压榨部毛布测试技术报告解读
造纸在造纸机压榨部易出现的几个问题
在造纸机压榨部易出现的几个问题压榨是一个继续脱水的环节,在网部已经成型的纸幅在压榨脱去大部分的结合水,在压榨容易出现的问题有以下几点:压溃,掉边打折,压痕,纸洞(主要是由于四压刮刀不严造成),那么我们在生产的过程中要怎样注意纸病的产生?1、毛布是压榨部的关键设备,毛布的使用条件对纸的质量至关重要要保持毛布的洁净(可以通过真空吸水箱的真空度得到),毛布属于易耗品,有一定的使用周期,在使用的过程中会出现损耗(例如毛布上的植毛会脱落),定期的更换毛布对生产的正常进行至关重要。
为了更好的使用好毛布我们应注意高压水的使用情况,真空吸水箱前的润滑水,真空吸水箱的位置及真空度的调节,还有压榨辊的压力;使用毛布时,要注意将毛布保洁剂开启。
2、压榨的刮刀也是一个重点,特别是在初压榨的水分较高的时候(例如加入膨松剂停用芯层的硫酸铝),使用蒸汽箱蒸汽压力过高时,下辊表面容易粘纸毛。
纸毛多了会顶起刮刀在纸面上造成压痕,上辊刮刀被顶起来后,刮刀上的纸毛容易漏过刮刀,掉到纸面上造成纸洞,平时要注意刮刀的清理,同时也要控制好其它的操作条件,尽量减少辊面的粘毛。
3、光压主要是消除网痕和毛布痕,同时它也有平整纸面消除两面差的作用,他的压力过小容易在烘缸产生纸毛,同时可能与中高不匹配造成压力不均,造成涂布后PPS的不均一。
4、压榨速差的调节:湿纸幅强度比较低,在压榨部的速差要求比较严格,在网部到压榨部的过渡处我觉得速差要偏大,因为湿纸幅与网的剥离需要比较大的力,为了不出现掉边的情况适当的偏大速差会比较好;但是在二压和三压以及四压后的速差,偏松会比较好,因为在此处纸页处在悬空的状态,没有依托太大的张力对纸页不利,当然纸也不能太松,要保证正常的剥离和确保不出现边上打折的现象。
要注意调节速差时的一个误差。
湿纸页是有自重的,定量越大重力也越大,有时速差很大了还是不见纸幅拉平,如果还加大速差就有可能造成数差过大了,一般来说低定量的纸比较容易拉平。
压榨(1)要点
压榨及其织物压榨部是纸机成型部后的下一个部分,压榨部的功能是继续始于成型部的脱水过程,使纸页压实以及支撑传递纸页。
该部位的织物被称之为压榨织物或压榨毛布。
“织物”这一术语有着广泛的含义,“毯”是一种织物,其由单根纤维制成,如结构中无纱线。
然而“压榨织物”和“压榨毛毯”在造纸工业中作为相同的术语使用。
虽然其取决于纸的品种和纸机形式,典型的进压榨部的纸页浓度为20%纤维和80%的水份,出压榨部的纸页浓度为40%和60%的水份。
出压榨部后,纸幅被转移到干燥部。
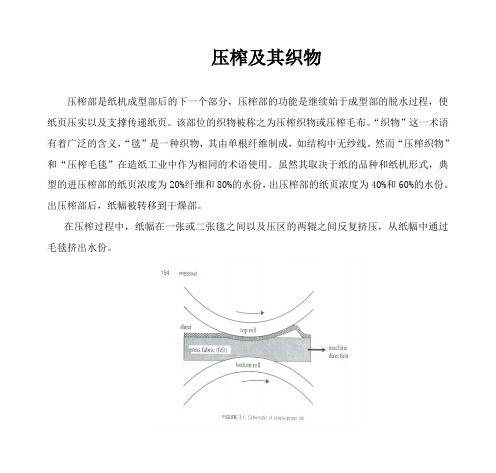
在压榨过程中,纸幅在一张或二张毯之间以及压区的两辊之间反复挤压,从纸幅中通过毛毯挤出水份。
图3.1表示平压榨压区的这一脱水过程。
压榨力增加,脱水加强。
压榨织物的主要功能是从纸幅中脱水,纸幅的支撑和传递,提供纸幅均匀的压力分布和赋予纸幅良好的表面修饰。
该织物应为纸幅提供适应的保护以防止压溃、湿痕和沟纹痕。
织物的其它功能包括封闭引纸情况下把纸幅从一个位置传递到另一个位置,驱动无传动毯辊。
毛毯的吸水量和水流阻力受空隙容积的影响(该容积是未被纱线和纤维占据的体积)。
低的流体阻力和压榨负荷下保持空隙容积的能力在毛毯运行过程中是很重要的。
重要的压榨毛毯特性包括:强度、充足的空隙容积、所需的透气性、低的可压缩性、织物/底布比例、抗压实性、耐磨性能、抗污性能、抗热及化学处理性能。
3.1脱水理论纸张的定量和脱水特点有两个关键因素,大致可以分为两种类型的压区,一是流动控制压区,另一个是压力控制压区。
3.1.1流动控制压区(横向流动压区)在这些压区中,脱水主要受纸幅中的水流阻力影响。
在流动控制压区中,流体在纤维层中流动的阻力控制了水被挤出的速率。
这些压区的特点是高水荷载、高克重纸幅、中慢脱水的低游离度纸浆。
流动控制压区的主要问题和症状是压溃和水力流痕,脱水受助于:*柔软的辊表面;*大直径压榨辊;*双面毛布;*高纸幅湿度。
设计考虑因素〈1〉低水流阻力:在流动控制压区中,水流阻力被最小化是很重要的,典型的是使用较粗的绒毛和较高透气性的织物,以在没有压溃和水力流痕的情况下有助于脱水。
纺织面料测试报告
纺织面料测试报告1. 测试目的及背景本次测试旨在对纺织面料进行全面的测试,以确保其满足相关标准和要求。
纺织面料广泛应用于服装、家居用品等领域,因此其品质和安全性是非常重要的。
通过测试,可以评估纺织面料的性能和质量,并为生产商和消费者提供参考。
2. 测试范围本次测试主要涵盖以下几个方面的测试内容:•物理性能测试:包括纺织面料的强度、耐磨性、抗拉性等物理性能的评估。
•化学性能测试:包括纺织面料的染色牢度、防水性能、阻燃性能等化学性能的评估。
•生态性能测试:包括纺织面料的有害物质含量测试,以确保其符合相关的环保要求。
3. 物理性能测试3.1 纺织面料的强度测试强度是衡量纺织面料质量的重要指标之一。
本次测试采用万能试验机进行强度测试,使用标准蓝尼尔夹具将纺织面料夹持,根据标准测试方法施加一定拉力进行测试,记录测试中断裂的拉力值。
3.2 纺织面料的耐磨性测试耐磨性是指纺织面料在受到摩擦力作用时的性能表现。
本次测试采用马丁黏着剂法进行耐磨性测试,通过一定负荷的砂纸与纺织面料的摩擦,观察纺织面料的磨损情况。
