cura联机设置
D-force 3D打印机软件使用流程
D-force3D打印机软件使用教程感谢选择D-force系列3D打印机,祝您使用顺利。
引言:D-force3D打印机属于delta-bot(又称Rostock)型3D打印机,基于Reprap开源打印机项目,使用marlin固件,因此只要是支持Reprap开源打印机的软件包含切层和主控理论上都支持本打印机。
简明3D打印流程:要打印的3D模型→导出成STL(或者直接下载得到STL)→交给切层软件生成G-code文件→使用控制软件载入G文件联机打印1.切层软件一般只能识别SLT文件所以准备要打印的模型需要用对应的建模软件另存为或者导出成STL文件。
特别注意一般的建模软件导出的STL文件存在一个精细度的问题,一般都可以在软件中直接调整有的软件如AUTOCAD菜单没有直接的选项需要用命令来调整,网上都可以找到相应的方法。
导出的STL 文件越精细,文件越大,细节越多,但是因为FDM原理的3D打印机精度有限不是所有细节都可以表现出来,过大的文件并不能增加打印效果反而增加转换和切层过程的时间。
2.得到STL文件后并不能直接交给打印机打印,需要先通过切层软件(Slicer)做切层和根据您的要求来添加打印参数生成一个打印机可以识别的G-code文件,然后才可以交付打印。
一般常见的Slicer软件有Cura slic3r KISSlicer。
CURA界面友好设置简单操作傻瓜很容易上手但是目前对delta类型的打印机支持不够好本身的设置少也造成无法通过精细设置来补偿各种廉价耗材的不足,这里不推荐使用。
Slicer3r和KIS各有所长这里推荐主要使用其中一种如果效果不好可以尝试用另外一种来补充。
3.生成G文件以后可以直接通过打印机的控制软件(HOST类),或者直接拷贝到SD卡中插到打印机上打印,一般推荐使用Repetier-Host,中文菜单界面友好而且特别支持delta机型。
Repetier-Host简明教程:1.下载最新版的软件/download/2.安装一路下一步Next即可,安装界面一般默认是英文的。
华硕路由器联网设置的方法教程
华硕路由器联网设置的方法教程路由器具有判断网络地址和选择IP路径的功能,它能在多网络互联环境中,建立灵活的连接,可用完全不同的数据分组和介质访问方法连接各种子网,华硕路由器怎么设置?华硕路由器入手以后想要联网,该怎么设置呢?下面我们就来看看华硕路由器联网的方法,需要的朋友可以参考下一、连接这台华硕路由器1、华硕路由器上的WAN接口(Internet接口),需要用网线连接到猫上的网口(LAN口)。
电脑需要用网线,连接到华硕路由器1、2、3、4接口中任意一个。
注意问题:(1)、WAN接口(Internet接口)上方/下方,有一个Internet的小图标,注意在自己的华硕路由器上查看。
另外WAN接口(Internet接口)颜色,与1、2、3、4号接口的颜色不一样,大家也可以通过颜色来进行区分。
(2)、正确连接这台华硕路由器后,电脑暂时是不能上网了。
待这台华硕路由器设置成功后,电脑自动就能上网的。
(3)、另外,在设置路由器上网的时候,并不需要电脑能够上网;只要电脑用网线连接到路由器的LAN(1\2\3\4)接口,电脑就可以打开路由器的设置页面,对这台路由器进行相关设置。
二、设置电脑IP地址用电脑来设置华硕路由器上网时,需要把电脑本地连接(以太网)中的IP地址,设置为自动获得(动态IP),如下图所示。
如果不知道如何将电脑IP地址设置为自动获得,可以点击下面的文章链接,查看详细设置方法:三、设置华硕路由器上网1、查看设置网址不同型号的华硕路由器,登录设置页面的网址也不一样,主要有2种:192.168.1.1和。
所以,需要先弄清楚你自己这台华硕路由器的设置网址到底是多少?可以在自己这台华硕路由器的底部铭牌/标签中,查看到该路由器的设置网址信息,如下图所示:2、打开设置页面在电脑的浏览器中,输入这台华硕路由器的设置网址,本例中是:192.168.1.1——>输入默认的用户名、默认密码:admin,登录到设置页面。
切片软件说明
CURA切片软件的安装和使用
软件使用简介
一、切片软件的安装及汉化
二、切片软件脱机使用方法
脱机打印即使用SD卡打印,无需电脑连接机器,使用方便,操作简单,推荐用户使用脱机打印。
三、切片软件联机使用方法
联机打印,需要通过数据线将电脑和3D打印机相连接,打印过程中不能断电,电脑不能屏保或休眠,以防数据传输失败,使用起来相对比较繁琐,通常不建议用户使用。
四、软件参数详细讲解
切片软件的安装及汉化
注意切片文件名保存为GCode(保存切片)代码时不能为中文或者特殊字符1、安装软件
点击安装程序后,弹出页面,一直点击下一步完成安装。
2.汉化切片软件,找到安装CURA-15.4文件夹
将汉化包中的文件util覆盖到安装目录中的文件
将文件中的utilt替换掉即可
重新打开CURA15.04.3切片软件,设置语言如下
2.机型设置
3、软件参数设定
打开在出现的界面可以修改打印过程的全部控制参数。
切换到完整配置模式。
Cura配置选项详解
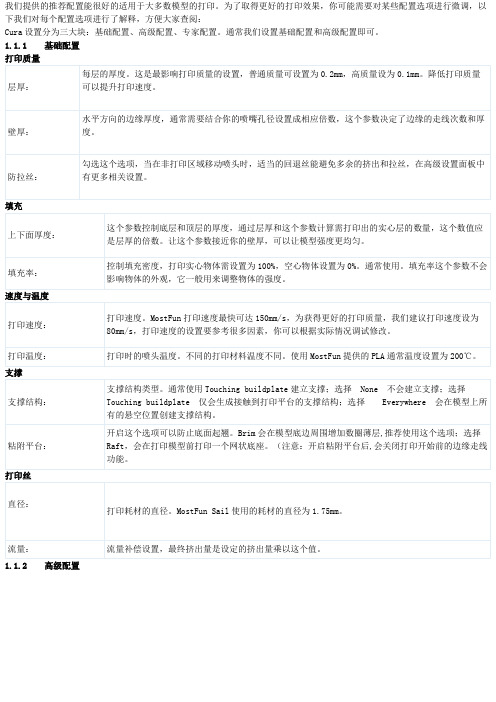
在打印期间开启风扇冷却。在快速打印时开启风扇冷却是很有必要的。
内壁速度 (mm/s)
打印内壁时的速度。当设置为0时,会使用打印速度作为内壁速度。使用较高的打速度之间的关系。
冷却
每层最小打印时间 (sec)
打印每层至少要耗费的时间。在打印下一层前留一定时间让当前层冷却。如果当前层会被很快打印完,那么打印机会适当降低速度,以保证有这个设定时间。
填充率:
控制填充密度,打印实心物体需设置为100%,空心物体设置为0%。通常使用。填充率这个参数不会影响物体的外观,它一般用来调整物体的强度。
速度与温度
打印速度:
打印速度。MostFun打印速度最快可达150mm/s,为获得更好的打印质量,我们建议打印速度设为80mm/s,打印速度的设置要参考很多因素,你可以根据实际情况调试修改。
1.1.2 高级配置
机器相关
喷嘴尺寸:
喷嘴尺寸是相当重要的,它会被用于计算走线宽度、外壁走线次数和厚度。
回退
回退速度 (mm/s):
回退丝时的速度。设定较高的速度能达到较好的效果。但是过高的速度可能会导致丝的磨损。
回退长度 (mm):
丝回退的长度。设置为0时不会回退,在MostFunSail设置为2mm时效果比较好。
打印内部填充时的速度。当设置为0时,会使用打印速度作为填充速度。高速打印填充能节省很多打印时间,但是可能会对打印质量照成一定消极影响。
外壳速度 (mm/s)
打印机外壳时的速度。当设置为0时,会使用打印速度作为外壳速度。使用较低的打印速度可以提高模型打印质量,但是如果外壳和内部的打印速度相差较大,可能会对打印质量有一些消极影响。
打印温度:
打印时的喷头温度。不同的打印材料温度不同。使用MostFun提供的PLA通常温度设置为200℃。
MKS Base使用说明

10. 进丝齿轮
11. 进丝 U 型轮
12.
