6典型工业过程控制系统详解
第9章 典型化工生产过程控制系统

第9章 典型工业生产过程控制系统
(2)对流传热 常见于流体与固体壁之间的传热,传热的速率与流 体性质及流动边界的状况密切的相关。 传热膜系数是对流传热的主要参数,对其影响因素 有:流体的种类、性质、运动状况以及流体对流的状 况。 一般来讲,蒸汽冷凝传热膜系数较大,液体的传热 膜系数较小,而气体的传热膜系数最小。因此,在蒸 汽加热器中必须注意冷凝水与蒸汽中不凝气体的排除 问题。
TC 101 TC 102
PT 101 PC 101
燃料油
FC 101 FT 101
FC 102 FT 102 来自初馏塔
PT 102 PC 102
燃料干扰:单回路压力控制
第9章 典型工业生产过程控制系统
自分馏塔来 的回炼油 FC 原料油 FC TC PC
去反应器
炉催 自化 动裂 控解 制装 系置 统加 热
液 氨
第9章 典型工业生产过程控制系统
⑶ 调节传热面积 q
ATm
蒸 汽
当、T不变时,改变 A 可以改变传热量。 m 调节阀的安装位臵和作用: 冷 TC TT 位臵:出口(冷凝液)管线上 凝 101 101 作用:开度变化,液位变化,面积变化 缺点:冷凝液液位影响传热面积,变化 缓慢,是一滞后的过程,调节不及时,不利于 控制器参数整定, 影响调节品质。 TC TT 适用场合:适用于传热量小、被控温度 较低的 101 101 蒸 场合 汽 LT 为改善对象特性,我们可以利用串级 控制系 101 统的特点设计串级控制方案。(如右下图 LC 所示) 冷
过程控制系统(DCS系统原理)精选

过程控制系统(DCS系统原理)精选过程控制系统,又称分布式控制系统(DCS),在现代工业生产中发挥着举足轻重的作用。
DCS系统原理以其高度集中、分散控制的特点,为生产过程提供了稳定、高效的保障。
下面,让我们一起来深入了解DCS系统的核心原理。
一、DCS系统概述DCS系统是一种以计算机技术、通信技术和控制技术为基础,实现对生产过程进行实时监控、操作和管理的控制系统。
它将整个生产过程划分为若干个子系统,通过分散控制、集中管理的方式,确保生产过程稳定、高效运行。
二、DCS系统原理1. 分散控制DCS系统采用分散控制原理,将复杂的工业生产过程分解为若干个相对简单的子过程。
每个子过程由相应的控制器进行实时监控和控制,降低了系统故障的风险,提高了生产过程的可靠性。
2. 集中管理虽然DCS系统采用分散控制,但整个生产过程仍需进行集中管理。
DCS系统通过高速通信网络将各子系统的数据实时传输至中央控制室,操作人员可以在中央控制室对整个生产过程进行监控、调整和优化。
3. 模块化设计4. 开放式通信协议DCS系统采用开放式通信协议,便于与其他系统进行集成。
这使得DCS系统可以轻松地与企业管理系统、数据库等实现数据交换,为企业生产提供全面的信息支持。
5. 故障诊断与处理DCS系统具备强大的故障诊断和处理能力,能够实时监测系统运行状态,发现异常情况及时报警,并采取相应措施进行处理,确保生产过程不受影响。
三、DCS系统在现代工业生产中的应用1. 石化行业:DCS系统在石化行业中应用广泛,用于对炼油、化工等生产过程进行控制,提高产品质量和产量。
2. 电力行业:DCS系统在发电厂、电网调度等领域发挥着重要作用,保障电力系统安全、稳定运行。
3. 冶金行业:DCS系统应用于冶金行业的烧结、炼铁、炼钢等工序,提高生产效率,降低能耗。
4. 环保行业:DCS系统在污水处理、烟气脱硫等环保领域具有显著效果,助力企业实现绿色生产。
DCS系统原理在现代工业生产中具有广泛的应用前景,为企业提高生产效率、降低成本、保障安全生产提供了有力支持。
典型工业过程控制工程
典型工业过程控制工程1、工业过程控制工程简介工业过程控制是指使用工业自动化技术对生产过程进行自动化控制,并通过对生产过程的监控和控制来确保产品质量和提高生产效率。
工业过程控制工程是实现工业自动化的核心领域,涉及到传感器、执行器、控制器、通信系统、数据处理和安全控制等技术。
典型工业过程控制工程的实现包括以下几个步骤:•传感器采集生产过程数据和环境数据;•控制器对采集到的数据进行处理和分析,并对系统进行控制;•执行器根据控制器的指令对生产过程进行控制;•通信系统负责数据传输和控制指令传递;•数据处理部分负责对采集到的数据进行处理和分析;•安全控制负责对系统进行安全保护。
2、典型工业过程控制工程应用范围工业过程控制在工业生产中应用广泛,常见的应用场景包括:•石油化工行业:油炼化工、石油化工、氯碱化工、合成材料、烟气脱硝、烟气脱硫、污水处理等。
