ASUS-FS-SMT-stencil-rule--(附修改历程)
经典完整SMT钢网开孔设计指南(参照IPC-7525A)
经典完整SMT钢网开孔设计指南(参照IPC-7525A)XXX GuidelinesStencil。
also known as SMT stencil or SMT XXX。
XXX XXX (SMT) assembly。
The quality of the stencil directly affects the amount of solder paste printed and。
therefore。
the quality of the SMT assembly。
As SMT moves towards high and ultra-high density assembly。
XXX.XXX design is one of the XXX design。
In 1998.IPC established IPC7525.which is a XXX。
In 2004.it was revised as IPC7525A。
The IPC7525A standard includes terminology and ns。
reference materials。
stencil design。
stencil manufacturing。
XXX。
XXX。
XXX。
stencil cleaning。
and stencil life.XXXStencil ThicknessXXXChoice of Stencil Processing MethodStep/Release Stencil DesignMixed Technology: XXX-hole/Surface Mount XXXNo-clean Opening DesignPlastic Ball Grid Array (PBGA) Stencil DesignXXX (CBGA) Stencil DesignMicro BGA/Chip Scale Package (CSP) Stencil Design Mixed Technology: XXX Mount/Flip Chip Stencil Design XXX XXXSMT Stainless XXX Requirements1.XXXStencil printing is a contact printing process。
SMT 波峰焊基本名词解释-英文

SMT/波峰焊的专业英语名词1、Apertures 开口,钢版开口(装配、SMT)指下游SMD焊垫印刷锡膏所用钢版之开口。
通常此种不锈钢版之厚度多在8mil 左右,现行主机板某些多脚大型SMD,其 I/O 达 208 脚或 256 脚之密距者,当密印锡膏须采厚度较薄之开口时,则须特别对局部区域先行蚀刻成为 6 mil之薄材,再另行蚀透成为密集之开口。
下图为实印时刮刀与钢版厚薄面各开口接触之端视示意图。
2、Assembly 装配、组装、构装(装配、SMT)是将各种电子零件,组装焊接在电路板上,以发挥其整体功能的过程,称之为Assembly。
不过近年来由于零件的封装(Packaging)工业也日益进步,不单是在板子上进行通孔插装及焊接,还有各种 SMD 表面黏装零件分别在板子两面进行黏装,以及 COB、TAB、MCM 等技术加入组装,使得 Assembly 的范围不断往上下游延伸,故又被译为"构装"。
大陆术语另称为"配套"。
3、Bellows Contact 弹片式接触(装配、SMT)指板边金手指所插入的插座中,有一种扁平的弹簧片可与镀金的手指面接触,以保持均匀压力,使电子讯号容易流通。
4、Bi-Level Stencil 双阶式钢版(装配、SMT)指印刷锡膏所用的不锈钢版,其本身具有两种厚度 ( 8mil 与 6mil ),该较薄区域可刮印脚距更密的焊垫。
本词又称为 Multi-level Stencil。
5、Clinched Lead Terminal 紧箝式引脚(装配、SMT)重量较大的零件,为使在板子上有更牢固的附着起见,常将穿过通孔的接脚打弯而不剪掉,使作较大面积的焊接。
6、Clinched-wire Through Connection 通孔弯线连接法(装配、SMT)当发现通孔导通不良而有问题或断孔时,可用金属线穿过通孔在两外侧打弯,7、Component Orientation 零件方向(装配、SMT)板子零件的插装或黏装的方向,常需考虑到电性的干扰,及波焊的影响等,在先期设计布局时,即应注意其安装的方向。
华硕主板刷BIOS的方法
华硕主板刷BIOS的方法(三)2009-03-05 17:50:56 技术 | 评论(0) | 浏览(60670)华硕线上更新华硕线上更新程序是一套可以让您在Windows 操作系统下,用来管理、储存与更新主板BIOS 文件的公用程序。
您可以使用华硕线上更新程序来执行以下的功能:1. 储存系统现有的BIOS 程序。
2. 从网络上下载最新的BIOS 程序。
3. 从更新的BIOS 文件刷新BIOS 程序。
4. 直接从网络上下载并刷新BIOS 程序。
5. 查看BIOS 程序的版本。
在使用华硕线上更新程序之前,请先确认您已经经由内部网络对外连接,或者经由互联网服务供应商(I S P )所提供的连线方式连接到互联网。
安装华硕线上更新程序请依照以下的步骤安装华硕线上更新程序。
1. 下载最新华硕线上更新程序。
/download/download.aspx?model=Tools&SLanguage= zh-cn2. 解开压缩文件后,执行「SETUP.EXE」。
3. 华硕线上更新程序就会复制到系统中。
在您要使用华硕线上更新程序来刷新BIOS 程序之前,请先将其他所有的应用程序关闭。
使用网络刷新BIOS 程序请依照以下步骤使用网络刷新BIOS 程序。
1. 点选「开始→程序→ASUS→ASUSUpdate→ASUSUpdate」执行华硕线上更新主程序。
2. 在下拉式选单中选择Update BIOS from the Internet,然后按下「Next」继续。
3. 请选择离您最近的华硕FTP 站点可避免网络堵塞,或者您也可以直接选择「Auto Select」由系统自行决定。
按下「Next」继续。
4. 接着再选择您欲下载的BIOS版本。
按下「Next」继续。
5. 最后再跟着画面上的指示完成BIOS 程序的刷新。
华硕线上更新程序可以自行通过网络下载BIOS 程序。
经常的更新才能获得最新的功能。
使用BIOS 文件刷新BIOS 程序请依照以下步骤使用BIOS 文件刷新BIOS 程序。
华硕电脑BIOS设置的基础常识
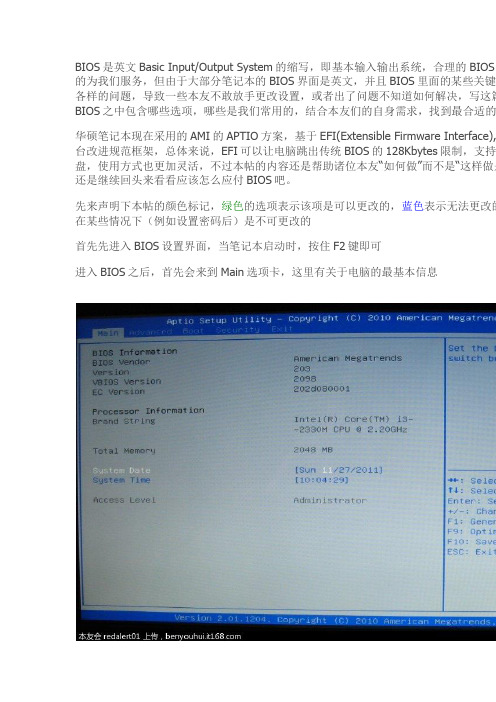
BIOS是英文Basic Input/Output System的缩写,即基本输入输出系统,合理的BIOS 的为我们服务,但由于大部分笔记本的BIOS界面是英文,并且BIOS里面的某些关键选各样的问题,导致一些本友不敢放手更改设置,或者出了问题不知道如何解决,写这篇BIOS之中包含哪些选项,哪些是我们常用的,结合本友们的自身需求,找到最合适的华硕笔记本现在采用的AMI的APTIO方案,基于EFI(Extensible Firmware Interface),台改进规范框架,总体来说,EFI可以让电脑跳出传统BIOS的128Kbytes限制,支持盘,使用方式也更加灵活,不过本帖的内容还是帮助诸位本友“如何做”而不是“这样做是还是继续回头来看看应该怎么应付BIOS吧。
先来声明下本帖的颜色标记,绿色的选项表示该项是可以更改的,蓝色表示无法更改的在某些情况下(例如设置密码后)是不可更改的首先先进入BIOS设置界面,当笔记本启动时,按住F2键即可进入BIOS之后,首先会来到Main选项卡,这里有关于电脑的最基本信息BIOS Information:基本的BIOS信息BIOS Vendor:就是本BIOS的生产商,American Megatrends,全球三大BIOS厂商之一Version:BIOS的版本信息VBIOS Version:SNB集显显卡的版本信息EC Version:嵌入式控制器(Embed Controller)版本信息Processor Information:处理器信息Brand String:包含生产商,品牌的处理器详细信息Total Memory:安装的内存总量,通常我们用这个数值做最基本的内存是否被正常识别System Date:系统日期,可直接输入数字修改System Time:系统时间,可直接输入数字修改Access Level:在BIOS登录后的权限状态,一般显示Administrator或者User,具体相我们可以把Main选项卡看作是最基本的信息显示界面Advanced选项卡Advanced选项卡中可以做一些更高级别的设置了Start Easy Flash:华硕在BIOS更新方面是很体贴的,有在DOS环境下的AFlash,Wi 以及最简单的Easy Flash,在BIOS之中选择该选项就可以进入界面Easy Flash界面,在这里就不详细介绍了,等以后写到的时候再说Play POST Sound:开机到华硕logo(即后面所说的POST)时是否播放声音Speaker Volume:播放华硕logo时音量,仅当Play POST Sound为“YES”时才可选择,Asus FancyStart:华硕随机有个Asus FancyStart软件,可以定制开机时的POST界面选择是否启用该功能POST Logo Type:POST界面显示时是动态(Animated)的还是静态(Static)的画面Intenal Pointing Device:是否启用笔记本的触摸板,如果设置为Disable,那么触摸板将BIOS里面禁用触摸板就是这里。
smt表面组装技术-SMT、DIP生产流程介绍 精品

氮气回流焊
在回流焊工艺中使用惰性气体(通常是氮气)已经有一段时间了,但对于成本效益的 评估还有很多争论。在回流焊工艺中,惰性气体环境能减少氧化,而且可以降低 焊膏内助焊剂的活性,这一点对一些低残留物或免洗焊膏的有效性能来讲,或者 在回流焊工艺中需要经过多次的时候(比如双面板),可能是必需的。如果涉及到多 个加热过程,带OSP的板子也会受益,因为在氮气里底层铜线的可焊性会得到比 较好的保护。氮气工艺其它好处还包括较高表面张力,可以扩宽工艺窗口(尤其对 超细间距器件)、改善焊点形状以及降低覆层材料变色的可能性。
