等壁异型管冷弯孔型计算机辅助设计
利用CAD软件进行管道设计的技巧与方法
利用CAD软件进行管道设计的技巧与方法CAD软件是一款广泛应用于工程设计领域的计算机辅助设计软件。
在管道设计方面,CAD软件能够提供强大的功能和工具,使设计师能够更加高效地完成管道设计任务。
本文将介绍一些利用CAD软件进行管道设计的技巧与方法。
1. 创建工程环境在开始进行管道设计之前,首先需要创建一个合适的工程环境。
通过CAD软件创建一个新的项目文件,并设置合适的单位制和坐标系。
在设计过程中,我们可以根据实际需要设置不同的图层来管理不同类型的对象,以方便后续的操作和修改。
2. 绘制基本几何图形在进行管道设计之前,通常需要先绘制一些基本几何图形,如矩形、圆形等,以便后续进行建模和定位。
利用CAD软件的绘图工具,我们可以轻松地绘制这些基本几何图形,并进行精确的尺寸和位置调整。
3. 建立管道模型一旦绘制了基本几何图形,我们可以开始建立管道模型。
在CAD软件中,可以利用绘图工具、拉伸、挤压等命令来创建不同形状和尺寸的管道。
可以根据实际需要,进行细节调整和修正,以确保模型的准确性和完整性。
4. 添加管道连接件在管道设计中,常常需要添加各种不同类型的管道连接件,如弯头、法兰、管件等。
通过CAD软件的插件或模块,我们可以快速添加这些管道连接件,并进行必要的调整和位置定位。
这样可以大大提高设计效率,减少错误。
5. 进行管道布局在建立管道模型的基础上,我们需要进行管道布局,即将不同组件连接起来,形成完整的管道网络。
利用CAD软件的编辑工具和命令,我们可以轻松地调整管道的走向和位置,确保管道系统的完整性和功能性。
6. 进行管道分析在完成管道布局之后,我们可以利用CAD软件提供的分析工具,对管道系统进行一些必要的分析和评估。
例如,可以进行斜率分析、压力分析、流量分析等,以确保管道系统能够正常运行。
7. 添加注释和文本在完成管道设计之后,我们还可以利用CAD软件的注释工具和文本工具,添加一些必要的注释和文字说明。
这样可以使设计方案更加清晰易懂,方便后续的审查和修改。
使用CAD进行管道设计的基本技巧

使用CAD进行管道设计的基本技巧CAD(计算机辅助设计)是一种广泛应用于工程设计领域的工具,它可以帮助设计师们更快速、准确地完成各种设计任务。
在管道设计中,CAD也是一项非常重要的工具,它可以帮助工程师们绘制精确的管道图纸,并进行相关计算和分析。
本文将介绍一些使用CAD进行管道设计的基本技巧。
首先,在进行管道设计前,我们需要了解工程项目的具体要求和设计标准。
这包括管道直径、材料、连接方式、输送介质等。
有了这些基本信息后,我们就可以开始使用CAD进行设计了。
在CAD软件中,我们可以使用各种工具和命令来绘制管道图形。
最基本的工具是直线和圆形绘制工具,我们可以使用它们来绘制直线段和弯曲部分。
在绘制直线时,可以使用CAD软件提供的辅助线和捕捉点功能来确保直线的准确位置和长度。
在绘制圆弧时,可以指定圆心位置、半径和起始角度,以绘制出符合标准要求的管道弯曲部分。
除了基本的绘图工具外,CAD软件还提供了一些特殊的工具和命令来处理管道设计中的特殊情况。
比如,我们可以使用CAD的镜像命令来创建对称的管道部分。
镜像命令可以使我们在绘制一个半部分后,将其镜像复制得到完整的管道。
另外,CAD还提供了多种修剪和延伸命令,可以帮助我们在需要的地方对管道进行修整和延伸。
在进行管道设计时,我们还需要考虑管道系统的布局和连接方式。
CAD软件提供了一些辅助工具和命令来帮助我们进行管道系统的布局设计。
比如,我们可以使用CAD的坐标定位功能来快速定位管道的起点和终点。
在连接管道时,我们可以使用CAD的延伸命令将两条管道延伸并自动连接起来。
此外,CAD软件还提供了一些配管库,其中包含了常用的管道连接件,如弯头、三通、法兰等。
我们可以从配管库中选择合适的连接件,并将其插入到设计图纸中。
在完成管道设计后,我们还需要对其进行一些计算和分析。
CAD软件提供了一些相关工具和命令来辅助这些计算和分析。
比如,我们可以使用CAD的长度测量工具来测量管道的实际长度。
数控弯管机三维计算机辅助设计
数控弯管机三维计算机辅助设计随着制造业的飞速发展,对于管件加工的需求日益增长。
数控弯管机作为管件加工的关键设备,其设计和制造的精度与效率对于生产具有重要意义。
近年来,随着计算机技术的进步,数控弯管机三维计算机辅助设计(3D CAD)得到了广泛应用。
本文将探讨数控弯管机三维计算机辅助设计的背景和意义,概念阐述,应用场景,设计流程,技术优势以及市场前景。
数控弯管机是一种用于弯曲金属管件的机械设备,可根据预设的参数和程序自动完成管件加工。
三维计算机辅助设计是一种利用计算机技术进行产品设计和模拟的方法,通过三维模型的表现形式,可以更加直观地分析和优化设计。
数控弯管机三维计算机辅助设计是将这两种技术结合起来,通过计算机辅助设计软件,对数控弯管机的设计和制造进行优化和提高。
数控弯管机三维计算机辅助设计在以下场景中具有广泛的应用:复杂管件设计:对于结构复杂、精度要求高的管件设计,三维计算机辅助设计可以更好地进行模拟和优化。
生产效率提升:通过优化设计,可提高数控弯管机的生产效率,降低生产成本。
产品质量控制:在设计阶段进行模拟验证,可以减少生产中的错误,提高产品质量。
数控弯管机三维计算机辅助设计的设计流程如下:需求分析:明确设计需求和目标,收集相关资料和数据。
设计草绘:利用CAD软件进行初步设计,形成三维模型草图。
尺寸标注:根据实际生产需求,对草图进行尺寸标注和细节完善。
模拟验证:通过软件进行模拟加工,验证设计的可行性和合理性。
优化改进:根据模拟结果进行设计优化,提高生产效率和产品质量。
数控弯管机三维计算机辅助设计具有以下技术优势:精度更高:通过三维建模和模拟,可以更好地控制尺寸精度和形状误差,提高生产的质量和效率。