喷头
13.
喉管
14.
散热器
2
11
已安装好
电机从动轮,两个拼在 4
一起使用。
1
1 1 1
1
-3-
15. 风扇防护罩
挤出机调节 16.
弹簧 平台调节弹 17.
簧
18.
主板
19.
LCD
20. 开关电源
21. 热敏电阻
22. 限位开关
1
1
较粗弹簧
4
较细弹簧
1
1
1
图,左边立板为四孔(安装主板),右边立板为三孔(安装开关电源)。LCD 预留孔 按键孔位于右侧为正面(圆孔朝右侧开关电源方向)。
- 21 -
第二步:先在丝杆电机支撑板上方安装上 Z 轴限位开关,再将丝杆电机固定到图示亚克力板 的左下角及右下角,。注意:丝杆电机上方亚克力板有小圆孔(光杆预留位置)分 别朝向外侧。丝杆电机的丝杆和旁边直立的光杆就是 Z 轴。
2
已安装好
20cm Z 轴
3
31cm X 轴
42cm Y 轴
-4-
23. 散热风扇
24.
鼓风机
25.
加热管
26.
加热板
27.
SD 卡
28.
插头
29. 双色电源线
30.
电机线
1
1
1
1
1
1
1
21cm X 轴
1套
26cm Y 轴 16,52cm 并线 Z 轴
65cm 挤出机
-5-
31. USB 数据线 32. 打印件左
第一步:完成下图所示(此时螺母不需要拧紧,在大概位置即可。)
3D打印控制软件Cura使用基础图解教程.
3D打印控制软件Cura使用基础图解教程玩3D打印机的朋友,在上位机控制软件方面,通常的选择是Repetier-Host,这个软件功能丰富,允许用户对3D打印机进行比较细致的控制。
但是,Repetier-Host中自带的两个切片插件Slic3r和Skeinforge却都不算好用。
它们运行速度慢,内存占用高。
有没有办法解决这个问题呢?幸好我们还有Cura。
Cura的特点是切片速度快,用户体验好,用起来感觉非常爽。
打印虎在之前的文章【打印虎原创】3D打印控制软件Repetier-Host使用基础图解教程里面,已经详细介绍了Repetier-Host的用法。
今天,我们来介绍Cura,希望大家能够喜欢这款3D打印控制软件。
在安装运行Cura之前,我假设你已经把3D打印机正确连接到你的电脑(可以参考【打印虎原创】Prusa_i3_3D打印机软件安装图解教程),并且已经对3D打印机进行过基础的校准工作(可以参考【打印虎原创】Prusa_i3_3D打印机校准图解教程-基础篇)。
做过这些准备工作,下面的教程就可以顺利完成了。
Cura软件最新的版本是14.07(打印虎本地下载,百度云下载)。
这个版本编号,直接对应了发布的年月,因此14.07代表这个版本是2014年7月的版本。
这种版本号命名方式,可以让用户直接知道发布的时间,很方便吧。
下载好了之后,我们就开始这次的Cura之旅了。
第一节,软件安装双击Cura安装程序,安装过程就开始了。
因为Cura安装程序没有发布者的电子签名,因此Windows会提示用户小心。
如果你确信下载的渠道是没问题的,就按下“是”按钮。
这时,Cura安装程序正式启动,第一步是选择安装的目标位置。
按下Next进入下一步。
下一步是选择需要安装的Cura功能。
Cura主程序是一定要安装的,没法取消。
Arduino驱动我们之前的准备工作中已经安装好了,就不需要安装了。
把“Install Arduino Drivers”的勾去掉。
《3D打印技术综合实训 》项目六 3D打印机操作
层能完美的粘贴在打印平台上。
任务1 打印准备工作
(2)方法: ① 用一张名片或A4纸来测试四个角
落平台和喷头之间的距离。以稍 微有些阻碍又能够抽出为合适。 ② 试打一个薄片,看打印的第一层 是否均匀,四个边的厚度是否一 致。
项目六 3D打印机操作
任务1 打印准备工作 任务2 打印模型
学习目标
能知道如何检查设备。 能掌握如何调整平台。 能掌握如何进料(进丝)和退料(退丝)。 懂得如何用联机打印和SD卡打印。 懂得模型后处理常用方法。
项目六 3D打印机操作
3D打印机虽然各式各样,但是操作方法基本大同小异。 准备:3D打印机、耗材、打印软件、模型文件。 本项目以立铸LZ-p350 3D打印机为例,使用Cura软件切片。
图6-143D打印完成。
图6-15 模型3D打印完成
任务2 打印模型
2.SD卡打印
图6-16 选择SD卡打印
图6-17 选择模型文件
(a)平台升温中
(b)喷头升温中
图6-18 等待平台、喷头升温到预定温度
任务2 打印模型
3.模型取下 打印完成后,用工具取下模型。
图6-8 进丝
任务1 打印准备工作
(3)退料操作
① 喷头加温度210℃ 左右;
② 松开挤出机上的 弹簧夹;
③ 将材料迅速拉出 来;
④ 最后将丝材一端 穿入线圈孔内固 定,即完成拆卸 料。
图6-9 退料操作
任务2 打印模型
1.联机打印 (1)用数据线将计算机与3D打印机联网。 (2)Cura软件机型设置中的通信设置,端口选COM4、波特率 选250000
ELEGOO NEPTUNE 4 MAX 3D 打印机用户指南说明书
产品以实物为准,图片仅供参考NEPTUNE 4 MAX 3D 打印机用户指南V1.5感谢您选择ELEGOO 的产品!为了您使用方便,请您在使用之前仔细阅读该说明书,文中的注意事项及使用技巧能更好地避免错误的安装和使用。
如遇到此说明书未包含的疑问或问题请通过此邮箱联系我们:************** ELEGOO团队时刻准备为您提供优质的服务。
为了让您能够更好地体验我们的产品,您还可以从以下方式获取设备操作知识:1.随机使用说明:您可以在U盘内找到相关使用说明及视频。
2.ELEGOO官网:登陆ELEGOO官网寻找相关设备操作、联系方式等。
注意事项1.请勿将打印机放置在振动较大或者其他不稳定的环境内,机器晃动会影响打印机打印质量。
2.请勿在打印机工作时接触喷嘴以及热床,以防止出现高温烫伤,造成人身伤害。
3.在打印完毕后及时利用喷头的余温借助工具将喷嘴上的耗材清理干净,清理时请勿直接用手触摸喷头,以防出现烫伤。
4.常做产品维护,定期在断电的情况下,用干布对打印机做机身清洁,拭去灰尘和粘结的打印材料。
5.3D打印机包含高速运转部件,谨防夹手。
6.若儿童使用机器,请在大人监督的情况下使用本机,以免造成人身伤害。
7.如遇到紧急情况,请直接关闭电源。
目录机器参数--------------------------------------------机器展示--------------------------------------------装箱清单--------------------------------------------机器安装--------------------------------------------操作屏展示-----------------------------------------自动调平--------------------------------------------模型测试--------------------------------------------模型续打功能描述--------------------------------软件安装--------------------------------------------联机打印---------------------------------------------故障排除指南--------------------------------------主板接线--------------------------------------------1917151413129432120打印参数打印原理:FDM(熔融沉积成型) 打印体积:420X420X480(mm³)打印精度:±0.1mm喷嘴直径:0.4mm最高速度:500mm/s常规打印速度:250mm/s最高加速度:8000mm/s²温度参数环境温度:5°C~40°C喷嘴最高温度:300°C热床最高温度:85°C(环境温度25℃)软件参数切片软件:Cura输入格式:STL、OBJ输出格式:Gcode连接方式:U盘、网线、WiFi电源参数电源输入:100-120V/220-240V;50/60Hz 电源输出:24V物理参数机器尺寸:658*632*740mm净重:18.1kg机器参数1料管料架X轴皮带张紧器屏幕打印头丝杆Z轴电机X轴电机Y轴皮带张紧器断料检测打印平台联轴器机器展示网线接口U盘插口Type-C接口2工具盒辅助散热模块WiFi信号接收器拉杆ELEGOO 3D Printer紧固件工具010203040506070810(1.5 / 2.0 / 2.5 / 3.0 / 4.0)装箱清单09以上配件以实物为准,图片仅供参考3131112(HM5*45)4pcs(PM4*8)3pcs (PM4*18)2pcs (HM4*M3*3) 1pc (PM4*20)5pcs (FW M5*18*1)2pcs(PM4*50)4pcs (PM3*14) 3pcs(PM3*8) 2pcs随机U盘附有安装指导视频(HM5*45)4pcs02014.0①机器安装4打印头安装:使用3pcs (PM3*14)螺丝从后方穿过金属板孔位固定打印头;2pcs (PM3*8)螺丝固定打印头前方。
Cura软件安装配置与使用说明
Cura 最新版:Cura15.040、安装Cura安装过程十分简单,跟一般的软件安装没有什么区别。
但是,要注意安装的路径中不能含有中文,否则程序将无法运行(Cura 的界面是用python 写的,python 目前对中文路径支持都不好)。
1、首次运行向导首次运行程序,要选择打印的机型。
如果您有ultimaker2 或者ultimker,都可以直接选,这些配置是默认适合它们的;选择其他的话,就要设置打印机的:宽度、高度、深度和喷嘴大小等参数了,这个要和所使用的打印机一致。