3.3 纺织面料的抗拉性测试抗拉性是指纺织面料在受到拉力作用时的性能表现。
本次测试采用万能试验机进行抗拉性测试,使用标准蓝尼尔夹具将纺织面料夹持,根据标准测试方法施加一定拉力进行测试,记录测试中断裂的拉力值。
4. 化学性能测试4.1 染色牢度测试染色牢度是指纺织面料在受到湿度、光照、摩擦等因素影响时,其染色的稳定性。
本次测试采用标准染色牢度测试方法,通过浸泡、摩擦和暴露于阳光下等不同条件下对纺织面料进行测试,评估其染色牢度等级。
4.2 防水性能测试防水性能是指纺织面料的防水功能。
本次测试采用水滴渗透试验仪进行防水性能测试,通过测量纺织面料上的水滴在一定压力下滴落后的渗透情况,评估纺织面料的防水等级。
4.3 阻燃性能测试阻燃性能是指纺织面料的阻止火焰蔓延的能力。
本次测试采用垂直燃烧测试方法进行阻燃性能测试,将纺织面料样品垂直放置并点燃,通过观察火焰自燃的时间和燃烧面积,评估纺织面料的阻燃性能等级。
卫生纸机压榨部运行参数及能效关系分析与优化
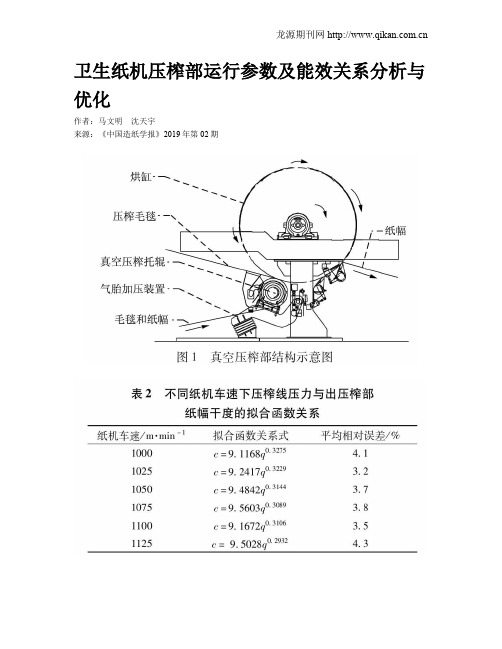
卫生纸机压榨部运行参数及能效关系分析与优化作者:马文明沈天宇来源:《中国造纸学报》2019年第02期摘要:通过对纸机压榨部压力和压榨脱水原理的分析,得到出压榨部纸幅干度可作为压榨部的能耗指标,同时确定压榨线压力和纸机车速是压榨部能耗的主要影响因素。
结合纸机实际生产测试并记录压榨脱水数据,绘制测试数据曲线图并拟合压榨线压力、纸机车速和出压榨部纸幅干度三者之间的函数关系,最终确定压榨线压力和纸机车速的最优取值范围。
通过对测试数据的分析和拟合,控制压榨线压力在90 kN/m、纸机车速在1075 m/min时,纸幅质量可满足正常生产的要求,还可以节约2.1%的电能,实现卫生纸机压榨部的能耗优化。
关键词:压榨部;纸幅干度;压榨线压力;纸机车速;能耗优化中图分类号:TS755文献标识码:ADOI:10.11981/j.issn.1000-6842.2019.02.47纸机压榨部的主要作用是利用机械挤压的方式减少从毛毯传递过来的纸幅中的水分、提高出压榨部纸幅干度,该过程消耗大量的电能,而且出压榨部纸幅干度越高,消耗的电能也越多[1]。
由文献[2]可知,在不影响纸幅质量的情况下,出压榨部纸幅干度每提升1%,干燥部所需蒸发的水分可降低4%~5%,即蒸汽消耗量降低4%~5% ,可以显著节约生产成本。
因此,目前在设计纸机压榨部时,多利用提高压榨线压力等方式来提高出压榨部纸幅干度。
但实际压榨情况是,纸机车速一定时,当压榨线压力达到某一数值后,继续增大压榨线压力,出压榨部纸幅干度的单位增加额开始逐渐降低,即纸幅压榨脱水效率降低[3]。
造成这种情况的原因是由于纸幅中的水分主要以游离水、吸附水和结合水3种形式存在,其中仅有部分游离水和吸附水可以利用机械压榨的方式除去[4]。
因此,在压榨线压力超过某一数值后,出压榨部纸幅干度变化量减小,但压榨部消耗的电能却明显增加。
这是因为压榨线压力增加的同时使得拖动电机的轴承受到的阻力增加,造成電机的负荷增加,从而消耗更多的电能。
压榨部 qrs02es53_EN
RAU Automation M Lahti/MS 27.11.2006 i(ii)1. PRESS SECTION 压榨部 ............................................................ 错误!未定义书签。
1.1 Press Section Supply Air Distribution 压榨部供气分配错误!未定义书签。
1.2 Guiding of Press Felts 毛毯校正 ............................. 错误!未定义书签。
1.3 Press Felt Off-Track Monitoring 毛毯跑偏监测.... 错误!未定义书签。
1.4 Press Felt Stretching 毛毯张紧.............................. 错误!未定义书签。
1.5 SymBelt Roll Doctor 靴辊刮刀............................... 错误!未定义书签。
1.6 1st and 2nd Press Saveall Movement 一、二压移动接水盘错误!未定义书签。
1.7 Press Section Cleaning Shower Oscillation 压榨喷淋摆动 (12)1.8 Press Section Movement Prewarnings 压榨部动作预报警 (14)1.9 Pick-Up Automatics 自动引纸 (16)1.10 Pick-Up Suction Roll Locks 引纸抽吸辊锁定 (21)1.11 Press Section Top Felt Corner Roll Movement 压榨部上毛布角辊移动 (23)1.12 2nd Press Bottom Felt Corner Roll Movement 二压底毛布角辊移动 (25)1.13 1st Press Corner Felt Corner Roll Movement一压毛布角辊动作 (26)1.14 Control of Press Section Suction Roll