6-卷纸张力控制系统
卷纸张力控制系统课程设计

卷纸张力控制系统课程设计
一、概述
卷纸张力控制系统是用于控制卷纸机的张力,以确保卷纸过程中的稳定性和质量的系统。
本课程设计旨在让学生了解并掌握卷纸张力控制系统的基本原理、组成和实现方法,通过实际操作和实验,提高学生的动手能力和解决问题的能力。
二、系统组成
卷纸张力控制系统主要由以下几个部分组成:
1. 张力传感器:用于检测卷纸的张力,将张力信号转换成电信号输出。
2. 控制器:根据张力传感器的信号和预设的张力值,计算出控制输出,以调节卷纸机的速度或进给量,从而控制张力。
3. 执行器:接收控制器的控制输出,执行相应的动作,如调节电机速度或进给量等。
4. 人机界面:用于设置系统参数、显示系统状态和提供操作控制界面。
三、工作原理
在卷纸过程中,随着卷纸直径的增加,所需的张力逐渐减小。
为了保持恒定的张力,控制器需要根据检测到的张力信号实时调整执行器的输出。
当张力过大时,控制器会降低执行器的速度或进给量;当张力过小时,控制器会提高执行器的速度或进给量。
通过这种方式,卷纸张力控制系统能够实现恒定的张力控制,确保卷纸的质量和稳定性。
四、实验操作
在实验中,学生需要完成以下操作:
1. 搭建系统:根据提供的组件搭建卷纸张力控制系统,连接传感器、控制器、执
行器和人机界面等设备。
2. 系统调试:对系统进行调试,确保各部分正常工作,张力传感器能够准确检测张力,控制器能够根据张力信号调节执行器输出。
3. 实验测试:在实验测试阶段,学生需要对系统进行一系列实验,观察并记录不同条件下系统的表现。
通过实验测试,学生可以深入了解系统的性能和特点。
张力控制原理教程

10本文从应用的角度阐述了当前技术条件下,矢量变频技术在卷取传动中运用和设计的方法和思路。
有较强的实用性和理论指导性。
关键词:张力变频矢量转矩卷径引言:在工业生产的很多行业,都要进行精确的张力控制,保持张力的恒定,以提高产品的质量。
诸如造纸、印刷印染、包装、电线电缆、光纤电缆、纺织、皮革、金属箔加工、纤维、橡胶、冶金等行业都被广泛应用。
在变频技术还没有成熟以前,通常采用直流控制,以获得良好的控制性能。
随着变频技术的日趋成熟,出现了矢量控制变频器、张力控制专用变频器等一些高性能的变频器。
其控制性能已能和直流控制性能相媲美。
由于交流电动机的结构、性价比、使用、维护等很多方面都优于直流电动机,矢量变频控制正在这些行业被越来越广泛的应用,有取代直流控制的趋势。
张力控制的目的就是保持线材或带材上的张力恒定,矢量控制变频器可以通过两种途径达到目的:一、通过控制电机的转速来实现;另一种是通过控制电机输出转矩来实现。
速度模式下的张力闭环控制速度模式下的张力闭环控制是通过调节电机转速达到张力恒定的。
首先由带(线)的线速度和卷筒的卷径实时计算出同步匹配频率指令,然后通过张力检测装置反馈的张力信号与张力设定值构成PID闭环,调整变频器的频率指令。
同步匹配频率指令的公式如下:F=(V×p×i)/(π×D)其中:F 变频器同步匹配频率指令V 材料线速度p 电机极对数(变频器根据电机参数自动获得)i 机械传动比D 卷筒的卷径变频器的品牌不同、设计者的用法不同,获得以上各变量的途径也不同,特别是材料的线速度(V)和卷筒的卷径(D),计算方法多种多样,在此不一一列举。
这种控制模式下要求变频器的PID调节性能要好,同步匹配频率指令要准确,这样系统更容易稳定,否则系统就会震荡、不稳定。
这种模式多用在拉丝机的连拉和轧机的连轧传动控制中。
若采用转矩控制模式,当材料的机械性能出现波动,就会出现拉丝困难,轧机轧不动等不正常情况。
带材卷绕张力控制系统设计

带材卷绕张力控制系统设计摘要张力控制系统是以卷材为材料的生产机械上最重要的控制系统,不论产品是纸张、塑料薄膜、纺织品、橡胶片或薄钢板卷材,都是在一定的张力控制下被输送到设备,且在一定的张力下被卷取。
在以数字PID为核心的张力控制系统中,在矩阵键盘以及液晶显示器的帮助下,输入需要的数据后。
张力传感器检测电路得到模拟电压信号,该信号经过放大、滤波、电压跟随后送入10位A/D转换器进行模数转换,得到数字信号,该数字信号送入AVR单片机进行PID等算法运算后,再经过12位D/A转换后得到模拟信号,该信号用于控制电机。
同时,还设计了一个以模拟PID为核心的张力控制系统。
通过给定张力与反馈张力之差,经过模拟PID调节器后输出给变频器。
变频器根据控制精度的要求,工作在闭环速度控制。
这种模式采用过程PID,直接进行张力控制,原理简单、调试方便。
还用Multisim 9仿真了模拟PID。
关键词:张力传感器检测,PID,AVR单片机注:本设计题目来源于教师的企业科研项目,项目编号为:AbstractTension control system is the most important control system, which is based on membrane materials. Whether the product is paper, plastic film, textiles, rubber sheets or thin steel sheet, they all are transferred to the device, and is under a certain tension take-up.With the help of matrix keyboard and LCD display we can input required data. So the