效率更高:在设计阶段进行模拟和验证,可以减少试制和调试的时间和成本,提高研发效率。
可视化程度高:三维模型更加直观,便于分析和优化设计,提高设计质量。
随着制造业的发展和计算机技术的进步,数控弯管机三维计算机辅助设计的市场前景广阔。
冷弯成型的CAD _CAM _CAE技术

冷弯成型的CAD/CA M/CAE技术刘继英,艾正青(北方工业大学机电工程研究所,北京100041)摘 要:重点介绍了将CAD/CAM/CAE技术应用于冷弯成型行业,解决轿车门窗、农用车车厢板、彩板及不锈钢门窗、异型管成型、宽幅压型板等关键生产技术问题,以及应用FEA技术实现了复杂截面的仿真成型、预冲孔畸变的控制、超高强度钢的成型、高精度复杂型面成型辊的制造技术。
为企业开发新产品,采用新技术、新工艺,提供了技术支持和服务。
关键词:冷弯成型技术;CAD/CAM/CAE技术;应用中图分类号:TP273+.5 文献标识码:B 文章编号:1001-3938(2006)02-0038-050 前 言北方工业大学机电研究所以冷弯成型的CAD/CAM(Computer A ided Design/Computer A i2 ded Manufacture计算机辅助设计/计算机辅助制造)一体化技术为研究方向和特色并在这一领域连续进行了十余年的研究与实践,与国际同行保持了良好的合作交流关系。
研究所邀请和组织德国data M公司总裁、现任国际管件协会(I nterna2 ti onal Tube A ss ociati on)主席A lbert Sedl m aier7次到北方工业大学和国内讲学,北方工业大学机电研究所5次派人到德国交流;保持与日本拓植大学著名冷弯成型专家小奈弘教授等的技术交流关系,并与该校每年轮流举办一届冷弯成型方面的技术交流会议,至2004年已举办了7届。
2003年承担、完成了来源于韩国工业技术研究院(Ko2 rea I nstitute of I ndustrial Technol ogy)关于特殊断面冷弯成型的研究项目(Devel opment f or for m ing r oll in cold r oll f or m ing p r ocess for the partiti on part),该项目有相当大的难度,通过采用有限元仿真技术与试验研究,获得了委托方的满意评价与合格验收。
冷弯管补充设计说明

丰台区金汇中心(芳群园三区4号综合楼)补充设计说明设计单位:杭州中宇建筑设计有限公司审核人:编制人:工程概况:芳群园住宅区消防工程项目位于北京市丰台区方庄,总建筑面积28915.79平方米,主楼地上34层,地下3层。
主楼高度126.4米;裙房地上两层,地下一层,群芳高度9.90米。
补充设计说明:此楼房为圆形办公楼,由于楼内空间、施工技术等的限制条件,采用冷弯管对无缝钢管、不锈钢钢管和镀锌钢管采取再加工,所用钢管材料符合弯制标准,制作符合设计和标准的要求,满足压力管道安装的需要。
编制依据:《压力管道规范工业管道第4部分:制作与安装》GB/T20801.4-2006《油气输送用钢制弯管》SY/T5257-2004《设备控制程序》《检验与试验控制程序》《防腐控制程序》《材料、零部件控制程序》成型机理每根冷弯管都是通过弯制完成的。
将钢管置于弯管机上,弯管机对钢管施以弯曲力矩,使钢管局部发生适量变形,形成一定的角度,达到弯制目的,其基本过程是:后端夹具夹紧钢管(固定支点),然后通过前端下模主油缸的支点(活动支点)向上运动,使钢管沿上模曲线中部(固定支点)弯曲变形,直到弯制成型。
弯曲度为:11.25°制作程序1原材料要求1.1 用于制作冷弯管的管材必须符合国家标准的规定。
1.2用于弯制冷弯管的钢管应有钢管制造商质量证明书。
无标记、批号、质量证明书或质量证明书不全的钢管不能用于冷弯管制作加工。
1.3弯管用钢管表面应无油污杂物、无超标外观缺陷。
1.4 用于冷弯管弯制的钢管进入弯管场地后,应由弯管机组检验人员对外观和技术资料进行检查验收。
检验合格的钢管进入合格区。
对不合格的堆放在不合格区,同时由项目材料责任人负责与供货方办理退货的事宜。
2 冷弯管弯制2.1 一般规定1) 弯管机组技术人员应具有一定的冷弯管弯制施工经验。
2)弯管机操作工经过弯管机生产厂商技术人员的培训和本处的培训后,能熟练掌握弯管制作加工的操作技能。
弯管的计算机辅助设计与绘图
text - wu (fp ,layer ,x0 ,z0 ,scale) ; text - han (fp ,layer ,x0 ,z0 ,scale) ;
……
}
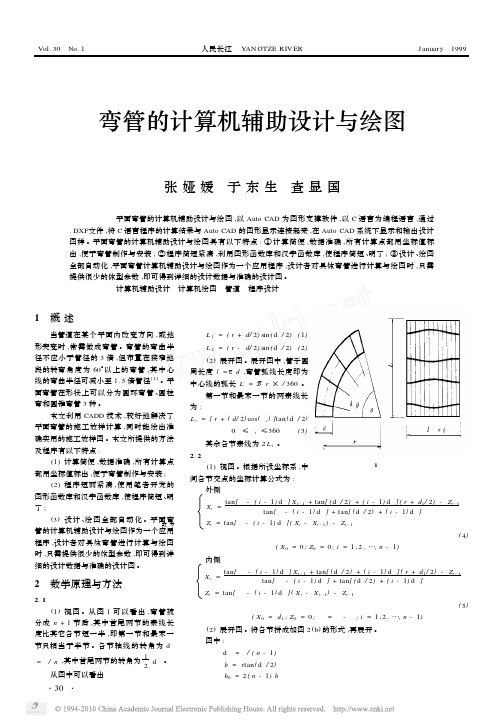
图 2 圆锥弯管
3 程序设计
平面弯管的计算机辅助设计与绘图软件 ,以 Auto CAD 为 图形支撑软件 ,以 Turbo C 为编程语言[4 ] ,通过 Auto CAD 的图 形交换文件 ( . DXF 文件) [5 ] ,将两者连接起来 ,在 Auto CAD 系 统下显示和输出图样 。
Zi - 1
Zi = tan[γ - ( i - 1) dθ] ( Xi - Xi - 1) - Zi - 1
(4)
内侧
( X0 = 0 ; Z0 = 0 ; i = 1 ,2 , …, n - 1)
Xi
tan[γ′=
( i - 1) dθ] Xi - 1 + tan[ ( dθ/ 2) + ( i - 1) dθ] ( r + d1/ 2) tan[γ′- ( i - 1) dθ] + tan[ (dθ/ 2) + ( i - 1) dθ]
L 1 = [ d1/ ( d1 - d2) ] ·H
inclin - dim (fp ,layer ,x1 ,z1 ,x2 ,z2 ,x0 ,z0 α, ,height) ;
展开弧的弦长