Seal Strips 压榨部真空吸移辊密封条控制 (30)1.15 1st Press Top Roll Lifting 一压上辊抬起 (31)1.16 2nd Press Top Roll Lifting 二压上辊抬起 (34)1.17 Lubrication Monitoring of SymBelt Roll Bearings and SymZL Roll 靴辊轴承及靴压中高辊液压控制 (37)1.18 1st Press Status Control一压状态控制 (39)1.19 1st Press Load Control 一压载荷控制 (44)1.20 1st Press Loading Pressure Monitoring 一压负载压力监控 (47)1.21 1st Press Supply Pressure 一压供应压力 (48)1.22 1st Press SymBelt/SymZL Rolls' Return Oil Temperature 一道靴压靴压中高辊回油温度 (49)1.23 1st Press SymBelt History一压靴套寿命 (51)1.24 1st Press SymBelt Roll Belt Stretching一压靴套伸长度 (52)1.25 1st Press SymBelt Roll Air Pressure一压靴辊空气压力 (55)1.26 1st Press SymZL Roll Air Pressure一压中高辊空气压力 (58)1.27 1st Press Clamp Mechanism一压锁定机制 (59)RAU Automation M Lahti/MS 27.11.2006 ii(ii)1.28 2nd Press Status Control二压中高控制 (60)1.29 2nd Press Load Control 二压载荷控制 (65)1.30 2nd Press Loading Pressure Monitoring 二压载荷压力监测 (68)1.31 2nd Press Supply Pressure 二压供给压力 (69)1.32 2nd Press SymBelt/SymZL Rolls' Return Oil Temperature (70)1.33 2nd press SymBelt History二压靴套寿命 (72)1.34 2nd Press SymBelt Roll Belt Stretching二压靴靴套伸长度1.35 2nd Press SymBelt Roll Air Pressure二压靴辊空气压力1.36 2nd Press SymZL Roll Air Pressure二压中高辊空气压力 (79)1.37 2nd Press Clamp Mechanism二压锁定机制 (80)1.38 PressRun Blow Box Movement压榨运行吹风箱动作 (81)1.39 Pick-Up Roll 1st Chamber Vacuum吸移辊一号真空室真空度 (83)1.40 Pick-Up Roll 2nd Chamber Vacuum吸移辊二号真空室真空度 (86)1.41 Transfer Suction Roll Chamber Vacuum转移真空辊真空室真空度 (89)1.42 Transfer Suction Box Vacuum转移真空箱真空度 (91)RAU Automation M Lahti/MS 27.11.2006 1 1.PRESS SECTION1.1Press Section Supply Air Distribution 压榨部压缩空气分配PH-132324 Press section feed air distribution1.1.1Operating Principle 操作原理Compressed air is supplied to the equipment cabinets for distribution to the different consumption points.压缩空气被送到设备箱,由分配器送到不同的用气点。
日本近10年造纸技术与造纸毛布的技术发展
部. 使用 的是没 有通 气性 ( 透 气 ) 不 的涂有 树 脂 的传
送带 。采用 这种压 榨形式 的抄纸机 ,在 国外据 说车 速 已达到 10 m mi. 日本 最近 也不 断 引进 同形 式 90 / n
的 纸 机
硬度 辊筒 包覆 材料 、 高加 压压 力 、 高压辊 的辊 径 提 提
23涂 布树脂 的 毛布 . 在 能源价 格高涨 的现 在 .为消减干 燥部 的能源
消耗 .改善压 榨部 的脱水 性及 长时 间维 持 良好 的脱
水 性 的愿望就 更加 强烈 。 以此 目的为前 提 .开发研 制 出了表 面经特 殊树
20 0 5年 为 防 止 毛布 掉 毛 . 高 表 面性 能 , 毛 提 在
脂 涂布 后 具有 致 密外 表 的新 型 毛 布 。 自 2 0 0 3年 开
始使 用 的这种涂 有树脂 的毛布在 高速纸 机上 显示 出 了优 良的脱水性 .作 为一 种新 型毛布 备受 瞩 目。在 新 闻纸 、 高级纸 等高 速纸机 上 的使 用数 量继 续增加 ,
赢 得好评
24新 材 料 的 采 用 .