tension sensor detection circuit can receive an analog voltage signal. The signal after amplification, filtering, voltage follower, which come into 10-bit A/D converter for analog-digital conversion. It may get digital signal. The digital signal come into MCU, which may operate by PID algorithm or more. The result through the 12-bit D/A conversion turn into analog signal. The analog signal is used to control the motor.At the same time, I also designed a tension system at the core of the PID control. Through setting tension and feedback tension,which come into analog-PID regulator.The analog-PID regulator output to the inverter. The Inverter under control accuracy requirements is working in closed loop speed control. This model uses the process PID. The direct tension control is simple and convenient debugging. It simulate the tension control system with the help of Multisim 9.Key words:Tension sensor detection, PID operation, AVR MCU目录1绪论 (1)1.1 张力控制系统概述 (1)1.2 张力控制系统的国内外发展现状及应用 (1)1.3课题的目的和意义 (2)1.4本课题的主要工作 (3)2张力控制系统总体方案设计 (4)2.1张力分析 (4)2.2张力控制系统原理 (5)2.3张力控制系统控制方式选择 (6)2.4张力控制系统控制器方案选择 (6)2.5张力控制系统需求分析 (7)3张力控制系统硬件设计 (9)3.1硬件设计需求分析 (9)3.2数字PID为核心的硬件设计 (11)3.2.1电源电路硬件设计 (11)3.2.2张力传感器检测硬件设计 (12)3.2.3信号处理硬件电路设计 (13)3.2.4A/D转换硬件电路设计 (15)3.2.5单片机系统硬件电路设计 (16)3.2.6D/A转换电路硬件设计 (19)3.2.7键盘输入硬件电路设计 (21)3.2.8显示电路硬件设计 (22)3.3模拟PID为核心的硬件设计 (23)3.3.1模拟PID调节器硬件设计 (23)3.3.2模拟PID系统仿真 (30)3.3.3变频器 (31)4张力控制系统软件设计 (33)4.1主程序及初始化子程序 (33)4.1.1主程序 (33)4.1.2初始化子程序 (33)4.2 PID算法程序 (34)4.3采样程序 (36)4.4数模输出程序 (38)4.5矩阵键盘子程序 (40)4.6显示子程序 (40)结论 (42)参考文献 (43)致谢 (44)附录A (44)附录B (46)1绪论1.1 张力控制系统概述张力控制系统往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金、造纸、薄膜、染整、织布、塑胶等线材或带材设备上,是一种实现恒张力或者变张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的控制[9]。
本科毕业设计PLC张力控制系统的设计5
绪论随着科学技术的不断进展,工业生产的自动化程度不断地提高,微处置器、运算机和数字通信技术的应用愈来愈普遍。
工业自动化的主要支柱之一——PLC 在工业生产上具有普遍的应用,如造纸业、纺织业、橡皮业、薄膜加工业等等。
而PLC张力控制在上述工业中具有关键的作用。
在一般的造纸厂、印刷厂、纺织漂染厂、食物厂等,当处置一些如纸张、薄片、丝、布等长尺寸材料或产品时,都会用上卷壳及滚筒组成的加工生产线,因此,放料作业的张力控制,便成为通用的基础技术。
张力控制的作用就是在料膜动态处置进程中,维持恒定的张力,抑制外来干扰引发的张力抖动。
以料膜为例,在放卷,收卷和供料进程中,料膜上要维持必然的张力(或称之为拉伸力),过大的张力会致使料膜变形乃至短裂,而过小的张力又会使料膜松弛,致使褶皱,或处置尺寸不准等弊病。
如此就要求在料膜的处置进程,要维持恒定的张力。
张力控制的作用就是在料膜动态处置进程中,维持恒定的张力,抑制外来干扰引发的张力抖动。
本设计利用了伺服电机,三菱变频器、普通电机、西门子可编程控制器(PLC)、角度传感器。
项目中对两部份张力控制所选用的电机不同,是因为考虑到了生产本钱的因素。
在卷膜传送部份,需要的控制要求高,因此选用在性能好但价钱高的伺服电机,而在卷纸回收部份,需要的控制要求比较低,因此选用了廉价但能知足生产要求的普通电机。