2 温度曲线分析与设计
温度曲线是指SMA 通过回流炉,SMA 上某一点的温度随时间变化的曲线;其本 质是SMA在某一位置的热容状态。温度 曲线提供了一种直观的方法,来分析某个 元件在整个回流焊过程中的温度变化情 况。这对于获得最佳的可焊性,避免由于 超温而对元件造成损坏以及保证焊接质 量都非常重要。
1.1表面安装的工艺流程
1.1.1表面安装组件的类型: 表面安装组件(Surface Mounting Assembly) (简称:SMA)
类型: 全表面安装(Ⅰ型) 双面混装 (Ⅱ型) 单面混装(Ⅲ型)
a.全表面安装(Ⅰ型): 全部采用表面安装元器件,安装的印制电
路板是单面或双面板.
表面安装示意图
a.单面全表面安装
单面安装流程
b.双面全表面安装 双面安装流程
c.单面混合安装 单面混合安装流程
d、双面混合安装 双面混合安装流程
1.1.3 锡膏印刷
锡膏印刷工艺环节是整个SMT流程的重 要工序,这一关的质量不过关,就会造 成后面工序的大量不良。因此,抓好印 刷质量管理是做好SMT加工、保证品质 的关键。
b.双面混装(Ⅱ型): 表面安装元器件和有引线元器件混合
华硕主板BIOS设置详解
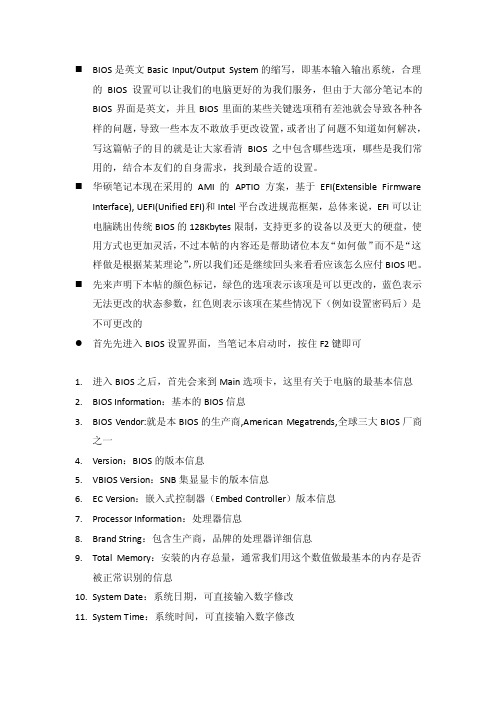
⏹BIOS是英文Basic Input/Output System的缩写,即基本输入输出系统,合理的BIOS设置可以让我们的电脑更好的为我们服务,但由于大部分笔记本的BIOS界面是英文,并且BIOS里面的某些关键选项稍有差池就会导致各种各样的问题,导致一些本友不敢放手更改设置,或者出了问题不知道如何解决,写这篇帖子的目的就是让大家看清BIOS之中包含哪些选项,哪些是我们常用的,结合本友们的自身需求,找到最合适的设置。
⏹华硕笔记本现在采用的AMI的APTIO方案,基于EFI(Extensible FirmwareInterface), UEFI(Unified EFI)和Intel平台改进规范框架,总体来说,EFI可以让电脑跳出传统BIOS的128Kbytes限制,支持更多的设备以及更大的硬盘,使用方式也更加灵活,不过本帖的内容还是帮助诸位本友“如何做”而不是“这样做是根据某某理论”,所以我们还是继续回头来看看应该怎么应付BIOS吧。
⏹先来声明下本帖的颜色标记,绿色的选项表示该项是可以更改的,蓝色表示无法更改的状态参数,红色则表示该项在某些情况下(例如设置密码后)是不可更改的●首先先进入BIOS设置界面,当笔记本启动时,按住F2键即可1.进入BIOS之后,首先会来到Main选项卡,这里有关于电脑的最基本信息2.BIOS Information:基本的BIOS信息3.BIOS Vendor:就是本BIOS的生产商,American Megatrends,全球三大BIOS厂商之一4.Version:BIOS的版本信息5.VBIOS Version:SNB集显显卡的版本信息6.EC Version:嵌入式控制器(Embed Controller)版本信息7.Processor Information:处理器信息8.Brand String:包含生产商,品牌的处理器详细信息9.Total Memory:安装的内存总量,通常我们用这个数值做最基本的内存是否被正常识别的信息10.System Date:系统日期,可直接输入数字修改11.System Time:系统时间,可直接输入数字修改12.Access Level:在BIOS登录后的权限状态,一般显示Administrator或者User,具体相关设置在后面有详述。
bios睿频加速怎么开启
bios睿频加速怎么开启以下是店铺整理的如何开启bios睿频加速的方法,供大家参考和学习。
正确设置BIOS,开启睿频加速技术虽然睿频加速技术是Core i7/i5提供的新功能,但对于某些主板而言,该功能默认是关闭的,也有些主板只开启了一半的睿频加速功能。
下面我们将为大家展示如何正确设置BIOS,开启全功能的睿频加速技术。
只开启Turbo Boost选项,睿频加速技术不完整:我们以华硕的Maximus III Formula主板为例来介绍,其他主板的设置方法是类似的。
首先在CPU技术设置选项中,找到“Intel Turbo Mode Tech”选项,有的主板可能会显示“Intel Turbo Boost Tech”,设置为开启。
这样睿频加速技术就开启了,但此时功能只是开启了一半,CPU负载时只会加速一个档次,例如智能钻石侠i5 750只会从2.66G加到2.8G。
完整的睿频加速技术,要开启Turbo Boost与C-STATE:要得到完整功能的睿频加速技术,需把“Turbo Mode”和“C-STATE”选项同时设置为开启。
原因前面已经提到了,C-STATE是CPU的电源管理功能,它会根据CPU的负载来管理CPU的能耗,和睿频加速技术结合,在运行单线程应用时,C-STATE会关闭或降低其他核心的能耗,把这些能源加到执行程序的核心上,可使智能钻石侠i5 750最高提速到3.2G,提升执行效率。
所以,如果只开启“Turbo Mode”不开启“C-STATE”的话,智能钻石侠i5 750只会提速到2.8G。
总结:无论是在单机游戏还是在网络游戏中,游戏的流畅程度都是非常重要的,而在网络游戏中,窗口多开也成为了一种较为普遍的做法。
智能钻石侠Intel Core i5 750处理器上的睿频加速技术对于网络游戏用户来说,就是一个非常实用的技术。
在实际的使用中,睿频加速技术可以为用户提供更加强大的游戏性能,同时,在用户开启多个游戏窗口时,还可以针对性的为处于前端的游戏窗口加速。
ASUS主板刷BIOS教程
ASUS主板刷BIOS教程(windows下 ASUS Update和DOS下)请注意!更新主板BIOS只有在您的计算机系统遇到硬件技术上的问题时才需要进行,如非必要我们并不建议经常性地更新主板BIOS。
更新BIOS 时都存在有一定的风险,故更新BIOS时请您务必谨慎,且在更新过程中系统千万不可受到干扰或是突然断电,以避免对系统造成不可预期的影响。
如遇到BIOS更新失败,请您先按照手册里的指示使用ASUS CrashFree BIOS功能进行BIOS复原,若是ASUS CrashFree BIOS功能仍无法将主板的BIOS复原,请连系您的经销商寻求技术协助。
若有任何建议事项或是技术相关支持, 欢迎您致电:800-820-6655 以下内容是介绍优盘如何在DOS下刷新BIOS的步骤,仅以P5GC-MX/1333的主板为例,如有需要敬请参考。
一.刷机准备:(1)、主板BIOS下载和windows下刷机软件下载1. 点击华硕官方网站:进入,选择【服务与支持】 - 【下载专区】2. 选择【档案下载】,在左上角【Download】处输入所需主板名称。
在此我们输入:P5GC-MX/13333. 界面中出现所需下载主板的相关连接,请点击进入4. 选择所需系统版本进入下载界面5. 在对应选项中下载BIOS文件和ASUS Update软件。
一般BIOS文件放置在【BIOS(BIOS历史记录)】,ASUS Update放在【公用程序】中。
Windows下刷BIOS推荐使用ASUS Update在线升级工具 For 32/64bit Windows XP & Windows Vista & Windows 7ASUS Update是华硕为其主板开发的一款Windows下BIOS升级工具,主要功能包括:1、储存系统现有的BIOS程序。
2、从华硕官网上下载最新的BIOS程序。
3、直接从网路上下载并更新BIOS程序。
【华硕笔记本bios设置图解教程】 华硕笔记本安装系统
【华硕笔记本bios设置图解教程】华硕笔记本安装系统对于很多初用笔记本电脑的朋友来说笔记本的Bios设置还是有点神秘感的,BIOS设置关系着笔记本硬件是否能稳定运行,因此设置要小心。
最近有很多网友问到华硕笔记本的BIOS的设置方法,接下来是小编为大家收集的华硕笔记本bios设置图解教程,欢迎大家阅读:华硕笔记本bios设置图解教程基本设定这个菜单可对基本的系统配置进行设定,如时间,日期等。
也是本本的系统概况(Syetem Overview),我画线的部分分别是系统BIOS版本号、显示器BIOS版本号;接下来是CPU 信息、核心速度;再下面是内存信息。
用圆圈的部分是电脑的时间和日期,可以设置本本的时间和日期。
设置时间和日期高级设定进入BIOS的高级设定,在设定之前要提醒大家一句:新手一定要小心的设置,因为其直接关系系统的稳定和硬件的安全,千万不可以盲目乱设。
从上到下分别是:系统基本硬件设置、Easy-Flash功能选项、内置指针设备设定、数码锁定、声音选项、扬声器音量选项。
1、系统基本硬件设置:又分为两个子菜单,是从主IDE 装置,他们分别管理例电脑里面各个IDE驱动装置的,如硬盘,光驱等等,这些一般不用用户自己去设置,一般用默认的就可以。
2、Easy-Flash功能选项:是支持Easy-Flash功能的主板才有的选项,可以在开机自检时按F4或通过BIOS“advanced“菜单中的“Start Easy Flash“选项开启此功能。
3、内置指针设备设定:是开启或禁用触摸板的选项,“Disabled“的是禁用,“Enabled“是启用。
4、数码键盘锁:这个项目可以让您选择打开或关闭内置的数字键盘锁。
5、声音选项:这个选项可以让您选择是否启用开机自检音,如果您启用这个选项,您可以在下面的Speaker Volume 中设置该自检音的音量的大小,如果你禁用了自检音,则Speaker Volume选项就不会出现。
华硕主板Bios和CMOS设置及图解

华硕主板BIOS Ami BIOS 设置图解教程一.Main(标准设定)此菜单可对基本的系统配置进行设定。