•能源行业:火电厂、核电厂、风力发电、太阳能电站、地热、生物质等。
•制造业:汽车制造、航空航天、船舶制造、纺织工业、家电制造、电子制造、半导体生产等。
•食品饮料行业:糖果饮料、啤酒生产、乳制品、蔬菜加工、肉制品加工等。
在这些行业中,工业过程控制工程系统常见的应用包括控制系统、监测系统、调节系统和安全保护系统。
3、典型工业过程控制工程实现技术3.1 传感器传感器是工业过程控制工程实现的关键组成部分,用于采集生产过程中的关键数据。
传感器根据不同的应用场景和需求选择不同的类型,常见的传感器有温度传感器、压力传感器、流量传感器、液位传感器和振动传感器等。
此外,传感器的选择也需要考虑安全、可靠性和精度等因素。
3.2 控制器控制器是工业过程控制工程实现的核心部分,通过对传感器采集到的数据的处理和分析来产生控制指令,实现对工业生产过程的控制。
常见的控制器有PLC、DCS和SCADA等。
PLC(Programmable Logic Controller,可编程逻辑控制器)是一种特定的数字计算机,用于控制工业过程中的电子设备、机器、系统等,具有高速、精准、可靠等特点。
工业过程控制系统的设计与实现
工业过程控制系统的设计与实现在现代化的工业生产中,一个工场所的工业过程控制系统的设计和实现的好坏将直接决定生产的效率、质量和可靠性。
因此,在厂家进行工业过程设计时,要重视工业过程控制系统的设计和实现。
本文将对此进行探讨。
一、工业过程控制系统的分类工业过程控制系统按照其功能可分为3类:连续过程控制系统、批处理控制系统和离散过程控制系统。
1、连续过程控制系统连续过程控制系统主要控制生产过程中连续加工的物质流动。
如炼油、制药、化肥、金属加工生产线等。
其中主要控制的是生产流程中的物料的移动、混合、分离等过程,主要采用PID闭环控制技术。
2、批处理控制系统批处理控制系统是在一批量生产结束后,才开始下一批生产操作的一个生产系统。
如制药、电子产品生产线等。
其中控制的主要过程是固定的,每个生产操作的参数都可以在控制系统内预先存储。
批处理控制系统中主要采用时间控制和逻辑控制。
3、离散过程控制系统离散过程控制系统主要控制离散制造业生产的过程。
如汽车、机器人等离散操作。
其中控制对象(如零件)在每个操作中有一个固定位置,而且操作的时间是短暂的,控制过程主要靠逻辑控制,常采用PLC、DCS、SCADA等技术。
二、工业过程控制系统的设计在工业过程控制系统的设计过程中有着众多的要求,通常包括以下几个方面:1、系统稳定性一个好的工业过程控制系统的稳定性是其设计应达到的第一个目标,其稳定性关系到生产效率和质量。
在工业过程控制系统设计中,要求设计师利用雷诺数、拓扑结构等理论掌握系统的运动稳定性和频率响应等特性,从而有计划地对系统进行设计和调试,以实现系统稳定控制。
此外,为了提高稳定性还要增强对系统故障的预警机制,及时发现故障并采取对应措施。
2、控制器选型在工业过程控制系统的设计中,控制器是十分重要的一环。
通常,工业生产需要高速计算能力和高实时性的控制系统,常采用PLC、DCS、PC等控制器。
在选择控制器时,需要根据实际运行情况,结合控制器技术指标和操作条件选择适合的控制器类型。
过程控制

第6章 过程控制系统的应用实例6.1 精馏塔的控制精馏是石油化工、炼油生产过程中的一个十分重要的环节,其目的是将混合物中各组分分离出来,达到规定的纯度。
精馏过程的实质就是迫使混合物的气、液两相在塔体中作逆向流动,利用混合液中各组分具有不同的挥发度,在互相接触的过程中,液相中的轻组分逐渐转入气相,而气相中的重组分则逐渐进入液相,从而实现液体混合物的分离。
一般精馏装置由精馏塔、再沸器、冷凝器、回流罐等设备组成,如图6.1所示。
图6.1 简单精馏控制示意图进料流量F从精馏塔中段某一塔板上进入塔内,这块塔板称为进料板。
进料板将精馏塔分为上下两段,进料板以上部分称为精馏段,进料板以下部分称为提馏段。
溶液中组分的数目可以是两个或两个以上。
实际工业生产中,只有两个组分的溶液不多,大量需要分离的溶液往往是多组分溶液。
多组分溶液的精馏在基本原理方面和两组分溶液的精馏是一样的。
本节只讨论两组分溶液的精馏。
6.1.1 精馏原理在恒定压力下,单组分液体在沸腾时虽然继续加热,其温度却保持不变,即单组分液体的沸点是恒定的。
对于两组分的理想溶液来说,在恒定压力下,其沸点却是可变的。
例如对于A、B两种混合物的分馏,纯A的沸点是140℃,纯B的沸点是175℃。
如果两组分的混合比发生变化,混合溶液的沸点也随之发生变化,如图6.2中的液相曲线所示。
