6SONY机械供料器结构及动作原理
《SONY机器原理》课件
介绍
SONY机器简介
SONY机器是索尼公司研发的一款先进的机器人技术。它具有卓越的性能和广泛的应用领域。
SONY机器的应用领域
SONY机器广泛应用于工业自动化、医疗卫生、日常生活等领域,为人类社会带来巨大的变 革。
SONY机器的工作原理
SONY机器利用先进的机械结构和智能控制系统实现任务执行和智能交互,具有高度的自主 性和灵活性。
参考文献
SONY机器相关文献
列出一些关于SONY机器的 重要参考文献,供读者进一 步了解机器原理和应用。
机器学习、人工智能相 关文献
提供一些与机器学习、人工 智能有关的文献资料,深入 探讨机器技术的发展背景和 方法。
电子、机械工程相关文 献
介绍一些电子工程和机械工 程领域的文献,为读者进一 步学习机器原理提供支持。
应用案例分析
SONY机器应用案例介绍
分享一些SONY机器在实际应用中取得的成功案例,展示其在不同行业的广泛应用。
SONY机器在工业、医疗等领域的应用
具体介绍SONY机器在工业自动化、医疗卫生等领域的应用,揭示其巨大的潜在价值。
SONY机器的未来发展趋势
展望SONY机器在未来的发展趋势,包括技术创新、应用扩展和市场前景等方面。
机器软件设计
1 机器软件设计概述
SONY机器的软件设计包 括操作系统、控制算法和 用户界面设计,实现机器 的智能化和用户友好性。
2 机器软件设计参数
SONY机器的软件设计参 数包括速度控制、路径规 划、任务调度等,确保机 器的稳定和高效运行。
3 机器软件结构及框架
SONY机器的软件结构和 框架决定了其灵活性和可 扩展性,使其适应不同应 用场景和用户需求。
给料机的结构与工作原理课件
未来展望
标准化和模块化
未来给料机将向着标准化和模块化方向发展,方便用户选择和使用,同时提高设备的互换 性和维护便利性。
定制化服务
针对不同行业和企业的需求,给料机将提供定制化的设计和解决方案,满足客户的特殊要 求和个性化需求。
跨界融合与创新
未来给料机的发展将不断涌现新的技术和应用模式,跨界融合和创新将成为给料机发展的 重要趋势。例如,将给料机与机器人技术、智能传感器等相结合,实现更高效、智能的生 产方式。
控制柜
集中安装控制系统,便于操作和维护。
传感器
用于监测给料机的运行状态和物料流量,将信号反馈给控制系统以实现自动控制。
辅助部分
01
02
03
除尘装置
用于收集和排放给料过程 中产生的粉尘,保护环境 和设备。
照明设备
为操作和维护人员提供良 好的视觉环境。
安全防护装置
确保操作人员的安全,防 止意外事故发生。
应用领域拓展
1 2
新能源领域
随着新能源产业的发展,给料机将应用于太阳能 、风能等新能源领域,为新能源设备的制造提供 可靠的物料输送解决方案。
制药行业
在制药行业中,给料机可用于药品制造过程中的 配料和混合等环节,提高生产效率和产品质量。
3
食品加工
在食品加工领域,给料机可用于各种食品原料的 输送和配料,满足食品加工的高卫生要求和快速 生产的需求。
保护装置
为了确保给料机的安全运行,通常配 备有各种保护装置,如过载保护、超 速保护、断轴保护等。
控制系统
控制系统负责对给料机的运行进行监 控和控制,包括电机的启动、停止、 调速等操作,以及物料的流量和配比 的调节。
工作特点
高效稳定
给料机组成结构分析__给料机供应商

给料机组成结构分析__给料机供应商哪家生产的给料机价格实惠、质量有保障、售后服务好呢?大家是不是特别想知道呢?别着急,小编马上来为大家介绍,山东祺龙电子有限公司是山东省高新技术企业拥有国家发明专利和实用新型专利二十多件。
具体内容我们一起来看文章了解吧。
下面,就由祺龙电子公司的技术人员来为大家详细介绍给料机的组成结构是什么吧。
敬请期待吧。
【给料机组成结构分析】给料机由可回转的圆盘、导料套筒和刮板等部分组成。
料仓内的物料通过导料套筒堆积在镶有耐磨衬板的圆盘上圆盘转动,物料被刮板刮出给料。
调节刮板位置或导料套筒的高低可改变给料量。
圆盘直径一般在3米以下转速不超过10转/分。
圆盘给料机运转平稳可靠,调节给料量较方便,耗能少,但结构比较笨重,适用于粘性较小的粉粒状物料。
有的给料机由机壳和叶轮组成。
这种给料机结构比较简单,外形尺寸小,自重轻,给料时密闭性好,适用于小粒度和粉状物料。
机壳上、下端的进、出料口分别与料仓、受料设备连接。
叶轮绕水平轴线转动时物料落入叶轮的各腔格之间,随叶轮旋转半周后卸入受料设备。
均压管能使进入料区前的腔格泄去高压,以免到料区时不能进料。
叶轮直径一般在500毫米以下,转速不超过45转/分。
结构与特点1、槽板采用双圆弧板,有效防止漏料。
2、牵引链采用承重与牵引分开的结构,提高了板喂机承受冲击载荷能力。
3、尾部拉紧装置设有碟形弹簧,能减速缓链条冲击载荷,提高了链条的使用寿命。
4、链板式喂料机由头部驱动装置、尾轮装置、拉紧装置、链板及机架等五个部分组成。
5、尾部有枕木吸震,中部有特殊的吸震托辊支承,改善大块物料冲击两侧滚轮和槽板的受力力条件,提高运行部件的寿命。
6、特别加强的头部罩壳下罩左右是可分式,不妨碍起吊破碎机转子体。
7、头部装置链轮13-15齿,奇偶数齿分开传动,寿命增加。
8、头部装置链轮切割成3瓣齿,不需拆卸链板即可更换轮齿,易维护。