如时间,日期等其中Primary/Secondary IDE Master/Slave 是从主IDE装置如果你的主板支持SATA接口就会有Third/Fourth IDE Mastert或者更多,他们分别管理例电脑里面各个IDE驱动装置的,如硬盘,光驱等等!因为各个主板的设置不同,所以在此就不详细解说这里的设置了,但是这些一般不用用户自己去设置,一般用默认的就可以,如果有特殊要求,建议用户自己对照说明书的说明进行设置,或者在论坛里单独提问!System Information这是显示系统基本硬件信息的,没有什么好讲(如图)基本设置了解后就进入高级设置了!二.Advanced(进阶设置)如图:这里就是Bios的核心设置了,新手一定要小心的设置,因为其直接关系系统的稳定和硬件的安全,千万不可以盲目乱设!1.大家先看到的是“JumperFree Configuration”(不同品牌的主板有可能不同,也可能没有)再这里可以设置CPU的一些参数,对于喜欢超频的朋友来说这里就是主攻地!(如图)大家可以看到有一个“AI Overclock Tumer”的选项,其中有一些选项,如上图,其中又以“Manual”为关键,选择后会看到如下图:对于CPU超频爱好者这些东西应该了如指掌,CPU的外频设置(CPU External Frequency)是超频的关键之一,CPU的主频(即我们平时所说的P4 3.0G等等之内的频率)是由外频和倍频相乘所得的值,比如一颗3.0G的CPU在外频为200的时候他的倍频就是15,(200MHz*15=3000MHz)。
外频一般可以设定的范围为100MHz到400MHz,但是能真正上300的CPU都不多,所以不要盲目的设置高外频,一般设定的范围约为100-250左右,用户在设定中要有耐心的一点点加高,最好是以1MHz为步进,一点点加,以防一次性加到过高而导致系统无法正常使用甚至CPU损坏!内存频率设定(DRAM Frequency)使用此项设定所安装内存的时钟,设定选项为:200MHz, 266MHz,333MHz, 400MHz, Auto。
QT-00056Ver3.0 SMT 产品更换工作指引
SUZHOUSMT 产品更换工作指引 SMT C HANGEOVER INSTRUCTION信息分类:三阶文件 文件编号:QT-00056 生效日期:起草人:Yongxing Zhu审核人: Cliff Zhang批准人: Sam Zhang版本: 3.0页码: 1 of 10相关部门审核1.Product Revision 产品版本Product Name产品名称Applicable Product BOM Revision适用的产品BOM 版本N/AN/A2.Change history 更改记录Updated Ver.最新版本 Effective date 生效日期Prepared by起草人 Brief of Amendments更改内容摘要 1.0Yongxing Zhu New Issue 2.0 Yongxing Zhu Add AOI and SPI process 3.0Yongxing ZhuOptimize changeover processSUZHOU SMT C HANGEOVER INSTRUCTION版本:3.0页码: 2 of 113.Purpose目的Know clearly how to change over product, in order to guide operators to change over product correctly and achieve quickly change over goal.明晰SMT产线转型操作,以指导转型员工正确操作,达到快速转型目标.4.Scope范围All related changeover personnels.所有与生产线转型相关人员.5.Definitions定义5.1 Changeover: The process that production line changes from one product to another product.转型的定义:是指生产线从一个产品切换到另一个产品的操作过程.5.2 Changeover Time: Start time for the last PCB for the previous product begin to load into the reflow, end time for the first PCB for the next product has passed the reflow.转型时间的定义:转型时间以炉前上一个型号最后一片板子进炉开始,到下一个型号第一片板子进炉结束5.3 Changeover operators: The person who joins in changeover directly, it’s recommended that 5 people to finish a standard changeover operation, here be defined as: OP-1,OP-2,OP-3,OP-4,OP-5. OP-1 is DEK operator, OP-2 and Op-3 are placement operators, OP-4 is visual inspection before reflow, OP-5 is offline setting up team.转型人员的定义:这里所定义的转型人员是指直接参与转型操作的人员,一个标准的转型操作建议由5人完成,这里分别定义为OP-1,OP-2,OP-3,OP-4,OP-5,其中OP-1为DEK操作员,OP-2和OP-3为贴片机操作员,OP-4为炉前人员,OP-5为离线上料组.6.Responsibilities职责Planner is responsible for sending production schedule to technicians 24hours early. Planner提前24小时把生产计划发给技术员.Technician is responsible for optimizing several products together according to production schedule 12hours early and make setup list, support any deviation on line.技术员根据计划提前12小时打包优化程序并做套料单,在线支持任何异常.Line leader is responsible for personal coordinate and problem feedback.班组长负责人员协调与问题反馈.SUZHOU SMT C HANGEOVER INSTRUCTION版本:3.0页码: 3 of 11Warehouse is responsible for releasing materials to the preparation member 8hours early according to work order. The setup list should contain informations: product module, WISE version, line number, placement machine name, table number, part number, storage location, BOM requirement quantity for this work order and actual sending quantity, Take the materials according to the Feeder list in good order and points good feeder position . 库房根据工单提前8小时发料给产线备料员,备料单上包括以下信息:产品型号、版本、线别、贴片机设备名称、Table区号、料号、库位、BOM、工单需求数量、发料数量,备料员取料时按照Feeder list排好顺序并分好站位;Off line setup center setting up (or tear down) leader is responsible for printing the setup list, mark the MSL components in the setup list, support if any deviation and monitoring and keep records of deviations.离线上料(或下料)的领班负责打印上料单,在上料单上标记湿度敏感元器件,支持任何异常,检查并记录异常.DEK printer operator is responsible for preparing magazine loader/ stacker, Pick and inspect stencil ,squeegees, PCB, paste or glue, Take old stencil/squeegees andclean ,Change program acc. to product change over check list, Fix tooling / checktooling ,Full print inspection cycle acc. To instruction, SPI check , Running the production (paste and cleaning replenishment) , Daily maintenance acc. To instructionDEK印刷机作业员负责准备自动存储送料装置,领取并检验钢网,刮刀,PCB, 锡膏或红胶,清洗钢网和刮刀,根据产品更换确认表调用程序,维修和检验工具,量产时根据指引要求检查印刷的周期,SPI检查,运行生产,每日保养.Pick and place operator is responsible for monitoring and recording PuR, Cph /2h support if any deviation and keep records of deviations.贴片机作业员负责每隔两小时监控和记录吸取率和每小时产能,支持任何异常和记录异常. Reflow operator is responsible for monitoring the process, feedback defects to team leader.