L 2 = [ d2/ ( d2 - d1) ] ·H
L 3 = 2 L 1 sin (ψ/ 2) L 4 = 2 L 1 sin (ψ/ 2)
(6) (7)
diameter - dim (fp ,layer ,x0 ,z0 ,r α, ,height) ; angle - dim (fp ,layer ,x0 ,z0 ,x1 ,z1 α, ,height) ;
利用CAD进行管道工程设计的技巧
利用CAD进行管道工程设计的技巧在现代建筑和工程领域,CAD(Computer-Aided Design,计算机辅助设计)已经成为设计师的必备工具之一。
它不仅能够提高设计效率,还能够减少错误和成本。
本文将介绍利用CAD软件进行管道工程设计的一些技巧。
第一步是正确设置CAD环境。
在开始绘制管道之前,我们需要确保CAD软件的设置正确。
首先,选择合适的坐标系统,确保图纸按照正确的比例绘制。
其次,设置合适的图层以组织和管理不同类型的图形元素。
例如,我们可以为管道、阀门、管接头等元素创建不同的图层,以便更好地控制和修改它们。
接下来是绘制管道。
在CAD软件中,我们可以使用直线、圆弧和多边形等绘图工具来绘制管道的路径。
在绘制过程中,应该注意保持管道路径的平滑和合理,避免过多的弯曲和歧路。
此外,确保管道的连接点准确无误,以确保管道的连续性和紧密性。
在绘制管道路径之后,我们需要添加管道的其他元素,如阀门和管接头。
在CAD软件中,我们可以使用插入图形或绘制图形的方式添加这些元素。
例如,我们可以通过在管道路径上插入符号来表示阀门的位置,或者使用绘图工具绘制管接头和管道连接点。
在设计管道时,我们还需要保证管道的合规性和安全性。
为了实现这一点,我们可以使用CAD软件的分析工具。
例如,我们可以使用CAD软件的弯头分析工具来确定管道路径是否符合流体力学的要求,或者使用CAD软件的冲突检测工具来检测管道路径中是否存在与其他元素的冲突。
最后,我们可以使用CAD软件生成和输出设计结果。
CAD软件通常提供了各种各样的输出选项,如打印、导出为PDF或图像文件等。
根据需要,我们可以选择适合的输出格式,并进行相应的设置,如纸张尺寸、图层显示和比例尺等。
当然,以上只是利用CAD进行管道工程设计的一些基本技巧。
在实际应用中,我们还需要根据具体的工程要求和实际情况进行调整和改进。
同时,熟练掌握CAD软件的快捷键和高级功能,也能够进一步提高设计效率和精度。
异型管孔型设计的CAD组装法

数 的设计 、独立变形 曲线的“ 制造 ” ( 画) 和独立变形 曲线 的“ 组装 ” 3 个方面 ,介绍 了异型管孑 L 型的 C A D组装法 。提 出充分 利用 C A D原则 、逆 向思 维变形孔型原 则 、公称尺寸原则 和流程化原则等 。该方法 省去 了异型管孑 L 型设计 过程 中的繁琐计算 ,使异型管变形 合理 ,提 高了孑 L 型设计效率 。 关键 词 :金属家具 ;焊接异型管 ;孔型设计 ;组装法 ;A u t o C A D;变形曲线 ;逆 向思维
中 图 分 类号 :T G3 3 2  ̄ . 3 文 献 标 志码 :B 文 章 编 号 :1 0 0 1 - 2 3 1 1 ( 2 0 1 3 ) 0 6 l y Me t h o d f o r De s i gn o f Sh a p e d T u be Pa s s
矗 耕 与刃 - 。 3 3
异型管孑 L 型设计 的 C A D组 装法
曹国富
( 佛 山市万乘实业有限公司 ,广东 佛 山 5 2 8 3 1 5)
摘
要 :借鉴活动板房设计 、制造和组装 的工艺流程 ,借助A u t o C A D平台 , 从“ 圆形一异形” 孔 型变形曲线参
i n d e p e n d e n t d e f o r ma t i o n c u r v e a n d“ a s s e mb l y ’ ’t h e r e o f .I t i s p r o p o s e d t o t a k e f u l l a d v a n t a g e o f t h e C AD p r i n c i p l e , t h e a d v e r s e t h i n k i n g d e f o r ma t i o n p a s s p r i n c i p l e ,t h e n o mi n a l d i me n s i o n p r i n c i p l e a n d t h e s t r e a ml i n i n g p r i n c i p l e . Th a n k s t o t h e s a i d C AD a s s e mb l y me t h o d, t h e mi s c e l l a n e o u s c a l c u l a t i o n s t e p s n o r ma l l y a s k e d f o r d e s i g n o f s h a p e d t u b e p a s s i s l e f t o u t S O a s t o o b t a i n r e a s o n a b l e d e f o r ma t i o n o f t h e s h a p e d t u b e, a n d a l s o g e t t h e d e s i g n e f f i c i e n c y
冷弯方、矩形钢管压弯构件设计方法的

冷弯方、矩形钢管的刚度设计
刚度失效准则
根据结构特点和承载要求 ,建立刚度失效准则,确 定构件的刚度要求。
变形计算方法
采用有限元分析方法,对 冷弯方、矩形钢管的变形 进行模拟,评估变形水平 。
刚度校核
根据模拟结果,进行刚度 校核,确保构件在承载条 件下满足刚度要求。