9、传动型式有开式型、行星型、悬挂型,可供选用链板式喂料机是由称重系统、链板输送机构、料仓及机架构成;其中输送机构的链板、链条、插销、滚轮等为易损件,以不同的使用强度和频率,率先出现磨损变形,需要用户更换;链板式喂料机刚度高,可适应一定粒度的大块物料,料仓容积大,可有效缩短铲车送料时间,但同时链板传动速度较慢,承载能力大。
给料机的结构与工作原理

给料机的结构和工作原理
江苏赛摩拉姆齐技术有限公司
JCG给煤机的特点
u 电子称重装置:无运动部件,不需维护,模拟 标定精度高。 u 给煤机控制器:数字显示给煤量及瞬间流量, 控制功能强,具有远程自动校准功能。
u速度传感器连接在从动滚筒上,可保证皮带打
滑检测和测量真实的皮带速度。
u给煤机外罩呈上下分离式,封闭严密,拆卸方
皮带速度
输送皮带的行程速度,常以FRM或M/S表示
物料密度
重量与体积的比率,用于确定干物料的质量, 常以镑/立方英尺 或千克/立方米表示。
13
给料机的结构和工作原理
江苏赛摩拉姆齐技术有限公司
皮带称重给料机术语
预给料机 一种用于辅助供应物料给称重设备的 装置,如:阻旋阀、螺旋输送机、振动给料 机等。
7算
皮带速度×皮带载荷=流量
皮带速度=英尺每分/米每秒 皮带载荷=镑每英尺/千克每米
流率=吨每小时/镑每小时/公吨每小时
8
给料机的结构和工作原理
江苏赛摩拉姆齐技术有限公司
皮带称重给料机基本构成
•钢结构框架
•皮带秤/称重传感器
•测速传感器 •积算器/给料机控制器
3
给料机的结构和工作原理
江苏赛摩拉姆齐技术有限公司
简
介
过程物料的精确给料对于保证产品质量是至 关重要的。
能够精确地给料并有效地减少物料浪费有助 于保证配料均匀并提高利润。
4
给料机的结构和工作原理
江苏赛摩拉姆齐技术有限公司
皮带称重给料机用途
皮带称重给料机是一种设计用于精 确计量并控制干燥、散状物料的持 续料流至下游过程的计量设备。
XR-100型重载给料机
喂料器的工作原理
喂料器的工作原理The operation of a feeder is based on a very simple principle: to deliver a controlled amount of material to a process or machine. 喂料器的运行基于一个非常简单的原理:为一个过程或者机器提供受控的物料量。
Feeders are commonly used in industries such as food processing, mining, pharmaceuticals, and many others. 在食品加工、采矿、制药等许多行业中都普遍使用喂料器。
There are several different types of feeders, including vibratory feeders, screw feeders, belt feeders, and more. 有几种不同类型的喂料器,包括振动式喂料器、螺杆式喂料器、皮带式喂料器等等。
Each type of feeder has its own unique characteristics and advantages, making it suitable for specific applications and industries. 每种类型的喂料器都有其独特的特点和优势,使其适用于特定的应用和行业。
Vibratory feeders are one of the most common types of feeders used in industrial applications. 振动式喂料器是工业应用中最常见的喂料器之一。
They work by vibrating the material to move it along a conveyor belt or other mechanism. 它们通过振动物料以使其沿着输送带或其他机制移动来工作。
6SONY机械供料器结构及动作原理教材

Sony cassette既存缺點及改善方案
更換料盤需停機, 整支取下更換
產線一般不用Sony cassette上之料盤放置裝置, 利用自製 之上料箱 ( 不銹鋼, 靜電板等材質 )來放置料盤
廢封皮需停機拆卸
SMT技術研發部已開發 Cassette廢封皮自動導出裝 置, 目前已有5000餘支0802/0804 (paper/embossed) 在各單位產線上使用
塑料編帶由基帶 ﹑底帶和蓋帶組 成﹐均為塑料﹐ 同步孔及帶寬與 紙帶類似。
•2020/4/13
•SMT equipment technology dept.
Cassette的區別
0802
•2020/4/13
0804
•SMT equipment technology dept.
Cassette的區別
Cassette 基本組成
料帶進給及定位部份
貼篇
動力
貼篇 動力
棘輪機構
•2020/4/13
連杆機構
•SMT equipment technology dept.
Cassette 基本組成
料帶進給及定位部份
棘輪調整 偏心定位銷
•2020/4/13
•SMT equipment technology dept.
Cassette 基本組成
進給手柄
編帶 壓帶裝置
收帶輪 鎖緊手柄
編帶輪
棘齒輪 連杆
支架
•2020/4/13
•SMT equipment technology dept.