带 接 口毛 布 占全体 毛布 的使 用 比率 虽 然 还 很
・
3 9
雀 — 纸 ■ —7 暖 ■, ■ ‘ \
表1 近1 0年 I R纸 领 域 引入 的靴 式 压 榨 纸 机 一 览 表  ̄ O P
小. 但从 安装 时 的省 时省力 角度看 。 以后 会有进 一步
增加 的可能性
及使 用靴 式压 榨 ( 压 区压 榨 ) 宽 等技术 。 靴式 压榨 当初 是 考虑 到加 大 压 区的 宽度 .使 湿 纸 页长 时间滞 留在 压区 下 .使 压榨 能在保持 更长 时
压榨部简介-内部资料

压榨部简介
毛布张紧
学 习
超 越
领 先
当设备运转时,压榨毛布必须一直保证足够的张紧,松弛的 毛布不但无法校正,而且当压区闭合时还会损坏毛布。毛布的张 紧力根据设备的运转速度和毛布的种类来设定,一般张紧力为 3.5—5KN/m。上毛布最大允许张紧力为5KN/m,下毛布最大允许张 紧力为6KN/m。
压榨部简介
学 习
新闻纸压榨部有两 个靴压压区,还包 括两个转移真空辊
吸移辊 一压靴辊 二压靴辊 1#转移真空辊 2#转移真空辊
超 越
领 先
一压底辊 毛布真空辊
二压底辊
新闻纸压榨部辊子分布图
压榨部简介
压榨种类
学 习
1.辊式压榨 辊式压榨的原压区压力
超 越
领 先
纸页
覆膜 毛布 覆膜
压榨部简介
学 习
带也是带沟纹的。用这种皮带,可以将纸页脱水量最大化。所有压
区辊子都带有接水盘,以回收沟纹中流出的水。
压榨部简介
纸页转移
学 习
真空吸移辊→吸移毛布表面→一压压区(一压下毛布支撑) →一压真空辊(使纸页沿着毛布)→一压毛布真空转移辊→二压上 毛布表面→引纸传送带→二压压区→二压转移真空辊→1#烘缸
超 越
山东晨鸣纸业集团
压榨部简介
设备科:耿国锋
压榨部简介
总述
学 习
超 越
领 先
纸页在网部成形以后,虽然已脱去大量的水分,但自伏辊处引出来 的湿纸页一般仍含有大量的水分。如果把这样湿的纸页直接送到干 燥部去干燥,不仅消耗大量蒸汽,而且这样干燥出来的纸,纸页不 够紧密、表面粗糙、强度也低。所以从网部来的湿纸,需要在压榨 部利用机械压榨作用进一步脱水,在提高干度的同时,增加纸的紧 度及强度,改善纸页的表面性质,然后才送到烘干部去干燥。
纺织材料的物理性能测试与分析
纺织材料的物理性能测试与分析在纺织领域,了解和掌握纺织材料的物理性能是至关重要的。
这不仅关系到纺织品的质量和性能,还直接影响到其在市场上的竞争力和消费者的满意度。
纺织材料的物理性能测试与分析涵盖了众多方面,包括但不限于纤维的长度、细度、强度,纱线的捻度、均匀度,织物的密度、厚度、拉伸性能、撕破性能、耐磨性能等等。
接下来,让我们深入探讨一下这些关键的物理性能测试方法及其结果分析。
纤维长度和细度的测试对于评估纤维的质量和可纺性具有重要意义。
纤维长度的测试方法主要有手扯法、罗拉式长度分析仪法和梳片式长度分析仪法等。
手扯法虽然简单直观,但精度较低,适用于初步估计。
罗拉式长度分析仪法则能够较为准确地测量纤维的长度分布。
而对于纤维细度的测量,常用的方法有中段切断称重法和气流法。
中段切断称重法是通过测量一定长度纤维的中段重量来计算细度,结果较为准确,但操作相对繁琐。
气流法则是利用纤维在气流中的阻力来间接测量细度,具有快速、简便的优点。
纤维强度的测试是评估纤维质量的重要指标之一。
常见的测试方法有拉伸断裂法,通过专门的强力试验机对纤维进行拉伸,直至断裂,从而得到纤维的断裂强度和断裂伸长率。
强度高的纤维在纺织加工和使用过程中不易断裂,能够保证纺织品的耐用性。
纱线的捻度和均匀度也是关键的物理性能。
捻度的大小直接影响纱线的强度、手感和外观。
捻度的测试通常使用捻度测试仪,通过测量一定长度纱线的捻回数来确定捻度。
纱线均匀度的测试方法包括目光检测法和电容式均匀度测试仪法。
目光检测主要依靠经验丰富的检测人员进行主观判断,而电容式均匀度测试仪则能够更加精确地测量纱线的粗细变化,提供定量的数据。
织物的密度和厚度对于其外观、手感和保暖性能等有着重要影响。
织物密度的测量可以通过直接计数法或借助织物密度镜来完成。
厚度的测量则使用织物厚度仪,在一定的压力下测量织物的厚度。
拉伸性能是织物的一项重要物理性能,直接关系到织物的耐用性和穿着舒适度。
纺织品分析实验总结
纺织品分析实验总结
首先,我们对纺织品的成分进行了分析。
通过化学方法和光谱技术,我们确定
了纺织品的原材料组成,包括纤维类型和含量。
这有助于我们了解纺织品的品质和用途,为生产和应用提供了重要的参考依据。