冷弯方、矩形钢管的稳定性设计
稳定性失效准则
根据结构特和承载要求,建 立稳定性失效准则,确定构件
的稳定性要求。
屈曲分析方法
采用有限元分析方法,对冷弯 方、矩形钢管的屈曲进行模拟
,评估屈曲临界荷载。
稳定性校核
根据模拟结果,进行稳定性校 核,确保构件在承载条件下满
足稳定性要求。
04
数值模拟分析
数值模拟软件及模型建立
数值模拟软件
ABAQUS、ANSYS、SAP2000等是目前常用的结构分析软件,具有强大的建模和求解能力。
需要进一步开展针对不同类型冷弯钢管的对比研究,以 找出更加通用的设计方法。同时,需要深入研究截面残 余应力分布对构件承载能力的影响,为更加精确地预测 构件承载能力提供依据。
设计方法优化建议
建议在设计中考虑冷弯钢管的初始缺陷和残余应力分布对构件承载能力的影响, 采用更加精确的数值模拟方法进行分析。
建议在设计中考虑冷弯钢管的材料非线性特性,采用先进的非线性分析方法进行 设计,以提高构件的承载能力。
06
研究展望与结论
研究成果总结
总结了国内外在冷弯方、矩形钢管压弯构件设计方面的研 究工作,重点介绍了现有设计方法的原理、适用范围和优 缺点。
指出了当前研究中存在的不足之处,包括缺乏对不同类型 冷弯钢管的对比研究、缺乏考虑截面残余应力分布对构件 承载能力的影响等方面。
冷弯管制作加工作业指导书
冷弯管制作加工作业指导书一、引言二、材料准备1.选择合适的金属材料,一般采用普通碳素钢、不锈钢等。
2.根据实际需要,确定冷弯管的壁厚和直径,购买相应规格的钢管。
3.准备所需的辅助工具和设备,如卷管机、剪板机、冷弯机等。
三、冷弯管制作步骤1.将钢管切割成所需的长度,使用剪板机进行切割。
2.将钢管放入卷管机中,根据设计要求进行冷弯成型。
根据具体情况,可选择单弯、双弯或多弯。
3.检查冷弯管的弯曲角度和半径是否符合要求,如有偏差,需进行调整。
4.根据设计要求,进行必要的焊接和连接。
5.进行表面处理,如除锈、喷漆等,提高冷弯管的耐腐蚀性和美观度。
四、注意事项1.在进行冷弯管制作前,需对材料和设备进行充分的检查和保养,确保其正常运行和使用安全。
2.在冷弯过程中,需要控制好弯曲角度和半径,避免过度变形或折断。
3.需要使用合适的夹具和辅助工具,保证冷弯管在制作过程中的稳定性和精确性。
4.焊接的质量对冷弯管的强度和稳定性有重要影响,需进行焊缝检查和测试。
5.在进行表面处理时,需选择合适的方法和材料,保证冷弯管的质量和外观。
五、常见问题及解决方案1.冷弯管表面出现麻点或起泡现象可能原因:卷管机温度过高或冷弯管表面有杂质。
解决方案:调整卷管机温度并清洁冷弯管表面。
2.冷弯管弯曲角度不符合要求可能原因:夹具不牢固或卷管机操作不准确。
解决方案:加固夹具或进行卷管机操作调整。
3.冷弯管连接处出现泄漏可能原因:焊接不牢固或连接处有缺陷。
解决方案:重新焊接或更换连接件。
4.冷弯管出现异响或变形可能原因:卷管机使用不当或材料质量有问题。
解决方案:进行设备维修或更换合格材料。
六、结论通过本文所介绍的冷弯管制作步骤、注意事项和常见问题的解决方案,可以有效提高冷弯管制作的质量和效率。
在进行冷弯管制作时,需严格按照要求进行操作,并及时解决出现的问题,以确保制作出符合要求的冷弯管产品。
异型钢管空间结构制作工法
异型钢管空间结构制作工法异型钢管空间结构制作工法是一种现代建筑结构制作技术,它通过使用异型钢管来构建空间结构,使建筑具有更高的抗震性、承载能力和稳定性。
这种工法已经在许多领域得到了广泛应用,如体育馆、会展中心、桥梁等。
首先,异型钢管空间结构制作需要精确的设计和计算。
设计师需要考虑到建筑的使用要求、结构力学特性以及材料的耐久性等因素。
通过先进的计算机软件和仿真技术,设计师可以进行详细的结构分析和优化,确保结构的稳定性和安全性。
其次,异型钢管空间结构制作需要精确的钢管制作和加工技术。
在制作过程中,要求钢管的准确尺寸、形状和质量。
一些大型的异型钢管可能需要通过焊接等加工工艺进行连接,因此需要熟练的焊接技术和设备。
此外,还需要进行钢管的防腐处理,以提高其耐久性和使用寿命。
第三,当钢管制作完成后,需要进行组装和安装。
这一过程需要依靠专业的施工队伍和工具设备。
在组装过程中,需要注意每个钢管的位置和固定方式,以确保结构的稳定性。
同时,还需要做好施工现场的安全管理,确保施工人员的安全。
此外,异型钢管空间结构制作还需要与其他建筑材料进行配合。
例如,可以使用混凝土来制作地基和支撑结构,以增加整个建筑的稳定性。
在与其他材料的配合过程中,需要注重材料的选材和质量控制,以确保整个结构的协调性和一致性。
异型钢管空间结构制作工法具有许多优点。
首先,它可以降低建筑的自重,减少建筑材料的使用。
其次,异型钢管具有优异的抗震性能和承载能力,可以满足各种复杂的建筑要求。
此外,由于钢管具有较好的可塑性和可靠性,可以制作出各种形状和曲面的空间结构,给建筑带来更多的创意和设计灵感。
总之,异型钢管空间结构制作工法是一种先进的建筑制作技术,它通过使用异型钢管来构建空间结构,提高了建筑的抗震性、承载能力和稳定性。
它需要精确的设计和计算、精细的钢管制作和加工技术、专业的施工队伍和设备。
异型钢管空间结构制作工法具有许多优点,可以满足各种复杂的建筑要求,给建筑带来更多的创新和设计空间。
异型钢管成型的计算机辅助设计

异型钢管成型的计算机辅助设计
刘继英;Albert Sedlmaier
【期刊名称】《焊管》
【年(卷),期】2008(031)002
【摘要】异型钢管成型的轧辊设计是生产中的关键技术,采用计算机辅助设计技术,实现了高精度、复杂轮廓轧辊的优化设计,缩短了轧辊设计周期,降低了制造调试成本,使得异型管的成型设计不再是主要依赖设计者的经验以及依靠调试修正的试错法.简要介绍了应用COPRA软件在异型管设计、制造方面的成功实例.