Cassette 基本組成
4.料盤放置 部份
3.廢封皮收 卷部份
•2020/4/13
1.Cassette定位 及卡緊部份
电磁振动上供料器的工作原理
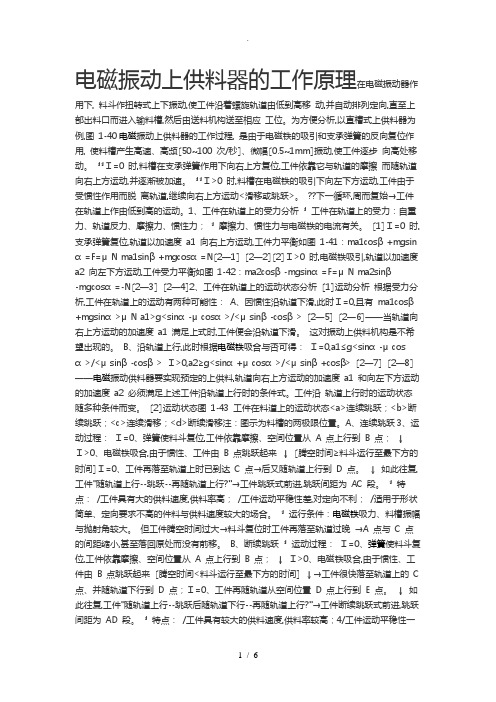
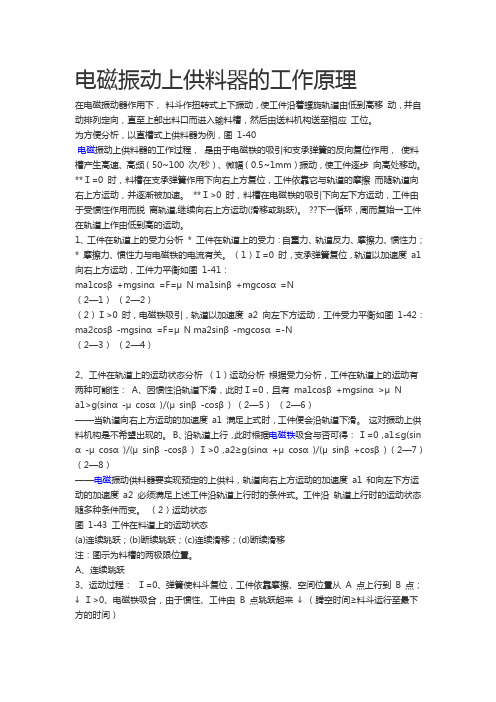
电磁振动上供料器的工作原理在电磁振动器作用下, 料斗作扭转式上下振动,使工件沿着螺旋轨道由低到高移动,并自动排列定向,直至上部出料口而进入输料槽,然后由送料机构送至相应工位。
为方便分析,以直槽式上供料器为例,图1-40电磁振动上供料器的工作过程, 是由于电磁铁的吸引和支承弹簧的反向复位作用, 使料槽产生高速、高频〔50~100 次/秒〕、微幅〔0.5~1mm〕振动,使工件逐步向高处移动。
**I=0 时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的摩擦而随轨道向右上方运动,并逐渐被加速。
**I>0 时,料槽在电磁铁的吸引下向左下方运动,工件由于受惯性作用而脱离轨道,继续向右上方运动<滑移或跳跃>。
??下一循环,周而复始→工件在轨道上作由低到高的运动。
1、工件在轨道上的受力分析* 工件在轨道上的受力:自重力、轨道反力、摩擦力、惯性力;* 摩擦力、惯性力与电磁铁的电流有关。
〔1〕I=0 时,支承弹簧复位,轨道以加速度a1 向右上方运动,工件力平衡如图1-41:ma1cosβ+mgsin α=F=μN ma1sinβ+mgcosα=N〔2—1〕〔2—2〕〔2〕I>0 时,电磁铁吸引,轨道以加速度a2 向左下方运动,工件受力平衡如图1-42:ma2cosβ-mgsinα=F=μN ma2sinβ-mgcosα=-N〔2—3〕〔2—4〕2、工件在轨道上的运动状态分析〔1〕运动分析根据受力分析,工件在轨道上的运动有两种可能性:A、因惯性沿轨道下滑,此时I=0,且有ma1cosβ+mgsinα>μN a1>g<sinα-μcosα>/<μsinβ-cosβ> 〔2—5〕〔2—6〕——当轨道向右上方运动的加速度a1 满足上式时,工件便会沿轨道下滑。
这对振动上供料机构是不希望出现的。
B、沿轨道上行,此时根据电磁铁吸合与否可得:I=0,a1≤g<sinα-μcos α>/<μsinβ-cosβ> I>0,a2≥g<sinα+μcosα>/<μsinβ+cosβ> 〔2—7〕〔2—8〕——电磁振动供料器要实现预定的上供料,轨道向右上方运动的加速度a1 和向左下方运动的加速度a2 必须满足上述工件沿轨道上行时的条件式。
SONY__贴片机_设备问题与解决办法
1. E2100,使用时间不到两年,设备重新架设后,开机认识零件NG,后发现固定相机1的MONITER显示全泛白.处理:由于相机走线为FIXED CAM2 ---->>PC CAM2---->>LINE --->>>COGNBX BOARD (PC UNIT)一 . Fixed camera 出线口处将CAM2 与CAM 接****换, 固1 >>>OK, 固2>>>>NG.>>>>LINE OK!附,4个CAM的用途:CAM1 : BOARD CAMERACAM2 : 固1(大视野) , FIXED CAMERA 的下面那个.CAM3 : PART CAMERACAM4 : 固2(大视野) , FIXED CAMERA 的上面那个二 . 由于换板卡还不如将整个PC BOX更换,所以直接更换BOX. 固1和固2都OK.>>>> COGNBX BOARD OK!所以,目前推断出为CAM2的损害, 但由于没有备品, 只有将零件移到CAM3上认识. 待更换处理. 还好!2。
E1000 在生产过程中MOUSE失灵,睁眼突然发现MOUSE的光标都不见了!处理:MOUSE的出线直接走到W-CPU上,更换MOUSE,开机重启.-->>NG.更换W-CPU.--->>>OK!原因:后分析换下来的W-CPU,发现里有一颗电容损坏.更换好的上去.OK!附,W-CPU 与V-CPU BOARD 构成了整个主机的核心控制部分. 它们相互串联, V-CPU 发出的指令通过总线传递给运动控制卡SY-MC及影像卡COGNEX和NEAIO.