2、Cura 使用方法先将SD Card 内resources.py文件复制到Cura安装目录C:\Program Files (x86)\Cura_15.04\Cura\util\ 内,覆盖原始文件;打开Cura,在File>preferences…中可以看到language下拉菜单,在其中选择chinese,并点击Ok保存配置;重启Cura,即可看到中文界面; 再选“打开配置文件”, 选择附上的SD Card 内“cura.ini”文件打配置本打印机基础界面第一次打开程序会自动载入一个机器人,程序会自动进行切片计算,每当你改变了一个参数,它也会自动重新计算。
模型界面的左上角,有三个按钮,功能分别是:打开模型/GCode 文件,保存GCode 文件,打开阿巴赛3D 网站。
而“保存”按钮的下方,在每次计算时会显示进度条,计算完毕后会显示打印消耗时间、材料长度、和材料质量。
如图显示,打印将消耗52 分钟,消耗的材料0.48 米长,4 克重。
左边的是基础面板。
质量:首先是“层高”,它是计算机生成每一层切面的层高。
如果需要打精细模型,可设成0.1mm;如果对打印质量要求一般,可以设成0.2mm 或更高(毕竟打印越精细,花费的时间会越多)。
然后是“壳厚”(也叫“壁厚”),即最外层壁的厚度,一般设置成喷嘴直径的倍数。
如果需要做成双层壁厚,0.4mm的喷嘴要设成0.8mm。
Cura详解使用教程
Cura 教程一、Fusion 1 简介保证书这里所指的保证及授权都只是建立在相应的U3产品和服务之上的。
任何一条承诺或保证的释义都不能够被延伸理解。
U3在此将不会对技术误差和编辑错误或保证书里遗漏的内容承担责任。
1. 介绍祝贺购买了Fusion 1打印机你的Fusion 1打印机创新性的结合了专有硬件,软件以及材料技术,为你的打印需求提供了一个完整的解决方案。
通过Fusion 1打印向导开始你的设计,并且通过牢固的,耐用的PLA材料在几小时之内就完成你的模型打印。
欢迎来到神奇的3D打印世界!1.1 如何使用该向导该向导由三部分构成,分别是操作部分,维护部分,故障排除部分。
认真阅读每一部分,这样会有助于你得到打印机的最佳性能。
1.2安全预防措施以下的预防措施可以保证3D打印机的正确使用并且阻止打印机被损坏。
时刻都要遵循这些预防措施。
请2.2节的供电电压,避免连接打印机的电源插座过载;保证打印机接地良好。
无效的接地将有可能导致电击,火灾以及易受电磁干扰;自己拆卸或修理打印机之前,请与服务代表联系。
请查看该向导的支持部分;只使用打印机提供的电源线。
不损害,剪切或修复电源线。
损坏的电源线有火灾和电击的危险。
请使用我们提供的电源线替换损坏的电源线;不允许金属或者液体接触打印机的内部。
否则可能引起损坏,火灾,触电或者其他严重的损坏;以下情况下请切断打印机的电源,并且将电源线从插线板拔出:1)如果打印机出现烟雾或者非正常的气味;2)如果出现非正常的声音;3)金属或者液体接触到打印机内部;4)正在打雷或者闪电;5)供电电压不正常。
本指南中使用以下分类。
谨慎:一个潜在的危险情况,如果不避免,可能导致轻微或中度损坏。
警告:一个潜在的危险情况,如果不避免,可能导致严重损坏的结果。
热表面:热表面的符号表明设备存在较高的温度的地方。
总是需要额外的护理,并且工作时需要戴上安全手套。
吊装危险:由2个或者更多的工作人员抬起从而避免严重的损坏。
Z-603S(3D打印机)使用说明书

3D 打印机使用说明书
图 22
配置文件位置:计算机/可移动磁盘(配的 SD 卡)/软件/安装软件/myamps1.4.ini (建议将该文件备份到电脑上)
图 23
- 15 -
3D 打印机使用说明书
配置文件导进来后可以看到这两项参数变化,这些参数就是 Z-603S 的常规打印参数。
图 24
图5
图6
图7
(2)网上下载软件 官方下载网站:https:///en/cura-software/list 选择您对应的电脑系统进行下载。
-7-
3D 打印机使用说明书
图8
(3)软件安装步骤
图9
-8-
3D 打印机使用说明书
图 10
图 11
-9-
3D 打印机使用说明书
安装到这里会跳出一个安装驱动的窗口,安装一下驱动。
工作电源使用 220V~50HZ 交流电,三脚插座必需接地,不得 使用其他电源,以免引起元器件损害或火灾、触电等事故。
我们建议您在移除辅助支撑材料时佩戴护目镜。 在打印过程中,某些耗材会产生轻微的气味,但不会使人感 到不适,因此建议您在通风良好的环境下使用 Z-603S。 注意:ABS 打印材料在燃烧时会释放少量毒烟雾
七、维修服务规定 ...........................................................................- 47 -
-1-
前言
3D 打印机使用说明书
Z- 603S 打印机是极光尔沃科技有限公司开发的一款热熔堆积固 化成型设备,可以把您用计算机辅助设计好的 3D 模型等打印成实物。
图1
-4-
3、喷头分解图
3D打印机 CR-6 SE 3D打印机使用说明书
CR-6 SEV1.01、请勿尝试任何使用说明中没有描述的方法来使用本机,避免造成的意外人身伤害和财产损失;2、请勿将本机放置在易燃易爆物品或高热源附近,请将本机放置在通风、阴凉、少尘的环境内;3、请勿将打印机放置在振动较大或者其他不稳定的环境内,机器晃动会影响打印机打印质量;4、建议使用厂家推荐耗材,以免造成挤出头堵塞和机器损坏;5、请勿在安装过程中使用其他产品电源线代替,请使用本机附带的电源线,电源插头需接插在带有地线的三孔插座;6、请勿在打印机工作时接触喷嘴以及热床,以防止出现高温烫伤,造成人身伤害;7、请勿在操作机器时佩带手套或缠绕物,以防可动部件对人身部件造成卷入挤压和切割伤害;8、在打印完毕后及时利用喷头的余温借助工具将喷头上的耗材清理干净,清理时请勿直接用手触摸喷头,以防出现烫伤;9、常做产品维护,定期在断电的情况下,用干布对打印机做机身清洁,拭去灰尘和粘结的打印材料、导轨上的异物;10、年龄在10岁以下的儿童,请勿在没有人员监督的情况下使用本机,以免造成人身伤害;11、本机设有安全保护机制,请勿在开机状态下手动快速移动喷头及打印平台机构,否则设备会自动断电关机保护;12、使用者应遵守设备打印产品与设备所在地及相应国家及地区法律、法规,恪守职业道德,严禁使用我司产品打印有违设备打印产品与设备所在地及相应国家、 地区法律禁止的任何产品或物件。
NOTES使用须知1.Do not use the printer any way other than described herein in order to avoid personal injury or property damage.2.Do not place the printer near any heat source or flammable or explosive objects. We suggest placing it in a well-ventilated, low-dust environment.3.Do not expose the printer to violent vibration or any unstable environment, as this may cause poor print quality.4.Before using experimental or exotic filaments, we suggest using standard filaments such as ABS or PLA to calibrate and test the machine.5.Do not use any other power cable except the one supplied. Always use a grounded three-prong power outlet.6.Do not touch the nozzle or printing surface during operation as they may be hot. Keep hands away from machine while in use to avoid burns or personal injury.7.Do not wear gloves or loose clothing when operating the printer. Such cloths may become tangled in the printers moving parts leading to burns, possible bodily injury, or printer damage.8.When cleaning debris from the printer hotend, always use the provided tools. Do not touch the nozzle directly when heated. This can cause personal injury.9.Clean the printer frequently. Always turn the power off when cleaning, and wipe with a dry cloth to remove dust, adhered printing plastics or any other material off the frame, guide rails, orwheels . Use glass cleaner or isopropyl alcohol