回流炉作业员负责监控制程, 并及时把缺陷反馈给工段长.AOI operator is responsible for recording DPMO, and feedback defects to the team leader.AOI作业员负责记录每百万件的缺陷数,并及时把缺陷反馈给工段长.SUZHOU SMT C HANGEOVER INSTRUCTION版本:3.0页码: 4 of 117.Description描述7.1 Off line setup center setting up离线上料7.1.1 Print setup list according to product changeover checklist, check all the materialsfor the changeover product are arrived in line, check PCB part number, version and quantity.打印上料单根据产品更换记录表,确认转型产品的所有物料已到产线,确认PCB的料号,版本和数量.7.1.2 Pick up empty feeders and tables, check all the feeders and tables are in good overall condition.and put the feeders in the correct position according the setup list.拾取空的供料器和供料车,确认供料器与供料车都处于好的状态.并根据上料单把供料器放在供料车的正确位置上.7.1.3 Set the components into the feeders carefully avoiding component loss or damage, 1st component on tape to the correct pick up position装料时要小心操作,避免物料损耗或损坏,第一个料要装在正确的取料位置.7.1.4 Adjust the feeder settings according the feeder list,Check that all feeders have correct pitch and that the pick up angles are correct .If pick up angle, material packing size or feeder type is different from the setup list, operator should inform technician to check and adjust in time, if need to change program, technician should record the program changing list and check the changing position component’s placement orientation for the first PCB before reflow.根据上料单,调整供料器的设置,确认所有供料器的供料间隔,吸料角度都是正确的.如果吸料角度,材料封装尺寸或供料器类型与上料单不同,作业员应及时通知技术员确认和调整,如果需要更改程序,技术员应做好程序更改记录并确认炉前首板该料的贴装方向.7.1.5 Put all hand mounted components to a separate container, Make sure all neededcomponents are omitted in the program, Write a note to go along in the container which tells what components are hand mounted and what are their positions.把所有手贴的物料装到一个单独的容器中,确保在程序中所有手贴物料都被忽略,记录什么物料需手贴,及其贴装位置.7.1.6 For MSD, Tray, stick packing etc. can’t loaded in advance, operator need mark onthe setup list , MSD material will be loaded in half an hour early before changeover.对于湿敏元件,托盘物料,管装料等不能提前上料的,上料组成员需要在上料单上作出标注, 湿敏元件在转型前半小时上料.7.1.7 Verify all components with the barcode reader. For not traceability product, onlyscan part number barcode, for traceability product, need scan two barcodes: part number, unique ID.SUZHOU SMT C HANGEOVER INSTRUCTION版本:3.0页码: 5 of 11确认所有的物料都已扫料.不需要追踪的产品,只扫料号条码,需要追踪的产品,扫两个条码:料号和唯一身份标识号码.7.1.8 Splice all needed components in advance.把需要接料的料盘全部提前接好.7.1.9 After a table is complete mark the set-up-list with date, time and name.完成离线上料的供料车,作业员在上料单上签上日期,时间和名字.7.1.10 Take all completed tables to near the line marked areas in blue to wait for production.把所有已完成的供料车推到产线附近的有蓝色标记的区域等待转型.7.1.11 As the production moves forward, remember to move the next setup to the nearer marked areas.由于生产在向前发展,记得移动下单的物料向更近的标记区域.7.1.12 Assist in other jobs if needed.如果需要准备其他工单.7.1.13 Make sure that the setup area is clean.确保上料区域的清洁.7.2 Off line setup center tear down离线下料7.2.1 Pick up tables going to tear down from marked areas.把供料车移到下料标记区域.7.2.2 Remove the components from feeders. Remember to leave enough cover tape. (approx 50cm).拆料,保留足够长的料带(约50 cm).7.2.3 Take the components back to their warehouse positions.把料送还仓库.7.2.4Empty the cover tape waste containers of all feeders.清除所有供料器废料带仓.7.2.5 Check and clean all feeders and tables from loose components.检查并清除所有供料器和供料车上的散料.7.2.6 Daily maintenance tasks: clean the pick up window of the feeder, empty the waste bins (tables), clean the tables (clean the tracks, clean the magnetic surface of the S tables).每日维护任务:确认并清洁供料器的取料窗口,清空供料车的垃圾箱,清洁供料车(轨道和S型供料车的磁铁表面).7.2.7 Assist in other jobs if needed.如果需要准备其他工单.7.2.8 Make sure that the tear down area is clean.确保下料区域的清洁.SUZHOU SMT C HANGEOVER INSTRUCTION版本:3.0页码: 6 of 117.3Printer印刷机7.3.1 The paste or glue is took out in advance 4hours by operator, check its type and fillin the time of extraction.操作员生产前4个小时取出锡膏或红胶,确认锡膏或红胶型号并填写取出时间.7.3.2Check the PCB part number and version according to product change over check list, check PCB quantity according to work order.根据产品更换记录表检查PCB料号及版本,根据工单确认PCB数量.7.3.3 In order to check the front and rear squeegees printing quality, paste plastic protective film on the two PCBs in advance half an hour.为确认前后刮刀的印刷品质,提前半小时在2块板子上粘贴塑料保护膜.7.3.4 Print all the left PCBs and place them on the conveyor for last product in advance in order to changeover quickly.