而我们则通过W-CPU的以下接口对其进行操控.W-CPU BOARD的接口及对应:PC - VGA ==>> LCD I/F BOARDPC - PAD ==>> MOUSE KEY SWICHPC - KEY ==>> KEY BOARDPC - FDD ==>> FLOPPY DISK DRIVEHARD DISK ==>> DRIVE另, 观察到,HCF接口也有插进W-CPU BOARD,但只是其引出来的卡口,HCR 及HCF 最后都走线到E100的顶部HANDY CONSOLE BOARD上!Conveyor sensor & speedSony E&F 系列Conveyor一共分为三段,而sensor就一共有7个,从L to R 的作用和对应的型号分别为:PCB搬入(BS54)---> PCB待机(BS118)---> PCB有无(BS53)---> PCB确认(BS52)--->确认PCB通过(BS51)---> PCB减速(BS65)---> PCB搬出(BS50)Conveyor 搬送PCB的原理:进板时BS54被触发,发现PCB,第一段传输马达带动皮带将PCB拖至PCB待机位置,此时BS118被触发,第一段马达停止转动,当第二段BS53发现无PCB是,第一和第二段马达被启动,将PCB传至第二段,BS53被触发,电机减速,汽缸带动PCB止动SENSOR上升,当BS52发现PCB时,电机停转,夹板上升,开始贴装,OK后。
SONY贴片机基本操作[1]
![SONY贴片机基本操作[1]](https://img.taocdn.com/s3/m/53ed026cb84ae45c3b358cfb.png)
SONY贴片机基本操作一.手动操作1.各轴及真空气阀切换推杆的操作。
XY轴之操作,吸嘴(RN·H轴)之操作,吸嘴头RT轴之操作,供料器FF、FR轴之操作,真空、吹气之操作和伺服器之操作。
轴操作画面XY轴之操作:使吸嘴左右(X轴)前后(Y轴)移动。
吸嘴(RN·H轴)之操作:使吸嘴旋转(RN轴)及使吸嘴上下(H轴)动作。
吸嘴头RT轴之操作:使安装12支吸嘴之吸嘴座旋转(RT轴)。
供料器FF、FR轴之操作:在零件供料器中操作供料部使其有排出动作。
(前侧:FF轴、后侧:FR轴)真空、吹气之操作:执行零件之吸着(真空)及装着(吹气)。
伺服器之操作:将伺服马达驱动轴之伺服电源开启或关闭。
关闭时各轴可用手移动。
2.基板搬送操作(搬入输送带运转,固定板装置操作,基准梢操作,停止器操作,夹板操作,轨道宽度调整和基板操作。
)[概要]调整驱动部关系着基板搬送及至装着位置之定位。
可个别操作执行,如下∙轨道马达之驱动∙决定基板至装着位置(前进端面)之停止器的上下动作∙在装着位置保持装着高度之固定板装置的上下动作∙基板位置定位之基准梢的上下动作∙轨道上保持基板之夹板的上下动作[操作顺序]依指定顺序点选「手动操作」画面→「基板搬送」,会表示以下之画面。
[注意]基板之行进方向,在SI-E1000有左流向(→)及右流向(←)2种规格,依规格会出现不同画面。
基板搬送画面3.输入/输出信号表示(输出信号之状态表示及操作和输入信号之状态表示)4.视觉(相机操作,照明操作和画面影像储存)5.零件供给操作(零件供给部操作和前侧、后侧供料器操作)供料器画面可操作SI-E1000前后之零件供给部之各种供料器或台车。
在SI-E1000中可搭载下一个生产机种之供料器。
纸带供料器:卷带中可供给纸带或塑料带等之零件,在料带侧设置之针轮孔以供料。
供料器之遮蔽器平常关闭,但零件吸着时则打开。
料带宽度有8mm至56mm。
32mm料带供料器之下方有零件顶出装置为附属选配。
螺丝供料机原理
螺丝供料机原理螺丝供料机是一种常见的自动化装备,广泛应用于各行各业的生产线中。
它的主要功能是将螺丝从储存器中取出并供给给后续的装配工序。
其原理简单易懂,下面将为大家详细介绍。
螺丝供料机主要由以下几个部分组成:储存器、传输机构、供给机构和控制系统。
首先是储存器。
储存器是螺丝供料机的重要组成部分,通常采用震动盘或者震动螺杆的形式。
在储存器中,大量的螺丝被储存起来,待供给时通过震动盘或者震动螺杆的震动力将螺丝逐个排列到供给机构中。
接下来是传输机构。
传输机构负责将储存器中的螺丝从储存器传输到供给机构。
传输机构通常采用传送带或者气动输送的方式。
当螺丝被传送到供给机构时,传输机构会停止传输,等待下一次传输指令。
然后是供给机构。
供给机构是螺丝供料机的关键部分,它负责将螺丝按照一定的规律供给给后续的装配工序。
供给机构通常由一个或多个挡板和气缸组成。