第6章 过程控制系统的应用实例·333··333·150140160170180020406080100100806040200A :B :组分/(%)温度/℃图6.2 A 、B 两组分混合物温度-浓度曲线设原溶液中A 占20%,B 占80%,此混合液的沸点是164.5℃,加热使混合液体沸腾。
这时,与液相共存的气相组分比是A 占45.8%,B 占54.2%。
这些气体单独冷凝后所形成的混合液体中,A 占45.8%,B 占54.2%;如果使此冷凝后的混合液体沸腾,其沸点是154.5℃。
工业过程控制-第1章.资料讲解
1.4 过程控制系统的分类
6. 按给定信号分类
定值控制系统 程序(顺序)控制系统 随动控制系统 (3)随动控制系统: 它是一种被控量的给定值随时间任意变化的控制系统。主 要作用是克服一切扰动,使被控量快速跟随给定值变化。 例如:加热炉燃烧过程,生产工艺要求空气量随燃料量的 变化而成比例的变化,而燃料量是随生产负荷而变化,其变 化规律是任意的。随动控制系统就是要使空气量跟随燃料量 的变化自动控制空气量的大小,达到加热炉最佳燃烧。
经济性:能量和原材料消耗 稳定可靠性:可以连续、稳定的生产
3、过程控制系统的设计
确定设计目标 - 保证出口温度 - 保证烟气含氧量 - 保证燃烧效率
过程控制系统的设计
选择测量参数 - 出口温度 - 烟气含氧量
- 炉膛负压 - 燃油压力 - 热效率(软测量)
过程控制系统的设计
选择操作量
例如:发电厂锅炉过热蒸汽温度控制系统 转炉供氧量控制系统 集散控制系统(DCS)
1.3 过程控制系统的组成
例1 发电厂锅炉过热蒸汽温度控制系统 • 锅炉是电力、冶金、石油化工等工业部门不可缺少的动力设
备,其产品是蒸汽。发电厂从锅炉汽包中出来的饱和蒸汽经 过过热器继续加热成为过热蒸汽。过热蒸汽的温度是火力发 电厂生产工艺的重要参数。 • 过热蒸汽温度控制是保证汽轮机组(发电设备)正常运行的 重要条件。通常过热蒸汽的温度控制在460℃左右,推动汽 轮机做功。
y(t p ) r
y()
B1
B2
5%
φ =(B1-B2)/B2
y(0)
tp ts
t
1.5 过程控制系统的性能指标
d.最大动态偏差及超调量—被控参数偏离给定值程度
人工操作与自动控制比较图(液位控制)
工业控制系统概述
13
控制器与输入输出
14
控制室人机接口:模拟时代
15
控制室人机接口:数字时代
16
各层次系统的相应时间
Planning Level MES Execution Level SCADA
(Manufacturing Execution System) (Supervisory Control and Data Acquisition)
ERP
(Enterprise Resource Planning)
Supervisory Level
DCS
(Distributed Control System)
Control Level
PLC
(Programmable Logic Controller)
ms
Seconds
Hours
Days
Weeks
plant state
measurement process value
7
大部分工厂都是混合过程工厂
啤酒厂: 8 发酵是 连续过程(Process Control) 8 装瓶灌封是 离散过程(Discrete Control)
Automotive Manufacturing Electronics Machinery Textiles Pharmaceuticals Fine Chemical Food & Beverage Metals & Mining Water & Waste Pulp & Paper Petrochemicals Oil & Gas Electrical Power 8
Instruction List (IL)
A: LD %IX1 (* PUSH BUTTON *) ANDN %MX5 (* NOT INHIBITED *) ST %QX2 (* FAN ON *)
第六章典型过程控制系统应用方案案例
