岱山海轮船舶概况简介技术规范要点
船舶资料——精选推荐

海王星轮船舶资料一、船舶概况二、配员船舶最低配员:15 实际配员:33船舶可用床位数:救生定员数:50引水床位数: 1 病房床位数: 2三、通讯资料四、主尺度总长:186.58 两柱间长:178.80型宽:29 型深:15.20设计满载艏吃水:设计满载尾吃水:设计空载艏吃水:设计空载尾吃水:龙骨至桅顶高度:46.6五、吨位总吨:24964 净吨:10568 空船重量:热带干舷: 4.190 夏季干舷: 4.415 冬季干舷: 4.640 热带吃水:11.04 夏季吃水:10.817 冬季吃水:10.592 热带载重吨:48002 夏季载重吨:37532 冬季载重吨:45831 空载排水量:9382 满载排水量:46914苏伊士运河总吨:26073.65 苏伊士运河净吨:22784.09 巴拿马运河总吨:巴拿马运河净吨:20774每厘米吃水吨数:空载海水1.6 满载海水/47六、舱容(一)货舱(二)客、箱船集装箱数:冷箱插座:载客数量:(三)压载舱(四)FO燃油舱(柜)(五)DO燃油舱(柜)(六)润滑油舱(柜)(七)淡水舱(柜)(八)污水舱(油轮)七、航速、负载和消耗(一)航速、负载试航航速:14.5 空载航速:13.5 满载航速:12.5主机额定转速:115R/MIN 主机常用转速:103R/MIN 航行发电机负载:400/385KW(二)油水储耗八、设备资料(一)主机(二)发电柴油机(三)主发电机/轴带发电机1.主发电机(四)应急发电机/应急电源(五)锅炉(六)起重/货油设备(油轮)1.起重设备3.自卸设备(七)开舱/阀控系统 开舱系统形式:边开式货油舱阀控方式(油轮): 压载舱阀控方式: 液压遥控(八)锚设备 (九)螺旋桨(十一)侧推器(十二)防摇鳍(十三)中间轴、尾轴、尾轴密封(十四)防污染设备1.油水分离器2.焚烧炉3.生活污水处理装置4.排油监控装置(ODME)5.污油水舱(柜)(十五)救生设备(十六)消防设备消防泵(十七)辅助设备(十八)舵机(十九)泵(二十)惰气系统(二十一)大舱浸水报警系统(二十二)助航设备(二十三)通信设备(GMDSS)九、滑油表。
船舶规范模板
12400
增压压力(KPa) 最高温度(oC)
HIMEJI JAPAN TBV-58SJ 1993.4.9 611526PM1-1 HIMEJI JAPAN NTIKK Feb-93 611526PM1-1 SASEBO HEAVY IND CO.,LTD. NO xDIA xLEN DEC.24.1992 M32-210-1/1 JAPAN MARINE TECHNOLOGIES LTD 第 1 页
推 进 轴 系 和 螺 旋 桨
螺旋桨轴
艉 轴 承 艉 轴 密 封
材 重
质 量(kg)
螺旋桨
材 重 旋 叶
质 量(kg) 向 数
原 动 机 柴 油 发 发 电 电 机 机 组 副 机 增压器 原 动 机 发 电 机
MAN -B.W DIESEL A\S HOLEBY 6L23/30H 1993.1 20848 S389 NISH ISHBA ELECTRIC CO.,LTD MANUFACTURER 1993.1 S389 MAN -B.W DIESEL A\S HOLEBY NR15 D365654-1E 50369 MITSLIL DELIT2 DIESEL ENGINE CO.LTD BF6L9L3C 1993.2 E863762-1 NISHISHIBA ELECTRIC CO.LTD NTAKL 1993.08 251126A2A KO-93-3498 MAY.14.1993. GADELIUS MARING K.K. CPDB-20
额定电压(V) 额定功率(kw)
450 频 80(100KVA)相 9 450v 660 1 1800 26.9 F.O
率(Hz) 数
船 舶 配电屏 电 站 辅 锅 炉 废 气 锅 炉
岱山海舟船厂及30万吨级进口航道
岱山海舟船厂及30万吨级进口航道航道概况此航道的起点在五虎礁联检锚地,终点在曳礁正东0.8海里处,并未全程贯通,航道宽度约500米,航道长度3.4海里,航道最浅水深为8米,除在曳礁附近进入10米等深线以东,水深骤降为8.3米外,其他位置基础水深都在11米以上。
从曳礁至坞门及码头航段,根据厂方提供的测深海图,最浅处水深是6.1米。
二、各转向点及航线设计转向点1: GP: 30°13′、4N, 122°02′、5E转向点2: GP: 30°15′、0N, 122°04′、1E转向点3: RF: 曳礁灯浮TB:270°D:0′.8转向点1号TC:040°D:2. ′2转向点2号TC:006°D:1. ′2转向点3号潮流潮汐选择对于进出坞操作,一般情况下都在定海高平潮时进行,坞口与码头附近的转流时间与主航道的转流时间会有1个小时左右的时间差,根据厂引水的介绍及实际操作看,一般定海高潮时在坞口是平潮期。