【总页数】3页(P53-55)
【作者】刘继英;Albert Sedlmaier
【作者单位】北方工业大学,北京,100041;data M Software & Engineering GmbH (德国)
【正文语种】中文
【中图分类】TG335.4
【相关文献】
1.计算机辅助设计成型辊成型 [J], 杜海申
2.异型钢管辊挤成型过程的有限元模拟 [J], 李志永;张小平;王毅
3.异型钢管推轧成型新方法 [J], 郑宝龙;陈戈萍
4.异型钢管辊式成型技术 [J], 黄桂芳
5.聚合物异型材气辅口模挤出成型气辅滑移对异型材挤出胀大的影响 [J], 闫丽;周国发;周勇飞;郭吉林
因版权原因,仅展示原文概要,查看原文内容请购买。
计算机辅助设计技术

工程勘察应用技术1.工程地质地理信息系统技术基于国产GIS平台,采用关系数据库的空间数据储存方案,支持不同坐标系统的数据,实现地上3D景观创建和地下3D的剖切、挖洞,具有海量数据压缩、快速提取、还原和显示功能。
主要应用于各类工程规划和工程勘察。
2.多波列数字图像物探技术采用多道瞬态面波、等速地质剖面处理和自动绘制地质剖面图等技术,实现陆域和水域物理切探,岩土层强性波测试等多项功能。
主要应用于建筑工程、交通场道和电站建设等工程的勘察及检测,地下不良地质体及地下埋设物的调查。
3.工程勘察成果计算机辅助技术从“勘测、设计一体化”出发、自动生成工程勘察报告,包括工程图表编绘、工程分析计算和报告编辑等,实现数据导人导出功能和审计扩充功能。
主要应用于各类工程勘察的数据管理,工程分析评价及勘察报告编制。
4.工程地质勘察CAD技术根据已有的勘察数据,进行处理的统计,分析地层的构造及分布,依据用户选定的标准规范,绘出平面图、剖面图、柱状图、室内试验全面表,各种统计表,完成承载力基本值.标准值、压缩模量、单桩承载力计算。
主要应用于不同地区、不同地质条件的建筑行业的勘察设计单位。
工程设计应用信息技术1.预应力信息化张拉智能控制技术具有张拉力与伸长量在线实时检测、智能监控功能。
伸长量:测量范围(0-300)mm,测量精度0.1mm,分辨率0.01mm。
张拉力:测量范围(0-5000)KN,测量精度1%FS,分辩率1N。
主要应用于各种预应力工程。
2.深基坑支护结构设计软件采用动态可视化输入输出技术,可完成基坑支护工程的全部设计工作。
各种支护结构的内力分析采用极限平衡法和弹性支点法,可选择多种土压力模式及各种地面超载形式等的自动计算系统,基坑内、外侧分别录入地下水位深度,计算土压力时可选择水土合算或分算,配筋计算时可选择构件对称或非对称配筋,可根据经验调整内力的大小。
主要应用于不同地区、不同地质条件的建筑基坑支护工程结构设计。
异型管生产技术

异型管加工1、有色金属生产牌号及品种⑴牌号:T2、TU2、TP2、H62、H65、H68等⑵规格:达几千种2、异型管主要用途⑴航空、航天、医疗、电子、电工⑵机械⑶家具、灯饰、装饰⑷制冷、热交换等3、异型管分类⑴等壁异型管⑵异壁异型管⑶纵向变断面异型管4、异型管制造方法:⑴挤压⑵拉伸⑶焊管⑷旋轧5、有色金属异型管生产现状与展望异形管:凡断面不是圆形的管材,或虽是圆形但沿长度方向直径或壁厚发生变化的管材,统称为异形管。
二、生产方法1、挤压成型⑴正向挤压:偏心管。
异型管⑵conform挤压:内螺纹管,有口琴管、D形管等内螺旋铜管2、拉伸异型管:1)常用异型管过渡圆的确定椭圆形:D过=(a+b)/2六角形:D过=6a/π=1.91a方形: D过=4a/π=1.27a方形:D过=4a/π=1.27a•矩形: D过=2(a+b)/π=0.64(a+b)2)、固定模拉伸成型⑴空拉——过渡圆确定,尺寸精度要求不高的产品⑵衬拉——尺寸精度要求较高的产品,如:扁管生产3)、辊式模拉伸成型辊式模拉伸是指在由辊子组成的孔型中进行拔制,它与固定模拔制的不同点在于被拔管子与辊子之间是滚动摩擦,而固定模与管子之间是滑动摩擦;固定模模孔为一完全封闭孔型,而辊模的孔型有辊缝存在,为非完全封闭孔型。
辊模更适宜于拔制带棱角的异型管,常用在二辊、三辊和四辊式的。
⑴特点:①变滑动摩擦为滚动摩擦,从而可增加其道次延伸系数②成本低,生产效率高③复杂型管可用辊模拉伸④不衬芯头可拔制出高精度的异型管⑤拉伸时壁厚变化较小⑥模子寿命长,产品质量好⑦辊模拉伸金属变形均匀,拔后管子较直⑧辊模可调正管材尺寸(通过调整辊逢来进行调整)⑵在设计滚模装置时应遵循如下原则①辊径要尽可能地小,在保证强度和变形合理的条件下可减小拉伸机的吨位。
②辊子数目的选择决定于异型管的形状③防止辊子相互串动是保证管子尺寸精度的关键。
④异型管拉伸时的变形参数:λn=Fn-1/Fn λΣ=F0/Fk4)、圆管断面的形状的稳定性、变形特点和变形规格选择⑴断面形状的稳定性由受力情况可知:作用于圆管的径向应力q达到某一值时,管壁将发生塑性弯曲,即断面形状丧失稳定性(失稳),管壁产生周期性弯曲,而开始失稳的载荷强度为临界应力qk,可按下式确定:qk=(N2-1)Sσs/R(1+4σsR2/EtS2)------P20式中:S、R ——分别为圆管的壁厚和半径σs、Et ——分别为圆管材料的屈服极限和正切模量N ——大于或等于2的整数(受压圆管支撑点对数)说明:⑴S/R值愈大,则q k愈高,圆管型状愈稳定⑵圆管材质的σs、Et 值愈大,则q k愈高,稳定性增加⑶N愈大,则q k愈大,同时N还决定着圆管失稳后周边弯曲形状•于四辊辊模作用于水平面上的力不应超过相邻面允许的负对荷极限值,根据力平衡条件可以求出切向和径向应力,并依塑性条件最终确定出圆弧半径R和挠度值h的关系式:式中:β——中间主应力影响系数S0——坯管壁厚b ——边长实际:以道次延伸系数确定λn=Fn-1/Fn铜及铜合金:λn=1.2~1.45铝及铝合金: λn=1.25~1.5除了上述分析结论外,还与下述因素有关:①管壁的最终曲率:如果为正曲率则其稳定性最佳。