to clean the print surface before every print for consistent results.10.Children under 10 years of age should not use the printer without supervision.11.This machine is equipped with a security protection mechanism. Do not manually move the nozzle and printing platform mechanism manually while booting up, otherwise the device will automatically power off for safety.ers shall comply with related nation and region’s laws, regulations and ethical codes where the equipment or produced prints by it is used, and users of our product shall not use aforesaid products to print any end-use products,objects,parts or components or any other physical prints that violate the national or regional laws, regulations and ethical codes where hereinreferred product and produced prints by it is located.1Filament Holder 料架及料管17Nozzle Kit 喷头套件USB por USB接口5Storage Card Slot 存储卡槽4X Limit Switch X轴限位开关6Coupling 联轴器9Z-axis Motor(Z2) Z轴电机(Z2)10Y Limit Switch Y轴限位开关11Y-axis Motor Y轴电机12X-axis Motor X轴电机16Handle 把手13Extruder (E) Stepper 挤出(E)电机 15Photoelectric Switch 光电开关23Z-axis Motor(Z1) Z轴电机(Z1)17Power Cable Connection 电源组合开关19X-axis belt tension adjustment knobX轴皮带张紧调节旋钮20Y-axis belt tension adjustment knobY轴皮带张紧调节旋钮21Glass pick and place handle plate玻璃取放手柄压板22Voltage switching switch 电压切换拨动开关18Extruder 挤出机3Filament Detector 断料检测14Printing Platform 打印平台8LCD Screen 显示屏2Introduction设备简介245678910111218143161713151920212223Parameters设备参数Model | 型号CR-6 SE235*235*250mmFDM 10.1mm-0.4mm Standard 0.4mm | 标配0.4mm ±0.1mm 1.75mm PLA/TPU/PETG/Wood|木材STL/OBJ/AMFCreality Slicer/Cura/Repetier-Host/Simplify3DInput| 输入:AC115/230V 50/60Hz Output|输出:DC 24V350W≤110℃≤260℃Yes | 支持Yes | 支持80-100mm/s Yes | 支持Yes | 支持English | 中文Windows XP/7/8/10 MAC/LinuxPrinting Size | 成型尺寸Molding Tech | 成型技术Nozzle Number | 喷头数量Slice Thickness | 切片层厚Nozzle Diameter | 喷嘴直径Precision | 打印精度Filament | 打印材料File Format | 切片支持格式Working Mode | 打印方式Slice Software | 可兼容切片软件Power Supply | 额定电压Total Power | 额定功率Bed Temp | 热床最高温度Nozzle Temp | 喷嘴最高温度Resume Print | 断电续打Filament Detector | 断料检测Daul Z-Axis | 双Z轴Auto Leveing | 自动调平language Selection | 中英切换Operating System | 电脑操作系统Printing Speed | 打印速度Online or Storage card offline | 联机或存储卡脱机9101419Parts Listx 1Base Frame|底座1 x 1Display|显示屏3x 18Filament |耗材 x 16Spool Holder|料架 x 17Spool|料管 x 14Handle|把手201115 M5*45 Sems Screw M5*45组合螺丝x 15Power Cord|电源线x 1Gantry Frame|龙门架2Install the Gantry Frame安装龙门架15M5*45 Sems Screw M5*45组合螺丝×4Two Z-axis profiles, installed on the inner step of the X-axis bottom profile.两根Z轴型材,靠X轴底部型材内侧台阶安装。
“精打细印”——智能化3D打印系统

“精打细印”——智能化3D打印系统发布时间:2021-09-07T05:46:09.024Z 来源:《科学与技术》2021年5月第13期作者:刘鹤、张锐斌、唐子瀚、杨洲、陈林[导读] 随着近些年来的电脑和互联网技术的飞速发展刘鹤、张锐斌、唐子瀚、杨洲、陈林梧州学院,电子与信息工程学院广西壮族自治区,梧州市 543003摘要随着近些年来的电脑和互联网技术的飞速发展,3D打印技术的研发与应用已经走过了几十年的前期摸索阶段。
无论是技术的成熟度、完善度、易用性、人性化、经济性等,都已经取得了巨大突破。
随着电脑互联网应用的快速普及,就3D应用而言,已经成为了普通大众工作和生活中的一部分,“互联网+3D打印技术”真正大范围走进大众生活。
本项目利用VS Code开发平台,配合Marlin固件、RRF固件和42/57系列步进电机组成的多功能智能化3D打印系统,通过对现有的3D打印技术进行大幅度改进,在现有技术中加入:Echarts可视化技术、断点续打,打完关机技术、高精度喷料技术、自动调平技术。
使得用户在打印过程中更加便捷,而且该系统打印对象十分广泛,上至高精度仪器零部件,下至一些生活小部件等均可打印制作,让用户可以一机多用,给人们带来新的3D打印大改革。
关键词:VS Code;3D打印;步进电机; Echarts可视化;WIFI(一)研究目的本项目的研究目的是创立一个小型、便捷、通用,功能丰富多样和高精度的多功能智能化的3D打印系统[1]。
本项目由VS Code作为开发平台,利用了Echarts可视化实现对在打印之前建模步骤实现可视化,利用ESP8266WIFI物联网技术实现无线联网打印,利用了高密度聚合物电池和可控开关电源实现断点续打,打完关机,利用了可控加热棒和高精度挤出机实现高精度打印,利用了多轴水平仪实现打印平台的自动调平。
设计出一款具备以上功能的多功能智能化的3D打印系统不仅仅能让普通老百姓体验到3D打印技术的便捷与高效,还可以在高精度仪器、大规模的打印生产中拥有广阔的市场前景。
openkore配置解释
openkore配置解释# Config.txt 中文化版# 中文化由DrKN漢化及提供# 23/01/2011# 請參閱使用者手冊# 該手冊位於/doc/1b11818376.html,/manual/######## 登入及伺服器相關設定 ########master# 主伺服器名稱server# 遊戲伺服器編號username# 帳戶使用者名稱password# 帳戶密碼loginPinCode# 登錄密碼char# 角色編號bindIp# 綁定IP [ 一般為空白 ] [ 空白=自動判斷 ]serverType twRO# 伺服器類型 [ 台灣仙境傳說為 twRO ]pauseCharServer 0# 連接角色伺服器前等候時間 [ 秒 ]pauseMapServer 0# 連接地圖伺服器前等候時間 [ 秒 ]ignoreInvalidLogin 0# 無視登入錯誤警告 [ 0/1 ]secureLogin_requestCode# 安全登錄碼 [ HEX字串(16進制) ]message_length_max 80# 對話最長長度 [ 不應修改 ]######## XKore 相關設定 ########XKore 0# XKore 模式 [ 0: 停用此功能 1: (XKore)->(RO主程式)->(遊戲伺服器) 2: (RO主程式)->(XKore)->(遊戲伺服器) ]XKore_silent 1# XKore訊息隱藏於RO對話欄 [ 0: 不會顯示在對話欄 1: 會顯示在對話欄 ]XKore_bypassBotDetection 0# 檢測主程式是否需要加上補丁 [ 0: 不會做主程式檢測 1: 會做主程式檢測 ]XKore_exeName