米香型白酒机械化发展之路
米香型白酒生产流程图
白酒生产流程图
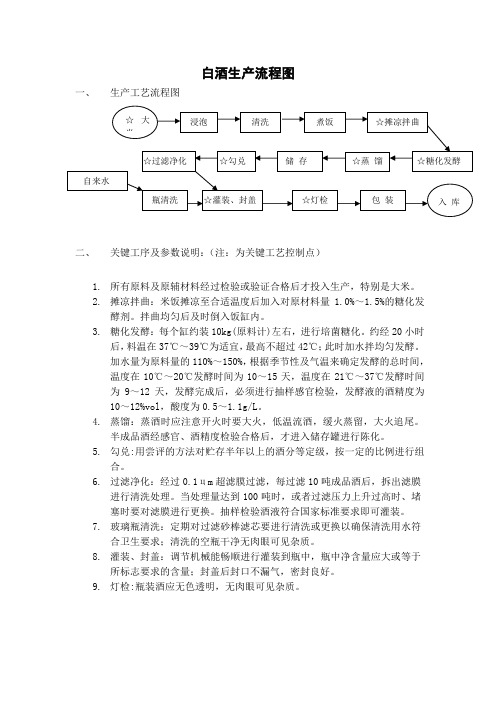
一、生产工艺流程图
二、关键工序及参数说明:(注:为关键工艺控制点)
1.所有原料及原辅材料经过检验或验证合格后才投入生产,特别是大米。
2.摊凉拌曲:米饭摊凉至合适温度后加入对原材料量1.0%~1.5%的糖化发
酵剂。
拌曲均匀后及时倒入饭缸内。
3.糖化发酵:每个缸约装10kg(原料计)左右,进行培菌糖化。
约经20小时
后,料温在37℃~39℃为适宜,最高不超过42℃;此时加水拌均匀发酵。
加水量为原料量的110%~150%,根据季节性及气温来确定发酵的总时间,温度在10℃~20℃发酵时间为10~15天,温度在21℃~37℃发酵时间
为9~12天,发酵完成后,必须进行抽样感官检验,发酵液的酒精度为
10~12%vol,酸度为0.5~1.1g/L。
4.蒸馏:蒸酒时应注意开火时要大火,低温流酒,缓火蒸留,大火追尾。
半成品酒经感官、酒精度检验合格后,才进入储存罐进行陈化。
5.勾兑:用尝评的方法对贮存半年以上的酒分等定级,按一定的比例进行组
合。
6.过滤净化:经过0.1цm超滤膜过滤,每过滤10吨成品酒后,拆出滤膜
进行清洗处理。
当处理量达到100吨时,或者过滤压力上升过高时、堵
塞时要对滤膜进行更换。
抽样检验酒液符合国家标准要求即可灌装。
7.玻璃瓶清洗:定期对过滤砂棒滤芯要进行清洗或更换以确保清洗用水符
合卫生要求;清洗的空瓶干净无肉眼可见杂质。
8.灌装、封盖:调节机械能畅顺进行灌装到瓶中,瓶中净含量应大或等于
所标志要求的含量;封盖后封口不漏气,密封良好。
9.灯检:瓶装酒应无色透明,无肉眼可见杂质。
酿酒自动化生产线及关键工艺设备的研究与设计

酿酒自动化生产线及关键工艺设备的研究与设计发表时间:2018-06-22T10:20:02.310Z 来源:《防护工程》2018年第4期作者:伏培超[导读] 本文结合实验,对防水工程中改性沥青卷材性能检测方法进行了分析,实验结果可供参考。
江苏洋河酒厂股份有限公司江苏宿迁 223800摘要:近年来,中国传统白酒在继承传统酿造工艺的同时,积极开拓新技术,中国酿酒工业协会启动了白酒“158计划”,旨在大规模提高传统白酒行业的机械化装备水平,提高行业的整体生产效率。
由中国酿酒工业协会起草的《中国酿酒产业“十二五”发展规划》概括性的指出“要引导酿酒装备制造业的科技投入,支持一批重大关键技术开发项目和关键设备的研制工作,促进酿酒工业的现代化发展”。
因此,机械化、自动化、智能化是白酒行业发展的必由之路。
基于此,本文主要对酿酒自动化生产线及关键工艺设备的研究与设计进行分析探讨。
关键词:酿酒自动化生产线;关键工艺设备;研究;设计:1、前言白酒传统酿造工艺的神秘性、多因素性、不确定性等根深蒂固,生产机械化水平低、劳动强度大、操作环境差、招收工人难等负面影响较为明显,与国家节能减排要求以及食品安全的某些规定不相符合。
因此,机械化、自动化、智能化是白酒行业发展的必由之路,实现浓香型白酒的酿酒机械化是中国白酒酿酒机械化的关键,可以推动其他香型白酒酿酒机械化进程,将是今后白酒酿造领域的重要研究方向与趋势。
2、机械自动化酿酒技术近年来,在“中国白酒158计划”的推动下,白酒行业不断开拓新技术,创新酿酒工艺,努力突破诸如机械化发酵、自动化装甑和连续蒸馏等关键环节,以适应白酒生产机械自动化的发展趋势。
湖北劲牌酒厂投资10亿元分批建设的枫林酒厂机械自动化酿造工业园区,通过斗提机、刮板输送机、皮带输送机、高压蒸粮锅、摊凉机、加曲机、恒温发酵间、发酵温度和CO2自动检测系统、蒸馏智能蒸汽调节系统的使用,实现了7.5万t/年规模白酒酿造各环节的自动控制,不仅产品质量得到有效控制,而且能源消耗大大降低。
新型液态发酵生产米香型白酒的研究(Ⅰ)——酶制剂在液态发酵米香型白酒中的应用

新型液态发酵生产米香型白酒的研究(Ⅰ)——酶制剂在液态发酵米香型白酒中的应用唐取来;李晶晶;李玲玲;刘彩霞;胡雪娇;肖冬光【摘要】探讨液化酶、糖化酶、酸性蛋白酶在新型液态发酵生产米香型白酒中的应用.结果表明,在液态发酵生产米香型白酒中添加适量的酶制剂,与传统糖化发酵剂小曲协同糖化发酵,补充传统小曲中酿酒酶系的不足,可提高液态发酵的效果,同时有利于微生物生长和风味物质的形成.实验得出酶制剂的最佳添加量为:液化酶2U/g 原料、糖化酶30~40 U/g原料、酸性蛋白酶2 U/g原料.%In this study, the application of liquefying enzyme, sacchairfying enzyme and acid protease in liquid fermentation of Mixiang Baijiu (liquor) was explored. The results demonstrated that, the addition of appropriate amount of enzyme preparations in liquid fermentation process could cooperate with traditional saccharifying&fermenting agent (Xiaoqu), supplement the shortage of enzymes in Xiaoqu, and improve liq-uid fermentation effects, meanwhile, it was beneficial to microbial growth and the formation of flavoring compounds. The best adding level of enzyme preparations were as follows:2 U liquefied enzyme, 30~40 U saccharifying enzyme, and 2 U acid protease per gram raw materials.