按照图 6-5 分析可知,乳液直接进入干燥器,滞后最小,对于 干燥温度的校正作用最灵敏, 而且干扰进入装置最靠近调节阀 1, 似 乎控制方案最佳。但是,乳液流量即为生产负荷,一般要求能保证 产量稳定。若作为控制参数,则在工艺上不合理。所以不宜选乳液 流量为控制参数,该控制方案不能成立。 再对图 6-6 进行分析,可以发现,调节旁路空气流量与热风量 混合后,再经过较长的风管进行干燥器。如图 6-5 所示方案相比, 由于混合空气传输管道长, 存在管道传输滞后,故控制通道时间滞后 教大,对于干燥温度校正作用的灵敏度要差一些。若按照图 6-7 所 示调节换热器的蒸汽流量,以改变空气的温度,则由于换热器通常 为一双容过程,时间常数较大,控制通道的滞后最大,对干燥温度 的校正作用灵敏度最差。显然,选择旁路空气量作为控制参数的方 案最佳。 (1) 过程检测控制仪表的选用 根据生产工艺和用户的要求, 选用电动单元组合仪表(DDZ–Ⅲ型)
6.1 热交换器温度反馈-----静态前馈控制系统
6.2 单回路控制系统的应用
6.3 计算机数字控制的典型实例 6.4 流体输送设备的控制 6.5 反应器的控制 附录:思考题与习题
6.1 热交换器温度反馈——静态前馈控制系统 6.1.1 生产过程对系统设计的要求
在氮肥生产过程中有一个变换工段 ,把煤气发生炉来的一氧化 碳同水蒸汽的混合物转换成生产合成氨的原料七,在转换过程中释放 大量的热,使变换气体温度升高,变换气体在送至洗涤塔之前需要降 温,而进变换炉的混合物需要升温,因此通常利用变换气体来加热一 氧化碳与水蒸气的混合气体,这种冷热介质的热量交换是通过热交换 器来完成的。在许多工业生产过程中都用到热交换器设备,对热交 换器设备的控制就显得非常重要。 热交换器主要的被控制量是冷却介质出热交换器的温度。 图 6-1 表示一个进出热交换器的典型参数。其中加热介质是工厂生产过程 中产生的废热热源(成品、半成品或废气、废液),为了节省能量,这部 分热量要求最大限度的加以利用。所以通常不希望对其流量进行调 节,而被加热介质的温度一般是通过调节加热介质的流量来实现的。
化工过程控制系统

图 8 影响提馏段温度的各种 流量( Q 蒸)、冷凝器冷却温度及塔
因素示意图
压等等。
通过工艺分析,选择蒸汽流量作为操纵变量。
12
干扰变量由干扰通道施加 在对象上,起着破坏作用, 使被控变量偏离给定值;
图 9 干扰通道与控制通道的关 系
操纵变量由控制通道施加 到对象上,使被控变量回复
到给定值,起着校正作用。
目前常用的复杂控制系统有串级、分程、 三冲量、前馈、选择、比值等。并且随着 生产需要和科学技术的进步,又出现了许 多新型的控制系统
一、串级控制系统
串级控制系统的特点:两个调节器相串 联,主调节器的输出作为副调节器的给定 ,适用于时间常数及纯滞后较大的对象。
串级控制系统的基本概念与方框图
串级控制系统的实际应用
PC TC TT 主回路
副回路 PT
原料
加热炉原料出口温度控制系 统若采用简单温度控制,当负 荷发生变化时,由温变、控制 器和调节阀组成一个单回路控 制系统,去克服由于变化而引 起的原料出口温度的波动,以 保持出口温度在设定值上。
但是,当燃料气压力波动大 且频繁时,由于加热炉滞后很 大,将引起原料出口温度的大 幅度波动。为此,先构成一个 燃料气压力(或流量)的控制 系统(回路Ⅱ),首先稳定燃 料气的压力(或流量),而把 原料出口温度控制器的输出, 作为压力控制器的设定值,形 成回路Ⅰ,使压力控制器随着 原料出口温度控制器的需要而 动作,这样就构成了如图中所 示的温度-压力串级控制系统
化工过程控制系统
控制系统
随着人类社会的不断进步,各 行各业都在向高科技、低能耗、生产精准 、操控简单方向发展,控制系统的应用使 工业化进入一个全新的时代,好的控制系 统可以严格控制企业安全生产、保证产品 质量、节约劳动成本、提高生产效益。
过程控制第六章大时滞过程控制系统

Y (s)
图6-5 PID控制方案
过程控制系统
9
6.2 常规控制方案
因此,实际上微分环节不能真正起到对被控参数变化速度进行校正的目的,克 服动态超调的作用是有限的。如果将微分环节更换一个位置,如图6-6所示,则微分 作用克服超调的能力就大不相同了。这种控制方案称为微分先行控制方案。
F (s)
X (s)
F (s)
X (s)
K C (1
1
TI s
)
W0 ( s )e s
Y (s)
TD s
图6-7 中间微分反馈控制方案
过程控制系统
13
6.2 常规控制方案
3. 常规控制方案比较
图6-8给出了分别用PID、中间微分反馈和微分先行三种方法进行控制的 仿真结果。从图中可看出,中间微分反馈与微分先行控制方案虽比PID方法的 超调量要小,但仍存在较大的超调,响应速度均很慢,不能满足高控制精度 的要求。 y PID
10
6.2 常规控制方案
微分先行控制方案的闭环传递函数如下:
1)给定值作用下
KC (TI s 1)es Y ( s) X (s) TI sW01 (s) KC (TI s 1)(TD s 1)es