Ragxe.exe# RO主程式執行檔名字 [ 免費伺服器為 RagFree.exe ]# XKore 2 模式伺服器端設定XKore_listenIp 127.0.0.1# XKore 2 模式綁定IP [ 本機IP ]XKore_listenPort 6901# XKore 2 模式綁定連接埠XKore_publicIp 127.0.0.1# XKore 2 模式綁定對外IP [ 外來連接IP ]######## 遠端控制相關設定 ########secureAdminPassword 1# 遠端控制開關 [ 1: 開 2: 關 ] [ XKore 模式時不建議打開 ]adminPassword# 遠端控制密碼callSign# 指令辨認字眼commandPrefix ;# XKore 模式時使用,所有對話以此開始會當作為指令執行alias_heal healme# 自訂快速指令 [ heal 為指令,healme 為觸發字眼舉例:在公頻喊healme,此bot會自動執行指令:heal ]######## 主設定 ########allowedMaps# 限制bot只能在某地圖活動allowedMaps_reaction 1# 如果不在allowedMaps,則會執行之動作 [ 0: 重生/使用技能回家 1: 關閉Kore ]######## 攻擊相關設定 ########attackAuto 2# 自動攻擊模式 [ 0: 不會被動/主動攻擊 1: 只會被動攻擊 2: 會被動/主動攻擊 ]attackAuto_party 1# 是否自動攻擊隊友的目標 [ 0: 不會攻擊 1: 會攻擊 ]attackAuto_followT arget 1# 是否自動攻擊跟隨目標的目標 [ 0: 不會攻擊 1: 會攻擊 ]attackAuto_inLockOnly 1# 是否只在鎖定地圖內攻擊 [ 0: 只在鎖定地圖主動攻擊 1: 在鎖定地圖外會主動攻擊 ]attackDistance 1.5# 攻擊距離 [ 近身攻擊通常為1~3 魔法/弓箭攻擊為8~15 ]attackDistanceAuto 0# 攻擊距離自動檢測 [ 0: 停用功能 1: 啟動功能 ]attackMaxDistance 2.5# 攻擊最大距離attackMaxRouteDistance 100# 攻擊前移動最大距離attackMaxRouteTime 4# 攻擊前移動最大時間值 [ 秒 ]attackMinPlayerDistance 2# 只會攻擊其他玩家距離該怪之最少距離attackMinPortalDistance 4# 只會攻擊其他玩家距離該怪之最大距離attackUseWeapon 1# 是否使用武器攻擊 [ 0: 不使用武器攻擊(法術攻擊) 1: 使用武器攻擊 ]attackNoGiveup 0# 會否放棄攻擊目標 [ 0: 會放棄 1: 不會放棄 ]attackCanSnipe 0# 會否跨牆攻擊/山玻目標 [ 0: 不會 1: 會(遠程/魔法攻擊) ]attackCheckLOS 0# 攻擊前會否檢測有否障礙物阻隔 [ 0: 不會 1: 會 ]attackLooters 0# 會否自動攻擊撿物者(ex. 波利) [ 0: 不會 1: 會 ]attackChangeTarget 1# 會否攻擊已改變攻擊目標的魔物 [ 0: 不會 1: 會 ]aggressiveAntiKS 1# 會否開啟防止搶怪模式 [ 0: 不會 1: 會 ]attackAuto_onlyWhenSafe 0# 是否會在其他玩家視線內攻擊 [ 0: 會在其他玩家視線內攻擊1: 不會在奇他玩家視線內攻擊 ]attackEquip_topHead# 攻擊時自動佩帶裝備 [ 上頭飾 ]attackEquip_midHead# 攻擊時自動佩帶裝備 [ 中頭飾 ]attackEquip_lowHead# 攻擊時自動佩帶裝備 [ 下頭飾 ]attackEquip_leftHand# 攻擊時自動佩帶裝備 [ 左手 ]attackEquip_rightHand# 攻擊時自動佩帶裝備 [ 右手 ]attackEquip_leftAccessory# 攻擊時自動佩帶裝備 [ 左裝飾品 ]attackEquip_rightAccessory# 攻擊時自動佩帶裝備 [ 右裝飾品 ]attackEquip_robe# 攻擊時自動佩帶裝備 [ 披肩 ]attackEquip_armor# 攻擊時自動佩帶裝備 [ 衣服 ]attackEquip_shoes# 攻擊時自動佩帶裝備 [ 鞋子 ]attackEquip_arrow# 攻擊時自動佩帶裝備 [ 箭矢 ]######## 雜項設定 ########autoMoveOnDeath 0# 死後會否自動步行到指定地方 [ 0: 不會 1: 會 ]autoMoveOnDeath_x# 死後自動步行到指定地方的X坐標autoMoveOnDeath_y# 死後自動步行到指定地方的Y坐標autoMoveOnDeath_map# 死後自動步行到指定地方的地圖# autoBreakTime 可令Kore在每星期某天或每天自動登出一段時間# 時間:24小時制日子:mon tue wed thu fri sat sun# 使用例子:# autoBreakTime wed,fri {# startTime 10:00# endTime 13:59# }autoBreakTime {startTimestopTime}# autoConfChange 可令Kore在某條件成立後自動轉換執行指定之config.txt# 使用例子:# autoConfChange control\config2.txt {# minTime 3600 # 最小達到此秒數才轉換# varTime 1800 # 時間隨機數達到了minTime後在varTime所設定之數字之內隨機一個數字 [ minTime+隨機(varTime) ] # lvl 30 # 只會在比此等級高才能轉換# joblvl # 只會在比此等級高才能轉換#}autoConfChange {minTimevarTimelvljoblvl}autoMakeArrows 0# 是否啟動自動製作箭矢 [ 0: 不會 1: 會 ] [ 需配搭arrowcraft.txt ]autoRestart 0# 是否啟動自動重登功能 [ 0: 不會 1: 會 ]autoRestartMin 10800# 最小達到此秒數才會重登autoRestartSeed 3600# 時間隨機數達到autoRestartMin後在autoRestartSeed所設定之數字之內隨機一個數字[ autoRestartMin+隨機(autoRetartSeed) ]autoRestartSleep 1# 在自動重啟功能中登出後會否待機 [ 0: 不會 1: 會 ]autoSleepMin 900# 最小達到此秒數才會登入autoSleepSeed 900# 時間隨機數達到autoSleepMin後在autoSleepSeed所設定之數字之內隨機一個數字 [ autoSleepMin+隨機(autoSleepSeed) ]autoResponse 0# 是否啟動自動回覆功能 [ 0: 不會 1: 會 ] [ 需配搭chat_resp.txt ]# 指定自動唸咒技能 [ 需先行設定useSelf_skill使用自動唸咒技能 ]# 使用例子:autoSpell 火箭術autoSpellavoidGM_near 0# 是否啟動防GM功能 [ 0: 不會 1: 會 ]avoidGM_near_inT own 0avoidGM_talk 0avoidGM_reconnect 1800avoidGM_ignoreListavoidList 1avoidList_inLockOnly 0avoidList_reconnect 1800cachePlayerNames 1cachePlayerNames_duration 900cachePlayerNames_maxSize 100clientSight 15dcOnDeath 0 dcOnDualLogin 0 dcOnDisconnect 0 dcOnEmptyArrow 0 dcOnMaxReconnections 0 dcOnMute 0dcOnPM 0dcOnZeny 0 dcOnStorageFull 1 dcOnPlayer 0follow 0followTargetfollowEmotion 1 followEmotion_distance 4 followFaceDirection 0 followDistanceMax 6 followDistanceMin 3 followLostStep 12 followSitAuto 0followBot 0itemsTakeAuto 2 itemsTakeAuto_party 0 itemsGatherAuto 2 itemsMaxWeight 89 itemsMaxWeight_sellOrStore 89 itemsMaxNum_sellOrStore 99 cartMaxWeight 7900itemsTakeAuto_new 0#工作地图#lockMaplockMap_xlockMap_ylockMap_randXlockMap_randYroute_escape_reachedNoPortal 1 route_escape_randomWalk 1route_escape_shoutroute_avoidWalls 1route_randomWalk 1route_randomWalk_inT own 0route_randomWalk_maxRouteTime 75 route_maxWarpFeeroute_maxNpcTries 