挡板的作用是阻挡螺丝的前进,只有当传输机构传输到一定数量的螺丝时,气缸才会推动挡板将螺丝一次性推送出去。
最后是控制系统。
控制系统是螺丝供料机的大脑,它通过传感器和PLC控制器实现对整个供给过程的控制。
传感器可以检测螺丝的数量和位置,并将这些信息传输给PLC控制器。
PLC控制器根据传感器的反馈信号,控制传输机构和供给机构的运行,以实现螺丝的准确供给。
螺丝供料机的工作原理可以概括为以下几个步骤:首先,传输机构将螺丝从储存器传输到供给机构;然后,传感器检测螺丝的数量和位置,将这些信息传输给PLC控制器;接着,PLC控制器根据传感器的反馈信号,控制传输机构和供给机构的运行;最后,供给机构根据控制信号将螺丝一次性推送出去,供给给后续的装配工序。
螺丝供料机的原理简单明了,通过储存器、传输机构、供给机构和控制系统的协同作用,实现了螺丝的自动供给。
它不仅提高了生产效率,减少了人工操作,还能够确保供给的准确性和稳定性,避免了人为因素对产品质量的影响。
螺丝供料机的原理是基于储存器、传输机构、供给机构和控制系统的协同作用,通过震动和传输,将螺丝按照一定的规律供给给后续的装配工序。
SONY 供料器操作说明书CS_CassetteAdjustment
供料器调整治具 (CS)
iii
1. 概要
1. 概要
1-1 特征
本机器是零件供料器 / 散装供料器 GAK 系列的零件供给部分的尺寸精度调整 ( 零件 吸着位置精度 ) 的系统。通过录影机将零件供给部分扩大,映射到监视器上,将零 件的供给状态、尺寸误差等从附属的主表得到的基准线为基础进行比较、调整。通 过本调整治具管理零件供料器 / 散装供料器,希望能够改善实装品质。
第5章 调整 5-1 零件供料器调整方法............................................................................5-1
5-1-1 带轮位置的调整 .........................................................................5-1 5-2 散装供料器调整方法............................................................................5-4 5-2-1 吸着点位置的调整......................................................................5-4
11
主表 ( 选配 ) 指示与各零件供料器 / 散装供料器对应的带轮位置、吸着位置的表。 电子线发生器 ( 选配 ) 将 8 根线与主表的记忆盘模式重合后,将零件供料器 / 散装供料器的各部扩大影 像重叠,判定位置精度。
12
13
监视器 ( 选配 ) 映射调整、监察点的映射。
2-2
供料器调整治具 (CS)
操作说明书
供料器调整治具
供料机械wppt

根据故障表现,逐步排查可能的原因,采取相应的措施进行修复 。
维修记录
对每次维修情况进行记录,包括维修时间、故障表现、维修措施 等,以便追踪和管理。
05
供料机械的优化与改进
供料机械的性能提升
提升供料机械的可靠性
采取有效措施,提高设备的稳定性和可靠性,降低故障率。
提高供料机械的效率
优化设备设计,提高设备的处理能力,缩短供料时间,提高生产效率。
供料机械的新技术应用
采用先进的传感器技 术
应用精确的传感器,实时监测设 备的运行状态,为设备的稳定运 行提供保障。
引入机器人技术
运用机器人自动化技术,实现设 备的自动化和智能化,提高生产 效率和降低人工成本。
采用虚拟仿真技术
通过计算机仿真技术,对设备进 行模拟运行和优化设计,减少试 验时间和成本。
与生产线的关联
供料机械是生产线的重要组成部分,直接影响生产效率和产 品质量。
供料机械的分类
1 2
根据输送物料类型分类
供料机械根据输送物料类型可以分为固体供料 机械、液体供料机械和颗粒供料机械等。
根据自动化程度分类
根据自动化程度,供料机械可以分为手动供料 机械、半自动供料机械和全自动供料机械等。
3
根据结构特点分类
供料机械wppt
xx年xx月xx日
目录
• 供料机械介绍 • 供料机械的组成及原理 • 供料机械的选型及配置 • 供料机械的维护与保养 • 供料机械的优化与改进 • 供料机械的发展趋势与展望
01
供料机械介绍
供料机械的概念