(6-1)
2)在扰动作用下
Y ( s) TI se s F (s) TI sW01 (s) KC (TI s 1)(TD s 1)es
(6-2)
过程控制系统
11
6.2 常规控制方案
而图6-5所示的PID控制方案的闭环传递函数分别为
KC (TI s 1)(TD s 1)es Y ( s) X (s) TI sW01 (s) KC (TI s 1)(TD s 1)es
工业过程控制工程课件第六章串级控制系统

2 变 化 较 小 流 量 只 需 很 小 调 整
28
完整版课件ppt
第六章 串级控制系统
6.1.3 串级控制系统的工作过程
3 结论: 副控制器:起“粗调”作用
主控制器:起“细调”作用 两者相互配合,控制质量高于单回路控制系统。
由分析可见串级控制的优点: 副回路具有快速调节作用。
29
完整版课件ppt
6.1.1 串级控制系统的概念
方案3: T1C - T2C串级控制 原理图:P69 图6.1-1 (b)
θc- Qc回路(T2C):主要用以快速克服冷 却剂方面的扰动;
θ- Qc回路(T1C): 用以克服其它扰动对温 度的影响
9
完整版课件ppt
第六章 串级控制系统
6.1.1 串级控制系统的概念(实例2)
实例2:硝酸生产中氧化炉内温度控制
4 N H 3 5 O 2 4 N O 6 H 2 O Q
要求:T控制在840±5℃范围之内
10
完整版课件ppt
第六章 串级控制系统
6.1.1 串级控制系统的概念
措施之一:简单温度控制系统 特点:对所有T的干扰都包含在控制回路中。 结果:响应不灵敏,动作迟缓, 最大偏差±10℃ 原因:控制通道滞后大,对氨气总管压力波 动引起氨气流量的频繁变化,不能及 时克服。
25
完整版课件ppt
第六章 串级控制系统
6.1.3 串级控制系统的工作过程
b. 出现一次干扰F1 :导致T升高 (推理方法2)
F1 温度TTyC m1设 定值r1不变TC输出u1
FC设定值r2 ey2m2暂 时 ym不 2变 r2 F C 输 出 u 2 阀 门 开 度 2 流 量 Q 炉 温 T 至 设 定 值
化工过程控制系统
图 8 影响提馏段温度的各种 流量( Q 蒸)、冷凝器冷却温度及塔
因素示意图
压等等。
通过工艺分析,选择蒸汽流量作为操纵变量。
12
干扰变量由干扰通道施加 在对象上,起着破坏作用, 使被控变量偏离给定值;
图 9 干扰通道与控制通道的关 系
操纵变量由控制通道施加 到对象上,使被控变量回复
到给定值,起着校正作用。
S
换热器的前馈控制 冷热介质流量已明确
前馈控制的基本原理 就是测取进入过程的 扰动量(包括外界扰 动和设定值变化), 并按照其信号产生合 适的控制作用去改变 控制量,使被控制变 量维持在设定值上。
参数 A
调节器 A
五、选择控制系统
选择器 调节阀
参数 B
调节器 B
在正常情况下,选择器 选正常调节器 A ,使输 出送至调节阀,实现对 参数 A 的正常控制;但 参数 B 要达到危险值, 选择器就自动选中控制 器 B ,从而取代调节器 A ,这时对参数 A 来说 ,可能控制质量不高, 但生产仍能继续进行, 并通过 B 调节器,使生 产逐渐趋于正常,待到 恢复正常后,控制器 A 又取代调节器 B 的工作 ,这样就保证在参数 B 达到越限前就自动采取 新的控制手段,不必硬 性停车。
PC TC TT 主回路
副回路 PT
原料
加热炉原料出口温度控制系 统若采用简单温度控制,当负 荷发生变化时,由温变、控制 器和调节阀组成一个单回路控 制系统,去克服由于变化而引 起的原料出口温度的波动,以 保持出口温度在设定值上。
但是,当燃料气压力波动大 且频繁时,由于加热炉滞后很 大,将引起原料出口温度的大 幅度波动。为此,先构成一个 燃料气压力(或流量)的控制 系统(回路Ⅱ),首先稳定燃 料气的压力(或流量),而把 原料出口温度控制器的输出, 作为压力控制器的设定值,形 成回路Ⅰ,使压力控制器随着 原料出口温度控制器的需要而 动作,这样就构成了如图中所 示的温度-压力串级控制系统
(完整word版)过程控制系统的简介

当 和 均无量纲(采用计算机控制),则
故此:
(由此可见,比例度与比例系数成反比)
比例度的物理含义:如果 直接代表调节阀开度的变化量,那么 表示调节阀开度改变100%,即从全关到全开所需被调量的变化范围。只有当偏差处在这个范围以内时,调节阀的开度才与偏差成正比。超出比例带外,调节阀已处于全关或全开的状态,此时调节阀的输入输出已不再保持比例关系!