设计中的张力控制系统,在利用传感器上选择了角度传感器。
通过对传送卷膜、卷纸的可动辊与水平面的夹角的测量,来判断张力大小是不是发生转变。
把检测出转角的模拟量送入控制器——PLC中进行控制。
第一章:张力控制系统的初步熟悉张力控制系统概述1.1.1 张力控制在一般的造纸厂、印刷厂、纺织漂染厂、食物厂等当处置一些如塑料膜卷、纸张、薄片、丝、布长尺寸材料或产品时,都会用上卷壳及滚筒组成的加工生产线,因此,放料作业的张力控制,便成为通用的基础技术。
以料膜为例,在放卷,收卷和供料进程中,料膜上要维持必然的张力(或称之为拉伸力),过大的张力会致使料膜变形乃至短裂,而过小的张力又会使料膜松弛,致使褶皱,或处置尺寸不准等弊病。
张力控制系统及常见故障排除
5 2 2014/05 印刷技术·包装装潢
敬请关注本刊官网 www.ke yinprintech. cn
50-55经验交流.indd 52
2014-4-30 14:56:11
放卷
张力 传感 器
磁粉 制动 器
张力 控制 器
图1 放卷张力控制系统示意图
牵引 辊
转轴
低摩 擦气 缸
电位 器
摆辊 图2 牵引张力控制系统示意图
故障一:印刷套印不准 故障现象:在印刷设备正常运行 过程中,摆辊发生不规则摆动,且摆 动幅度较大,进而造成套印不准。 故障排除:张力控制系统的结构 较为复杂,因此该故障产生的原因较 多,对此,笔者进行了归纳总结,主 要有以下几个方面。 (1) 摆辊 气 缸 的气 控 回路 元 器 件容 易发生损坏,从而导致活塞漏气,摆 辊气缸加载气压不稳定。对此,可考
这种控制方式是目前的主流方式。 间接张力控制又称补偿控制,其
可以对影响张力稳定的参数进行调节 补偿,以避免将要出现的张力变化, 间接地保持张力稳定。相比直接张力 控制,间接张力控制的随机性较差, 且控制精度较低。
构成与工作原理
安 装于 凹 印机 、 涂布 机 、 复合 机、分切机等设备上的张力控制系统 主要由放卷张力控制系统、牵引张力 控制系统和收卷张力控制系统三部分 组 成, 通过 张 力传 感器 、张 力 控制 器、变频控制器、磁粉制动器等元器 件实现卷筒材料的恒张力控制。
故障二:张力不稳定 故障现象:在收卷过程中,当卷 径较大时,收卷张力显示值往往会随 卷径的增大而不断减小,此时驱动器 的输出电流会不断增加,当输出电流 超过电机的额定电流后,便会引起驱 动器过流保护,发出故障报警。 故 障排 除 :笔 者 首先 检 查 驱动 器的负载和电机测速编码器,二者均 正常。通过对收卷张力控制器进行校 准,发现其中一个张力传感器发生了 故障,从而使得检测到的收卷张力信 号值是实际收卷张力值的一半,随着
张力控制——精选推荐
张力控制系统往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金,造纸,薄膜,染整,织布,塑胶,线材等设备上,是一种实现恒张力或者锥度张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。
这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。
即使在紧急停车情况下,也应有能力保证被分切物不破损。
张力控制的稳定与否直接关系到分切产品的质量。
若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。
一、标准变频器与收放卷变频器型号介绍尤尼康收放卷行业专用变频器,可以进行卷径计算。
AF201仅仅支持速度控制模式,AF202不仅支持速度控制模式,还支持转矩控制模式。
AF200标准产品不能进行卷径计算,收放卷行业专用变频器系列包括了标准产品的主要功能,还有行业特定的功能,可以进行卷径计算,有相应卷径计算功能码做相关设置,比如H0.00、H1.00、H1.24等等功能码。
AF201标准产品仅仅能做一个无速度编码器反馈的矢量控制,比如木工机械、音乐喷泉、扶梯、陶瓷机械、离心机、塑料吹塑机、细微拉丝机、磨床、雕铣机、跑步机、大圆机等等行业应用中。
AF202可以做有速度编码器反馈的闭环矢量速度控制,还能做转矩控制,设置PD.00=1变频器由速度控制模式变为转矩控制模式,这里可以设置P6.21作转矩给定或者张力给定及速度限定。
主要应用有:替换力矩电机、皮革机、鱼网编织机、浸胶机等等。
AF201收放卷行业专用变频器只能实现有位置摆杆或者浮动辊的速度控制,比较典型的行业应用是拉丝机速度控制。
AF201收放卷行业专用变频器可实现卷径计算、进行PID调节的复合控制模式实现恒定线速度收放卷控制。
应用行业主要有:双变频拉丝机、直进式拉丝机、层绕机、动力放线架、复卷机等等。
AF202收放卷行业专用变频器包含了AF201收放卷行业专用变频器的主要功能,不仅能做速度控制,还能做转矩控制,可以实现恒定转矩控制或者恒定张力控制。
浅谈卷取设备中张力控制系统发展现状

浅谈卷取设备中张力控制系统发展现状摘要:张力控制是纺织,造纸等行业应用最为广泛的一项技术,它实现的好坏直接关系到产品的生产效率的高低和质量的优劣。
本文对张力控制领域的间接法、直接法张力控制原理进行介绍,并梳理恒张力控制系统的国内外发展现状,为进一步研究提供了相关参考资料。
关键词:卷曲设备;张力控制;专利分析;技术发展一、引言张力控制,比较通俗的讲,就是要控制卷取物体时保持物体相互拉长或者绷紧的力。
早期的工业应用中,张力控制并未引起人们足够的重视。