为快速转型,提前印刷完上一工单产品剩余的板子并放在轨道上.7.3.5 Select squeegee, stencil and solder(or glue)according to changeover checklist before product changeover, Before setting up a production run and after stencil andsqueegee cleaning, the stencil and squeegee quality must be inspected. If any of the stencil apertures are dented or damaged contact technician. If a stencil contains dried solder paste or adhesive, the cleaning procedure must be followed to remove the material. If the material remains on the stencil or in the apertures after cleaning, contact technician appropriate for corrective action.产品转型前根据产品更换检查表选择刮刀,网板和锡膏(或红胶),在设定某产品生产之前及钢网和刮刀清洁之后都必须检查.如果钢网刮刀损坏,联系技术员.如果钢网上有干燥的锡膏或胶, 需按清洁步骤去除.如果清洁以后残留物仍然残留在钢网或网孔上,联系技术员采取适当改善措施.7.3.6Select product program, confirm whether squeegee speed, pressure, wipe frequency, separation speed and distance are correct or within the limits of WI according to changeover checklist.根据产品更换确认表选择产品程序,确认刮刀速度,压力,清洗频率,脱模速度与距离是否正确或在指引要求的范围内.7.3.7Adjust rail width and confirm whether need add support pin according to product changeover checklist.调整轨道宽度并根据产品更换确认表确认是否需要支撑.7.3.8 Print two PCBs with pasting plastic protective film, and check both front and rear squeegees printing quality. If acceptable, wipe stencil automatically, then print two bare PCBs without pasting plastic protective film;if unacceptable, operator should adjust print parameter, reprint different PCBs with pasting plastic protective film till it’s ok, for the problem operator can’t solve in five minutes, inform technician to adjust. Operator use SPI to check printing quality for the before 3 pieces of PCBs, if no alarm, waiting for mountSUZHOU SMT C HANGEOVER INSTRUCTION版本:3.0页码: 7 of 11machine to produce, if alarm, technician need check and adjust printing parameter if need, sign his name on the product changeover checklist.印刷两片粘有塑料保护膜的板子,确认前后刮刀印刷品质.如果可接受,自动擦拭钢网, 然后印刷两片没有粘贴塑料保护膜的板子;如果不可接受,作业员调整印刷参数,重印不同粘有塑料保护膜的板子直到可接受,作业员5分钟内不能解决的问题,通知技术员调整.作业员使用SPI检查前三片板的印刷品质,如果不报警,等待贴片机生产,如果报警,技术员需确认,调整印刷参数如需要,并在产品更换确认表上签字.7.3.9 Operator need use SPI to check 3 pieces of PCBs printing quality once an hour according to SPI WI when normally produce and make SPC record,if SPC alarm, inform technician to check and adjust.正常生产中,根据SPI操作指引作业员需要每小时使用SPI检查3块板的印刷品质并做SPC记录,如有报警,通知技术员确认调整.7.3.10 Half an hour early when be about to finish the current product, operator need prepare the next batch product, ensure related stencil, squeegees, PCB and solder (or glue) etc. for the next batch product are already and are all meet the product change over check list requirement.在当前产品快结束时,提前半小时,确认下单产品所使用到的钢网,刮刀,PCB和锡膏(或红胶)等都已准备好,且都符合产品更换确认表的要求.7.3.11 When finish current product, operator must check production quantity, if the same as the work order quantity requirement, preparing for changeover, remove and clean the stencil or squeegees from the machine. stencil must be cleaned by stencil automatically cleaning machine, squeegee cleaning by hands. For glue stencil cleaning result must be checked with line leader, write stencil and squeegee cleaning record.当完成当前产品时,作业员必须确认该产品的生产数量,如果和工单要求数量一致,准备转型,移走钢网或刮刀,钢网必须用自动钢网清洗机清洗,刮刀手动洗,对于红胶钢网清洗结果需产线领班确认合格,填写钢网和刮刀的清洗记录.7.3.12 Make sure that the process area is clean.确保工作区域清洁.7.4 Mount machine贴片机7.4.1 Move offline tables near the corresponding area in advance half an hour before changeover.转型前半小时把离线的供料车放在贴片机对应的附近区域.7.4.2 After finish the last PCB for the previous product on the first placement machine, The line leader announces changeover begins, all the related persons are ready to changeover, then the offline team and the first placement operator start to change table together, and check that the area in the machine is clean,Empty all component loss containers,Everyone is responsible for one side till finish changeover, if the second placement machine operator has spare time also join in.上个型号最后一片板子完成第一台贴片机贴片,产线leader通知转型开始,所有转型相关人员准备到位,离线上料组和第一台贴片操作员一起便开始更换Table,确认机器SUZHOU SMT C HANGEOVER INSTRUCTION版本:3.0页码: 8 of 11Table该区域清洁,清空抛料盒,每人负责一侧,直到全部切完,如果第二台机作业员有时间也要参与转型.7.4.3 The offline team firstly scan machine material area label and secondly scan table side “TID” label, Complete offline Table and product Setup binding. Meanwhile the first placement operator start to download program according to changeover checklist, Click SETTING UP on in OIS, then change correct nozzle if needed, adjust right conveyor widthand PCB barcode scanner position (if need traceability), Apply support pins if needed, Make sure you are using the correct fiducials,Click SETTING UP off in OIS and Click NORMAL OPERATION,Make the first assembly for the first placement machine, no stopping.