【期刊名称】《酿酒科技》【年(卷),期】2015(000)009【总页数】4页(P8-11)【关键词】液态发酵;米香型白酒;酶制剂;白酒【作者】唐取来;李晶晶;李玲玲;刘彩霞;胡雪娇;肖冬光【作者单位】天津科技大学生物工程学院,天津市工业微生物重点实验室,天津300457;天津科技大学生物工程学院,天津市工业微生物重点实验室,天津300457;天津科技大学生物工程学院,天津市工业微生物重点实验室,天津300457;天津科技大学生物工程学院,天津市工业微生物重点实验室,天津300457;天津科技大学生物工程学院,天津市工业微生物重点实验室,天津300457;天津科技大学生物工程学院,天津市工业微生物重点实验室,天津300457【正文语种】中文【中图分类】TS262.3;TS261.4米香型白酒以桂林三花酒为代表,以大米为原料,小曲为糖化发酵剂,用曲量少、发酵期短,属于传统半固态工艺发酵白酒[1]。
清香型白酒机械化酿造过程中主要风味物质的生成规律研究
劳动强度大、卫生条件差、生产效率低、过程不可控等是传统酿酒行业面临的突出问题。
随着科学技术的不断发展,越来越多的现代科技融入到白酒生产过程当中[1],白酒机械化酿造模式正在逐步取代传统的手工酿造模式[2]。
但是,采用全新机械化酿造工艺,并非传统工艺的简单重复。
随着发酵介质、传清香型白酒机械化酿造过程中主要风味物质的生成规律研究*蔡凤娇,张娟,余汉超,谌业珍,汪江波**(1.湖北工业大学生物工程与食品学院,湖北武汉430068;2.工业发酵湖北省协同创新中心,湖北武汉430068;3.发酵工程教育部重点实验室,湖北武汉430068)摘要:通过检测各阶段理化指标和风味物质含量的变化,并偶联分析,研究小曲清香型白酒机械化酿造过程中主要风味物质的生成规律。
研究把风味物质的变化与主要理化指标进行偶联分析,揭示了主要风味物质在酿造过程中的变化规律。
结果表明:发酵过程酒醅中正丙醇和异丁醇含量先上升再下降,均在第7天达到最大值;异戊醇含量在第10天达到最大值;乙酸乙酯与乳酸乙酯的变化趋势相一致,均在第十天达到最大值;丁酸乙酯的含量在发酵0~5天上升较快,在第8天达到最大值。
发酵期间在第7~10天、13~16天,酿造微生物消耗碳源,进行酸和酯的合成代谢,10~13天,进行降酸和降酯合成乙醇的代谢。
关键词:白酒;风味物质;机械化酿造;气相色谱法中图分类号:T S262.32;T S201.2文献标识码:BStudy on the Formation Regularity of Main Flavor Substances in theProcess of Mechanical Brewing of Light-flavour*CA I Fengj i ao,ZH A N G Juan,Y U H anchao,C H EN Y ez hen,W A N G J i angbo **(1.School of B i ol ogi cal E ngi neer i ng and Food,H ubei U ni ver s i t y of Technol ogy,W uhan,430068,Chi na;2.I ndus t r i al Fer m ent at i on H ubei C ol l abor at i ve I nnovat i on C ent er ,W uhan,430068,C hi na;3.K ey Labor at or y of Fer m ent at i on Engi neer i ng,M i ni s t r y of Educat i on,W uhan,430068,Chi na)Abstract:By det ect i ng t he changes ofphysi caland chem i cali ndexes and f l avorcont enti n each s t age,and coupl i ng anal ys i s ,t he gener at i on ofm ai n f l avor s ubs t ances i n t he m echani z ed br ewi ng pr oces s ofX i aoqu f r es h-f l avor l i quor i s s t udi ed.I n t hi s st udy,t he changes off l avor s ubst ances and t he m ai n phys i caland chem i cali ndi cat or s w er e coupl ed and anal yz ed,r eveal i ng t he changi ng l aws ofm ai n f l avors ubs t ances dur i ng t he br ew i ng pr oces s .The r esul t s s how ed t hat t he cont ent of n-pr opanol and i sobut anol i n t he f er