附近輸入E1000碼按負鍵CORNER設CORNER NUMBER = 1 OR 4APPROACH LIMIT = 15RLT CORDNTS PREST =1 設RTL 座標為0=0 不設定WORK CORDNT PRESET = 設G54-9 座標為0(4=G54 ~ 9=G59)=0不設定PSTIN TOLERANCE=0.03再按搖控器及方向執行CORNER1234E1000將機頭穿好線移近工件要量的邊大約中心,輸入E1000碼按負鍵FACE CENTER設FACE NUMBER = 1 -4APPROACH LIMIT = 工件長度加5 mmRLT CORDNTS PREST = 1 設RTL 座標為0= 0 不設定WORK CORDNT PRESET = 設G54-9 座標為0(4=G54 ~ 9=G59)= 0不設定PSTIN TOLERANCE = 0.03再按搖控器及方向執行SIDE CENTER1243E1000將機頭穿好線在工件孔裏面輸入E1000碼按負鍵HOLE CENTER設APPROACH ANGLE = 設0 直走= 設1 走45度RLT CORDNTS PREST = 1 設RTL 座標為0= 0 不設定WORK CORDNT PRESET = 設G54-9 座標為0(4=G54 ~ 9=G59)= 0不設定PSTIN TOLERANCE = 0.03再按搖控器及方向執行HOLE CENTER踫兩孔距離E1000將機頭穿好線在工件1孔裏面輸入E1000碼先用踫孔中心執行執行完畢按BY 2 HOLEQTY = 設1將機頭穿好線在工件2孔裏面再用踫孔中心執行QTY = 設2再按MEASURING / CULATALE角度及距離數據會自動量出BY 2 HOLE踫溝槽中心E1000將機頭穿好線在工件溝槽裏面輸入E1000碼按負鍵GAPCENTERRLT CORDNTS PREST = 1 設RTL 座標為0= 0 不設定WORK CORDNT PRESET = 設G54-9 座標為0(4=G54 ~ 9=G59)= 0不設定PSTIN TOLERANCE = 0.03再按搖控器及方向執行GAP CENTER單段執行MDI MODE•輸入GM碼程式作一次執行<按START>•執行完畢不作記憶G01 X5.Y0M02START EDITMONITOR返回操作•先按WORK SELECT下選取要加工檔號•WORK NUMBER = W0001•再按MONITOR顯示板•再按F1 DISP.SELECT鍵在SCALE =設1 <AUTO>•再按F5返回MEMORY MODEWORK NUMBER= W0001W0001 W0002 W0003W0004 W0005下一頁DIS.SELECT MONITORWORK SELECTMEMORY MODE•按DRY RUN空跑鍵及MC LOCK鎖台鍵•按START執行鍵,執行空跑程式•畫面上會顯示程式圖樣及線位路徑•若程戌圖樣無誤可解除空跑.鎖台•按START執行加工DRY RUN MC LOCK START 下一頁•執行加工時,可以隨時更改E碼放電參數內容•執行加工時,可以隨時跳到PLOT 畫另一圖型•執行加工時,不可以利用手動移動工作台•若加工中有斷線須要移動工作台•按副鍵INTERRUPTION 便可即時手動移位•若要繼續加工,先解除INTERRUPTION, 再按副鍵INTRPT.RTN 返回斷線點, 再按START加工•若加工未完成要解除加工程式作修改,修正後要繼續加工,先按STOP鍵再按NC RESET鍵, 再到程式頁修改,修改完成繼續加工,先按副鍵START P.RNT返回起點,再按DRYRUN 走到剛才停止點, 再解除DRYRUN按START 返回操作MODE SET•選擇工作座標•G54-G59及RLT•按副鍵設以下•X軸座標為零( X SET O)•Y軸座標為零( Y SET O)•U軸座標為零( U SET O)•V軸座標為零( V SET O)返回操作F6 自我檢查SELF CHECKSEIBU WIRE CUT RUNNING STATI/O SIGNALLOG DATA另開顯示WINDOW 返回主目錄保養檢查MAINTENANCE PRDCTN INFO。
横河记录仪常规设置方法
横河记录仪常规设置方法一.对于横河记录仪其设置主要分为两种方式设定模式和基本设定模式,设定模式主要功能是更改输入量程、报警、记录纸送纸速度、标记通道名称、设置打印信息的文字串等功能;基本设定模式的功能主要是更改/增加功能的设定模式。
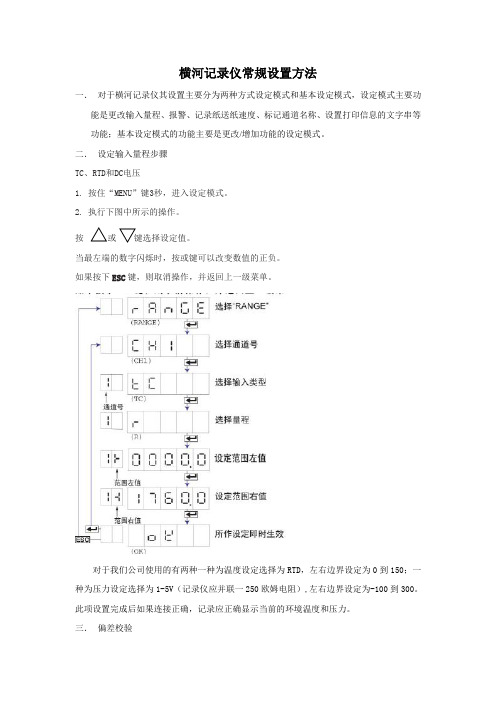