Risetime:上升时间Setting time:调节时间y(t):输出值 :峰值
1.衰减比 (稳定性)
定义为两个相邻的同相波峰值之比 ,衰减比越大,系统越稳定
系统的响应为衰减振荡 系统的响应为等幅振荡
系统的响应为发散振荡
一般随动系统,常取衰减比为10:1;定值系统常取衰减比为4:1;
2. 衰减率(快速性)ห้องสมุดไป่ตู้
过程控制系统
过程控制的主要控制对象:
温度(Temperature),压力(Pressure),液位(Liquid level),
成分(Component)和物性(Physical property)等参数
控制系统首要的要求:
系统稳定性,所有参数必须保证系统能够运行正常且具有一定的稳定裕度,通常可取衰减比作为稳定指标,随动系统,常取衰减比为10:1;定值系统常取衰减比为4:1;
时域控制性能指标:
以二阶系统的单位阶跃响应输出为例
; ;
:为系统的无阻尼自然振荡角频率
:阻尼比
:系统的振荡周期
上升时间
峰值时间: ( 为第 个峰值,峰值时间 为第一个峰值时间)
最大超调量:
过渡过程时间(调节时间):
工业过程控制
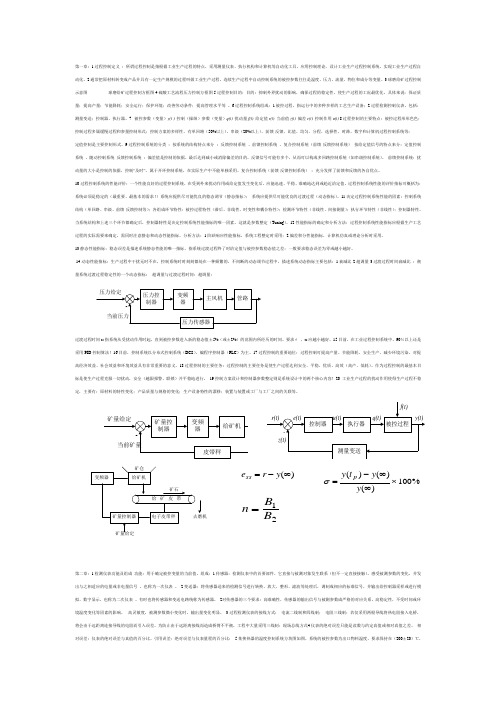
第一章:1.过程控制定义 :所谓过程控制是指根据工业生产过程的特点,采用测量仪表、执行机构和计算机等自动化工具,应用控制理论,设计工业生产过程控制系统,实现工业生产过程自动化。
2.通常把原材料转变成产品并具有一定生产规模的过程叫做工业生产过程。
连续生产过程中自动控制系统的被控参数往往是温度、压力、流量、物位和成分等变量。
3.球磨给矿过程控制示意图 球磨给矿过程控制方框图4.硫酸工艺流程压力控制方框图5.过程控制目的:目的:抑制外界扰动的影响,确保过程的稳定性,使生产过程的工况最优化。
具体来说:保证质量;提高产量;节能降耗;安全运行;保护环境;改善劳动条件;提高管理水平等 。
6.过程控制系统组成:1.被控过程,指运行中的多种多样的工艺生产设备;2.过程检测控制仪表,包括:测量变送;控制器、执行器。
7. 被控参数(变量)y(t ) 控制(操纵)参数(变量)q(t) 扰动量f(t) 给定值r(t) 当前值z(t) 偏差e(t) 控制作用u(t) 8.过程控制的主要特点:被控过程形形色色;控制过程多属缓慢过程和参量控制形式;控制方案的多样性,有单回路(50%以上)、串级(20%以上)、前馈-反馈、比值、均匀、分程、选择性、时滞、数字和计算机过程控制系统等; 定值控制是主要控制形式。
9.过程控制系统的分类 :按系统的结构特点来分 :反馈控制系统 、前馈控制系统 、复合控制系统(前馈-反馈控制系统) 按给定值信号的特点来分:定值控制系统 、随动控制系统 反馈控制系统 :偏差值是控制的依据,最后达到减小或消除偏差的目的。
反馈信号可能有多个,从而可以构成多回路控制系统(如串级控制系统)。
前馈控制系统:扰动量的大小是控制的依据,控制“及时”。
属于开环控制系统,在实际生产中不能单独采用。
复合控制系统(前馈-反馈控制系统) :充分发挥了前馈和反馈的各自优点。
10.过程控制系统的性能评价:一个性能良好的过程控制系统,在受到外来扰动作用或给定值发生变化后,应能迅速、平稳、准确地达到或趋近给定值。
过程控制第六章大时滞过程控制系统
过程控制系统
3
6.1 大时滞过程概述
几个典型的大时滞工业过程实例:
如图6-1所示,钢板冷轧过程是一个典型的含有纯时滞的工业过程。通过五次辊压, 6 1mil=25.4 10 m 将80mils(密耳, )轧成厚度为 9mil(约0.2285mm)的薄板。一台X 光测厚仪检测第一轧辊轧出的厚度,作为调节器的反馈信号,调节器控制第一对轧辊 的压力。从轧辊到X光测厚仪检测点大约6ft(约1828.8mm)。根据轧制速度的变化, 折合纯时滞时间的变化范围为0.5~5 s。在最后一个轧辊后,X光测厚仪检测钢板最后 的厚度作为第二个调节器的反馈信号,控制最后一个轧辊的压力。从最后一个轧辊到 测厚点的距离也是6ft,对应的纯滞后时间为0.05―0.5 s。
(0.5~5s) 6ft 板厚 80mils (0.05~ 0.5s) 6ft 板厚9 mils
5000 FT MIN
X射线 测厚仪 1#轧辊控制
轧辊控制 与张力控制
图6-1 钢板冷轧过程示意图
过程控制系统
4
6.1 大时滞过程概述
另一个具有纯时滞的过程是图6-2所示的粘性液体混合过程。将两种具有不 同粘度的油料混合在一起,在出口处产生所需粘稠度的油料。出口处的粘稠度 自动检测,调节器调节输送泵的速度校正粘稠度与设定值的偏差。在泵和出口 之间存在着过量的纯时滞。
过程控制系统
16
6.3 预估补偿控制方案