5route_teleport 0route_teleport_minDistance 150 route_teleport_maxTries 8route_teleport_notInMapsroute_step 15runFromTarget 0runFromTarget_dist 6saveMapsaveMap_warpToBuyOrSell 0 saveMap_warpChatCommandshopAuto_open 0shop_random 0sitAuto_hp_lower 40sitAuto_hp_upper 100 sitAuto_sp_lower 0sitAuto_sp_upper 0sitAuto_over_50 0sitAuto_idlesitAuto_looksitAuto_look_from_wallstatsAddAuto 0 statsAddAuto_list statsAddAuto_dontUseBonus 0 statsAdd_over_99 0skillsAddAuto 0 skillsAddAuto_listtankMode 0 tankModeTargetteleportAuto_hp 10 teleportAuto_sp 0 teleportAuto_idle 0 teleportAuto_portal 0 teleportAuto_search 0teleportAuto_minAggressives 0 teleportAuto_minAggressivesInLock 0 teleportAuto_onlyWhenSafe 0 teleportAuto_maxDmg 500 teleportAuto_maxDmgInLock 0 teleportAuto_deadly 1 teleportAuto_useSkill 3 teleportAuto_useChatCommand teleportAuto_allPlayers 0 teleportAuto_notPlayers teleportAuto_atkCount 0 teleportAuto_atkMiss 10 teleportAuto_unstuck 0 teleportAuto_lostT arget 0 teleportAuto_dropTarget 0 teleportAuto_dropTargetKS 0 teleportAuto_attackedWhenSitting 0 teleportAuto_totalDmg 0 teleportAuto_totalDmgInLock 0 teleportAuto_equip_leftAccessory teleportAuto_equip_rightAccessory teleportAuto_lostHomunculus teleportAuto_useItemForRespawndealAuto 1dealAuto_namespartyAuto 1partyAutoShare 0guildAutoDeny 1verbose 1 showDomain 0 squelchDomains verboseDomains beepDomains beepDomains_notInTownlogChat 0 logPrivateChat 1 logPartyChat 1 logGuildChat 1 logSystemChat 1 logEmoticons logConsole 0 logAppendUsername 1chatTitleOversize 0 shopTitleOversize 0sleepTime 10000ignoreAll 0 itemHistory 0 autoTalkCont 1 noAutoSkill 0 portalCompile 1 portalRecord 2 missDamage 0tankersListrepairAuto 0repairAuto_listremoveActorWithDistance######## Mercenary Support ########mercenary_attackAuto 2mercenary_attackAuto_party 1 mercenary_attackAuto_notInT own 1 mercenary_attackAuto_onlyWhenSafe 0 mercenary_attackDistance 1.5 mercenary_attackMaxDistance 2.5 mercenary_attackMaxRouteTime 4 mercenary_attackCanSnipe 0 mercenary_attackCheckLOS 0 mercenary_attackNoGiveup 0 mercenary_attackChangeTarget 1mercenary_followDistanceMax 10 mercenary_followDistanceMin 3mercenary_route_step 15mercenary_tankMode 0mercenary_tankModeTargetmercenary_teleportAuto_hp 10 mercenary_teleportAuto_maxDmg 500mercenary_teleportAuto_maxDmgInLock 0 mercenary_teleportAuto_deadly 1 mercenary_teleportAuto_unstuck 0 mercenary_teleportAuto_dropTarget 0 mercenary_teleportAuto_dropTargetKS 0 mercenary_teleportAuto_totalDmg 0 mercenary_teleportAuto_totalDmgInLock 0######## Homunculus Support ########homunculus_attackAuto 2homunculus_attackAuto_party 1 homunculus_attackAuto_notInT own 1 homunculus_attackAuto_onlyWhenSafe 0 homunculus_attackDistance 1.5 homunculus_attackMaxDistance 2.5 homunculus_attackMaxRouteTime 4 homunculus_attackCanSnipe 0 homunculus_attackCheckLOS 0 homunculus_attackNoGiveup 0 homunculus_attackChangeTarget 1homunculus_followDistanceMax 10 homunculus_followDistanceMin 3homunculus_route_step 15homunculus_tankMode 0homunculus_tankModeTargethomunculus_teleportAuto_hp 10homunculus_teleportAuto_maxDmg 500homunculus_teleportAuto_maxDmgInLock 0homunculus_teleportAuto_deadly 1homunculus_teleportAuto_unstuck 0homunculus_teleportAuto_dropTarget 0homunculus_teleportAuto_dropTargetKS 0homunculus_teleportAuto_totalDmg 0homunculus_teleportAuto_totalDmgInLock 0# intimacyMax / Min sets a threshhold of when not to feed your homunculus# If intimacy is HIGHER than the minimum or LOWER/EQUAL to the max, we wont feed.homunculus_intimacyMax 999homunculus_intimacyMin 911# How long should we wait between feeding? default: random between 10 and 60 secondshomunculus_hungerTimeoutMax 60homunculus_hungerTimeoutMin 10# Turn on/off homunculus autofeedinghomunculus_autoFeed 1# In Wich maps should we allow feeding? (leave empty for any map)homunculus_autoFeedAllowedMaps# Feed homunculus between MIN and MAX value (example: between 11 and 25)homunculus_hungerMin 11homunculus_hungerMax 24######## Block options ######### You can copy & paste any block multiple times. So if you want to# configure two attack skills, just duplicate the attackSkillSlot block.attackSkillSlot {lvl 10dist 