二.设定输入量程步骤TC、RTD和DC电压1. 按住“MENU”键3秒,进入设定模式。
2. 执行下图中所示的操作。
按当最左端的数字闪烁时,按或键可以改变数值的正负。
如果按下ESC键,则取消操作,并返回上一级菜单。
对于我们公司使用的有两种一种为温度设定选择为RTD,左右边界设定为0到150;一种为压力设定选择为1-5V(记录仪应并联一250欧姆电阻),左右边界设定为-100到300。
此项设置完成后如果连接正确,记录应正确显示当前的环境温度和压力。
三.偏差校验设备具有两套温度压力温度显示系统,因此存在偏差是难免的,在确定记录仪确实存在偏差后,通过以下方法可以进行偏差校准:1.按住“MENU”键3秒,进入设定模式。
2.3.偏差可指定的范围为量程中可测量范围的±10%。
例如:对于2V的量程,范围为:-0.4V~0.4V。
对于设定标尺运算的通道,可指定偏差范围为标尺运算范围的±10%。
4.正常情况下,BIAS选项在设定模式下不存在,下面将介绍如何在设定模式下添加此功能:✓✓✓具体操作示意图如下所示:5.6.✓四.输入量程设置1.设定实例( 1 ) 热电偶输入比如,将通道02设置为热电偶类型K,测量温度在-50.0~450.0℃的范围之间。
热电偶类型K的可测量范围是-200.0~1370.0℃。
在-50.0~450.0℃的范围内的测量值将以100mm的宽度记录在记录纸上,那么该记录量程被叫做一个记录范围,并且记录范围最左边和最右边的数值分别称范围左值(Span left)和范围右值(Span right)。
2.设定实例(2)1~5V输入和单位将通道03设定为1~5V的标准信号输入和0.0~500.0%标尺,标尺范围为-19999~30000。
横河差压变送器使用指南
安全须知
• 请确认仪表和供电电源之间的电压和确保 接线时,电源未通电。 • 断电后,在打开盖子前需等待 1 0分钟。 • 请不要进行维护描述之外的维护项目,若 该额外内容必须,请与公司咨询。
• 维护时小心避免结构变动、灰尘和异物留 在示玻璃和铭牌上,维护工作中使用干软 布。
安装场所
本变送器即使在恶劣的环境条件下也能 正常工作。为了长期正确而稳定地使用, 请注意如下几点。 (1 ) 环境温度
请尽量避免安装在温度变化大的场所。 如果暴露在车间受到热辐射,应采取隔断 热辐射和通风措施。
安装场所
(2) 空气条件 请避免安装在腐蚀性环境内。如用在腐蚀 性环境中, 应搞好通风, 注意避免雨水浸 入电线管内。 (3)冲击与振动 本变送器在设计上是耐冲击耐振动的。但 也应尽量安装在冲击少和振动小的场所。
安装场所
(4)防爆型变送器的安装 本变送器可根据被测爆炸性气体的种类, 安装使用在危险场所。有关内容在 “ 隔爆 设备的安装、使用注意事项”和 “ 本安设 备的安装、使用的注意事项”一切,请认 真阅读。
横河差压变送器使用指南
简单操作
安全须知
• 本仪表需由专门工程师或技术人员安装。 在 “ 安装”一节描述的工作内容不允许由 操作员担当。 • 若工作液体高温,小心本体和壳体高温避 免烫伤。
• 过程使用中的仪表处于受压之中,不要松 动过程接头螺栓以免过程液体的危险喷射 。
安全须知
• 当从测压部排放残留物时,小心别接触到 皮肤眼睛和身体或吸入蒸汽。由于残留液 的过程流体可能有毒或有害。 • 当将仪表从危险过程拆除时,避免接触流 体和仪表内部。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
YOKOGAWA MV200無紙式記錄器簡易操作
1.按MENU鍵,進入set mode模式:
畫面顯示為:
#1Range, Alarm
#2Tag, Moving average
#3Trend/Save interval
#4Display
#5Save/Load clear data
#6Time
按下螢幕下方各#1~#6所對應之功能軟鍵即可進入該項設定。
設定方式流程:
1、確認各CH欲量測之信號種類(於#1Range, Alarm項設定)。
2、螢幕水平軸每格所代表之時間及自動轉存於記憶卡之時間(於#3
Trend/Save interval項設定)。
3、設定每個群組所代表之CH數等(於#4Display項設定)。
舉例說明之:
A、MV200使用熱電耦線記錄溫昇於#1 Range項之設定:
MV200之CH1~CH20使用熱電耦線T Type用於溫度之量測,其溫度記錄範圍要求為–50~200℃之設定:
#1Range, Alarm(範圍,警報設定)項:
按#1對應之功能軟鍵,進入Range, Alarm(信號種類、範圍,警報)設定,畫面如下所示:
First-CH Last-CH
? ?