直到人们对卷取材料的质量和表面质量提出越来越严格要求的时候,张力控制技术才逐渐被各国电气工程师重视起来,特别是张力应用最广泛的纤维、造纸、塑料薄膜、电线、印刷品、磁带等轻工业中,带材或线材的收放卷张力对产品的质量起着至关重要的作用。
二、张力控制系统的概念以及基本原理在纺织、造纸等轻工业行业中,在加工过程中或者是加工完成之后,最后的一道工序一般就是将加工物卷绕成筒状。
在这一过程中,卷绕的好坏将是决定产品质量的关键,卷的太紧,容易使织物变形,拉断,卷的太松又容易使卷取不紧凑,不利于搬运和运输,因而为了达到使卷绕紧凑,保证产品的质量,都要求在卷绕过程中,在织物上建立一定的张力,并保持张力为一恒定值,能够实现这一功能的系统,就叫做张力控制系统。
目前应用的张力控制系统,根据其测量控制的原理结构,主要有以下三种:1.间接法张力控制系统2.直接法张力控制系统3.兼有间接法和直接法的复合张力控制系统2.1间接法张力控制原理间接法张力控制,也就是通过调节驱动力的及时大小来实现张紧力的调节。
比较通俗的讲,是一个开环扰动的控制系统,即按照现场张力与实际设定值之间的偏差来进行调节,通过间接地改变张力执行部件的激励电流、磁场等电气参数来动态补偿现场的干扰量。
电动机通过减速机构输出控制收卷轴的卷取速度:卷取速度快,相应地张力就大,卷取速度慢,张力显示就小。
因而只要借助于一定的检测设备,检测出现场的扭转角速度或者是卷径,在保证电机激励磁通不变的情况下,动态修正激励电流即可以实现在卷径和速度变化情况下现场张力的恒定。
2023-2024学年高中通用技术必修《技术与设计2》综合检测卷(1)

《技术与设计》综合检测卷一、选择题1.如图所示是某夹持结构,当施加如图所示的力F时,下列说法正确的是()A.物块被夹紧,拉杆受拉、连杆受弯曲,夹持杆受弯曲B.物块被夹紧,拉杆、连杆受压,夹持杆受压C.物块被放松,拉杆、连杆受拉,夹持杆受弯曲D.物块被放松,拉杆受拉、连杆受弯曲,夹持杆受弯曲2.如图所示的家用炒菜锅,锅的手柄和锅体的连接方式是()A.胶连接B.钉连接C.铆连接D.榫连接3.如图所示是某卷材的印刷工序中采用的卷材张力控制系统示意图。
一般在材料放卷和收卷时,卷材的卷径会不断发生变化,而卷材的张力则随着卷径的变化而不断变化。
如不对卷材张力加以控制,严重时,卷材将有可能发生断裂。
图中,张力检出器检测卷材的实时张力信号传递给控制器A TC600经过PID处理后输出010V控制信号,经由功率放大后供给磁粉离合器或制动器以调整其输出力矩,以达到稳定的张力控制。
下列关于卷材张力控制系统分析中错误..的是()A.执行器是电动机、减速机B.被控对象是卷材C.该系统属于闭环控制系统D.控制量是磁粉制动器、离合器的输出力矩4.如图所示是某卷材的印刷工序中采用的卷材张力控制系统示意图。
一般在材料放卷和收卷时,卷材的卷径会不断发生变化,而卷材的张力则随着卷径的变化而不断变化。
如不对卷材张力加以控制,严重时,卷材将有可能发生断裂。
图中,张力检出器检测卷材的实时张力信号传递给控制器A TC600经过PID处理后输出010V控制信号,经由功率放大后供给磁粉离合器或制动器以调整其输出力矩,以达到稳定的张力控制。
从系统的角度分析,下列说法中不恰当...的是()A.具有自动对卷材进行张力控制的功能,体现了系统的目的性B.张力检出器的检测精度是该系统优化的影响因素C.该卷材张力控制系统由磁粉制动器(离合器)、张力控制器、张力传感器、马达、卷材等设备组成D.该系统通过材料线速度与实际卷径计算出一个匹配频率设定值使收(放)卷的线速度与材料线速度基本匹配,体现了系统分析的科学性原则5.如图所示的连杆机构,在液压装置的作用下,该机构各连杆处于运动状态。
胶印新技术(十八)——卷筒纸胶印机张力控制系统(上)

胶 印新技 术 ( 十八 )
卷筒纸胶 印机 张力控制系统 ( ) 上
文, 齐福斌 ( 上接 第二 期 )
个 因 素 的 变 化 都会 引 起 其 他 一 个 因素 或 两 个 因 素 的 变化 。 3 基 本 个
因素不仅相当复杂 ,而且还在 印刷 中受诸多因素的影响 ,这就 决定 卷筒 纸胶 印机 是 以纸 带 的方 式
力 即张 力 。减 少 A 表 面 速 度 或 增 加 B 表 面速 度 ,都 可 以增 加 纸带 辊 辊 张 力 ,反 之增 加 A 表 面速 度 或 降低 B 表 面速 度 则 减 小张 力 。 辊 辊 如 果 A 和 B 的 表 面 速 度 相 同 ,并 且 纸 的 弹 性 系 数 不 变 则 在 辊 辊 此跨 度 内纸 带 张 力将 保 持 不 变 。
度 。如增 加胶皮滚筒的包衬即可增 加胶皮滚筒的表面线速度 ,从而 改变纸带速度 。 但 实际上打滑 的情况经常发生 ,如纸带和主动过纸辊 、冷却辊
表 面就 容 易打 滑 。打 滑 直 接 影 响纸 带 张 力 .为 此 在 卷筒 纸 胶 印 机 上 应 尽 量减 少 纸 带 和 主 动 过纸 辊 及 印刷 滚 筒 表 面 的打 滑 。如 送 纸 辊 中
滚花螺纹或胶轮 ,都是为 了减少打滑 、保证纸带速度 。 纸速还与纸带经过 的主 动辊及 印刷滚筒的表面状况有关。如主
动 钢辊 带 动纸 带 ( 折 页 机 紧 纸辊 ) ,加 压 后 因钢 不 变 形 ,在不 打 如
联 系 的基本 因 素 。3 因素 中任何 一 个
滑的情况下 纸带速度就可以认为是钢辊 的表面速度 。而对于橡胶
纸 张 的性 质特 别 是 弹 性 系 数 ,对纸 带张 力影 响 很 大 。 纸张 也 和
(完整word版)卷纸机技术要求

(完整word版)卷纸机技术要求卷纸机技术要求1. 引言卷纸机是一种用于生产和包装卷纸产品的设备。