计算机辅助设计在水电站钢岔管制造中的应用

计算机辅助设计在水电站钢岔管制造中的应用发表时间:2019-03-05T14:57:17.003Z 来源:《防护工程》2018年第35期作者:杨元普[导读] 为今后的类似工程提供了良好的实践基础,同时对类似的工程有一定的参考意义。
中国水利水电第五工程局有限公司机电制造安装分局四川成都 610200摘要:在水电站工程的建设过程中,压力钢管的制作是整个工程中的重点,其中压力钢岔管制作又是其中的难点,本文简要介绍了布仑口-公格尔水电站800MPa级高强钢岔管的制作技术及质量控制要点,制作过程中运用AutoCAD、SolidWorks、Fastcam等计算机软件辅助制作,对类似岔管制作有一定参考意义。
关键词:800MPa级高强钢钢岔管制作 SolidWorks AutoCAD Fastcam 辅助制作1 工程概况新疆布仑口-公格尔水电站位于新疆维吾尔自治区克州阿克陶县境内。
该电站是盖孜河中游河段梯级电站中的第一级水电站,电站总装机容量200MW,引水式开发,装设3台单机容量为67MW、额定水头607m的立轴水斗式水轮发电机组。
电站距喀什市135km,距阿图什市180km。
作为疆南电网骨干电源,承担调峰、调频、事故备用和部分基荷的任务。
引水系统采用一洞三机联合供水的布置型式,工程主要包括: 1条内径为3m、长度为1333m的压力钢管、两个钢岔管、三条内径为1.4m的支管及其部件的制作、安装。
其中压力钢岔管为卜型结构形式,钢材为800MPa级高强度低合金钢材(宝钢B780CF),1号岔管管壁厚度为46mm,大口管直径为2800mm,小口管直径为2100mm,月牙形肋板厚度为100mm。
2号岔管管壁厚度为38mm,大口管直径为2100mm,小口管直径为1400mm,月牙形肋板厚度为80mm。
布置形式如下图所示。
图1 岔管结构图钢岔管的制作主要分为4个阶段进行:前期准备、岔管图展开下料及套料、瓦片的卷制、整体拼装、焊接。
冷弯管文档

冷弯管1. 什么是冷弯管冷弯管是一种通过冷加工工艺制造而成的管材。
与传统的热轧管相比,冷弯管具有形状稳定、尺寸精度高、表面光滑等优点。
冷弯管广泛应用于建筑、机械制造、汽车制造、桥梁工程等领域。
2. 冷弯管的制造工艺冷弯管的制造工艺包括以下几个步骤:2.1 材料准备冷弯管的材料通常是金属板材,比如钢板、不锈钢板等。
材料必须符合相关标准,并经过预处理,如切割、矫直等。
2.2 弯曲成型在冷弯管的制造过程中,主要通过机械设备进行弯曲成型。
通过调整设备的模具和辊轮等部件,可以使金属板材在不破坏其基本结构的情况下得到所需的弯曲形状。
2.3 焊接在弯曲成型之后,通常需要对冷弯管进行焊接。
焊接可以增强冷弯管的强度和密封性。
常用的焊接方法包括电弧焊、气体保护焊等。
2.4 修整和表面处理经过焊接后,冷弯管还需要进行修整和表面处理。
修整包括修剪多余的边缘、调整尺寸等。
表面处理可以选择镀锌、喷涂等方法,增加冷弯管的防腐性能和美观度。
3. 冷弯管的优点相比于热轧管,冷弯管具有以下优点:•尺寸精度高:冷弯管的尺寸精度可以达到更高的标准,适用于对尺寸要求较高的场合。
•强度高:通过冷加工,冷弯管的内部结构得到改善,使得其强度较高。
•表面光滑:冷弯管经过矫直和调整尺寸等工艺,表面光滑平整。
•形状稳定:冷弯管的成型过程中,通过机械设备控制,可以使管材形状稳定,不易变形。
•生产效率高:冷弯管的制造过程中,可以通过机械化生产线实现批量生产,提高生产效率。
4. 冷弯管的应用领域由于冷弯管具有优良的性能和广泛的尺寸范围,被广泛应用于以下领域:4.1 建筑领域冷弯管常用于建筑领域的结构支撑、护栏、护壁等。
其形状稳定、强度高的特点使得冷弯管在建筑结构中具有重要作用。
4.2 机械制造领域冷弯管在机械制造领域应用广泛,比如制造风力发电机塔架、挖掘机臂等。
冷弯管的高精度、高强度满足了机械设备对管材的严格要求。
4.3 汽车制造领域冷弯管在汽车制造领域常用于汽车底盘、车架结构等部件的制造。
套管的计算机辅助设计软件研制

套管的计算机辅助设计软件研制
刘清友;王国荣;刘峰
【期刊名称】《石油机械》
【年(卷),期】2000(028)002
【摘要】在综合分析套管设计理论和方法的基础上,通过建立套管强度设计和载荷计算的数学模型,研制了套管计算机辅助设计软件.该软件把套管的钢级、壁厚和强
度等性能参数存入数据库,将套管设计过程写成代码,根据原始数据计算相应载荷后,可自动查询并列出所有符合强度要求的套管种类,供设计者根据实际情况选择.重点
介绍了套管设计软件的设计思路和程序框图,并通过计算实例给出了利用软件进行
套管实际设计的操作步骤.