其次,我们对纺织品的物理性能进行了测试。
我们使用了拉伸试验、撕裂试验、磨损试验等方法,评估了纺织品的强度、韧性、耐磨性等指标。
通过这些测试,我们可以全面了解纺织品的物理特性,为其在不同领域的应用提供科学依据。
此外,我们还对纺织品的色彩和印染性能进行了分析。
我们使用了色牢度测试、印染牢度测试等方法,评估了纺织品的色彩稳定性和印染效果。
这些测试结果对于纺织品的设计和选材具有重要意义,可以确保其在使用过程中色彩不褪、不褪色。
最后,我们对纺织品的功能性能进行了综合评估。
我们综合考虑了纺织品的成分、物理性能、色彩和印染性能等因素,对其在特定环境和条件下的表现进行了分析。
这有助于我们更好地了解纺织品的适用范围和使用要求,为产品的研发和推广提供了重要参考。
总的来说,通过这次纺织品分析实验,我们对不同类型的纺织品有了更深入的
了解,为纺织品的生产和应用提供了科学依据。
我们将继续深入研究,不断完善分析方法,为纺织品行业的发展贡献我们的力量。
纺织品检验报告

纺织品检验报告1. 引言纺织品作为人们日常生活不可或缺的一部分,其质量和安全性备受关注。
本报告旨在对某一款纺织品进行全面的检验和评估,以确保其质量符合相关标准和要求。
2. 检验目的本次纺织品检验的目的是: - 检测纺织品的物理性能,如强度、耐磨性等; -评估纺织品的化学成分,包括染料和添加剂; - 检查纺织品的尺寸、外观和手感等方面。
3. 检验方法3.1 物理性能测试物理性能测试是检验纺织品质量的重要环节。
我们将采用以下测试方法:•拉伸强度测试:使用万能拉力机对纺织品进行拉伸测试,以确定其最大拉伸强度和断裂伸长率。
•耐磨性测试:采用Martindale耐磨仪,对纺织品进行模拟使用情况下的耐磨性测试,以评估其耐久性。
3.2 化学成分分析化学成分分析有助于了解纺织品中的染料和添加剂,并确保其符合相关标准。
我们将进行以下测试:•染料成分分析:采用色谱质谱联用技术,对纺织品中的染料进行分离和鉴定。
•添加剂检测:使用红外光谱仪,对纺织品中的添加剂进行检测,以确保其不含有害物质。
3.3 尺寸和外观检查尺寸和外观检查是判断纺织品整体质量的重要方法。
我们将进行以下检查:•尺寸检查:测量纺织品的长度、宽度和厚度,并与规定标准进行比较。
•外观检查:检查纺织品表面是否存在破损、污渍、褶皱等问题,并评估其整体外观质量。
4. 检验结果4.1 物理性能测试结果根据拉伸强度测试,该纺织品的最大拉伸强度为X N,断裂伸长率为X%。
经过耐磨性测试,该纺织品经历X次磨损后出现明显损坏。
4.2 化学成分分析结果经染料成分分析,该纺织品中使用了染料A和染料B。
添加剂检测结果显示,该纺织品中不含有害物质。
4.3 尺寸和外观检查结果经尺寸检查,该纺织品的长度、宽度和厚度均符合规定标准。
外观检查显示,该纺织品无破损、污渍或褶皱等问题。
5. 结论根据对该纺织品的全面检验和评估,我们得出以下结论:•该纺织品在物理性能方面表现良好,具有一定的拉伸强度和耐久性。
造纸厂-抄纸工艺压榨部

压榨部第一节引言一、压榨部的作用:1.压榨的主要作用是脱水、固化纸页、改善纸页性能(比如:减少网痕和两面差,提高湿纸页纤维的接触面积,增加平滑度和紧度和强度)。
2.改善干燥部的抄造性能。
3.同时利用机械的方法脱水要比蒸发方法经济,通常脱除纸页中的水分,每吨纸相对费用为;湿部10%,压榨12%,而干燥则要78%。
二、压榨的脱水机理:压榨可以看作一个过滤的过程,压榨的脱水的动力是机械加压,类似于过滤作用的压差。
压榨主要是压缩纸页以挤出纸幅内部的水分(不包括纤维本身的水分),压力越大,脱水越多。
压榨脱水的四个阶段:1.压榨作用开始于第一阶段,此时毛布和纸页排除空气,直至湿纸页达到饱和状态,且不残留空气为止。
2.在第二阶段,纸页中的饱和水分和水分压力上升,使水从纸页转移到未饱和的毛毯中,转移的动力是水力压差和未饱和毛毯的毛细管吸力。
当毛毯也达到饱和时,水从毛毯中排出。
第二阶段持续到压区中部。
3.在第三阶段,压缝区开始扩张,纸页变成不饱和状态。
直到纸页中的液体压力降低到零,此时纸页干度最大。
4.在第四阶段,纸页和毛布膨胀变成不饱和状态。
由于纸幅的毛细管比毛布致密,毛细管作用大,一部分水又返回到纸页中。
纸页的回湿:水分被压出纸页后又回到纸页的现象,它是毛细管作用的结果。
三、压榨的制约因素1.压榨线压力。
压力大脱水增加,但毛布的克重必须增加,同时压力的大小受纸页的强度制约。