m ent ed m as h r os e f i r st and t hen decr eas ed,and bot h r eached t he m axi m um on t he 7t h day;t he i s oam ylal coholcont entr eached t he m axi m um on t he 10t h day;t he change t r end ofet hylacet at e and et hyll act at e The s am e,bot h r eached t he m axi m um on t he t ent h day;t he cont entofet hylbut yr at e r os e r api dl y f r om 0t o 5days off er m ent at i on,and r eached t he m axi m um on t he 8t h day.D ur i ng t he f er m ent at i on per i od,on t he 7t h t o 10t h and 13t h t o 16t h days ,t he br ewi ng m i cr oor gani sm s consum e car bon sour ces and car r y outt he s ynt hes i s and m et abol i s m ofaci ds and est er s ,and f or 10t o 13days ,t hey car r y outt he m et abol i sm ofr educi ng aci d and est er st o s ynt hesi z e et hanol .Key words:l i quor ;Fl avor i ng s ubst ances ;M echani z ed br ewi ng;G as chr om at ogr aphy*基金项目:基金项目:湖北省教育厅指导性项目(B 2020045)收稿日期:2021-01-02作者简介:蔡凤娇(1988-),女,硕士,工程师,专业:发酵工程。
白酒智能酿造

白酒智能酿造1. 引言白酒是中国传统的特色酒品,具有悠久的历史和独特的工艺。
然而,传统的白酒酿造过程存在一些问题,例如生产周期长、技术要求高、劳动强度大等。
为了解决这些问题并提高生产效率,白酒智能酿造技术应运而生。
本文将介绍白酒智能酿造技术的原理、应用以及未来发展趋势。
2. 白酒智能酿造技术原理白酒智能酿造技术基于物联网、大数据分析和人工智能等先进技术,通过对白酒生产过程进行实时监测和数据分析,实现对整个生产过程的智能控制和优化。
其主要原理包括以下几个方面:2.1 传感器监测通过在发酵罐、蒸馏设备等关键环节安装传感器,实时监测温度、湿度、压力等参数,并将数据传输到中央控制系统进行分析。
2.2 数据分析与决策中央控制系统利用大数据分析技术对传感器数据进行处理和分析,提取关键信息,并根据预设的酿造流程和品质要求,生成相应的决策指令。
2.3 自动化控制中央控制系统将决策指令发送给相关设备,实现自动化控制。
例如,根据温度变化调整发酵罐的加热或降温装置,保证发酵过程的稳定性。
3. 白酒智能酿造技术应用白酒智能酿造技术在白酒生产过程中具有广泛的应用前景。
以下是几个典型的应用场景:3.1 酿造过程监测与优化通过实时监测和数据分析,可以对白酒生产过程进行全面监测,并及时发现潜在问题。
同时,通过优化控制策略,可以提高生产效率、降低原材料损耗,并确保产品质量的一致性。
3.2 品质追溯与溯源利用智能酿造技术记录和存储每一批次白酒的生产数据和品质指标,可以实现对产品的全程追溯和溯源。
这对于品牌建设、质量监控和市场营销等方面具有重要意义。
3.3 智能化运维管理利用智能传感器监测设备运行状态,实现设备故障预警和维护管理的智能化。
通过分析设备运行数据,可以提前发现潜在故障,并进行及时维修,避免生产中断和损失。
4. 白酒智能酿造技术的未来发展趋势白酒智能酿造技术在未来将继续发展壮大,并朝着以下几个方向拓展:4.1 人工智能与机器学习应用将人工智能和机器学习技术应用于白酒智能酿造过程中,通过对大量数据的学习和分析,提高决策的准确性和自适应性,进一步优化生产过程。
酿酒智能化 酿酒师会失业吗

酿酒智能化酿酒师会失业吗“白酒行业,有的人喜欢神秘化,觉得越神秘这个品牌越值钱,但我们希望未来能越来越清晰,因为如果过程不清晰,就难以标准化,走不出国门。
”今世缘副总经理王卫东对《第一财经日报》记者表示。
随着第四次工业革命时代来临,工业生产讲究人工智能化,一直以“神秘”、“传统工艺”、“千年文明”等为卖点的白酒行业也开始寻求现代智能化,通过数据研究白酒的发酵过程,期望未来能实现如同现代食品工业般的全自动化生产。
数据化调节白酒白酒粮食的蒸煮是白酒酿造过程中工艺要求最复杂的一个环节。
在偌大的蒸酒容器中,酿酒师傅需要用筛子,围绕容器,轻轻将粮食撒入容器中,过程讲究均匀,最后让容器内的粮食呈漏斗状,中间空、四周高。
这个过程,直接决定了白酒质量和产量的高低。
如何将发酵生成物最大限度地提取出来,如何完成对酒的分离、香味提取和组合,需要像人一般,控制力度、均匀,而不是简单将粮食放进去,仅仅是这个环节,今世缘进行了四年的时间才研发出全国首套白酒装甄机械人生产线。
现在,这个环节终于可以用机械生产代替,被中国酒业协会评定为智能化酿酒示范车间。