【总页数】4页(P37-40)
【作者】刘清友;王国荣;刘峰
【作者单位】西南石油学院;西南石油学院;江汉机械研究所
【正文语种】中文
【中图分类】TE9
【相关文献】
1.套管抗挤特性及高抗挤套管——《油套管标准研究、油套管失效分析及典型案例》(4) [J], 李平全
2.油套管的缺陷及其在建井期的典型失效案例——《油套管标准研究、油套管失效分析及典型案例》(5-1) [J], 李平全
3.油套管的缺陷及其在建井期的典型失效案例——《油套管标准研究、油套管失效
分析及典型案例》(5-2) [J], 李平全
4.油纸电容式套管的计算机辅助设计 [J], 刘晓亮
5.真丝纺类织物计算机辅助设计软件研制 [J], 朱萍;顾平
因版权原因,仅展示原文概要,查看原文内容请购买。
冷弯型钢孔型设计原理a

简易法 r/s≤2.5,λ=1/3 r/s>2.5,λ=1/2 当r=0时,180°的弯弧长度=0.7×s
Prof. Dr.-Ing. Jingtao Han
Prof.设计原理
DIN6935法 计算公式: L=a + b+ν 式中:L-展开长度;a, b-弯曲零件外层尺寸;ν-计算修正值(描述一个 圆弧单元中性层与中心层的长度差) 修正值ν的确定
3 冷弯型钢孔型设计原理
2) 成形工艺设计-成形断面方位选择 决定成形断面方位的主要因素 与成形基准的选择有关:断面方位与成形基准,展开平面统一考虑; 尽可能选择平辊实弯成形,避免空弯成形或辅助辊成形; 封闭断面的放置要焊接或咬口; 考虑经济性; 考虑截面不同尺寸规格轧辊的共用性; 考虑与轧机参数的匹配,如速比; 考虑成形的对称性;
Prof. Dr.-Ing. Jingtao Han
3 冷弯型钢孔型设计原理
2) 成形工艺设计-成形断面方位选择 决定成形断面方位的主要因素 考虑不对称截面成形的扭转问题; 考虑后续的弯圆与切断问题; 其他,如便于观察等。
Questions and Discussion
/a
考虑冲孔和落料、毛刺方向、后续冲压、以及脱落物的排出等;
韩静涛 博士/教授/博士生导师
北京科技大学 材料加工工程学科 首席教授 中国钢结构协会冷弯型钢分会 理事长 中国金属学会 荣誉理事
Prof. Dr.-Ing. Jingtao Han
3 冷弯型钢孔型设计原理
3) 设备技术参数 冷弯型钢成形机组设备组成,可生产产品规格范围; 成形机组机架数[水平/立辊],水平机架间距; 成形机组成形速度,各水平辊机架上下辊轴传动比,主电机功率; 水平机架结构、型式、辊轴直径、辊轴有效宽度、上下辊轴间距、下 辊轴中心距成形机组的底座面距离,工作辊径[传动辊径]; 立辊机架结构型式、辊轴直径、辊轴有效高度、两立辊辊轴间距、立 辊底端面距成形机组底座面距离,立辊的辊径范围; 成品矫直机型式和数量;成品切断设备切断方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿日期:2003-05-07
作者简介:柳谋渊(1955-),男,副教授.
文章编号:1671-7333(2003)03-0157-03
等壁异型管冷弯孔型计算机辅助设计
柳谋渊
(上海应用技术学院材料工程系,上海,200235)
摘要: 提出一种等壁异型管冷弯成型的简易计算方法,同时可利用计算机对孔型系统进行辅
助设计。
该方法适用于任意复杂断面等壁冷弯异型材成型的孔型设计过程。
关键词: 孔型设计;冷弯型材;CAD
中图分类号: TG 332+.4;TP 391.72 文献标识码: A
CAD for Cold Bending of Arbitrary Complex Tube
L IU Mou 2yuan
(Department of Material Engineering ,Shanghai Institute of Technology ,Shanghai 200235,China )
Abstract :A simplified design method for formation of arbitrary complex tube is introduced here ,and it can be further aided by computer to design the shape of grooves and rolls.The method can be used for roll design of any arbitrary complex tube and shape 2forming process.