本文档旨在描述卷纸机的技术要求,以确保产品的质量和生产效率。
2. 设备概述卷纸机主要由以下部分组成:- 卷纸机架:提供机器的整体结构和支撑。
- 纸张传送系统:将原材料纸张从卷纸机架上送入卷纸装置。
- 卷纸装置:将纸张卷成卷纸产品。
- 切割装置:将卷纸产品切割为合适的长度。
- 包装装置:将切割后的卷纸产品包装成最终的产品。
3. 技术要求3.1. 纸张传送系统- 稳定性:纸张传送系统应具备稳定性,确保纸张能够平稳地传送至卷纸装置,避免卡纸或纸张断裂等问题。
- 自动化程度:纸张传送系统应实现自动化控制,能够自动感知和调整纸张的传送速度,以适应不同生产要求。
3.2. 卷纸装置- 卷纸速度:卷纸机应具备适当的卷纸速度,能够实现高效的生产。
卷纸速度应根据纸张材质和产品要求进行调整。
- 卷纸张力控制:卷纸装置应能够精确控制纸张的张力,避免纸张在卷绕过程中出现松弛或过紧的情况。
3.3. 切割装置- 切割精度:切割装置应能够实现精确的切割,确保切割后的卷纸产品长度准确无误。
- 切割速度:切割装置应具备适当的切割速度,能够满足生产需求,同时不影响切割精度。
3.4. 包装装置- 包装速度:包装装置应能够实现高效的包装速度,确保生产效率。
- 包装质量:包装装置应能够保证包装质量,避免包装破损或松散。
4. 安全要求卷纸机应符合相关的安全标准和规范,包括但不限于以下要求:- 设备应具备防护装置,避免工作人员在操作过程中受伤。
- 设备应具备自动断电保护功能,以确保在发生故障或紧急情况下能够及时停机。
- 设备应具备灭火装置,以防止火灾事故的发生。
5. 维护保养要求卷纸机应定期进行维护保养,并制定相应计划。
维护保养要求包括但不限于以下内容:- 清洁:定期清洁卷纸机及其各个部件,保持设备的卫生和整洁。
- 润滑:定期加注适当的润滑油,确保设备的正常运转和寿命。
恒张力卷绕控制系统设计

基与PLC的恒张力卷绕系统设计摘要卷绕系统是一种常用的控制系统,广泛应用于塑料收卷、钢铁、包装、造纸、印刷、染织等生产过程中.本设计介绍了一种常见的卷绕生产线计算机控制系统,阐述了系统的构成、主要功能和实现方法。
该生产线系统具有性能稳定可靠,操作简单,维修方便,应用领域广等特点.早期的张力控制,绝大多数借助于模拟电子器件来实现,一般控制精度低,稳定性差,效果欠佳。
现代电力电子技术和集成电子技术的发展,用简便化得数字电路和控制芯片取代了原来的模拟电路,是张力控制系统向着多功能,数字化,高精度的方向迈进。
由于我国的纺织机械落后于国际水平,由此造成了纺织、造纸产品的质量差、成本高、生产率低等问题.国外一些发达国家对纺织品在卷绕过程中织物的张力、速度控制技术已经很成熟。
国内也有这方面的研究,但并没有完全解决卷绕过程中保持恒张力问题。
本论文具体针对卷绕运转过程中的收卷张力控制进行讨论与研究。
本系统主要以PLC为控制核心,组态软件作为监控层,对系统的信号进行采集和控制。
放卷采用磁粉离合器的被动放卷张力控制方式,主牵引采用三菱FR—A540-1。
5K变频器控制交流电动机进行牵引驱动,收卷采用常州宏大HVS–G三相直流可控硅调速装置驱动直流电机进行主动收卷张力控制方式。
在放卷和收卷中均使用三菱LE-40MTA—E张力控制器产品对张力进行检测和控制。
在生产运行过程中为了防止产品在卷绕过程中产生偏移,放卷时利用气动――液压自动纠偏装置,收卷时应用光电纠偏装置对其进行调整。
这样使得生产工艺更完善,产品质量更好。
关键词:恒张力卷绕;张力控制;磁粉离合器;组态软件Base with the PLC Constant tension winding system designAbstractThe winding system is a common control system,widely used in the production process of the plastic winding, steel, packaging,paper, printing, dyeing, etc。
张力控制系统中的张力控制与变频

张力控制系统中的张力控制与变频1.力控制原理。
以造纸机的张力控制为例,在图1a)所示的张力控制示意图中,传动电动机M的张力实际值是位于它前面的张力传感器的实际值。
通过检测该处的张力情况,来控制传动电动机M的速度,从而形成一个张力闭环。
电动机M的速度加快,则纸幅拉紧,张力的实际值就会上升;相反,速度降低,则纸幅松垂,张力的实际值就下降。
在这里,纸幅张力的设定值为T设定,实际值为T实际,经过张力控制器(T-控制)的PID调节器后,再乘以3%的偏移量,作为该传动点速度设定值的一个组成部分。
原来传动的速度设定值(V设定)加上该组成部分,就是速度环(V-控制)的输入值,然后即可进行速度控制。
在这里设置3%偏移量的目的就是通过传动速度的改变而使张力得到有效的控制。
图1 张力控制示意图在图1b)所示的张力控制原理中,T-控制就是张力控制模块的实现,包括自动和手动两种方式。
张力控制模块投运前需先检测判定现在的张力实际值是否在可投运的范围之内,否则就不能投运,此时按手动投运按钮或当自动投运信号为“1”时,即进入张力控制模块的循环中。
张力PID模块的退出,它的条件为相关部位检测到断纸信号或按手动退出按钮。
2.力控制软件流程。
这里以某一点的张力控制为例,采用plc语言编程进行张力软件的设计,其示意如图2示。
由此可以推广到多点张力控制中去。
①读取张力设定值。