先扫描机器的物料区域区码,再扫描Table侧面的“TID”条码,完成离线Table与产品Setup绑定.同时第一台贴片操作员根据产品更换检查表传程序,设置OIS为SETTIING UP模式, 更换正确的吸嘴如果需要,调整正确的轨道宽度和PCB条码扫描器位置(如果需要追踪),提供支撑如果需要, 确认使用正确的基准点,在OIS单击关闭SETTING UP,单击NORMAL OPERATION,第一台贴片机打首件,不停机.7.4.4 When the second placement machine also finish the last PCB for the previous product, the same changeover method as the first placement machine, if the first placement machine operator has spare time also join in. For irregular materials, linear feeder or tray component, need check its pick up position in advance.当第二台机也完成上单产品的最后一片板时,使用与第一台机同样的转型方法进行转型,如果第一台机的作业员有时间也要参与转型.对于异形料,震动feeder或托盘料需要提前确认吸料位置.7.4.5 For mass production products, if finish the first PCB assembly, the line continue produce without stopping, If the current product is NPI or ECN or has BGA component, only produce one PCB, just produce till QA finish checking the first assembly.对于量产产品,如果完成首件,产线继续生产不停机,如果是新品,有变更或有BGA元件,只能生产一块板子,直到QA确认完首件才可继续生产.7.4.6 Splicing the component reels without stopping machine when produce,need double check splicing position in order to avoid the cutoff tape , pick up error and upside down defect etc.生产中须不停机续料, 需要对接料位置重点确认,避免断带,吸取错误,翻件等不良.7.4.7 Operator monitor and record PuR, Cph per 2h, if low PuR allowed corrective actions: check feeder conditions/settings.作业员每隔两小时记录一次吸取率和置件数,如果低的吸取率,允许的正确操作:确认供料器位置和设置.7.5Reflow oven回流炉7.5.1Load product program according to changeover checklist.调程序根据产品更换检查表.7.5.2 Confirm whether the temperature, speed and blow speed are the same as product reflow temperature parameter setup list.SUZHOU SMT C HANGEOVER INSTRUCTION版本:3.0页码: 9 of 11确认炉温,速度和风速是否和产品炉温参数表一致.7.5.3Automatically adjust rail width, must check both front and rear rail width with barePCB, ensure the PCB can smoothly run on the rail, check whether need center support pin, for the first side need to active center support pin, for the second side, don’t need, except special requirement for product changeover checklist .自动调整轨道宽度,拿裸板确认前后轨道宽度,确保板子可以在轨道上顺畅通行,确认是否需要中央支撑,生产第一面时,需要打开中央支撑,生产第二面时,不需要打开,除非产品更换确认表有特殊要求.7.5.4Please fill in changeover checklist and reflow each zone’s temperature check listafter each product finish changeover.每次产品更换之后填写产品更换检查表和回流炉各温区炉温检查记录表.7.5.5 Open the reflow heating door to cool down quickly if needed, Before thetemperature reached its setting up, no stopping production, load the PCAs into the magazines carefully, when reflow temperature is ready, manually place it on the conveyor before reflow.打开加热盖子快速降温如果需要,在炉温达到设定之前,不停止SMT生产,先小心收到周转箱里,炉温ok后再手动放回炉前轨道.7.5.6 Visual inspection for the first PCB’s placement and solder quality, any placementand printing issue, feedback to the operator and technician.外观检查首件贴装和印刷质量,任何贴装印刷问题,反馈给操作员和技术员.7.5.7 For trial run product, technician need test profile,when testing profile, no stopping production, load the PCAs into the magazines carefully, and can pass PCBs into reflow after the profile result is qualified.. 对于试产产品,技术员需要测试炉温,在测炉温时,不停线,小心把板子装到周转箱里,当炉温测试结果合格后可过炉.7.6AOI自动光学检测7.6.1Change the program according to product change over check list.根据产品更换记录表调用程序.7.6.2Change and check the conveyor width and unloader settings (width, pitch, pusherposition).更改和确认传送轨道的宽度及自动下板机的设置(宽度,间隔和推杆的位置).7.6.3Adjust and check the magazine size, ensure sufficient magazines are on the line.调整并确认周转箱的大小,确保足够的周转箱在产线.7.6.4First board inspection and DPMO measuring and recording.首板检查,DPMO测量和记录.7.6.5 Report all the systematic defects to the team leader immediately.立即报告所有系统性的不良.SUZHOU SMT C HANGEOVER INSTRUCTION版本:3.0页码: 10 of 117.7 changeover flow chart:起始操作点操作人操作内容备注当前产品最后一块PCB印刷完毕,进入第一台贴片机OP-1•更换网板,刮刀•Load程序•加支撑•加锡膏/红胶•贴膜试印•首件印刷•送检外部时间,不计入转型时间当前产品最后一块PCB完成第一台贴片,进入第二台贴片机OP-2&OP-5(OP-3)•传程序•第一台贴片机确认吸嘴(如果需要)•确认轨道宽度(如果需要)•更换table•当前产品最后一块PCB完成第二台贴片,进入回流炉OP-3&OP-5(OP-2)第二台贴片机确认吸嘴(如果需要)•确认轨道宽度(如果需要)•更换table •上Tray盘料当前产品最后一块PCB开始回流,转型计时开始OP-4•回流炉load程序,检查参数并做记录•开盖降温(如果需要)•协助OP-2/OP-3工作(等待降温期间)•回流炉完成转型转型时间计时扫料完成OP-2&OP-3首件生产首件回流完成,转型结束8.Safety and Environmental Requirements安全和环境要求QT-00723Ver1.0 SMT操作个人防护9.Reference Document参考文件QT-00077Ver1.0 Traceability设置操作指引QT-00072Ver1.0离线上料操作指引QT-00058Ver1.0扫描枪使用指导10.Records记录QF-00070Ver1.0Product changeover checklist 产品更换确认表QF-00039Ver1.0 ERSA回流焊各温区炉温检查记录表QF-00273Ver1.0 SOLTEC回流炉各温区炉温检查记录表QF-00066Ver1.0 锡膏使用记录11.Appendix附件N/A无SUZHOUSMT产品更换工作指引SMT C HANGEOVER INSTRUCTION信息分类:三阶文件文件编号: QT-00056版本:3.0页码:11 of 11相关部门审核。