Key words :groove design ;cold bent shape ;CAD
通常的等壁异型管成型多采用辊式或排辊成型后焊接成圆管,然后由定径机组对圆管进行压弯,成为所需的异型管。
这种由圆管成型为异型管的过程普遍采用经验法或近似法来完成,实践证明这类方法存在某些不足,比如以弦代弧所引起的中间道次压缩过量,使得整形道次失效[1],不得不采用过量调整的方法来确保成型精度等。
传统设计方法的合理性和可靠性不足,对于复杂断面孔型设计更是如此。
因此,针对大多数采用辊式定径机进行冷弯异型管的现场条件,本文从道次均匀变形的角度出发,探讨适当的成型规律和孔型设计方法,对成型过程的道次变形、辊型采用计算机辅助设计,从而使得整个孔型设计过程更为合理、精确、有效,同时该方法还适用于任意复杂断面异型材冷弯成型过程。
1 基本方法
方管和矩形管,由于形状较简单,其成型过程的设计方法在许多资料中均有介绍和设计实例,但鲜见复杂断面的设计方法具体介绍。
有的只给出诸如辅助矩形法、变形角法[2]等概念,应用说明极少。
以下是作者给出的设计思想。
1.1 管坯尺寸
按成品边长,根据钢种和壁厚选择压缩系数,从而确定来料尺寸。
来料可以是空心圆管,也可以是带钢,视机组用于焊管或冷弯而定。
第3卷 第3期
2003年9月 上海应用技术学院学报JOURNAL OF SHAN GHAI INSTITU TE OF TECHNOLO GY Vol.3No.3 Sep.2003
1.2 初始顶角位置
按成品管各边长和压缩率,确定圆管坯或带坯的相应顶角位置(坐标值)。
1.3 道次局部曲率
异型管成形过程中的各条边(j )各道次(i )的曲率按均匀变形原则[3]分配,即
ρi ,j =ρi -1,j -Δρi ,j
(1)Δρi ,j =|ρ0,j -ρn ,j |/n
(2)式中:ρi ,j 为第i 道次的j 条弧边的曲率,arc -1;Δρi ,j 为第i 道次第j 条弧边的曲率增量,arc -1;ρ0,j 为来料第j 条弧边的曲率,arc -1;ρn ,j 为成品第j 条弧边的曲率,arc
-1;n 为成形道次数。
1.4 各道次各条边的弧长
l i ,j =l 0,j /μi cp
(3)μi cp =μ1/n i =1~n (4)
式中:l i ,j 为第i 道次第j 条边的弧长,mm ;l 0,j 为来料对应边的弧长,mm ;μcp 为道次平均压缩率;μ为总压缩率。
1.5 各道次各顶角位置
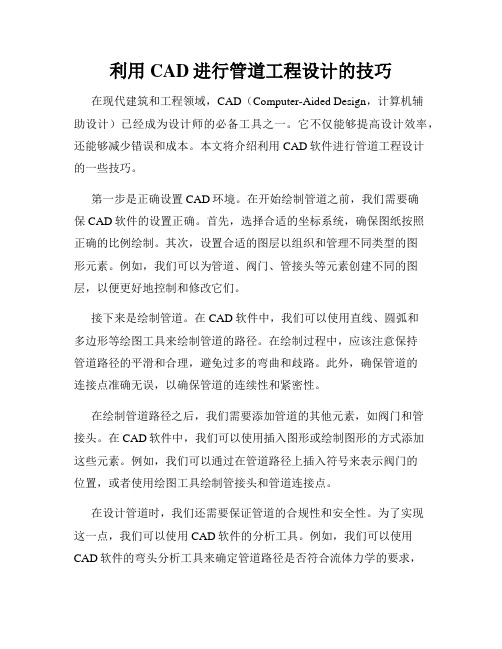
如图1所示,将底径中点O ′点作为基准点,按顺时针方向依次求出各顶角位置。
其原则是:初始顶点位置与成品顶点位置之间各道次的顶点位移量取决于位移半径R 和弧(弦)长l ij 。
第i 道次的顶点坐标X (i ,j ),Y (i ,j )取决于以下条件:
(1)同一道次的前一个顶点坐标:X (i ,j -1),Y (i ,j -1
)
图2 采用6个道次(第6道为整形)的阶梯管成型过程
图1 顶角计算过程示意 (2)以X (i ,j -1),Y (i ,j -1)
为圆心、a 为半径的圆:[X -X (i ,j
-1)]2+[Y -Y (i ,j -1)]2=a 2
(3)以i -1道次第j 个顶点坐
标X (i -1,j ),Y (i -1,j )为圆心、
R 为半径的参考圆:[X -X (i -1,
j )]2+[Y -Y (i -1,j )]2=R
2结合(1)式和(3)式中所求得的
ρi ,j 和l i ,j ,采用解析法求取各段弧的
交点,如图1所示。
由计算机完成整
个计算过程。
2 辅助计算程序框图
计算机辅助设计程序框图如图3所示。
图中,l nj 为成品道次n 第j 条边的边长,mm ;m 为顶角数;j 为各条边或顶角的编号,j =3~m ;r nj 为成品道次第j 个顶角的圆角半径,mm ;s 为壁厚,mm ;η为轧机形式识别参数;c 为材质系数;ε为参考圆分割精度,mm ,ε=0.01~0.2;D j 为各顶角总位移,mm ;
ΔD j 为道次各顶角位移半径增量,mm ,
ΔR j =D j /n ;R 为参考圆半径,mm ,R =ΔR j i ;X (i ,j ),Y (i ,j )为第i 道次第j 个顶角的位移坐标值,mm 。
3 结 语
冷弯成型作为板带或焊管深加工的重要领域,其设计和加工技术正朝着高效化、高精度方向发展。
采用传统设计方法进行复杂断面异型管以及冷弯型材成型及其孔型设计,存在设计效率低、设计精度不高的缺点,使产品质量和品种的快速更新受到一定限制。
针对这一问题,本文提出一种等曲率方法,可
851 上海应用技术学院学报第3卷
图3 计算机辅助设计程序框图
对复杂断面等壁异型管或异型材进行冷弯成型。
由于采用计算机辅助设计计算,该方法设计效率和设计精度高,必要时,设计人员可对设计程序中的有关数学模型进行少量的、针对现场条件的修正即可获得较为理想的设计结果。
同时,辅助设计的输出结果可自动汇编成数控加工指令,从而形成设计加工一体化的CAD/CAM 系统。
参考文献:
[1] Albert Sedlmaier ,J uergen Tann.Process simulation and quality control in the roll forming industry[J ].Sheet Metal Inter 2
national ,1999,1(3):66-72.
[2] 王先进,涂厚道.冷弯型钢生产及应用[M ].北京:冶金工业出版社,1994:253-257,345-355.
[3] 林时宪编译.国外冷弯型钢[M ].北京:冶金工业出版社,1984:249-254.
951 第3期柳谋渊:等壁异型管冷弯孔型计算机辅助设计 。