张力设定值的输入可从工艺控制台上进行,并可通过脉冲开关的动作对设定值微调,以符合实际纸幅稳定运行的需要。
②读取张力实际值。
张力实际值的产生是从PLC的模拟量板中获取的,调用相应的功能块程序。
本过程读取张力的模拟量值后,在输出端得到标准化的量值,并可通过“高限”和“低限”参数来设置量程。
从模拟量输入板读出的模拟量值首先变换为右边对齐的定点数(以标称范围为基础)。
③张力控制投入判断。
张力控制是否投入取决于工艺的需要和纸幅是否已经上卷,纸幅是否断裂,在其他逻辑块中进行手动按钮投入或自动信号投入的设定,以及自动退出。
SANKEN SAMCO-SVC06 说明书

张力控制专用功能 使用说明书目录第一节:概述 ---------------------------------------------- 2 第二节:系统方案 -----------------------------------------------3 第三节:相关功能代码 ----------------------------------------------4 第四节:凹印机使用方式--------------------------------------------29 第五节:注意事项 ---------------------------------------------31第一节 概 述张力控制是任何以卷材为原料的机器上最重要的控制系统。
不论产品是线材、纸张、塑料薄膜、纺织品、橡胶片或薄钢板卷材,他们都是在一定的张力控制下被输送到机器,并且在一定的张力控制下被卷取。
作为三垦最新一代高性能变频器,SVC06不仅具有卓越的控制性能,更集成了多项行业功能,使之成为行业专用变频器。
本说明书详细描述了张力控制的使用方法,使SVC06可以替代成为高精度、多功能的张力控制器。
【张力控制的分类】 张力控制方式可以分为3类: 1、张力传感器方式(微偏位移式)。
→直接反映了材料表面张力的大小,变频器控制的是电机的输出转矩。
张力传感器检测示意图:检测辊检测辊轴承张力传感器GFF2、张力架方式(摆辊式)。
→采用摆辊作为张力反馈,变频器控制的是摆辊的位置而非材料的张力,张力值是由摆辊的重量来决定的。
3、线速度方式(编码器式)。
→采用编码器检测线速度,最终控制目标是维持线速度恒定。
第二节 系统方案目前SVC06变频器采用张力架反馈控制方式实现张力控制功能。
此方式由材料的线速度和实时的卷径演算值共同计算出同步匹配频率,然后由张力架反馈的张力架位置信号和张力架基准设定值进行PID 调整,从而调整变频器的指令频率,使张力架保持在所指定的基准位置上。
变频系统张力控制应用

变频调速系统的张力设计1 引言在工业生产的很多行业中,都需要进行精确的张力控制,保持张力的恒定,以提高产品质量。
这些行业如造纸、包装、印刷、染整、线缆、纤维、橡胶等片材、线材和带材的加工和制造。
从行业的发展趋势看,张力系统在很多应用领域中是控制产品质量和生产效率的重要因素,并将得到越来越多的重视。
2 典型的张力控制系统图1所示为典型的张力控制收卷和放卷示意图。
1:电机 2:磁粉离合器 3:收卷芯 4:传动轮 5:张力检测辊6:张力传感器 7:放卷芯 8:磁粉制动器 9:自动张力控制仪 10:控制器图1 张力控制收卷和放卷示意图张力控制系统,其基本元件包括张力控制器,离合器及制动器。
张力控制可以分成手动控制和自动控制。
手动控制器即稳流,电流是依收料或出料的变化而分阶段手动调整离合器或制动器的激磁电流,从而获得一致的张力。
自动张力控制器由张力传感器检测张力,控制器把张力数据处理后再去自动调整离合器或制动器的激磁电流从而控制卷绕物的张力。
在放卷端,放料的张力是依设于放料组的磁粉制动器的扭矩而定。
在收卷端,收料张力由磁粉离合器的传递扭矩来决定,为要保持固定的张力,须按卷径的大小来加大或减少传递扭矩。
自动张力控制器是以单片机为核心的一种新型智能张力控制器,其响应速度快,控制精度高,led数字显示张力值,手动/自动两种状态能缓冲无断点切换,使运转更加平滑;在自动状态下如卷绕物意外断裂或整机停机,该控制器能自动保持断点时的张力。
自动张力控制器启动后自动进入手动状态,而后如果触发手动/自动键,则自动灯亮,控制器进入自动状态。
再触发则又返回到手动状态。
在手动状态下,可以在额定范围内调节输出电流的大小,同时可以观察到实际张力的大小的变化。
同时可以调节设定张力的张力值,当有加调节键或减调节键按下时,设定张力将改变。
无论在手动状态或自动状态,如果按下存储键,则把当前的设定张力值和加载电流值保存,即使断电后,仍被存储。
当系统复位或重新启动时,设定张力和输出电流将自动恢复成存储值。
卷筒纸胶印机技术讲座第九讲 张力控制系统
胶 辊 与 钢 辊 之 间 的压 力 。 一 般 三 辊 送 纸 辊 中 , 有 一
根 钢 辊 如 图 9 7中 的 辊 l —1 】只 是 增 加 纸 带 在 胶 辊 上
变 传 动 面 一 端 连 杆 8与 操 纵 面 一 端 连 杆 8的 相 对 位
置。保 证胶辊 和钢辊 之 间的压 力一致 。 调 整 压 力 大 / 时 , 先 将 操 作 面 的 压 力调 好 J 、 ( 调
一
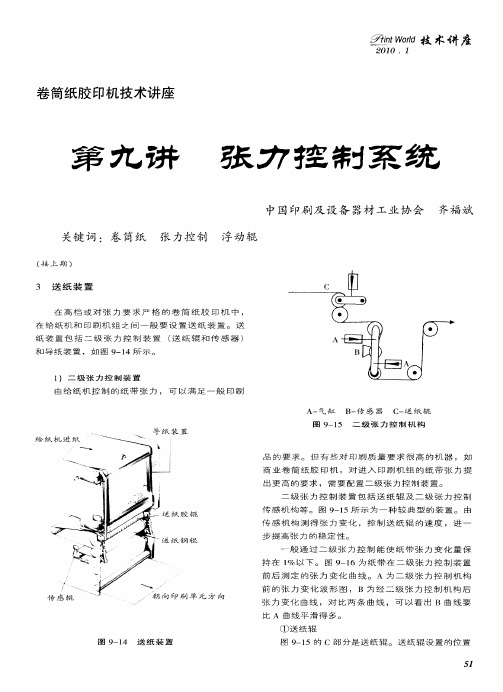
般 通 过 二 级 张 力 控 制 能 使 纸 带 张 力 变 化 量 保
持 在 1 以下。 图 9 1 % — 6为 纸 带 在 二 级 张 力 控 制 装 置 前 后 测 定 的 张 力 变 化 曲 线 。 A 为 二 级 张 力 控 制 机 构