1.5maxCastTime 0minCastTime 0hpsp > 10homunculus_hphomunculus_sphomunculus_deadonActionwhenStatusActivewhenStatusInactivewhenFollowingspiritaggressivespreviousDamagestopWhenHit 0inLockOnly 0notInTown 0timeout 0disabled 0monsters notMonsters maxAttempts 0 maxUses 0target_whenStatusActive target_whenStatusInactive target_deltaHp inInventoryisSelfSkill 0equip_topHeadequip_midHeadequip_lowHeadequip_leftHandequip_rightHandequip_leftAccessory equip_rightAccessory equip_robeequip_armorequip_shoesequip_arrowmanualAI 0}attackComboSlot { afterSkill waitBeforeUsedist 1.5isSelfSkill 1target_deltaHp}doCommand {hpsphomunculus_hp homunculus_sp homunculus_dead onAction whenStatusActive whenStatusInactive whenFollowing spirit aggressives monsters notMonsters stopWhenHit 0 inLockOnly 0 notWhileSitting 0 notInTown 0 timeout disabled 0 inInventory inCartinMap manualAI 0}useSelf_skill {lvl 10maxCastTime 0 minCastTime 0hpsphomunculus_hp homunculus_sp homunculus_dead onAction whenStatusActive whenStatusInactive whenFollowingspiritaggressivesmonsters notMonsters stopWhenHit 0 inLockOnly 0 notWhileSitting 0 notInTown 0timeout 0disabled 0 inInventorymanualAI 0}useSelf_skill_smartHeal 1 partySkill {lvl 10maxCastTime 0 minCastTime 0hpsphomunculus_hp homunculus_sp homunculus_dead onAction whenStatusActive whenStatusInactive whenFollowingspiritaggressivesmonsters notMonsters stopWhenHit 0 inLockOnly 0 notWhileSitting 0 notInTown 0timeout 0disabled 0manualAI 0targettarget_hptarget_isJobtarget_isNotJobtarget_whenStatusActive target_whenStatusInactive target_aggressivestarget_monsterstarget_timeout 0target_deltaHptarget_dead 0inInventoryisSelfSkill 0}autoSwitch_default_rightHandautoSwitch_default_leftHandautoSwitch_default_arrow# NOTE: In the case of two handed weapons, or no Shield, # duplicate the weapon name for 'rightHand'# To attack with bare hands, specify "[NONE]" (without the quotes) for rightHandautoSwitch {rightHandleftHandarrowdistanceuseWeapon}equipAuto {topHeadmidHeadlowHeadleftHand rightHand leftAccessory rightAccessory robearmorshoesarrowmonstersweight 0 whileSitting 0hpsphomunculus_hp homunculus_sp homunculus_d eadonAction whenStatusActive whenStatusInactive whenFollowing spirit aggressives stopWhenHit 0 inLockOnly 0 notWhileSitting 0 notInTown 0 timeout 0 disabled 0 inInventorymanualAI 0}useSelf_item {hpsphomunculus_hphomunculus_sphomunculus_deadonActionwhenStatusActive whenStatusInactivewhenFollowingspiritaggressivesmonstersnotMonstersstopWhenHit 0inLockOnly 0notWhileSitting 0notInTown 0timeoutdisabled 0inInventorymanualAI 0}######## Autostorage/autosell ######## buyAuto {npcnpc_stepsstandpointdistance 5priceminAmount 2maxAmount 3}sellAuto 0sellAuto_npcsellAuto_npc_stepssellAuto_standpointsellAuto_distance 5storageAuto 0storageAuto_npc storageAuto_distance 5 storageAuto_npc_type 1 storageAuto_npc_steps storageAuto_password storageAuto_keepOpen 0 storageAuto_useChatCommand relogAfterStorage 1 minStorageZeny 50npcTimeResponsegetAuto {minAmountmaxAmountpassive}######## Debugging options; only useful for developers ########debug 0debugPacket_unparsed 0debugPacket_received 0debugPacket_ro_sent 0debugPacket_sent 0debugPacket_excludedebugPacket_includedebugPacket_include_dumpMethoddebugDomains。
Cura软件使用

[4]按百分比(大小缩放):根据模
型旳X/Y/Z旳百分比进行模型缩 3 放,也能够根据模型旳X/Y/Z
旳大小(mm)缩放。
2
[5]模型旳尺寸:显示目前模 型旳尺寸。
5 4
GGIC
对3D模型镜像
[1]镜像模型:选中模型单击 该图标显示其他镜像图标。
[2]X轴方向上旳镜像
[3]Y轴方向上旳镜像
[4]Z轴方向上旳镜像
Cura 14.09 3D模型处理软件
Cura 14.09 切片处理
3D模型
Cura软件切片
打印实物
GGIC
Cura 14.09 旳主要特点
迅速3D模型切片 预打印文件旳切片精度最高可到20微米 愈加简朴易用旳软件界面 支持多种工业原则文件类型(STL / OBJ / DAE / AMF) 设置4个简朴参数迅速入门打印 多参数设置旳教授模式
GGIC
第一次运营Cura软件
Cura软件旳界面
参数设置区
模型加载和开 始打印按钮
打印预览区
GGIC
GGIC 3D打印机迅速入门
打印质量选择: 高质量打印层高是0.06mm 中质量打印层高是0.1mm 底质量打印层高是0.2mm 材料类型和材料直径选择: 材料类型选PLA 材料直径选1.75mm
安装前先卸载旧版 本旳Cura软件
GGIC
单击一下步安装 打印机旳驱动程 序,驱动安装完 毕后Cura会自动 辨认出打印机。
GGIC
首次运营设置向导
选择Ultimaker Orignal机型
选择跳过打印机旳固件升级, 使用GGIC打印机旳原有固件
GGIC
选择跳过打印机旳检验, 进入下一步后单击Finish 完毕打印机旳首次运营向导
Cura软件的参数设置

却
风扇全速开启高度
在此之下速度将会被从0开始线性分配。
风扇最小速度
当风扇打开的时候,他的起始速度为此设置,如果某层需要冷却,风扇速度将会在低速和高速中调节,这个速度将在不需要冷却的层中使用。
风扇最大速度
当风扇打开的时候,他的起始速度为此设置,如果某层需要冷却,风扇速度将会在低速和高速中调节,这个速度将在需要200%冷却的层中使用。
开启回退
当再非打印区域移动喷头时,适当的回退丝,能避免多余的挤出和拉丝。
底层/顶层厚度