辊的硬度影响:软可以减少压溃,提高毛布寿命,脱水更加均匀,但比压降低,脱水的能力响应减少。
辊径的影响;辊径减小,比压增加,提高脱水能力,但辊径的决定因素是辊所需要的刚度,大的辊径可以使横向脱水均一。
压溃:压溃是由于毛布饱和水分无法及时排除,水分被迫通过湿纸页排除(产生流回压区入口的水流),致使水在阻力很大纸页的表面流动,产生过大的水力压差,引起压溃。
2.压榨时间。
纸页停留在压区的时间越长,脱水越多,但压榨时间一般在1/50-1/200S,脱水时间短,脱水快,因而脱水的阻力大。
压榨模拟实验——宽区压榨毛毯-纸幅体系脱水机理的研究
微 观结 构变 化 ,这些关 联性 的微 观结 构变 化均会 对纸 幅压榨 脱水 过程 产生 一定 的影 响 。因而 ,将毛 毯与湿
宽 区压榨 中毛毯 受压 性能 的研究 方法 , 自制 了实验 装 置I ( 见图 1 ) ,实 验 部 件 安 放 次 序 依 次 为 上 圆盘 、
( 1 .南京林业大学江苏省制浆造纸科学与技术重点实验室 ,江苏南京 ,2 1 0 0 3 7 ;2 .江苏金呢工程织物股份有限公司 , 江苏海 门,2 2 6 1 0 0 ;3 .南京林业大学江苏省林业资源高效加工利用协 同创新 中心 ,江苏南京 ,2 1 0 0 3 7 )
摘 要 :基 于宽 区压 榨 过 程 中毛 毯 微 观 结构 特 性 的分 析 ,采 用 2套 自制 模 拟 实 验 装 置 ,研 究 了 压 榨过 程 中毛 毯 微 观 组 织 的 受 压 情况 以 中3 0 Nhomakorabea 国
造
纸
学
报
T r a n s a c t i o n s o f C h i n a P u l p a n d P a p e r
压 榨 模 拟 实 验 — — 宽 区 压 榨 毛 毯 纸 幅 体 系脱 水机 理 的研 究
朱 文 叶 平 沙九 龙 张 辉
具 有重 要指 导意 义 。
1 实 验
榨 毛毯研 究不 多 ,但对 其进 行研究 的意义重 大 、要 求 很 高… 。纸机 压 榨 脱 水 机 理 按 照 脱 水 方 向 可 分 为 横
对 宽 区压 榨 毛毯 . 纸 幅体 系脱 水 机 理 的研 究 分 2 步 :一 是研究 压 榨过 程 中毛毯 所 受 压 力 的 变化 情 况 ;
纸机压榨部的水分检测和控制技术T
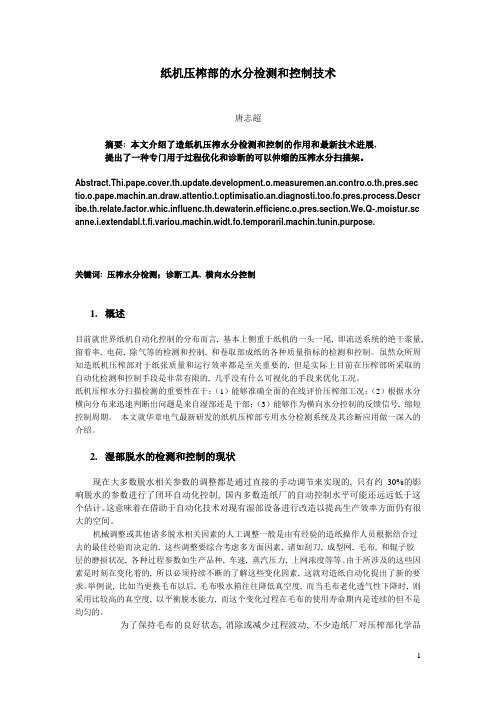
纸机压榨部的水分检测和控制技术唐志超摘要: 本文介绍了造纸机压榨水分检测和控制的作用和最新技术进展,提出了一种专门用于过程优化和诊断的可以伸缩的压榨水分扫描架。
Abstract.Thi.pape.cover.th.update.development.o.measuremen.an.contro.o.th.pres.sec tio.o.pape.machin.an.draw.attentio.t.optimisatio.an.diagnosti.too.fo.pres.process.Descr ibe.th.relate.factor.whic.influenc.th.dewaterin.efficienc.o.pres.section.We.Q-.moistur.sc anne.i.extendabl.t.fi.variou.machin.widt.fo.temporaril.machin.tunin.purpose.关键词: 压榨水分检测;诊断工具, 横向水分控制1.概述目前就世界纸机自动化控制的分布而言, 基本上侧重于纸机的一头一尾, 即流送系统的绝干浆量, 留着率, 电荷, 除气等的检测和控制, 和卷取部成纸的各种质量指标的检测和控制。
虽然众所周知造纸机压榨部对于纸张质量和运行效率都是至关重要的, 但是实际上目前在压榨部所采取的自动化检测和控制手段是非常有限的, 几乎没有什么可视化的手段来优化工况。
纸机压榨水分扫描检测的重要性在于:(1)能够准确全面的在线评价压榨部工况;(2)根据水分横向分布来迅速判断出问题是来自湿部还是干部;(3)能够作为横向水分控制的反馈信号, 缩短控制周期。
本文就华章电气最新研发的纸机压榨部专用水分检测系统及其诊断应用做一深入的介绍。
2.湿部脱水的检测和控制的现状现在大多数脱水相关参数的调整都是通过直接的手动调节来实现的, 只有约30%的影响脱水的参数进行了闭环自动化控制, 国内多数造纸厂的自动控制水平可能还远远低于这个估计。
庄杰化工带你看懂纺织品检测报告!