不过,除了蒸煮,白酒酿造其实还有很多工艺,制曲、蒸粮、糖化、发酵、蒸酒等多个步骤,你也许还很难想象,国内的白酒规模已经超过5000亿元,但不少白酒企业内,生产仍主要靠人工来完成。
以规模都在200亿元左右的五粮液与光明乳业为例,前者的在职人数达万,后者只有5000人。
走进老旧的生产车间,仿佛处于上世纪80、90年代的中国,夏天高温炎热,工人们使用铁锹翻动酒糟,将酒糟摊凉,通过人工将需要蒸煮的粮食放进蒸酒的容器当中,蒸出原酒。
这些车间,没有空调,也没有所谓食品级空气净化的讲究。
进入生产车间,更不用穿着白衣戴上口罩。
这是大部分酒厂仍沿用的生产现状,有时,酒厂也会在某些环节加入机械化,但可操作的范围很低。
《第一财经日报》记者了解到,目前白酒行业机械化程度最高的便是包装环节,但大部分酒厂仍只能采用半自动化的模式,即便是茅台酒厂,包装仍需使用大量的人力。
米酒的创新发展思考

工 艺 创 新 的结 晶 。各 种 白酒 香 型之 间互 相 借 鉴 , 融
合, 不再受传统的束缚 , 白酒 的香型也更有特色。
笔者认为采用清香型和米香型工艺结合生产出
来 的 白酒最 适 合全 国以及 全球 消费者 的 口感 。浓香
1 中国 白酒要解 决 的三个 问题 11 中 国白酒要 走 向世界 , . 首先 应解 决 产 品 的工艺 创新 问题 。
关 注 的重点 问题 。
发 酵来 生产 白酒 , 于发 酵过 程 , 对 依靠 现有 的技术 力 量 是无 法 检 测 、 控 的 , 是 中 国 白酒 技 术 的 门槛 , 监 这 界 必须 要对 现有 工艺 进 行创新 。 白酒 新 _艺 的创 新 [ 目前 ,白酒 新工 艺 的创新 主要 是 针对 产 品风 格
Ab t a t E itn s f ce c n e eo me t f h n s q o e ep it d o t h o g n lzn ep e e t i a in a d p o lms s r c : x s t n u iin y a d d v lp n ie el u rw r on e u ru h a ay ig t r s n t t n r be e i oC i t h su o
广西桂酒(白酒)振兴三年行动方案(2020-2022)

广西桂酒(白酒)振兴三年行动方案(2020-2022)为深入贯彻落实自治区人民政府关于振兴桂酒的工作部署,推动桂酒产业转型升级和高质量发展,做大做强桂酒产业,特制定本行动方案。
一、指导思想以习近平新时代中国特色社会主义思想为指导,全面贯彻党的十九大和十九届二中、三中全会精神,深入贯彻习近平总书记关于广西工作重要指示批示精神和重要题词精神,围绕建设壮美广西、共圆复兴梦想的总目标、总要求,按照“强龙头、补链条、聚集群”的发展思路,着力推动桂酒产业创新升级,推进提质增效,增加绿色供给,抓好循环经济,优化区域布局,形成优势明显、独具特色的产业格局,推动我区桂酒产业高质量向前发展。
二、发展目标(一)行业规模逐步扩大。
到2020年全区白酒产业总产量达到20万千升,总产值达到40亿元;到2021年全区白酒产业总产量达到33万千升,总产值达到65亿元;到2022年总产量超过50万千升,总产值超100亿元,年均增长50%以上。
(二)企业规模不断壮大。
力争培育产值超50亿元的白酒企业(集团)1家、产值超10亿元的白酒企业(集团)3家,规上企业数达到20家。
(三)产品品种进一步丰富。
形成米香型白酒为支撑,酱香、浓香型白酒并进,发酵酒、养生酒和创新酒互补的多元桂酒产品体系,打造销售超亿元的单品2~3个。
(四)品牌效应不断提升。
着力培育1~2个在全国有市场影响力的桂酒领军品牌,争取获得2个以上国内知名品牌和3~5个区域性、标志性优势品牌,在全国范围内提升桂酒知名度。
(五)集聚效应明显增强。
以特色产区建设为重点,以特色小镇为中心,到2022年,打造核心产区2个,培育4个桂酒特色小镇。
三、重点任务(一)做大做强企业,壮大产业规模。
1.着力培育龙头企业。
着力提升桂酒龙头企业实力,打造一批具有较强竞争优势的大型桂酒企业集团。
从米香型白酒、酱香型白酒、浓香型白酒、创新型复合米香白酒、粮食发酵酒、保健酒、等方面培育各酒类企业壮大成为龙头企业。
固态法白酒机械化酿造试验
固态法白酒机械化酿造试验传统的白酒酿造方法已无法适应新的生产需求,全面实现机械化生产将是未来白酒行业发展的趋势。
湖北三麦酒业有限公司通过不断探索和借鉴先进的酿造经验,实现了整个酿酒过程的机械化,并将传统工艺的混合作业方式改为分工序、分流程作业,确保各工艺环节工艺的稳定性,更好地保证了产品的质量。
1工艺路线的选择三麦酒业所采用的是固态发酵法生产清香型小曲白酒,其酿造工艺流程如图1所示。
2生产规模及方案选择2.1生产规模项目固定资产总投资3500万元,总占地面积24000m2左右,总建筑面积14000m2左右,年工作日300d,两班作业。
设计生产能力为年产清香型基础白酒5000t,商品酒12000t。
2.2产品方案目前,销售酒的种类已达10多种,现举例说明如表1所示。
3生产模式的选择3.1设备流程的设计酿造车间的工艺设备流程图见图2。
注:1—斗式提升机,2—刮板输送机,3—泡粮池,4—蒸粮锅,5—摊晾机,6—加曲机,7—糖化地行,8—出料刮板车,9—糖化料地面输送机,10—糖化料摊晾机,—搅拌机,12—发酵地行,13—窖池,14—抓斗,15—料斗,16—发酵料输送带,17—酒甑,18—天行,19—醅糟池,20—醅糟摊晾机3.2原料的蒸煮阶段3.2.1机械化历史程度的对比原料蒸煮阶段机械化历史程度对比结果见表2。