F (s)
X (s)
W f ( s)
W0 ( s )e
s
Wc ( s)
Y (s)
图6-9 单回路系统框图
F (s)
X (s)
W f ( s)
漫谈工业过程控制系统_晨枫之欧阳数创编
漫谈工业过程控制系统常见的工业控制系统有分布式控制系统(Distributed Control System,简称DCS)、可编程序逻辑控制器(Programmable Logic Controller,简称PLC)、容错控制器(Fail Safe Controller,简称FSC)、多功能控制器(Multifunctional Controller,简称MFC)等。
FSC就是特别可靠的PLC,使用起来也特别麻烦;MFC是专用于强电系统(输变电、大功率电机、变频电机等)的PLC;所以粗粗归类,也就是PLC和DCS两大类。
在谈PLC和DCS之前,应该指出,还有一类系统通常不作为工业过程控制问题考虑,那就是像导弹控制、汽车发动机控制、洗衣机控制、电热咖啡壶控制等,这些控制问题一般使用专用的控制系统,和被控制对象紧密结合,通常称为嵌入式系统(embeded control system),不在这篇小文的范围内。
控制问题分两大类:连续控制和断续控制(也叫开关控制)。
汽车的方向盘就是连续控制的一个例子,司机连续地恰到好处地转动方向盘以控制方向;电饭煲的温度控制就是断续控制的一个例子,只有开和关两个位置,按下开关后,温度上升到一定的时候,自动断电;温度下来了,又自动加电保温。
稍微复杂一点的断续控制可以是多位控制,除了全开、全关两个位置外,中间还可以有一个甚至多个渐进的半开位置。
一般来说,DCS适合连续过程控制,像化工、发电、冶金、造纸的工艺过程,PLC适合断续过程控制,像各种机电设备。
这是由不同的历史背景导致的。
在还没有计算机的远古时代,连续控制的PID是用气动或者电动调节器(行话叫单元仪表)实现的,连锁保护则是用继电器实现的。
前者控制阀门或者变频电机连续变化,达到精确控制。
后者则是自动化的开关控制,用于在某一事件触发下,自动执行一系列动作。
复杂一点的继电器控制还有延时,可以执行一系列步骤,每一步可以包含一定的延时,传统上用凸轮实现。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
火力发电厂之锅炉系统
系统分解
给水泵、除氧器、省煤 汽 器、锅桶、下降管、联 水 箱、水冷壁、过热器、 再热器、减温器等
给水
煤 粉
空气
燃烧器;送风机、炉膛、 燃 烟道、除尘器、引风机、 烧 烟囱等
刘玉长
烟气
原煤场(仓)、给煤机、 燃 输煤皮带、磨煤机、煤 运 粉仓、给粉机等
5
中南大学能源科学与工程学院
H0
刘玉长
12
中南大学能源科学与工程学院
热工过程控制工程
(2)另一方面,蒸汽流量增加,导致汽包压力Pb瞬时下降,在锅 炉蒸发管(水冷壁)内的水沸腾加剧,水中汽泡数量迅速增加, 汽泡体积增大,使汽包水位升高。这种压力下降而非水量增加 (水量实际上在减少)导致汽包水位上升的现象称为“虚假水位 ”现象, 其响应曲线如下,传递函数等效于一个惯性环节:
9
刘玉长
中南大学能源科学与工程学院
热工过程控制工程
汽包水位测量的重要性
汽包水位过高的危害?
水位过低 的危害?
锅炉
过热器
汽轮机 发电机
水冷壁 超温被 烧坏
水 冷 壁
再热器 汽包
~
省煤器
燃料 凝汽器
空气
空预器
爆管
灰斗
去烟囱
空气
空气
给水泵 10
刘玉长
锅炉水循环 效果变差
中南大学能源科学与工程学院
热工过程控制工程
ΔD
H0
ΔH2
H 2 ( s) K2 D( s) T2 s 1
t 式中K 、T 分别为只考虑水面下汽泡体 2 2
积变化所引起的水位变化的放大倍数和 时间常数。
13
刘玉长
蒸汽流量突变时的 “虚假水位”
中南大学能源科学与工程学院
热工过程控制工程
蒸汽流量变化的反向特性
(3)其他条件不变,总的蒸汽流量D突然增加时的响应曲线如下, 为典型的“反向特性”。传递函数为:
蒸汽 汽 包 省 煤 器 给 水 LC
单冲量控制系统
刘玉长
15
中南大学能源科学与工程学院
热工过程控制工程
2、汽包水位的双冲量控制 双冲量水位控制系统利 用蒸汽流量变化信号对给水量 进行补偿控制,从而不仅可以 消除或减小虚假水位现象对汽 包水位的影响,而且使给水控 制阀的调节更及时。 双冲量:汽包水位与蒸汽流量 。
中南大学能源科学与工程学院
热工过程控制工程
第6章 典型热工过程控制系统
6.1 锅炉设备的控制 6.2 流体输送设备的控制 6.3 传热设备的控制 6.4 化学反应器的自动控制
刘玉长
中南大学能源科学与工程学院
热工过程控制工程
典型热工单元有哪些?