前 的 张 力 变 化 波 形 图 ,B 为 经 二 级 张 力 控 制 机 构 后
整调 节 螺钉 1 3的 位 置 ), 再 以 操 纵 面 压 力 为 准 , 调 整 调 节 螺 钉 5 l 的 位 置 , 保 证 胶 辊 和 钢 辊 之 间 的 、 O
压 力一致 。
送 纸 钢 辊 速 度 的调 整 :送 纸 辊 的 钢 辊 是 主 动 辊 。
A一气 缸 B一传 感 器 C一送 纸 辊
图 9 5 二 级 张 力 控 制 机 构 —1
装 置
给
品 的 要 求 。 但 有 些 对 印 刷 质 量 要 求 很 高 的 机 器 , 如 商 业 卷 筒 纸 胶 印 机 ,对 进 入 印 刷 机 组 的 纸 带 张 力 提
出 更 高 的要 求 ,需 要 配 置 二 级 张 力 控 制 装 置 。
二 级 张 力 控 制 装 置 包 括 送 纸 辊 及 二 级 张 力 控 制
收卷张力控制方案
收卷张力控制方案以下是 7 条关于收卷张力控制方案:1. 嘿,你知道吗?收卷张力控制好重要哇!就像骑自行车要保持平衡一样。
比如在印刷厂里,纸张收卷的时候,如果张力控制不好,那可就乱套啦!要么太紧纸张变形,要么太松卷得乱七八糟。
咱可得找到那个刚刚好的点,让收卷顺顺利利的呀!2. 哎呀呀,收卷张力控制方案可不简单哟!这就好比开船要掌握好方向。
像那种大卷的布料收卷,张力要是没弄对,不就跟船在海上迷失方向一样糟糕嘛!所以得精心设计方案,确保一切都稳稳当当的呢!3. 哇塞,想想看收卷张力控制方案得多关键呀!这就如同跳舞要踩准节奏。
比如塑料薄膜的收卷,张力控制不当,不就像跳舞乱了拍子一样不协调。
那可得把这个方案做得精妙绝伦,让收卷也能跳出优美的“舞蹈”呀!4. 嘿哟,收卷张力控制方案可不能马虎呀!这跟厨师做菜调味一样重要呢。
要是收卷张力出了问题,就好像菜的味道不对,多别扭呀!一定得把方案做得杠杠的,让收卷顺利得像美味的菜肴让人赞不绝口!5. 哎呀,收卷张力控制得好那才厉害呢!就类似拔河比赛要掌握好力度。
像金属卷材的收卷,张力没抓好,不就跟拔河输了一样可惜嘛!所以咱得好好琢磨这方案,让收卷张力恰到好处呀!6. 哇哦,收卷张力控制方案真的超级重要啊!简直就像歌手唱歌要把握好音准。
假如收卷时张力乱七八糟,不就跟唱歌跑调一样难听嘛!必须得弄出个完美的方案,让收卷如同美妙的歌声般流畅!7. 嘿,收卷张力控制方案绝对是门大学问呢!就像走钢丝要保持平衡一样惊险又关键。
在一些大型的工业生产中,张力控制方案要是不行,那可就跟走钢丝掉下去一样可怕呀!咱可得绞尽脑汁把方案弄好,让生产过程顺顺当当不出差错!总之,一个好的收卷张力控制方案太重要啦,能让收卷工作高效又顺利!。
基于内模控制的卷纸机恒张力控制系统设计

基于内模控制的卷纸机恒张力控制系统设计马文明;陈鑫【摘要】纸机张力具有模型不固定,速度和张力耦合强,受干扰因素多等特点,传统的PID控制不能满足生产要求,针对卷纸机的收卷提出了一种张力内模控制(IMC)法.根据IMC算法对卷纸机的收卷段张力设计了控制器,并用MATLAB进行仿真.结果表明,采取IMC法对张力进行控制要比传统PID控制性能更优越,可实现卷纸机张力稳定,同时能够克服外界干扰的影响.【期刊名称】《中国造纸》【年(卷),期】2018(037)012【总页数】7页(P56-62)【关键词】卷纸机;张力控制;内模控制【作者】马文明;陈鑫【作者单位】西京学院,陕西西安,710123;西京学院,陕西西安,710123【正文语种】中文【中图分类】TS734+.7在造纸生产过程中,张力是重要的参数[1],它对成纸质量、生产效率和生产成本都有重要的影响,因此在造纸生产过程中要对张力进行控制。
卷纸过程中,纸幅张力和速度之间存在强耦合,并且随着纸卷半径的增大,张力受到影响,故纸幅张力控制是个纯滞后、强耦合、非线性、惯性大、干扰多的时变控制。
由于卷纸机张力控制具有上述特点,对卷纸机张力的控制难度比较大,常规PID达不到要求,需要寻找更好的控制方法去实现。
内模控制(IMC)具有良好的跟踪性能和抗干扰能力,并对模型失配有一定鲁棒性,本课题对卷纸机的张力控制采用IMC进行实现。
1 张力模型的建立1.1 张力的产生在卷纸机的收卷过程中,为了满足造纸生产过程中张力的要求,在纸幅上要施加一定的摩擦力,通过磁粉离合器对卷纸机的收卷辊传递动力力矩,同时也可以通过改变磁粉离合器的励磁电流大小来控制收卷辊的力矩大小[2]。
为了使造纸生产过程中纸幅间的张力恒定,就要使卷纸机线速度和纸机出纸线速度保持同步,如果速度不同步,则纸幅的张力就会发生变化,纸幅张力变化与线速度差的关系模型如图1所示[3]。
图1 纸幅张力模型示意图图1中L为两传动辊之间的距离,A为纸幅的横截面积,E为纸幅的弹性模量,V1为上个传动辊的线速度,V2为下个传动辊的线速度,T为两个传动辊间纸幅的张力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
w
V
K2
卷进轴
【
(4)、由三个滑轮和一个弹簧秤组成的测力系统对纸张的张力进行测量。
V
F
张力测量系统
:
(5)、将测得的张力反馈到比较装置与预设张力进行比较。
F
1
F
反馈
、
2、系统的结构框图
F1(s)
<
K1
K2
F2(s )
由系统的结构框图可以求函数为得,
系统的开环传递:
G0
s
K1K2 Km Kn
TmS 1TnS
…
图 1-2 卷纸张力闭环控制系统方框图
(二)、控制过程分析
1、各个环节的传递关系如下:
(1)、实际测得的张力与预设张力进行比较后,经过放大器放大作为电机的 输入电压。
…
F1
F2
K1
比较装置
u
(
(2)、放大器的输出电压作为电机的输入电压对电机进行调速控制。
U
w
:
(3)、电机的转速与卷进轴的转速相同,电所机以电机的转速与纸张的线速度 成线性关系。
m
sin 1
1 1
1 sin m 1 sin m
4、确定新的开环截止频率 c
/
如图所示 1—14:
Lo
(
)
m
1 2
20lg
1
Lo
(c
)
c
4.15
1 20lg 1 2
3.6db
5、确定两转折频率1,2 。
1
1 T
c 2.75
2
1 T
1
c
6.26
6、补偿增益
1 Kc 2.27 7、校正后的开环频率特性
c 136.28 c 180 c 1800 136.28 c 43.72>40 所以校正后的系统满足给定要求。
校正后的波德图如图所示:
三、 设计总结
四、 参考文献
[1] 胡寿松.自动控制原理.科学出版社,2007 [2] 黄忠霖.自动控制原理的 MATLAB 实现.国防工业出版社,2007 [3] 胡寿松,沈程智.自动控制原理习题集.北京:国防工业出版社,1990
a
htp h
h
100%
所以系统的动态稳定性能指标:
d 3.1363 tp
td = ts
tr = a %
:
(2)、稳态性能分析 稳态误差是描述系统稳定性能的一种性能指标,在阶跃信号、斜坡信号作用
下进行测定和计算。若在时间是无穷时,系统输出量不等于输入量或输入量的确
定函数,则存在系统误差。稳态误差是系统控制精度或抗干扰动能力的一种度量。 因为该系统是零型系统,所以对阶跃信号来说是有差跟踪,对单位脉冲信
kn 3
二、 设计报告正文
、
摘要:
关键词:
(一)、卷纸张力控制系统原理
卷开轴
vi (t)
vo (t) 卷进轴
电机
线性偏差 转换器
整流器 放大器
Ra
La
图 1-1 卷纸张力控制系统
`
系统工作原理: 在造纸厂的卷纸过程中,当纸张不断地从卷开轴向卷进轴运动时,线速度就 会下降,从而纸张承受的张力会相应的减小。为保证张力的基本恒定,必须调整 电机的转速。
(四)、系统校正
1、做原系统的波德图
由图可知,截止频率 c 2.8248rad / s ;相角裕度 37.0554。 均略小于所要求的值,所以可以采用超前校正
·
2、计算需补偿的相位超前角 m
m c co (5 ~ 20 )
m 400 37.0550 200
m 22.9450 3、计算衰减率
号和其他信号存在稳态误差。
由
ess
1
lim
R
G
s
H
s
可知:
s0
对阶跃信号是有 ess
=1 1 K
=1 13
对其他信号有 ess = 。
2、频域分析 开环传递函数,知道它的频率 G0 jj
12
1 3
j
1
|
系统的波特图如图所示:
由波特图知,截止频率 c 2.8248rad / s ;相角裕度 37.0554。;幅值裕 度为 dB 。
]
三、设计总结 四、参考文献
一、 设计题目
在造纸厂的卷纸过程中,卷开轴和卷进轴之间的纸张张力采用下图所示的卷纸张力控制 系统进行控制,以保持张力 F 基本恒定。
卷开轴
vi (t)
vo (t) 卷进轴
电机
线性偏差 转换器
整流器 放大器
Ra
La
要求: (1) 查阅相关资料,分析系统的工作原理,指出被控对象、被控量和给定量,画出系统
指导教师评定成绩:
审定成绩:
重庆邮电大学 自动化学院
自动控制原理课程设计报告
…
设计题目:卷纸张力控制系统
单位(二级学院):
学 生 姓 名:
专
业:
班
级:
学
号:
指 导 教 师:
-
设计时间: 重庆邮电大学自动化学院制
*
目录
一、设计题目 二、设计报告正文
摘要 关键词 (一)、卷纸张力控制系统原理 (二)、控制过程分析 (三)、系统的时域分析与频域分析 (四)、系统校正
1
闭环传递函数:
《
Gc
s
Tm S
1
K1K2 Km Kn
TnS 1 K1K2Km
Kn
(三)、系统的时域分析与频域分析
1、时域分析 (1)、动态性能分析
由系统的传递函数可得n = =
系统的单位阶跃响应如下图所示
|
系统各时域参数为: d n 1 2
tr
d
td
1 0.7 n
tp n
;
3.5 ts n
L() Lo () Lc ()
@
G(s) Gc (s) Go (s)
Kc
1 1
0.36s 0.16s
0.35s
12
1
(3s
1)
-1
1 20 lg1 / 2
0dB
c0
1 20 lg1 /
2
+1 20lg1/ Lc()
c
-2 L() L0()
8、校验计算结果 c 4.21 4
c arctan 0.36c arctan 0.16c arctan 3c arctan 0.35ac
图 1-1 所示的控制系统中,采用三个滑轮和一个弹簧组成的张力测量器来 测量纸上的张力。将测量的实际张力与预设张力进行比较,经放大器放大后得到 电机的输入电压。通过电压的变化来调节电机的转速,进而调节卷开轴向卷进轴 运行的线速度。最终,使纸张的张力保持基本恒定。
电机---被控对象 预设张力---系统给定量 实际张力---系统控制量 通过对系统的分析,可得卷纸张力控制系统的方框图如图 1-2 所示
方框图。 (2) 、 (3) 分析系统每个环节的输入输出关系,代入相关参数求取系统传递函数。 (4) 分析系统时域性能和频域性能。 (5) 运用根轨迹法或频率法校正系统,使之满足给定性能指标要求。
(已知:Tm = Tn =3 k1 2
反馈系数: 1 要求:c 4, c 40 )
k2 2
km 1