在原料的输送方面,用斗式提升再经刮板输送代替传统人工输送,泡粮时可做到按需投料。
泡好的原料经阀门到达粮篓再由轨道进入蒸粮锅,进行封闭式加压蒸粮,采用定时定压控制,确保在降低能耗的同时达到了熟粮质量的一致性,提高了原料利用率。
白酒生产机械化要解决好两个问题:一是机械化要适应白酒生产工艺的要求;二是如何调整生产工艺以充分发挥机械化的效能,也就是要找到一条增加生产,提高淀粉出酒率的最佳途径。
依照这一原则,在使用热水循环式蒸粮锅时,对传统的蒸粮工艺进行了调整,将初蒸、闷水合为一道工序,此过程原料处于热水循环之中,初蒸后的粮食可直接实现闷水的目的。
白酒自动化生产线
白酒自动化生产线一、背景介绍白酒作为我国传统的特色酒类,具有悠久的历史和丰富的文化内涵。
随着社会经济的发展和人们生活水平的提高,白酒市场需求不断增长。
为了满足市场需求,提高生产效率和产品质量,白酒生产企业逐渐引入自动化生产线。
二、自动化生产线的组成1. 原料处理系统:包括原料清洗、破碎、搅拌等工艺环节。
通过自动化设备,实现对原料的快速处理和精确控制,提高生产效率和产品质量。
2. 发酵系统:通过自动化控制系统对发酵过程进行监测和调控,确保发酵的稳定性和一致性。
同时,利用传感器和仪表设备对发酵过程中的温度、湿度、pH值等参数进行实时监测和记录,为后续工艺提供数据支持。
3. 蒸馏系统:采用自动化蒸馏设备,实现对酒液的分馏和提纯。
通过精确的温度控制和流量调节,保证蒸馏过程的稳定性和效率。
4. 储存和熟成系统:利用自动化仓储设备,对白酒进行储存和熟成。
通过温度和湿度控制,保持酒体的稳定和品质的提升。
5. 包装系统:采用自动化包装设备,实现对白酒的瓶装、贴标、封口等工艺。
通过机器视觉和传感器技术,对包装质量进行在线检测和控制,提高包装效率和产品一致性。
三、自动化生产线的优势1. 提高生产效率:自动化设备能够实现对生产过程的精确控制和高速运行,大大提高了生产效率。
相比传统手工操作,自动化生产线能够节省人力资源,减少生产时间,提高产能。
2. 保证产品质量:自动化控制系统能够实时监测和调控生产过程中的各项参数,确保产品质量的稳定性和一致性。
生产过程中的数据记录和分析也为质量控制提供了依据。
3. 提升安全性:自动化生产线能够减少人工操作,降低了工伤事故的风险。
同时,通过自动化设备的故障检测和报警功能,能够及时发现和处理潜在的安全隐患。
4. 降低成本:尽管自动化生产线的投资成本较高,但通过提高生产效率和降低人力成本,能够在长期运营中降低生产成本。
此外,自动化设备的能耗管理和故障预警功能也能够降低能源和维修成本。
5. 提升企业竞争力:自动化生产线能够提高产品的生产能力和质量稳定性,满足市场需求,提升企业的竞争力。
一种液态发酵生产米香型白酒的方法[发明专利]
![一种液态发酵生产米香型白酒的方法[发明专利]](https://img.taocdn.com/s3/m/8214438b0b1c59eef9c7b427.png)
专利名称:一种液态发酵生产米香型白酒的方法
专利类型:发明专利
发明人:肖冬光,唐取来,郭学武,杜丽平,张翠英,陈叶福申请号:CN201410739863.0
申请日:20141205
公开号:CN104450399A
公开日:
20150325
专利内容由知识产权出版社提供
摘要:本发明公布了一种液态发酵生产米香型白酒的方法,属于酿酒技术领域。
所述方法包括:原料粉碎、液化糊化、培菌糖化、发酵和蒸馏步骤,培菌糖化步骤如下:将糊化液冷却后加糖化酶,再加入小曲粉或根霉曲、以及乳酸菌培养液和酵母菌培养液,微耗氧状态下培菌糖化。
该方法采用粉粮蒸煮液化后再液态培菌糖化从而实现小曲白酒生产机械化,改善了固态培菌糖化过程受气候、环境等因素影响导致质量不稳的缺陷;同时纯种培养的高产酯适量低产高级醇的酿酒酵母、乳酸菌和部分商品酶制剂与传统糖化发酵剂协同糖化发酵,部分净化发酵体系,补充传统糖化发酵剂的不足,大幅度增加米香型白酒中酯香物质的含量,同时控制高级醇的含量,显著提高米香型白酒的质量。
申请人:天津科技大学
地址:300457 天津市滨海新区塘沽经济技术开发区第十三大街29号
国籍:CN
代理机构:北京鼎佳达知识产权代理事务所(普通合伙)
代理人:王伟锋
更多信息请下载全文后查看。
白酒自动化生产线

白酒自动化生产线引言概述:随着科技的不断发展,各行各业都在不断追求自动化生产线,以提高生产效率、降低成本、保证产品质量。
白酒行业作为中国传统的酒类产业之一,也在逐步实现自动化生产线,以适应市场需求和提高竞争力。
一、原料处理自动化1.1 原料分选自动化:采用传感器技术对原料进行分选,提高分选效率和准确性。
1.2 原料搬运自动化:利用机器人等设备进行原料搬运,减少人力成本和提高搬运效率。
1.3 原料计量自动化:通过自动化计量设备对原料进行准确计量,确保产品质量稳定。
二、发酵酿造自动化2.1 发酵控制自动化:利用自动化控制系统对发酵过程进行监控和调节,保证发酵过程稳定。
2.2 温度控制自动化:采用智能温度控制系统对发酵温度进行精确控制,提高产品质量。
2.3 发酵时间控制自动化:通过自动化设备对发酵时间进行准确控制,确保产品口感和风味。
三、蒸馏提取自动化3.1 蒸馏控制自动化:利用自动化控制系统对蒸馏过程进行监控和调节,提高提取效率。
3.2 提取温度控制自动化:采用智能温度控制系统对蒸馏温度进行精确控制,保证提取质量。
3.3 提取时间控制自动化:通过自动化设备对提取时间进行准确控制,确保提取效果和产量。
四、混合调配自动化4.1 配方管理自动化:利用自动化系统对配方进行管理和调整,确保产品口感和风味稳定。