庄杰化工带你看懂纺织品检测报告!在日常的纺织品检测中,您拿到检测报告是否也会有这样的疑虑呢?下面小编为您介绍下纺织品常规检测项目结果中的数据所代表的含义品质特性1)耐磨性耐磨性的测试结果一般以外观变化、总摩擦次数、质量损失来体现。
平时用的比较多的方法是根据试样破损的总摩擦次数来评价织物的耐磨性能,次数越多,说明织物抵抗磨破的性能就越好。
如GB/T 32614-2016《户外运动服装冲锋衣》中,要求耐磨性能≥10000次(面料正面无破损);FZ/T 81006-2017《牛仔服装》合格品中克重339g/m2以上的织物要求≥20000次,339g/m2及以下的织物要求≥10000次。
2)抗起毛起球性抗起毛起球性的测试结果一般以等级体现,等级越高,代表织物抵抗起毛起球的性能就越好。
评级分5个等级,5级最好,1级最差。
在大多数产品标准中,合格品的要求是3级,含毛类的产品要求则低一些,一般一等品的要求才是3级,有的产品还有豁免条件,比如磨毛、起绒、植绒类等,本身不要求考核。
3)防钻绒性防钻绒性的测试结果以钻出的羽绒根数体现,根数越多,结果越差,即代表织物防止羽绒钻出的性能越差,反之则越好。
当然测试方法不一样,结果也会不一样,方法之间没有可比性。
我们常见的机织类羽绒服装目前版本GB/T 14272-2011中合格品要求是≤50根,一等品要求是≤15根,优等品要求是≤5根。
功能性测试1)三防—防水、防油、防污防水喷淋法,测试结果以沾水等级体现,最高5级。
等级越高,代表织物抵抗被水润湿的性能就越好。
如GB/T 32614-2016《户外运动服装冲锋衣》Ⅰ级要求中,洗前要求≥4级,洗后要求≥3级。
防油测试结果以等级体现,最高8.0级。
等级越高,代表织物抵抗吸收油类液体的性能就越好。
如GB/T 21295-2014《服装理化性能的技术要求》中,成品等级要求不小于4级。
防污结果以等级体现,对于防污性能好坏的评价,每个方法中有不同的定义。
压榨毛布的运行监测及其对纸机节能降耗的意义

压榨毛布的运行监测及其对纸机节能降耗的意义
江毅
【期刊名称】《江苏造纸》
【年(卷),期】2007(000)002
【摘要】指出压榨毛布正确使用和维护对提高整台纸机效率,对节能降耗起着不容忽视的作用。
提出为提高压榨毛布脱水效率,需要对毛布整个运行周期进行监测和跟踪观测。
操作毫无困难,持之以恒,必将对提高纸机效率和节能降耗带来不菲的效益。
【总页数】6页(P23-28)
【作者】江毅
【作者单位】伏伊特织物(昆山)有限公司,江苏昆山市215314
【正文语种】中文
【中图分类】TS734
【相关文献】
1.纸机压榨毛布延长使用寿命的技术 [J], 孙斌;刘超锋
2.无纺毛布在高速纸机沟纹压榨中的应用 [J], 李福斌;王海毅
3.Coldwater公司收购用于清洁纸机网部和压榨毛布的EZ生态智能清洁器技术[J], 倪建萍
4.卫生纸机压榨部运行参数及\r能效关系分析与优化 [J], 马文明;沈天宇
5.纸机压榨部的振动监测与压榨辊轴承的预知性维护 [J], 徐鹤
因版权原因,仅展示原文概要,查看原文内容请购买。
纺织面料检测报告(二)

纺织面料检测报告(二)引言概述:本文是关于纺织面料检测报告的第二篇,主要介绍了纺织面料检测的5个大点,包括原材料检测、物理性能测试、化学性能测试、疲劳性能测试和环境性能测试。
通过对这些测试的详细说明,可以有效评估纺织面料的质量和性能,为纺织行业提供参考依据。
一、原材料检测:1. 纤维成分检测:通过红外光谱仪、显微镜等仪器检测纺织面料中的纤维成分,确保纤维成分符合产品要求。
2. 纤维密度检测:采用纤维密度仪测定纺织面料的纤维密度,以确保面料织物的柔软度和舒适性。
3. 纤维含水率检测:使用纤维含水率测定仪检测纺织面料中的水分含量,确保面料的稳定性和防皱性能。
二、物理性能测试:1. 抗拉强度测试:通过拉伸试验机测试纺织面料在垂直和水平方向上的抗拉强度,评估面料的强度和耐久性。
2. 撕裂强度测试:采用撕裂试验机对纺织面料进行撕裂强度测试,评估面料在受力情况下的撕裂性能。
3. 耐磨性测试:使用磨损试验机对纺织面料进行耐磨性测试,评估面料的抗磨损性能和使用寿命。
三、化学性能测试:1. 酸碱性测试:通过酸碱值测定仪测试纺织面料的酸碱性,确保产品符合国家标准和环保要求。
2. 防水性测试:采用防水性测试仪对纺织面料进行防水性能测试,评估面料的防水效果和耐水性能。
3. 防污性测试:使用油污和污水模拟液对纺织面料进行防污性能测试,评估面料的防污效果和易清洁性。
四、疲劳性能测试:1. 耐疲劳性测试:通过往返弯曲试验机对纺织面料进行耐疲劳性测试,评估面料在反复弯曲使用过程中的耐久性能。
2. 弹性恢复性测试:采用弹性恢复试验机对纺织面料进行弹性恢复性能测试,评估面料的回弹性和形状恢复能力。
3. 抗皱性测试:使用抗皱性测试仪对纺织面料进行抗皱性能测试,评估面料的抗皱性和烫平效果。
五、环境性能测试:1. 有害物质检测:通过环保检测仪器测试纺织面料中的有害物质含量,确保产品符合环保标准和人体健康要求。
2. 纤维回收性测试:采用纤维回收性测试仪对纺织面料的回收性能进行评估,促进循环经济和可持续发展。
面料检验标准报告doc(二)

面料检验标准报告doc(二)引言概述:本文为面料检验标准报告的第二部分,旨在全面介绍面料检验的相关内容。
面料检验对于确保产品质量和消费者的健康与安全至关重要。
在本文中,我们将详细讨论面料检验的五个大点,每个大点中包含五至九个相关小点。
这将有助于提高面料检验的准确性和效率。
正文:一、面料的物理性能测试1.质量密度测试2.厚度测试3.透气性测试4.柔软性测试5.弹性测试6.摩擦性能测试7.抗拉强度测试8.耐磨性测试9.撕裂强度测试二、面料的化学性能测试1. pH 值测试2. 可溶性重金属的检测3. 甲醛含量测试4. 防水性能测试5. 防污染性能测试6. 偶氮染料测试7. 阻燃性能测试8. 环保指标测试9. 致敏物质测试三、面料的色牢度测试1. 湿擦色牢度测试2. 干擦色牢度测试3. 水洗色牢度测试4. 汗水色牢度测试5. 光照色牢度测试6. 酸碱污染色牢度测试7. 花纹图案色牢度测试8. 高温热负荷色牢度测试9. 彩色品种间不迁移性测试四、面料的尺寸稳定性测试1. 洗涤尺寸稳定性测试2. 干洗尺寸稳定性测试3. 摩擦尺寸稳定性测试4. 湿擦尺寸稳定性测试5. 光照尺寸稳定性测试6. 酸碱环境尺寸稳定性测试7. 高温热负荷尺寸稳定性测试8. 拉力尺寸稳定性测试9. 干热尺寸稳定性测试五、面料的外观质量检查1. 表面缺陷检查2. 斑点和污渍检查3. 线头和破损检查4. 颜色一致性检查5. 品质标识检查6. 印花和染料检查7. 细节处理和装饰检查8. 成品整洁度检查9. 包装和标识检查总结:通过本文的介绍,我们了解了面料检验的五个大点,每个大点中涵盖了若干个小点。