指模型上下面的厚度,一般为层高的整数倍。默认参数为0.75mm。可根据模型需要调整。该参数越接近壁厚,打印出来的物品更均匀。
填
充
填充密度
指模型内部的填充密度,默认参数为18%,可调范围为0%-100%。0%为全部空心,100%为全部实心,根据打印模型强度需要自行调整,一般为20%。该参数不会影响物品的外观,一般用来调整物品的外观。
底层速度
指打印底层时的速度。这个值通常会设置的很低,这样能使底层和平台粘附的更好。
填充速度
指打印模型内部填充的速度。当设置为0时,会使用打印速度作为填充速度。高速打印填充能节省很多打印时间,但是可能会对打印质量照成一定消极影响。
顶层、底层速度
指打印内部填充时的速度。当设置为0时,会使用打印速度。高速打印填充能节省很多打印时间,但是可能会对打印质量照成一定消极影响。
是机器的打印尺寸。
挤出机数量
机器所配备的挤出头的数量。
热床,如机器有热创
选择后就可以打开热创设置(需要重启)。
平台中心0、0
固件规定规定平台中心为0、0,而不是左前角。
构建平台形状
机器构建平台的形状,分为Square和Circular两种类型。
CURA软件的安装步骤
C U R A软件说明书目录一、CURA软件的安装步骤;二、初次联机操作和设置;三、打印机参数基本设置;四、高级设置一、CURA软件的安装步骤1、运行CURA安装软件后,先设置安装路径,建议安装在D盘,然后点NEXT进入下一步。
2、直接点INSTALL。
3、继续点NEXT。
4、安装完成,点FINISH,并钩选STARTCura13.06.4,启动CURA。
5、第一次启动CURA。
6、这里是选择3D打印机的机型,我们公司的是REPRAP,请准确钓选。
7、下面分别是设置打印的范围尺寸,单位是毫米:1、machinewidth是打印的宽度2、machinedepth是打印的长度3、machineheight是打印的高度4、nozzlesize是打印头喷嘴的直径请按照下图中的尺寸设置。
8、设置完成,点击FINISH后,会弹出下面的对话框,是问你是否要升级。
如果你想升级的话,可以点击“是”。
建议点“否”,因为我们现在的说明是针对这个版本的,等你把软件熟悉了,以后也可以在软件中进行升级的。
9、安装全部完成,下一个步骤是设置,请看设置说明。
二、初次联机操作和设置1、硬件连接操作如下图:2、软件连接设置当硬件正常连接后,就会在你电脑的“设备管理器”的“端口”里出现一个新的设备,并且后面有端口的数值,例如下图为“COM20”,这样就确定你的3D打印机,已经准备就绪了。
启动CURA软件,按下图的方式进入CURA设置请按照下面的参数进行设置,serialport的值会在下拉菜单中,这里要说明一下,不能选择自动,因为这可能是这个软件的BUG,它并不会自动找到你的端口。
到了这里,软件的基本设置就算完成了。
接下来就是将平台调平,请旋转下图所注释的旋扭进行调整。
粗调XYZ限位器到合适位置三.打印参数基础设置基础设置是根据你所需要的情况来设置的四.打印参数高级设置高级设置主要是帮助你更完美的打印好你所打印的东西当这一切都设置好了过后,你就可以开始调试设备了点击打印过后会弹出一控制面板然后通过打印操作面板将打印头温度加热到你所需要的温度一切准备好后,你就可以将原料丝装夹进打印头中,以后换丝也是如此操作。
快速成型国产Cura14.07版本使用说明_完整参数解析
Cura14.07使用说明深圳市创必得科技有限公司深圳市创必得科技有限公司深圳市创必得科技有限公司根据机器选择合适的机型,我们选择Ultimaker Original选择更新的部件,好让切片软件选择最佳默认值,我们将勾全部取消掉即可更新固件,我们不需要更新Ultimaker检查温度,通信,停止端等,我们也不需要机器初始化调平,我们也不需要直接结束深圳市创必得科技有限公司从模型上看,默认是平台依附类型是brimgcode类一次打印所有一个一个打,后面打印失败不会影响到前面已经打成功的模型,不过挤出头容易碰到其他已经打完的模型深圳市创必得科技有限公司本上可以不用深圳市创必得科技有限公司在线帮助深圳市创必得科技有限公司完整打印设置深圳市创必得科技有限公司容易漏丝深圳市创必得科技有限公司深圳市创必得科技有限公司原始图支撑:touching buildplate 支撑:everywhere支撑:none对于结构复杂的模型,通常都会需要加在某层暂停暂停时退丝长度暂停时停靠的位置在何处暂停各种新参数在某层改变参数删除该插件生成右边新插件的界面编辑起始代码编辑结束代码不同的固件可能会需要一些定制指令,比如delta模型显示方式移动物体中键:缩放视角右键:旋转视角平移视角先左键选中物体才会出现这此功能深圳市创必得科技有限公司1,点击旋转2 拉动旋转控制圆,默认以15度为单位,按住shift 的时候抖动旋转控制圆,可以以1度为单位进行旋转统一缩放尺寸使能按比例或按尺寸缩放缩放按钮镜像Normal:普通模式,深圳市创必得科技有限公司深圳市创必得科技有限公司深圳市创必得科技有限公司勾选使能如果没有顶层实心填充,则只有壁厚左图填充与shell 的重叠比例支撑与被支撑物体的距离,太近难剥离,太远下悬丝会影响外观第一层与raft的间隙深圳市创必得科技有限公司。
Repetier-Host教程

Repetier-Host 使用教程概述Repetier-Host是Repetier公司开发的一款免费的3D打印综合软件,可以进行切片、查看修改G-Code、手动控制3D打印机、更改某些固件参数以及其他的一些小功能。
Repetier 公司并不提供切片引擎,而是在该软件中外部调用其他的切片软件进行切片,比如CuraEngine、Slic3r及Skeinforge等切片软件。
在同类软件(如Printrun,Repelicator-G)中使用起来是比较方便的一款。
安装Repetier-Host当前为1.0.6版,下载地址为/download/,选择相应的操作系统下载即可。
由于网站为外国网站,访问速度可能会比较慢,阿巴赛3D教育将该软件的Windows版本放在了百度云上,下载地址为下载完成后在下载目录中找到该文件,如图1,双击该文件即可开始安装。
图 1 可执行文件该软件支持多国语言,包括简体中文。
但在安装的时候无法选择中文,选择“英文”安装,完成后软件是简体中文版。
可能软件能够识别系统语言并自动匹配。
图 2 选择安装语言,默认即可接下来选择安装目录图 3 选择安装目录然后选择需要加载的切片引擎,默认加载CuraEngine和Slic3r,可选择加载Skeinforge,由于该切片引擎用起来很不爽,故笔者不建议选择。
若选择,须联网下载图 4 选择切片引擎下面选择“创建桌面图标”,图 5 创建桌面图标安装完成后,桌面出现快捷方式。
运行Repetier-Host软件,主界面如下图工具栏视图区功能区图 6 Repetier-Host主界面Repetier-Host软件主界面包括菜单栏,工具栏,视图区和功能区。
工具栏主要用于连接打印机,对打印机进行设置。
视图区主要用来查看模型、G-Code文件、观察温度变化曲线,另外包含一些查看视角快捷按钮。
功能区是该软件的核心区域,包含5个功能块:物体放置、切片软件、预览、手动控制和SD卡。
SHARP AR-2820数码复印机说明书

使用书签
书签被创建在本联机手册的左侧,您能够通过单击书签直接进 入指定的章节。
显示本联机手册的索引。单击索引中的标题,将会直接进入指 定的章节。
如何打印联机手册
如果想打印本联机手册,请从 Acrobat Reader 的 “文件”菜单 中选择 “打印” 。在 “打印”对话框中选择所需的打印机设 置,然后单击 “确定”按钮。
要取消打印任务请按下计数清除要继续打印请按下联机当纸张来源设置为自动选择时当打印驱动程序设置屏幕纸张标签中的纸张来源设置为自动选择同时用于打印任务的正确尺寸的纸张没有装入机器中打印步骤将根据用户程序中的使用接近的纸张尺寸的设置而有所不同参阅操作手册中的用户程序
AR-2718/2820/2718N/2718NZ 联机手册
3 索引
4
1
1
打印
基本打印
请确定操作面板上的联机指示灯亮。
如果联机指示灯不亮,请按下 [ 联机 ] 键 ( ) 。 当指示灯: ●亮,机器处于联机状态并且打 印就绪,或正在打印。 ●闪烁,机器正在内存中处理打 印数据或打印暂停。 ●熄灭,机器处于脱机状态并且 不能打印。
(第一部分)
以下示例讲述了如何从写字板打印文档。 打印前,请确保已经在机器中为原稿装入了正确尺寸的纸张。
6
1
1 2 3
打印
利用 “开始”按钮打开打印驱动程序
Windows 95/98/Me/NT 4.0
您可以利用 Windows “开始”按钮打开打印驱动程序并更改打印驱动程序设置。按照此方法调整过的设置将成为从应用程序打印的 初始设置。 (如果您在打印期间从打印驱动程序设置屏幕上更改设置,当您退出应用程序时,这些设置将返回到初始设定值。 )
“四合 一”
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Cura的联机设置
首先放置模型设置好打印参数,然后开始连接打印机。
未连接打印机和SD卡的显示状态。
1.打印机通电,接usb到电脑,会自动安装驱动。
装好驱动后快捷键“Ctrl”+“,”打开“偏好设置”对话框
偏好设置对话框
打印窗口类型设置如图所示,点“OK”
点击菜单“机型”》》“机型设置”打开下图对话框。
选择对应串口,波特率为“AUTO”,点“OK”。
状态显示已经连接成功。
2.点击上图状态图标或快捷键“Ctrl”+“P”开始打印,会弹出打印窗口。
单轴回零
回
零
打印窗口
我们可以在窗口上可以控制XYZE运动,0.1、10、100表示每次运动量。
右下角文本框可以输入G代码控制。
不懂的一般不要使用。
点击“打印”即可开始打印。