潮位的选择我们一般要选择岱山为主港,误差值会相对较小。
码头及船坞情况1号码头:在船坞的东面,长度239米,走向140—320,前沿水深8.5米,泊位等级6万兼8万。
2号码头:在船坞的西面,长度680米,走向112-292,前沿水深8.85米,泊位等级,码头外侧30万吨级,内侧5万吨级。
2号船坞:坞口设计宽度68米,实际为67.5米,坞长360米,坞底标高-10米,坞门外水域最浅水深为6.2米,为30万吨级船坞。
引航操作注意事项在船舶进口航行至上下灰鳖时,需密切关注船位,预配流压差,避开上灰鳖向东延伸的浅滩,需保持上灰鳖的正横距离在0.5海里以上,同时也应避开下灰鳖向西延伸的浅滩,需保持正横距离0.5海里以上通过,在实际引航过程中可以先往东,在确保可以安全避开上灰鳖浅滩后,再转向进入航道。
在过了灰鳖以后,从海图水深来看,航道西侧的水深条件较好,可以适当的把船位保持在航道的西侧。
航海实习报告船舶资料

航海实习报告船舶资料一、船舶概况实习期间,我所在的船舶是一艘载重吨为5000吨的散货船,船名为“海翔号”,船旗为中国。
该船采用柴油机推进,主机功率为3600千瓦,最大航速约为14节。
船舶的主要航线为中国至南美洲、非洲、东南亚等地区。
二、船舶结构及设备1. 船舶结构“海翔号”散货船共有8个货舱,舱口尺寸为2.2米×1.8米,舱深为15米。
船舶的船体结构采用了高强度钢,以确保在承载最大载重量时仍然保持良好的稳定性。
2. 船舶设备(1)导航设备:船舶配备了先进的导航设备,包括雷达、GPS、陀螺仪、自动识别系统(AIS)等,确保在航行过程中能够准确获取船舶位置和航向。
(2)通信设备:船舶配备了卫星通信系统、甚高频(VHF)无线电话、无线电传真等设备,以便在航行过程中与外界进行有效沟通。
(3)动力设备:船舶采用了一台型号为XXXX的柴油机作为主机,驱动螺旋桨推进。
此外,还配备了发电机组,为船舶提供所需的电力。
(4)船舶控制系统:船舶采用了自动化控制系统,可以实现对船舶航向、速度、载重等方面的自动调整。
三、实习内容及体会1. 实习内容在实习期间,我参与了船舶的航行、货物装卸、船舶保养等工作。
通过实际操作,了解了船舶的基本运行原理和航行操作流程,掌握了部分船舶设备的操作技能。
2. 实习体会(1)团队合作:在实习过程中,我深刻体会到了团队合作的重要性。
船舶的运行需要各个部门的密切配合,只有大家齐心协力,才能确保船舶的安全航行。
(2)遵守纪律:船舶实习期间,我严格遵守船上的各项规定,遵循安全操作规程,确保自己和他人的人身安全。
(3)学习意识:实习期间,我意识到自己在学校所学的知识与实际操作之间还存在一定差距。
因此,我抓住机会向船上的前辈请教,不断提高自己的实践能力。
四、总结通过本次航海实习,我对船舶的运行原理、设备功能和航行操作有了更深入的了解。
同时,实习过程中的团队合作、遵守纪律和学习意识也让我受益匪浅。
钢质海洋渔船建造规范及检验规则
第一篇总则1.1 法令1.1.1 根据《中华人民共和国渔业法》第十八条和《中华人民共和国船舶和海上设施检验条例》(中华人民共和国国务院令第109号)第三十条的规定,渔业船舶的检验管理办法由国务院渔业行政主管部门制定。
1.1.2 根据《中华人民共和国渔业船舶监督检验管理规定》(中华人民共和国农业部令第2号)第三条规定,中华人民共和国渔业船舶检验局是实施渔业船舶检验的主管机关。
1.2 宗旨1.2.1 为贯彻中华人民共和国政府的有关法律、法规及其批准、接受、承认或加入的有关国际公约、议定书及规则,保证渔业船舶具备安全航行、作业、防止污染环境的技术条件,保障人命财产安全,制定《渔业船舶法定检验规则》(以下简称本规则)。
1.2.2 对符合本规则要求的渔业船舶,应按第二篇的规定签发相应的法定检验证书。
以证明其符合主管机关颁布的规则或认可的相应标准并满足预定航区的安全航行和作业的技术条件。
1.3 适用范围1.3.1 除另有明文规定外,本规则适用于在中华人民共和国登记或将在中华人民共和国登记的渔业船舶以及在中华人民共和国建造、修理并按本规则申请检验的外国籍及港、澳、台渔业船舶。
1.3.2 本规则未作规定者,主管机关将另行规定或给予特殊考虑。
1.4 定义1.4.1 本规则各篇章所涉及的特别定义,在各篇章中规定。
1.4.2 除另有明文规定外,下列定义适用于本规则的全部。
1)主管机关:系指中华人民共和国渔业船舶检验局。