定义和特征
供料机械是一种将原料、半成品或成品按照一定数量和速度 ,准确、均匀地输送到加工设备或其他指定位置的工业设备 。
供料机工作原理与使用

第一章供料机部分第一节:概述一、供料机的作用:供料机的作用是连续地为成型机提供料重均匀、料形合适的玻璃料滴。
供料机必须具备以下功能:(1)供料机的供料速度必须与成型机的生产速度同步,能适应成型机不同的生产速度变化。
(2)必须能精确的控制每个料滴的重量,并能根据生产需要提供给成型机单滴和双滴料的料滴。
(3)能根据不同的生产方式、不同的产品结构提供适合于初形模形状的料滴形状。
二、供料机的组成:供料机的组成主要由传动机构、冲料机构、匀料机构、剪刀机构、传动机构组成。
见图:1三、供料机的类型供料机的大小由料盆直径和深度决定的,主要取决于其生产能力,即与料盆孔的直径和匀料筒的直径有关,实际上供料的吨位是由料道的能量决定的,就料道而言,供料机是其中的一个部份。
我们华兴公司的供料机主要有以下几种;1、国产山东三金公司生产的D41型。
2、国产山东三金公司生产的910型。
3、美国唉姆哈特公司生产的503型。
第二节供料机的传动机构供料机的传动机构是实现冲头机构、剪刀机构的动力来源。
它由电机、齿形皮带轮、减速箱、齿轮箱组成。
一、齿轮箱:齿轮箱是供料机传动机构的主体,由凸轮传动机构和差动传动机构成。
主要有两个作用:一是经过一组齿轮、转动冲头凸轮和剪刀凸轮,以驱动冲头机构和剪刀机构进行冲料和剪料。
另一个作用是经过一组齿轮轮系能够方便的调节冲头凸轮和剪刀凸轮的相对位置,使冲料和剪料动作保持合适的“差动”,以适应生产不同产品,调节料滴形状的需要。
二、、凸轮传动机构:由电机通过同步带轮带动输入驱动轴,经两对园柱齿轮带动剪刀凸轮轴转动,冲头凸轮轴与剪刀凸轮箱通过行星轮系相连,大齿轮带动剪刀凸轮轴转动时,剪刀凸轮和冲头凸轮也按相同的速度转动,并分别驱动剪刀机构和冲料机构进行冲料和剪料动作,剪刀凸轮安装在齿轮箱输出轴的外侧,冲料凸轮安装在齿轮箱输出轴的内侧,两凸轮均为顺时针方向转动。
三、差动传动机构:差动传动机构是指为了使冲头凸轮和剪刀凸轮的最低工作点在正常运行时保持相对位置,使冲头凸轮相对于剪刀凸轮超前一定角度,并能按照需要的料滴形状进行任意大小角度调节的一组传动装置,(D41型供料机的差动调节范围在48度,通过冲头凸轮还有60度的调节,共计调节范围为108度),在BLD910系列供料机上,具体结构(如图2)包括:一个固定的内齿轮和一个差动蜗轮内齿轮与6个行星齿轮和2个中心齿轮构成行星差动齿轮组,由于冲头凸轮轴与剪刀凸轮轴是通过行星轮系列联接的,因此转动剪刀凸轮轴,冲头凸轮跟随以相同速度转动,所以在实际工作中能够使冲头凸轮和剪刀凸轮按照调节的大小保持一定的相位。
6SONY机械供料器结构及动作原理教材
卷料棘輪﹕有機玻璃 (透明性﹑機械強度和韌性好 ﹑抗碎裂性能高﹑重量輕)
本體﹕鑄鋁合金 (重量輕﹑剛性好)
送料輪﹕合金鋼
1t2e0c2h0n/o2l/o1g3y dept.
Sony cassette既存缺點及改善方案
更換料盤需停機, 整支取下更換 廢封皮需停機拆卸 廢料帶需人工剪切整理 校正儀校正後無模擬測試
用CCD擴大部品供給部分﹐在顯示器上顯示出來﹐以標准 規得到的基准線為標准﹐比較後調整部品的供給狀態﹑尺寸誤 差等。
7t2e0c2h0n/o2l/o1g3y dept.
二﹑硬件構成
1 顯示器 3 標准規
1
2
4 3
2 電子線發生器 4 調整儀本體
8t2e0c2h0n/o2l/o1g3y dept.
不同型號cassette輪爪位置
標准規
吸料點
9t2e0c2h0n/o2l/o1g3y dept.
各部說明(二) 4 調整儀本體
二﹑硬件構成
1. CCD相機(無光源) 2. 鏡頭 3. 三聯組合(氣壓0.39MPa) 4. 模式選擇開關(MODE SELECT) 5. 電源開關(POWER) 6. 上底座 7. 停止開關(STOP) 8. 開始開關(START) 9. 壓杆 10. X-Y-Z軸載物台
8t2e0c2h0n/o2l/o1g3y dept.
Cassette的安裝
9t2e0c2h0n/o2l/o1g3y dept.
Cassette的安裝
Table研磨平面 平面度0.02mm Raydent表面處理
機台安裝面 與table面 平行度0.02mm
0t2e0c2h0n/o2l/o1g3y dept.