4.2 混合比例控制自动化:采用智能比例控制系统对混合比例进行精确控制,提高产品一致性。
4.3 调配过程监控自动化:通过自动化设备对调配过程进行实时监控,保证产品质量和稳定性。
五、包装出库自动化5.1 包装流程自动化:利用自动化包装设备对产品进行自动包装,提高包装效率和准确性。
5.2 出库管理自动化:采用自动化出库管理系统对产品进行管理和调度,确保及时出库和配送。
5.3 包装质量检测自动化:通过自动化检测设备对包装质量进行检测,确保产品包装符合标准要求。
结论:白酒自动化生产线的实现不仅提高了生产效率和产品质量,还降低了生产成本和人力成本,提升了企业的竞争力和市场份额。
白酒自动化生产线
白酒自动化生产线白酒自动化生产线是指利用先进的自动化技术和设备,实现白酒生产过程中的自动化操作和控制,提高生产效率和产品质量的生产线。
下面将详细介绍白酒自动化生产线的标准格式文本。
一、引言白酒是中国传统的酒类产品之一,具有悠久的历史和独特的酿造工艺。
为了提高白酒生产的效率和品质,采用自动化生产线已成为行业的发展趋势。
本文将详细介绍白酒自动化生产线的技术要求、设备配置和操作流程。
二、技术要求1. 自动化控制系统:白酒自动化生产线需要配备先进的自动化控制系统,能够实现生产过程的全面自动化控制和监测,包括温度、压力、流量等参数的实时监测和调节。
2. 传感器技术:生产线上需要安装各类传感器,如温度传感器、压力传感器、液位传感器等,用于实时监测生产过程中的各项参数,并将数据传输给控制系统进行处理。
3. 自动化设备:生产线上需要配备自动化设备,如自动灌装机、自动封口机、自动贴标机等,能够实现白酒的自动化生产和包装。
4. 数据采集与分析:生产线上需要配备数据采集与分析系统,能够对生产过程中的数据进行采集、存储和分析,为生产过程的优化提供依据。
三、设备配置1. 原料处理系统:包括原料的清洗、破碎、蒸煮等处理设备,用于将原料处理成适合酿造的状态。
2. 发酵系统:包括发酵罐、发酵槽等设备,用于进行白酒的发酵过程,控制温度、pH值等参数。
3. 蒸馏系统:包括蒸馏锅、冷凝器等设备,用于将发酵后的液体进行蒸馏,提取出白酒的酒精成分。
4. 储存与陈化系统:包括储存罐、陈酿罐等设备,用于储存和陈化白酒,使其达到更好的口感和品质。
5. 包装系统:包括灌装机、封口机、贴标机等设备,用于将成品白酒进行包装,提高包装效率和质量。
四、操作流程1. 原料处理:将原料进行清洗、破碎等处理,使其达到酿造要求。
2. 发酵:将处理后的原料放入发酵罐中,加入酵母和适量的水,控制发酵温度和时间,使其发酵成熟。
3. 蒸馏:将发酵后的液体进行蒸馏,提取出白酒的酒精成分,控制蒸馏温度和流速,确保酒精的纯度和品质。
白酒自动化生产线
白酒自动化生产线一、引言白酒自动化生产线是指利用先进的机械设备和自动化控制系统,实现白酒生产过程中的自动化操作和控制。
本文将详细介绍白酒自动化生产线的标准格式,包括生产线的布局、设备配置、工艺流程、自动化控制系统等方面的内容。
二、生产线布局1. 总体布局:白酒自动化生产线的总体布局应考虑生产效率、工作环境和安全性等因素。
普通可分为原料处理区、发酵区、蒸馏区、储存区和包装区等几个功能区域。
2. 原料处理区:用于原料的清洗、破碎、糖化等处理工序。
应配置相应的设备,如洗涤机、破碎机、糖化罐等。
3. 发酵区:用于白酒的发酵过程。
应配置发酵罐、温控设备、搅拌机等。
4. 蒸馏区:用于白酒的蒸馏和提取。
应配置蒸馏设备、冷却器、蒸汽发生器等。
5. 储存区:用于白酒的储存和陈放。
应配置储存罐、酒桶等。
6. 包装区:用于白酒的包装和装箱。
应配置包装机、标签机、封箱机等。
三、设备配置1. 原料处理设备:包括洗涤机、破碎机、糖化罐等。
2. 发酵设备:包括发酵罐、温控设备、搅拌机等。
3. 蒸馏设备:包括蒸馏设备、冷却器、蒸汽发生器等。
4. 储存设备:包括储存罐、酒桶等。
5. 包装设备:包括包装机、标签机、封箱机等。
四、工艺流程1. 原料处理:将原料进行清洗、破碎等处理。
2. 糖化发酵:将处理后的原料进行糖化和发酵。
3. 蒸馏提取:将发酵后的液体进行蒸馏和提取。
4. 储存陈放:将提取后的酒液进行储存和陈放。
5. 包装装箱:将陈放好的白酒进行包装和装箱。
五、自动化控制系统1. 控制系统:应采用可编程控制器(PLC)作为核心控制设备,实现对生产线各个设备的自动控制。
2. 传感器:应配置温度传感器、压力传感器、液位传感器等,用于实时监测和反馈生产过程中的相关参数。
3. 人机界面:应配置触摸屏或者计算机等设备,用于操作人员与自动化控制系统的交互。
4. 数据采集与分析:应配置数据采集设备和数据分析软件,实现对生产过程中的数据进行采集和分析,以优化生产效率和质量。
白酒酿造工艺中的自动化技术有哪些
白酒酿造工艺中的自动化技术有哪些白酒,作为中国传统的饮品,其酿造历史源远流长。
在现代工业的发展进程中,为了提高生产效率、保证产品质量的稳定性以及降低劳动强度,自动化技术在白酒酿造工艺中得到了广泛的应用。
自动化技术在白酒酿造中的应用,涵盖了从原料处理到成品灌装的整个生产流程。
首先,在原料处理环节,自动化的输送和计量设备发挥着重要作用。
例如,通过自动化的输送带和精确的计量装置,可以实现对粮食原料的准确投放,确保每一批次的原料比例稳定一致。
在蒸煮环节,自动化的温度和压力控制系统能够精准地控制蒸煮的条件。
以往,依靠人工经验来判断蒸煮的程度往往存在误差,而现在通过先进的传感器和控制系统,可以实时监测蒸煮锅内的温度和压力变化,并根据预设的工艺参数进行自动调整,从而保证蒸煮效果的一致性和稳定性。