华硕AMI Bios 设置全程图解

开启计算机或重新启动计算机后,在屏幕显示如下时,按下“Del”键就可以进入Bios的设置界面要注意的是,如果按得太晚,计算机将会启动系统,这时只有重新启动计算机了。
大家可在开机后立刻按住Delete键直到进入Bios。
有些品牌机是按F1进入Bios设置的,这里请大家注意!进入后,你可以用方向键移动光标选择Bios设置界面上的选项,然后按Enter进入子菜单,用ESC键来返回主单,用PAGE UP和PAGE DOWN键或上下( ↑↓ )方向键来选择具体选项回车键确认选择,F10键保留并退出Bios设置。
接下来就正式进入Bios的设置了!首先我们会看到(如图2)一.Main(标准设定)此菜单可对基本的系统配置进行设定。
如时间,日期等图2其中Primary/Secondary IDE Master/Slave 是从主IDE装置。
如果你的主板支持SATA接口就会有Third/Fourth IDE Mastert或者更多,他们分别管理例电脑里面各个IDE驱动装置的,如硬盘,光驱等等!因为各个主板的设置不同,所以在此就不详细解说这里的设置了,但是这些一般不用用户自己去设置,一般用默认的就可以,如果有特殊要求,建议用户自己对照说明书的说明进行设置,或者在论坛里单独提问!System Information这是显示系统基本硬件信息的,没有什么好讲(如图3)图3基本设置了解后就进入高级设置了!二.Advanced(进阶设置)如图4:图4这里就是Bios的核心设置了,新手一定要小心的设置,因为其直接关系系统的稳定和硬件的安全,千万不可以盲目乱设!1.大家先看到的是“JumperFree Configuration”(不同品牌的主板有可能不同,也可能没有)再这里可以设置CPU的一些参数,对于喜欢超频的朋友来说这里就是主攻地!(如图)大家可以看到有一个“AI Overclock Tumer”的选项,其中有一些选项,如上图,其中又以“Manual”为关键,选择后会看到如下图:对于CPU超频爱好者这些东西应该了如指掌,CPU的外频设置(CPU External Frequency)是超频的关键之一,CPU的主频(即我们平时所说的P4 3.0G 等等之内的频率)是由外频和倍频相乘所得的值,比如一颗3.0G的CPU在外频为200的时候他的倍频就是15,(200MHz*15=3000MHz)。
asus笔记本bios如何恢复出厂设置
asus笔记本bios如何恢复出厂设置我们已经在bios中进行了设置,想恢复到默认设置,那么asus笔记本bios如何恢复出厂设置呢?店铺分享了的asus笔记本bios恢复出厂设置方法,希望对大家有所帮助。
asus笔记本bios恢复出厂设置方法1.开机按键盘上的F2键,进入BIOS。
(针对win8及win8.1的系统由于开机速度比较快,所有要提前按F2键不放。
)2.进入BIOS后,如果想重置或者恢复出厂设置。
按键盘上的F9键就可以了。
3.按键盘上的F9键就可以了。
4.这样设置,BIOS就被恢复出厂设置了。
华硕笔记本bios系统恢复出厂设置的方法:1、启动计算机,当看到启动画面时,按“F2”键进入BIOS。
2、按Num Lock(数字锁定)、Caps Lock(大小写锁定)、Scroll Lock(卷屏锁定)三个按键将小键盘上方的对应的三个指示灯点亮。
3、在三个指示灯全部点亮的前提下,根据下列方法恢复BIOS设置:Alt+F -- 恢复出厂设置,按完此组合键之后如果听到一声清脆的“Bi”声,表示操作成功;Alt+E --清除(释放)中断资源,下次启动时由系统重新分配,按完此组合键之后如果听到一声清脆的“Bi”声,表示操作成功。
Alt+D -- 恢复当前光标所在选项的出厂默认值。
Alt+B -- 保存更改的设置并重新启动。
清除Password方法一: 出现密码输入框后,输入密码后同时按下Ctrl键与Enter键即可清除。
清除Password方法二: 找到主板上的PSWD跳线,拔除跳线后重新启动系统,此时系统将提示密码已被禁用,然后关闭系统,重新插回PSWD跳线即可。
smt表面组装技术-SMTTrain 精品

• 减少所印之锡膏厚度 • 提升印着的精准度. • 调整锡膏印刷的参数.
Screen Printer
SMA Introduce
锡膏丝印缺陷分析:
问题及原因
对
策
• 4.膏量不足 INSUFFICIENT PASTE
• 增加印膏厚度,如改变网布或板膜 等.
常在钢板印刷时发生,可能是网 • 提升印着的精准度.
聚脂
高 好 0.4% 60-390 中等 中等 佳(2%) 4万 10-14% 好 粗 中
Screen Printer
SMA Introduce
锡膏丝印缺陷分析:
问题及原因
• 搭锡BRIDGING 锡粉量少、粘度低、粒度大、室 温度、印膏太厚、放置压力太大 等。(通常当两焊垫之间有少许 印膏搭连,于高温熔焊时常会被 各垫上的主锡体所拉回去,一旦 无法拉回,将造成短路或锡球, 对细密间距都很危险)。
SMA Introduce
模板(Stencil)材料性能的比较:
性能
抗拉强度 耐化学性 吸水率 网目范围 尺寸稳定性 耐磨性能 弹性及延伸率 连续印次数 破坏点延伸率 油量控制 纤维粗细 价格
不锈钢
极高 极好 不吸水 30-500 极佳 极佳 差(0.1%) 2万 40-60% 差 细 高
材质
尼龙
中等 好 24% 16-400 差 中等 极佳(2%) 4万 20-24% 好 较粗 低
SMA Introduce
Screen Printer 的基本要素:
Solder (又叫锡膏) 经验公式:三球定律 至少有三个最大直径的锡珠能垂直排在模板的厚度方向上 至少有三个最大直径的锡珠能水平排在模板的最小孔的宽度方向上 单位: 锡珠使用米制(Micron)度量,而模板厚度工业标准是美国的专用 单位Thou.(1m=1*10-3mm,1thou=1*10-3inches,25mm>>1thou)
SMT-表面贴装工程
布的丝径太粗,板膜太薄等原因. • 调整锡膏印刷的参数.
• 5.粘着力不足 POOR TACK RETENTION 环境温度高风速大,造成锡膏中 溶剂逸失太多,以及锡粉粒度太 大的问题.
• 消除溶剂逸失的条件(如降低室温、 减少吹风等)。
• 降低金属含量的百分比。 • 降低锡膏粘度。 • 降低锡膏粒度。 • 调整锡膏粒度的分配。
SMT工艺流程
Screen Printer
SMA Introduce
Mount
AOI
Reflow
Screen Printer
Screen Printer 内部工作图
SMA Introduce
Squeegee
Soห้องสมุดไป่ตู้der paste
Stencil
STENCIL PRINTING
Screen Printer
SMA(Surface Mount Assembly)的英文缩写,中文意思是 表面贴装工程 。是新一代电子组装技术,它将传统的 电子元器件压缩成为体积只有几十分之一的器件。
表面安装不是一个新的概念,它源于较早的工艺,如 平装和混合安装。
电子线路的装配,最初采用点对点的布线方法,而且 根本没有基片。第一个半导体器件的封装采用放射形的引 脚,将其插入已用于电阻和电容器封装的单片电路板的通 孔中。50年代,平装的表面安装元件应用于高可靠的军方, 60年代,混合技术被广泛的应用,70年代,受日本消费类 电子产品的影响,无源元件被广泛使用,近十年有源元件 被广泛使用。
• 减少所印之锡膏厚度 • 提升印着的精准度. • 调整锡膏印刷的参数.
Screen Printer
SMA Introduce
锡膏丝印缺陷分析:
SMT 波峰焊基本名词解释-英文

SMT/波峰焊的专业英语名词1、Apertures 开口,钢版开口(装配、SMT)指下游SMD焊垫印刷锡膏所用钢版之开口。
通常此种不锈钢版之厚度多在8mil 左右,现行主机板某些多脚大型SMD,其I/O 达208脚或 256 脚之密距者,当密印锡膏须采厚度较薄之开口时,则须特别对局部区域先行蚀刻成为 6 mil之薄材,再另行蚀透成为密集之开口。
下图为实印时刮刀与钢版厚薄面各开口接触之端视示意图。
2、Assembly 装配、组装、构装(装配、SMT)是将各种电子零件,组装焊接在电路板上,以发挥其整体功能的过程,称之为Assembly。
不过近年来由于零件的封装(Packaging)工业也日益进步,不单是在板子上进行通孔插装及焊接,还有各种SMD 表面黏装零件分别在板子两面进行黏装,以及 COB、TAB、MCM等技术加入组装,使得Assembly 的范围不断往上下游延伸,故又被译为"构装"。
大陆术语另称为"配套"。
3、Bellows Contact 弹片式接触(装配、SMT)指板边金手指所插入的插座中,有一种扁平的弹簧片可与镀金的手指面接触,以保持均匀压力,使电子讯号容易流通。
4、Bi-Level Stencil 双阶式钢版(装配、SMT)指印刷锡膏所用的不锈钢版,其本身具有两种厚度( 8mil与 6mil),该较薄区域可刮印脚距更密的焊垫。
本词又称为Multi-level Stencil。
5、Clinched Lead Terminal 紧箝式引脚(装配、SMT)重量较大的零件,为使在板子上有更牢固的附着起见,常将穿过通孔的接脚打弯而不剪掉,使作较大面积的焊接。
6、Clinched-wire Through Connection通孔弯线连接法(装配、SMT)当发现通孔导通不良而有问题或断孔时,可用金属线穿过通孔在两外侧打弯,7、Component Orientation 零件方向(装配、SMT)板子零件的插装或黏装的方向,常需考虑到电性的干扰,及波焊的影响等,在先期设计布局时,即应注意其安装的方向。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
适用条件/制作方式
钢板厚度: 6mil
锡膏锡球尺寸规格: Type IV
制作方式: Laser Cut
适用产品别
PS2
考量因素(钢板的修改历程)
5/31:将所有 Chip 零件外扩 4mil 6/16:部分 Chip 零件内缩 2mil,同时所有 Chip 与 Chip 之间的间 隙须保持在 10mil 以上.