给料机选用及结构
微量给料机结构及选用通过添加少量物质对主流物料改性,或将多种物料按一定比例配制混合成新物质,是粉体物料生产的关键工序,且应用越来越广泛。
如电厂烟气添加氢氧化钙、活性炭脱硫,小麦粉加微量元素营养强化,水处理中添加药粉,挤压机、混合机定量添加各种物料、预混料配制,焊剂焊药配料生产等。
要将各种微量物质准确添加到主流物料中,需选择合适的微量给料机,以达到预期目标。
螺旋式给料机也称喂料机(喂料器)、添加机、投料机等。
给料量小的,称作微量给料机。
本文结合北京东孚中心机电工程部生产的给料机,对螺旋式给料机做简单介绍,供用户参考。
1、螺旋给料机分类及组成给料机主要由机械部分和控制部分组成。
按计量方式分为,容积式计量和重力式计量两大类。
重力式给料机是在容积式给料机基础上增加称重传感器、称重控制仪而成。
1、1控制部分分为容积式计量控制和重力式计量控制两种。
1、1、1容积式计量控制通过改变给料螺旋转速,来调节给料流量,常用:变频器+减速电机,步进电机+步进驱动器+步进控制器,电磁调速电机+电磁调速控制器来实现。
1、1、2重力式计量控制通过机内物料重量变化,来调节给料流量。
是在容积式计量基础上,增加重力传感器和称重控制仪来实现。
1、2机械部分给料机主要由传动、轴封、给料螺旋、翻料机构、料斗组成。
1、2、1传动有异步电机、变频电机、步进电机、电磁调速电机、电容调速电机等组成,可根据要求选配。
1、2、2轴封有骨架油封、铜套密封、机械密封等形式,应根据物料性状设计选配。
对粒度很细的微粉,如轴封选配不合适,很容易进入减速机而使齿轮磨损,甚至失效。
用于气力输送给料机的轴封要求更高。
输送压力过高的,还需采用背压来防漏气。
1、2、3给料螺旋有满面式、弹簧式、桨叶式、螺带式,分别有其使用范围。
不同性状物料需根据经验或实验来确定适合的螺旋型式。
1、2、4翻料机构有十字架式、螺旋式等。
2、给料机选用2、1机型选用2、1、1容积式给料机,利用螺旋的转速来计量给料量,通过控制器改变电机转速,从而改变给料流量。
主要设备工作原理
主要设备工作原理一、轧胚机的主要结构1、喂料机构:沿轴长均匀给料。
喂料的多少是用挡料门上的连接螺栓和左、右旋螺母来确定的。
当放料需增大时,先松开连接螺栓,再把左、右旋螺母距离缩短,反之,增大左右旋螺母距离。
2、磁选机构:去除物料中的金属硬物。
3、轧辊机构:当喂料电机停止时,轧辊靠电气连锁动作自动分开,当喂料斗内达到上料位时,料位计发出信号,开始合辊,并用延时继电器来控制挡料门和喂料电机开启。
4、液压紧辊机构:液压系统通过手动换向阀和液压电磁换向阀来实现松、合辊动作。
5、定位机构:轧辊合拢时的限位,在保证胚片厚度的前提下,有效地防止轧辊碰撞。
6、刮刀装置:去除粘在辊间的胚片,使胚片的质量得到保证。
二、轧胚机的工作原理1、经过筛选、去石后的蓖麻籽,均匀地进入具有一定压力和间隙且相对旋转的两辊间,经过对辊的挤压使蓖麻籽外皮破碎。
2、如有异硬物混入料中,则异硬物将使两辊受到一个正常反作用力,有时将强行撑开轧辊,使紧辊油缸活塞外移,油缸工作腔容积减小,而压力增高,增高的压力通过蓄能器来平衡,以保持系统压力不变。
当异硬物过后,蓄能器将释放储存的能量,使轧胚机重新正常工作。
液压轧胚机的特点1液压轧胚机的特点液压轧胚机与弹簧轧胚机相比较,具有很多优点:产量高、操作简单省力,产品质量稳定。
液压轧胚机从根本上改变了弹簧轧胚机生产的落后面貌,可以全部取代目前国产的轧胚机,使我国制油工艺进入了新的发展阶段,推动了我国制油工业的发展。
与弹簧轧胚机相比较,液压轧胚机具有以下的特点:1.1轧胚机的进给与退出、轧辊间的压力调整、异物掉入辊间时轧辊瞬间脱开以及轧辊的装卸等动作都是由操作液压泵站来实现的,可以大大地减轻工人的劳动强度,同时也提高了该机的调整精度和自动化程度。
1.2整个操作过程均由液压控制,各部件的动作灵敏,轴间压力高,压力均衡、平稳,轧制出的物料破碎率高。
蒸炒锅蒸炒锅有卧式蒸炒锅、立式蒸炒锅、环式蒸胚机等,我们所使用的是立式蒸炒锅。
电磁振动上供料器的工作原理
电磁振动上供料器的工作原理在电磁振动器作用下,料斗作扭转式上下振动,使工件沿着螺旋轨道由低到高移动,并自动排列定向,直至上部出料口而进入输料槽,然后由送料机构送至相应工位。
为方便分析,以直槽式上供料器为例,图1-40电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位作用,使料槽产生高速、高频(50~100 次/秒)、微幅(0.5~1mm)振动,使工件逐步向高处移动。
**I=0 时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的摩擦而随轨道向右上方运动,并逐渐被加速。
**I>0 时,料槽在电磁铁的吸引下向左下方运动,工件由于受惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃)。
??下一循环,周而复始→工件在轨道上作由低到高的运动。
1、工件在轨道上的受力分析* 工件在轨道上的受力:自重力、轨道反力、摩擦力、惯性力;* 摩擦力、惯性力与电磁铁的电流有关。
(1)I=0 时,支承弹簧复位,轨道以加速度a1 向右上方运动,工件力平衡如图1-41:ma1cosβ+mgsinα=F=μN ma1sinβ+mgcosα=N(2—1)(2—2)(2)I>0 时,电磁铁吸引,轨道以加速度a2 向左下方运动,工件受力平衡如图1-42:ma2cosβ-mgsinα=F=μN ma2sinβ-mgcosα=-N(2—3)(2—4)2、工件在轨道上的运动状态分析(1)运动分析根据受力分析,工件在轨道上的运动有两种可能性:A、因惯性沿轨道下滑,此时I=0,且有ma1cosβ+mgsinα>μNa1>g(sinα-μcosα)/(μsinβ-cosβ) (2—5)(2—6)——当轨道向右上方运动的加速度a1 满足上式时,工件便会沿轨道下滑。
这对振动上供料机构是不希望出现的。
B、沿轨道上行,此时根据电磁铁吸合与否可得:I=0,a1≤g(sin α-μcosα)/(μsinβ-cosβ) I>0,a2≥g(sinα+μcosα)/(μsinβ+cosβ) (2—7)(2—8)——电磁振动供料器要实现预定的上供料,轨道向右上方运动的加速度a1 和向左下方运动的加速度a2 必须满足上述工件沿轨道上行时的条件式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2020/5/16
SMT equipment technology dept.