发酵是白酒酿造的关键环节之一,自动化技术在这里也有出色的表现。
智能的温度和湿度控制系统能够为微生物的生长和代谢提供理想的环境条件。
通过精确控制发酵室的温度和湿度,可以促进有益微生物的繁殖,提高发酵效率和酒质。
同时,自动化的搅拌装置可以使发酵物料均匀混合,确保发酵过程的均匀性。
在蒸馏环节,自动化的蒸馏设备能够实现精确的分离和提纯。
通过控制蒸馏的温度、流速和回流比等参数,可以有效地提取出高质量的白酒馏分,减少杂质的含量。
此外,自动化的检测仪器能够实时监测白酒中的各种成分含量,为蒸馏过程的优化提供数据支持。
在陈酿环节,自动化的仓储管理系统可以对陈酿的白酒进行精确的监控和管理。
通过温度、湿度传感器和通风控制设备,营造适宜的陈酿环境,促进白酒的老熟和品质提升。
过滤和灌装环节同样离不开自动化技术。
高效的过滤设备可以去除白酒中的杂质和悬浮物,保证酒液的清澈度。
自动化的灌装生产线能够实现快速、准确的灌装,提高生产效率,同时减少人工操作带来的误差和污染。
值得一提的是,自动化的质量检测系统在白酒酿造中也起着至关重要的作用。
通过化学分析仪器和传感器,可以对白酒的酒精度、酸度、糖分、香气成分等进行快速准确的检测。
超声波催陈米香型白酒的研究
超声波催陈米香型白酒的研究魏群舒;杨勇;陈雨;方坤;刘培华;欧志枫;李坚斌【期刊名称】《中国酿造》【年(卷),期】2017(036)010【摘要】米香型白酒的传统陈化,耗费大量的时间、人力和财力,给企业带来沉重的负担.研究超声波温度、功率和作用时间对米香型白酒风味的影响,以期达到人工催陈的目的.结果表明,与传统陈酿相比,在超声频率40 kHz,超声温度40℃,超声功率180W,超声时间40 min条件下,超声波催陈米香型白酒的总酸含量增加0.001 2 g/L、总酯含量增加0.075 g/L,异丁醇、异戊醇含量有不同程度地下降,分别减少了0.006 g/L、0.005 g/L,这些变化使米香型白酒的感官品质在色泽、风味、口感和整体品质方面有了明显的提高.【总页数】5页(P66-70)【作者】魏群舒;杨勇;陈雨;方坤;刘培华;欧志枫;李坚斌【作者单位】广西大学轻工与食品工程学院,广西南宁530000;广西蔗糖产业协同创新中心,广西南宁530000;河南农业大学食品科学技术学院,河南郑州450000;广西大学轻工与食品工程学院,广西南宁530000;广西蔗糖产业协同创新中心,广西南宁530000;广西大学轻工与食品工程学院,广西南宁530000;广西蔗糖产业协同创新中心,广西南宁530000;广西大学轻工与食品工程学院,广西南宁530000;广西蔗糖产业协同创新中心,广西南宁530000;广西大学轻工与食品工程学院,广西南宁530000;广西蔗糖产业协同创新中心,广西南宁530000;广西大学轻工与食品工程学院,广西南宁530000【正文语种】中文【中图分类】TS261.4【相关文献】1.超声波对浓香型白酒陈化效果影响的初步研究 [J], 曹新志;熊俐;明红梅;蒲桂勇2.新型液态发酵生产米香型白酒的研究(Ⅰ)——酶制剂在液态发酵米香型白酒中的应用 [J], 唐取来;李晶晶;李玲玲;刘彩霞;胡雪娇;肖冬光3.待到“芝麻”芳香时——记中国芝麻香型白酒研究院院士、芝麻香型白酒科学技术突出贡献金奖得主王海平 [J], 鞠振玉4.青稞清香型白酒与部分典型清香型白酒的微量成份对比研究 [J], 张芬军;解成玉;叶晖春;许锦文;刘岩松;陈双;冯声宝5.川法小曲白酒属小曲清香型白酒的研究——四川小曲酒香型确定的研究 [J], 曾祖训;赖永祥;曹炜;董玲;郎定常因版权原因,仅展示原文概要,查看原文内容请购买。
米香型白酒酿造工艺流程
米香型白酒酿造工艺流程米香型白酒是中国传统的一种酒类,以其独特的米香味而闻名。
下面将介绍米香型白酒的酿造工艺流程。
一、原料准备米香型白酒的主要原料是高粱、大米和小麦。
首先需要对这些原料进行准备工作。
高粱要经过清洗、晾晒、脱皮等处理,大米要进行浸泡、蒸煮等加工,小麦则需要研磨成麦芽。
二、糖化发酵接下来是糖化发酵的过程。
将蒸煮好的大米和研磨好的麦芽混合,加入适量的水,经过一定的时间进行糖化。
糖化是指将淀粉转化为糖的过程,这是酒精发酵的前提条件。
三、酒精发酵完成糖化后,将糖化液进行冷却,然后加入酵母进行发酵。
酵母在发酵过程中会将糖转化为酒精和二氧化碳。
这个过程需要一定的时间,一般需要数日至一周不等。
四、蒸馏发酵完成后,需要进行蒸馏。
蒸馏是将发酵液中的酒精和其他有机物分离的过程。
一般采用的是传统的蒸馏工艺,将发酵液放入蒸馏锅中,加热使其汽化,然后通过冷凝器冷却收集蒸馏出的液体。
五、贮存陈化经过蒸馏后,获得的白酒需要进行贮存和陈化。
白酒一般会选择陶罐、槽罐等容器进行贮存,时间一般为数月至数年不等。
在这个过程中,白酒会逐渐变得醇厚,香味也会更加浓郁。
六、勾兑调配陈化完成后,需要对白酒进行勾兑调配。
这是为了保证每一批白酒的质量和口感的一致性。
一般会将不同年份、不同贮存时间的白酒进行混合,使其口感更加平衡。
七、过滤和包装经过勾兑调配后,白酒需要进行过滤。
过滤的目的是去除杂质和悬浮物,使白酒更加清澈透明。
最后,将过滤好的白酒进行包装,可以选择瓶装、罐装等形式。
总结:米香型白酒的酿造工艺流程包括原料准备、糖化发酵、酒精发酵、蒸馏、贮存陈化、勾兑调配、过滤和包装。
每个环节都需要严格控制时间、温度和原料的质量,以确保酿造出品质优良的米香型白酒。
这种白酒具有独特的香味和口感,是中国传统文化的重要组成部分。
新型液态发酵生产米香型白酒的研究(Ⅱ)--根霉曲纯粮液态发酵工艺的研究