Range
MODE Range Span
Lower Upper
? ? ? ?
使用藍底游標鍵移至First-CH項,此時下方之CH為藍底(表示可設定),設
初始CH,按01所對應之功能鍵後,表初始CH設定為CH1,藍底游標自行移至Last-CH項下方,此時再設定Last-CH之終止CH。
按Next對應之軟鍵,直到20 (CH) 顯示之螢幕下方,按下20對應之軟鍵,表終止CH設為20CH.,表示CH1~CH20一起設定,此時Mode項以下方功能軟鍵,選擇TC (熱電耦型式),Range項以功能軟鍵選擇T (按Next功能軟鍵,即可顯示下一頁之選單)。
Span Lower (記錄範圍下限),按INPUT所對應功能軟鍵,輸入-50 (使用鍵盤,配合游標)後,按ENTER鍵,Upper (記錄範圍上限) 歩驟同上,輸入200後,按ENTER鍵。
B、MV200搭配濕度傳送器記錄濕度於#1 Range項之設定:
MV200 CH1搭配濕度傳送器用於環境濕度之記錄,其所搭配之濕度傳送器量測範圍為0~100% RH,類比對應信號輸出為0~10V之設定:
於First-CH Last-CH
01 01
Range
MODE Type Range Span
Lower Upper Scale V olt 20V 0 10
Scale-L Scale Unit
0 100 %RH
上述表CH01設定輸入之電壓做線性刻劃轉換,因信號輸入為0~10V,故Range項須使用20V檔位(可設定範圍為–20~20V)再設定輸入電壓之範圍為0~10V,並轉換為0~100% RH。
Alarm (警報)視情況開啟功能,一般便用為H (上限) 及L (下限):每一CH可各別指示H或L,當輸入信號>H設定值,或<L設定值,於量測時,會有警告訊息。
上述設定完成後,按ENTER鍵,使藍底游標移至螢幕最上方之First-CH項,即表示設定完成。
(若畫面其它選項此時仍有黃底游標,表示尚未設定完成,此時勿離開set mode模式)
2.#2Tag, Moving average (CH標籤設定及動態平均設定):此項視清況開啟。
按#2對應之功能軟鍵進入此模式
3.#3Trend/Save interval (曲線、自動存檔間隔時間)
按#3對應之功能軟鍵進入此模式:
Time/div項表記錄時,螢幕水平軸每格所代表之時間設定範圍為1 min ~ 10h。
Auto save interval項表於自動轉存於記憶卡之間隔時間10 min ~ 3 day (此為Display資料格式,亦即取樣率固定。
若設定為event資料格式(於set up模式設定),亦即可設定取樣率,此時#3Trend/Save interval 項會自動取消Auto save interval功能設定)
4.#4Display (顯示設定)
按#4對應之功能軟鍵進入此模式:
#1Group set, Trip line:
Group set (共4組群組可設定,每組群組最多可設定同時顯示10CH)
Trip line (管制線,每個群組最多可設定4條,以記錄範圍之百比分
設定)
#2Color:各CH所代表之顏色。
#3Zone, Graph:各CH記錄之區域範圍( 0 ~ 100 %)
#4View, Direction LCD:記錄曲線觀示方式及螢幕亮度
Trend為Horizontal表水平軸為時間軸。
Trend為Vertical表垂直軸為時間軸。
5.#5Save/Load clear data檔案貯存及清除
按#5對應之功能鍵進入此模式:
#1Save settings:盤面設定存檔,可將目前所設定之參數存檔於記憶
卡上。
#2Load settings:載出之前所設定之盤面設定檔。
#3Save data:資料存檔,當記憶卡未置入MV200記錄器時,此時記
錄之資料無法自動從內部記憶體轉存至記憶卡上,可事
後再手動轉存於記憶卡,按#3對應之功能,即可將內
部記憶體資料存於記憶卡上。
:
:
:
#9Clear data:清除內部記憶體之資料,若記憶體滿時,可利用此功能
清除記憶體內全部資料,或欲重新做一實驗亦可利用此
功能,將畫面殘留記錄曲線清除,按對應之#9功能軟
鍵即可。
Set up Mode:
若須設定取樣率,請於Set Mode模式下,長按FUNC鍵3秒,進入Set up Mode 模式,按#2Memory, Memory and Trend, Memory Time up對應之功能軟鍵於Data (資料格式) 項設為Event (按Event對應之軟鍵)
Sample rate (取樣率) 項設定為取樣率(可設定範圍1 sec ~600 sec按該
取樣率對應之軟鍵即可) Mode項設為Free (不管輸入信號有無到達觸發準位均抓取記錄)
Data length.資料長度(每筆檔案之資料長度,最短為3min)
設定完成後,按Next軟鍵,使下頁顯示出來,按END對應之功能軟鍵後,螢幕會出現:
Do you want to store and make the new settings take effect?
Yes, No, Cancel
於Yes藍底游標處按ENTER即表示存入新設定。