12
供料器的分類
根據SMC/SMD包裝的不同﹐供料器通常有帶狀 (Tape)﹑管狀(Stick)﹑盤狀(waffle)和散料等几種。以下重 點介紹帶狀供料器。
2020/5/16
SMT equipment technology dept.
SMT equipment technology dept.
18
Cassette的安裝
Table研磨平面 平面度0.02mm Raydent表面處理
2020/5/16
機台安裝面 與table面 平行度0.02mm
SMT equipment technology dept.
19
Cassette重要制造件材料的選用
SMT equipment technology dept.
8
Cassette 基本組成
導正cover結構
拉簧使COVER可以適應不同厚度的料帶
COVER上伸出的〞小舌頭〞是為了 防止在上封皮拉開時產生的靜電把元 件從料孔帶出。
2020/5/16
SMT equipment technologቤተ መጻሕፍቲ ባይዱ dept.
2020/5/16
SMT equipment technology dept.
13
供料器的分類
根據材質不同﹐編帶可分為紙編帶和塑料編帶。 紙編帶由基帶﹑底帶和蓋帶組成﹐其中基帶為紙﹐而底帶和蓋 帶則是塑料薄膜。基帶上布有小元孔﹐又稱同步孔﹐兩孔之間的距 離稱為步距﹐是供帶狀送料器上棘輪傳動時的定位孔。矩形孔是裝 載元器件的料腔﹐用來裝載不同尺寸的元件。W是帶寬﹐有 8mm﹐12mm﹐ 16mm﹐ 24mm 和32mm。用來裝載0603以上尺寸元 件的同步孔步距均為4mm﹐而小于0603尺寸元件的包裝帶上的同步 孔孔距則為2mm。
1.Cassette定位 及卡緊部份
SMT equipment technology dept.
2.料帶進給 及定位部份
5
Cassette 基本組成
Cassette定位及卡緊部份
Cassette通過兩定位 銷定位,後定銷為偏心 定位銷,通過對其的調 整可以實現物料的左右 移動。
偏心定 位銷
2020/5/16
SMT equipment technology dept.
2
Sony cassette之機構構造及運動原理
➢ Cassette的基本組成 ➢ Cassette的運動原理 ➢ 供料器的分類 ➢ Cassette的區別 ➢ Cassette的安裝 ➢ Cassette的重要制造件材料的選用
2020/5/16
SMT equipment technology dept.
3
Cassette 基本組成
進給手柄
編帶 壓帶裝置
收帶輪 鎖緊手柄
編帶輪
棘齒輪 連杆
支架
2020/5/16
SMT equipment technology dept.
4
Cassette 基本組成
4.料盤放置 部份
3.廢封皮收 卷部份
2020/5/16
2020/5/16
SMT equipment technology dept.
16
Cassette的區別
2020/5/16
SMT equipment technology dept.
17
Cassette的安裝
L1
送料輪
L2
夾緊裝置
Feeder
H1
定位面A 前端定位銷
交換台車
后端定位銷
2020/5/16
塑料編帶由基 帶﹑底帶和蓋帶 組成﹐均為塑 料﹐同步孔及帶 寬與紙帶類似。
2020/5/16
SMT equipment technology dept.
14
Cassette的區別
0802
2020/5/16
SMT equipment technology dept.
0804
15
Cassette的區別
卷料棘輪﹕有機玻璃 (透明性﹑機械強度和韌性 好﹑抗碎裂性能高﹑重量輕)
本體﹕鑄鋁合金 (重量輕﹑剛性好)
送料輪﹕合金鋼
2020/5/16
SMT equipment technology dept.
20
Sony cassette既存缺點及改善方案
更換料盤需停機, 整支取下更換 廢封皮需停機拆卸 廢料帶需人工剪切整理 校正儀校正後無模擬測試
SONY貼片機Cassette機構介紹 與校正原理
2020/5/16
SMT設備技術研發部
SMT equipment technology dept.
1
內容
Sony cassette之機構構造及運動原理 Sony cassette既存缺點及改善方案 Sony cassette之校正方法及原理
2020/5/16
9
Cassette 基本組成
廢封皮收卷部份
2020/5/16
SMT equipment technology dept.
10
Cassette 基本組成
料盤放置部份
物料心軸
料盤壓緊彈片
2020/5/16
SMT equipment technology dept.
11
Cassette 運動原理
編帶輪固定在供料器的軸上﹐編帶通過壓帶裝置進 入供料槽內。上帶與編帶基體通過分離板分離﹐固定到 收帶輪上﹐編帶基體上同步孔裝入同步棘輪上﹐編帶頭 直至供料器的外端。
SMT equipment technology dept.
6
Cassette 基本組成
料帶進給及定位部份
貼篇
動力
貼篇 動力
棘輪機構
連杆機構
2020/5/16
SMT equipment technology dept.
7
Cassette 基本組成
料帶進給及定位部份
棘輪調整 偏心定位銷
2020/5/16
2020/5/16
SMT equipment technology dept.
21
Sony cassette既存缺點及改善方案
更換料盤需停機, 整支取下更換
產線一般不用Sony cassette上之料盤放置裝置, 利用自製 之上料箱 ( 不銹鋼, 靜電板等材質 )來放置料盤
廢封皮需停機拆卸
SMT技術研發部已開發 Cassette廢封皮自動導出裝 置, 目前已有5000餘支0802/0804 (paper/embossed) 在各單位產線上使用