在面料检验中,物理性能测试、化学性能测试、色牢度测试、尺寸稳定性测试和外观质量检查都扮演着至关重要的角色。
合理运用这些测试方法和标准将有助于确保面料产品的质量和可靠性,保障消费者的权益。
做好面料检验,有助于提高产品市场竞争力,并满足消费者对健康和环保的需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Technical Service – Press Section
技术支持–压榨部
•Press felt moisture profile 毛布水份曲线
•Press felt water permeability profile 毛布透水度曲线
•Press section dewatering analysis 压榨部脱水分析
•Air Flow measurement at Uhle box 真空吸水箱抽气速度
•Felt caliper measurement 毛布厚度测量
•Press felt conditioning system check 毛布清洗调整系统检查
•Press felt running size measurement 毛布运行尺寸测量
•Press section vibration survey (Supported through VFIP)振动测试
•Data Collection & Trend Analysis 数据采集和趋势分析
•Observations and Comments 观察和评价
•Discussion with Machine Crew & Manager 与纸机经理和员工的探讨
•Felt Moisture Profile毛布水份曲线
•Usually cross measurements are performed before and after each press nip (If possible) on the same side of felt
•It can be used To provide water balances around the felt loop
•To identify the source of cross profile variation
•用以分析毛布脱水效率,分析水份波动原因
•
Felt Permeability Meter 毛布透水度测试仪
Felt Permeability Meter 毛布透水度测试仪
Felt Permeability Profile
毛布透水度曲线
An important factor is the hydraulic flow resistance in the press nip. A filled felt restricts water migration from the nip and reduces water removal efficiency.
透水度是指示毛布在压区水流阻力的重要参数。
堵塞的毛布将限制压区脱水降低脱水效率
It can be used to predict performance, monitor felt cleaning, and schedule clothing changes.
透水度可用于预测毛布运行性能,安排适时更换毛布
水分曲线和透水度曲线的解读
压辊中高过高
压辊中高不足
水分曲线和透水度曲线的解读
压榨部两端压力不一,操作侧偏轻
高压喷淋水摆动行程与喷嘴间距不匹配
震动曲线反映传动侧问题
纵向震动曲线与毛布运行周期匹配反映毛布质量问题
毛布横幅不均污染,局部严重
个别高压喷淋水喷头堵塞,局部严重污染
毛布局部压实(湿燃)完全不脱水
毛布局部严重磨损
Uele Box Vacuum – Poddymeter 真空吸水箱真空度测量
An indicator of the degree of felt openness Normal level - 15kPa to 50kPa
真空吸水箱真空度是毛布清洁开放程度的直观指示
100200300400500600700800
90010001
3
5
7
9
11
13
15
17
19
21
23
25
27
29
Running Life (Days)
E c o -
F l o w D e w a t e r i n g (l /m i n )
Average 891 l/min
Tradeline Distortion 毛布标准线变形
Any distortion of the trade-line means a similar distortion in the weave which can cause the fabric to close up non-uniformly.
标准线的变形指示毛布结构的变形,影响毛布的均一性
A trade-line that is off 30cm or more for each 2.5m of fabric width changes permeability characteristics. Distortion of this magnitude may influence water removal, rate of filling with foreign material, fabric and sheet moisture profile, and fabric stability.
毛布每2.5m宽度标准线变形超过30cm将改变透气度,影响横幅脱水,杂质填充,影响纸页横幅水分,影响毛布稳定性
Speed Draw 速差The speed difference Wire~1P, 1P~2P, 2P~1D, Wire ~ Reel, etc.
The wetter the sheet, the higher the speed draw
纸页水分越高,速差越大
The higher press loading, the higher the speed draw
线压力越高,速差越大。