热工设备 流体输送设备 传热设备 反应器 锅 炉 加热炉 容积式泵 压缩机
(一)汽包水位的对象特性
1、控制通道特性
当突然加大给水量G后,汽包水位H一开始 不立即增加,而要呈现出一段起始惯性段。其 传递函数等效于一个积分环节和纯滞后环节的 串联:
G
H
H ( s) e 0 t s e G( s) s
t
t
刘玉长
式中e为给水流量作用下,阶跃反应曲线的飞升速度;t为纯滞后时间, 给水温度越低 ,t 越大,一般约在15~100s之间,采用省煤器时在 100~200s之间。
蒸汽温度 蒸汽压力 过剩空气 炉膛负压
锅炉的控制系统:(1)锅炉汽包水位控制 (2)锅炉燃烧系统控制 (3)过热蒸汽系统控制
刘玉长
8
中南大学能源科学与工程学院
热工过程控制工程
6.1.2 锅炉汽包水位的控制
被控变量:汽包水位,用H (s)表示; 控制变量:汽包给水量流量,用G (s)表示; 主要干扰:蒸汽负荷(蒸汽流量),用D (s)表示; 其它扰动:给水方面的扰动;燃料量的扰动;汽包压力变化; 通道对象:非自衡、反向特性、非线性等特性。 一般要求在运行中,汽包水位 控制在正常值范围 (±30mm-- ±50mm )。 影响汽包水位H的主要因素?
过热器 炉 膛
省 煤 器
热空气 送往炉膛 空气预热器 给水 冷空气 烟气 (经引风机送往烟囱)
热空气 燃料 燃料嘴
刘玉长
高温烟气:经过热 器、省煤器预热给 水、过空气预热器 预热锅炉送风,经 引风机送往烟囱排 入大气。
7
中南大学能源科学与工程学院
热工过程控制工程
锅炉设备的控制问题
负 荷 给水量 减温水 燃料量 送风量 引风量 锅炉设备 水 位
11
中南大学能源科学与工程学院
热工过程控制工程
2、干扰通道特性(蒸汽流量变化) 其他条件不变,蒸汽流量D突然增加时: (1)一方面,汽包瞬时流出水量大于流入量,汽包存水量减 少(如下图)。其传递函数等效于一个非自衡单容对象(积分 环节):
ΔD
ef H1 ( s) D( s ) s
t
ΔH1
式中ef为为蒸汽流量作用下,阶跃 响应曲线的斜率。
虚假 水位
ΔD ΔH2 ΔH
理论 水位
实际 水位
ef K2 H ( s) D(s) s T2 s 1
H0 ΔH1
t
蒸汽流量阶跃干扰下的 汽包水位响应曲线
刘玉长
14
中南大学能源科学与工程学院
热工过程控制工程
(二)锅炉汽包水位的控制方案
1、汽包水位的单冲量控制 如图所示为单冲量水位控制系统仪表 流程图。这里的冲量一词指的是变量,单 冲量即汽包水位。 结构简单,投资少。 适用于虚假水位不严重,负荷较平稳的 场合(小型锅炉)。 为安全运行,可设置水位报警和联锁控 制系统。 但由于存在虚假水位的反向特性,误动 作、控制不及时
热工过程控制工程 锅炉系统流程界面
Hale Waihona Puke 刘玉长6中南大学能源科学与工程学院
热工过程控制工程
6.1.1 锅炉设备的工艺流程
D PM 减温器 负荷设备 调节阀 过热蒸汽送 负荷设备
组成:燃烧系统 蒸汽发生系统
汽 包
炉墙
燃烧系统:由送风机、 空气预热器、燃料系统、 燃烧室、烟道、除尘器 和引风机等组成 蒸汽发生系统:由给 水系统、省煤器、汽 包和过热器等组成。
离心泵
无相变 有相变 反应釜 流化床
刘玉长
2
中南大学能源科学与工程学院
热工过程控制工程
热工单元自动控制的一般设计原则 ?
热工单元的作用:用来实现一些特定的物理和(或)化学反应过程 热工单元自控要求: 使物理变化过程和(或)化学反应过程在符合 预定的要求、条件下自动进行 实现热工单元自动控制的原则: 保证工艺质量指标 满足物料平衡条件 满足安全约束条件 提高机械效率和能源利用率
刘玉长
3
中南大学能源科学与工程学院
热工过程控制工程
6.1 锅炉设备的控制
锅炉是发电、炼油、化工等工业部门的重要能源、热源动 力设备。锅炉种类很多,按所用燃料分类,有燃煤锅炉、燃油 锅炉、燃气锅炉,还有利用残渣、残油、释放气等为燃料的锅 炉。
刘玉长
4
中南大学能源科学与工程学院
热工过程控制工程
送汽轮机