2
范…..………………………………………...……….…..….32 8PIN 排阻 零件基本规
范…..…………………………………………...…….…..….33 12PIN 排容 零件基本规范…..……………………………………….……….…..….34 16PIN 排阻 零件基本规…………………….…………………………..…….…..….35 16PIN 排阻 零件基规范………………….………………………..….………..…….36
3
基本遵守条例
项次
遵守条例
Fiducial 的制作方式:激光烧刻
1.
考量因素
适用条件/制作方式
钢板厚度: 锡膏锡球尺寸规格:
Type IV 制作方式:
Laser Cut
适用产品别
PS2
备注
钢板
4
项 次
遵守条例
钢板张力:.
1. 新的钢板其张力须 ≧ 35 N/cm.
2. 钢板张力≦ 30 N/cm 须更换.
华硕电脑(股)公司
FS SMT 钢板基本规范
编号: 日期: 版本: 内文页数:27 页 等级:
核
审
拟
准
核
案
1
目录
一 共通遵守规范
基本遵守条例………………………………………………………………………3 检附报告条例………………………………………………………………………5
二. Chip 类零件开孔规范
0402 Chip 零件基本规范 ………………………………………………….………….7 0603 L Chip 零件基本规范………………………….……………………..…………..8 0603 C Chip 零件基本规范………………………….……………………..…………..9 0603 R Chip 零件基本规范………………………….………………...…….….…….10 0805 L Chip 零件基本规范……………………..……………………..………………11 0805 C Chip 零件基本规范……………………..…………………….………………12 0805 R Chip 零件基本规范……………………..…………………….………………13 1206 C Chip 零件基本规范……………………..…………………….………………14 1206 R Chip 零件基本规范…….…………………………………….………....…….15 C164 类零件基本规范………………………………………………………...…..….16 C731 类零件基本规范……………………………………………………………..….17 C421 类零件基本规范……………………………………………………………..….18 C440 类零件基本规范……………………………………………………………..….19 C604 类零件基本规范……………………………………………………………..….20 三.功率晶体及电晶体类开孔规范 X102 类零件基本规范……………………………………………………………..….21 X402 类零件基本规范……………………………………………………………..….22 PS001 类零件基本规 范…………………………………………………......……..….23 PS003 类零件基本规范…………………………………………….…….………..….24 PS015 类零件基本规范…………………………………………….……..………..….25 D501 零件基本规范………………………………………………….………..………26 三极管 零件基本规范…..…………………………………………………….…..…27 L801 类零件基本规范…….………………………………………….………….…….28 TH 类零件基本规范…….……………………………………….…….………..……..29 四.排阻,排容,排感类零件开孔规范 RB(4PIN) 零件基本规范…..……………………………………………..………..….30 8PIN 排容 基本规范…………………..……..……………………………………..…31 8PIN 排感 零件基本规
适用条件/制作方式
钢板厚度: 6mil
锡膏锡球尺寸规格: Type IV
制作方式: Laser Cut
适用产品别
PS2
考量因素(钢板的修改历程)
5/31:将所有 Chip 零件外扩 4mil 6/16:部分 Chip 零件内缩 2mil,同时所有 Chip 与 Chip 之间的间 隙须保持在 10mil 以上.
适用条件/制作方式
钢板厚度: 6mil
锡膏锡球尺寸规格: Type IV
制作方式: Laser Cut
适用产品别
PS2
考量因素(钢板的修改历程)
5/31:将所有 Chip 零件外扩 4mil 6/16:部分 Chip 零件内缩 2mil,同时所有 Chip 与 Chip 之间的间 隙须保持在 10mil 以上.
PCB Layout
Lp
Wp
Dp
Stencil Aperture
Ls1
Solder Paste on Pad
Ws1
Ws2
Ls2
Ds
11
项次
0805(C) Chip 基本规范
2 PCB PAD Layout Wp=46mil,Lp=22mil,Dp=44mil Ws1=Wp+8mil Ws2=16mil Ls1=Lp+2mil, Ls2=12mil Ds=Dp+4mil
适用条件/制作方式
钢板厚度:
锡膏锡球尺寸规格: Type IV
制作方式: Laser Cut
适用产品别 PS2
考量因素(钢板的修改历程)
备注
5/31:将所有 Chip 零件外扩 4mil 6/16:部分 Chip 零件内缩 2mil,同时所有 Chip 与 Chip 之间的间 隙须保持在 10mil 以上.
六.CN 类零件开孔规范 PITH CN 零件基规范……………………………………..……….………..…....44 PITH CN 零件基规范…………………………………...………..……………....45 PITH CN 类零件基本规范…………………………….………….….………..…46
七.BGA 类零件开孔规范 BGA(IC607) 零件基规范…………………….……………………..……………......47 BGA(IC104) 零件基规范…………………….……………………………...….…....48 BGA(IC202&IC303) 零件基规范……………….…………………….………..…....49 BGA(IC102&IC103) 零件基规范…………………..………………..……………....50
PCB Layout
Lp
Wp
Dp
Stencil Aperture
Ls1
Solder Paste on Pad
Ws1
Ws2
Ds
12
项次
0805(R) Chip 基本规范
3 PCB PAD Layout Wp=46mil,Lp=22mil,Dp=32mil Ws=Wp-2mil Ls=Lp+6mil Ds=Dp-4mil
适用客户别
SONY
PCB Layout
Lp
Wp
DP
SLtsencil Aperture
Ws
Solder Paste on Pad
Ds
13
项次
适用客户别
SONY
PCB Layout
Lp
Wp
DP
Stencil Aperture
Ls Ws
Ds
Solder Paste on Pad
10
项次
0805(L) Chip 基本规范
3 PCB PAD Layout Wp=46mil,Lp=22mil,Dp=44mil Ws1=Wp+8mil Ws2=16mil Ls1=Lp+2mil, Ls2=12mil Ds=Dp+4mil
适用客户别
SONY
PCB Layout
Lp
Wp
Stencห้องสมุดไป่ตู้l Aperture
Ls1
Dp
Solder Paste on Pad
Ws1
Ws2
Ls2
Ds
8
项次
0603(C) Chip 基本规范
3 PCB PAD Layout Wp=30mil,Lp=20mil,Dp=30mil Ws1=Wp+10mil Ws2=12mil Ls1=Lp+2mil Ls2=12mil Ds=Dp+4mil
五.IC 类零件开孔规范 PITH QFP 类零件基规范……………………………………….………..……….37 PITH IC 零件基规范……………………………………………………………….38 PITH IC 零件基规范……………………………………………….….……....….39 PITH IC 类零件基本规范…….…………………………………………………..40 PITH IC 类零件基本规范……………………………………….….….………..…41 PITH IC 零件基规范…………………………….……………..……………......42 PITH IC 零件基规范……………………………….…………………...….…....43