新型液态发酵生产米香型白酒的研究(Ⅱ)--根霉曲纯粮液态发酵工艺的研究唐取来;刘彩霞;李玲玲;李晶晶;肖冬光【摘要】Grinded rice was used as raw materials, and Q303 Rhizopus oryzae by pure-species culture, S.cerevisiae with high-yield of esters and low-yield of higher alcohols and Lactobacillus casein were used as the saccharifying&fermenting agents to produce Mixiang Baijiu(liquor) by liquid fermentation. The results suggested that the optimum fermentation techniques were as follows:the adding level of Rhizopus oryzae was 0.3%of raw materials, the inoculating quantity of Lactobacillus casein andS.cerevisiae were 5%and 2%respectively, and the ratio of raw materials and liquid was 1∶3.2. Besides, compared with other fermentation technology of Mixiang Baijiu(liquor), liquid fermentation of pure grains could effectively increase liquor yield and esters/alcohols ratio and improve the quality of Mixiang Baijiu(liquor).%以粉碎大米为原料,纯种培养的根霉曲、高产酯适量低产高级醇酿酒酵母和乳酸菌为糖化发酵剂,全液态法工艺酿造米香型白酒。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钨酿酒科技2011年第2期(总第200期)·LlQUOR—MAKINGSCIENCE&TECHNOL0lGY20llNo.2丌01.200)
是陶缸,规格多为30~50k∥缸。
发酵缸町码堆4~5层,见图l。
图l米酒陶缸发酵
1.6蒸酒
最早采用锡制材料制成过山龙的土甑间歇蒸馏,手工操作多.劳动强度大,生产周期长.生产效率低,蒸酒质量也不易控制,还会带来铅的超标。
现多改为不锈钢材料制作。
1.7贮存
将分段摘取的原酒品评后,按等级靠人工挑入象山天然酒窖进行贮存,规格为300k∥坛。
岩洞比一般仓库更适宜酒的贮存.在桂林城徽象鼻山内有一大一小天然溶洞,冬暖夏凉,年平均气温为2l℃,溶洞与漓江相通,常年保持良好的湿度,是窖藏酒的绝佳宝地。
桂林i花酒常年贮存于此。
洞壁洒苔滋生,形成独特的有益微生物群,经自然老熟,桂林三花酒更醇、更绵、更香。
象山天然酒窖旷洒现场皑图2.
图2象山天然酒窖贮酒现场
1.8勾调
全凭勾兑人员的口尝把关,先把酒库数千坛的酒进行品尝.然后凭经验进行组合勾兑,工作量很大,影响勾兑质量的因素很多。
1.9包装
人工包装或半机械化包装,生产效率低。
2米香型白酒现代生产法
米香型白酒原料单一.传统操作法设备简单.但劳动强度高.劳动生产率较低。
多年来通过对传统操作法进行技术改造.设备升级,目的是改善工人操作条件和减轻劳
动强度.提高劳动生产率,使米香型白酒逐步实现机械化规模生产.形成现代生产法。
2.1物料输送
在运输方面.采用斗式提升机代替了过去的人丁拉米.输送量大,省时省力,不伤物料;用不锈钢管道连接发酵罐、蒸酒锅、清酒罐等设备,代替了原来的酪缸加板车。
既减轻r劳动强度.又有效地保证了生产质量。
2.2蒸饭
采用连续自动蒸饭机,将蒸饭、晾饭、加曲合为一道-丁序。
自动蒸饭机的生产能力是传统甑子蒸饭的5~10倍。
具有机械化连续操作,设备结构紧凑,使用及维修方便.降低劳动强度,保证职丁生产安全。
缩短生产周期,同时具有温度调节方便,添加小曲拌料均匀,操控性强,蒸饭质量稳定的特点。
2.3糖化
20世纪70年代.经过技术人员的研发,在白酒行业率先设计并采用U型糖化槽进行固态培菌糖化,容量大.相对占地面积较小,操控性强,劳动强度较低。
2.4发酵
发酵用碳钢或不锈钢发酵罐,增加了温控系统。
既解决了发酵醅缸劳动强度大的缺点。
又便于控制发酵过程的温度.保证了发酵质量。
发酵房发酵缸见图3。
图3发酵房发酵缸
2.5蒸馏
采用不锈钢蒸馏釜蒸馏系统。
几套蒸馏釜联动,懈决生产中的设备匹配.便于对蒸馏进行分段摘酒,极大减轻了劳动强度。
提高了劳动生产率,同时避免了酒液中铅含量的超标.保证了产品质量。
2.6贮存
仍延用陶缸贮存.建立计算机管理系统。
新酒需经色谱分析和口尝打分进行分级入库.利用计算机作入库登记,制作直观图进行出入库动态管理。
制订保管贮存制度,按规定定期进行检验、检查、品评、并缸、封缸等操作。
2.7
勾调
米香型白酒机械化发展之路
作者:崔维东, 李勇, CUI Wei-dong, LI Yong
作者单位:桂林三花股份有限公司,广西,桂林,541002
刊名:
酿酒科技
英文刊名:LIQUOR-MAKING SCIENCE & TECHNOLOGY
年,卷(期):2011(2)
本文链接:/Periodical_niangjkj201102020.aspx。