2)验船部门:系指主管机关及经主管机关认可授权的渔业船舶检验机构。
3)验船师:系指持有主管机关核发的资格证书的从事渔业船舶及船用产品检验的人员。
4)渔船:系指从事捕捞鱼类或其他水生生物资源的船舶。
5)渔业辅助船:系指为渔业生产、科研、教学、监督、渔港工程服务的船舶。
如水产运销船、冷藏加工船、油船、供应船、渔业指导船、科研调查船、教学实习船、渔港工程船、拖轮、交通船、驳船、养殖船、渔政船和渔监船等。
6)渔业船舶:系指上述渔船和渔业辅助船的统称。
船海 新技术参数
船海新技术参数
船海新技术参数可以包括以下内容:
1. 船体尺寸:船体的长度、宽度、高度等尺寸参数。
2. 载重能力:船上可以承载的货物重量。
3. 推进系统:船舶的主要推进装置,如螺旋桨、推进器等。
4. 动力系统:船舶所使用的动力源,如柴油发动机、天然气发动机等。
5. 航速:船舶的最高航速。
6. 航程:船舶能够连续航行的最长距离。
7. 船龄:船舶的使用年限。
8. 船舶自动化系统:船舶上采用的自动化控制系统,如自动导航、自动驾驶等。
9. 燃油消耗率:船舶在航行过程中的燃油消耗速率。
10. 船舶防污系统:船舶上采用的防污技术,如防污涂层、超
声波清洗等。
11. 船舶信息系统:船舶上采用的信息技术系统,如船舶通信
系统、船舶监控系统等。
12. 安全系统:船舶上采用的安全设备和系统,如救生艇、火
灾报警系统等。
需要根据具体船舶的种类和用途来确定详细的技术参数。
以上只是一些常见的技术参数,可能会根据船舶的不同而有所差异。
船舶概况(根据委托方所提供的船舶证书和相关资料摘录)
船舶概况(根据委托方所提供的船舶证书和相关资料摘录):船名:普陀之星;船籍港:舟山;船舶种类:普通客船(普通旅游客船、III级客船)海事局登记号码:070307000446;船舶识别号:CN20064729746船级:CCS;船检登记号:2007G0000267;总长:44.50m ;船长 39.90m;满载水线长:40.54m;船宽:10.80m;型深:3.60m;总吨位:804;净吨位:402;空载平均吃水:1.737m;满载平均吃水:1.80m;空载排水量:415.352t;满载排水量:508.500t ;营运海区:A1;船体材料:钢质;安放龙骨日期:2006年11月28日;建造完工日期:2007年11月08日;建造地/船厂:湖北武汉/武汉南华高速船舶工程股份有限公司主机:数量:2台;主机型号:NT855-M;额定功率:203KW ;额定转速:1744r/min;制造厂:重庆康明斯发动机有限公司;制造日期::2007年01月01日;船舶共有情况:非共有船舶船舶所有人/经营管理人:舟山市普陀海星游船有限公司船舶所有人地址:舟山市普陀区沈家门滨港路675号三、船舶主要证书、文书及图纸资料情况本次勘船过程中,勘验评估人员对“普陀之星”船的船舶主要证书、必备文书及图纸资料(包括航海图书资料)情况进行了核查。
3.甲板机械设备勘验状况:3.2 甲板机械设备状况:3.2.1 船艏甲板上1台独立式液压起锚机及其基座、挚链器、刹车装置、止链器、液压系统、锚外观检查一般,有挡锚链腐蚀严重、锚机基座锈蚀较多。
在勘验时因现场没有船员配合,功能试验无法进行;3.2.2 艉楼甲板上1台绞缆机及其基座外观检查良好,在勘验时因现场没有船员配合,功能试验无法进行;3.2.3 该轮舵设备采用流线型舵2面,每面舵面积1.11㎡,舵杆直径180mm,材料20号钢,为钢板焊接组合结构。
舵机2台为20KN.M电动液压舵机,外观检查正常。
DNV 钢质海船

DNV 钢质海船1. 简介DNV 钢质海船是世界上最重要的船级社之一,负责对钢质海船的设计、建造和操作进行认证、审核和监督。
DNV(全称Det Norske Veritas)成立于1864年,总部位于挪威,是全球领先的船级社和技术咨询公司之一。
2. DNV 钢质海船的要求DNV 钢质海船必须符合一系列严格的要求,包括但不限于以下几个方面:2.1 结构设计钢质海船的结构设计必须按照 DNV 的规范进行。
DNV 对船体的强度、稳定性、耐久性等方面都有详细的规定要求。
结构设计需要考虑到船舶在恶劣海况下的工作条件,确保船体能够安全、稳定地航行。
2.2 材料选择DNV 对钢质海船所使用的材料也有严格规定。
船舶使用的钢材必须符合一定的强度、韧性和耐腐蚀性要求。
DNV 还对钢材的供应商和生产工艺进行审核,确保其质量可靠。
2.3 操作规范DNV 要求钢质海船的操作必须符合国际航行规则和安全要求。
船员需要接受相关培训,具备相应的证书和能力。
船舶的操作必须考虑到安全、环保和经济性等方面的因素。
2.4 安全装备DNV 对钢质海船的安全装备也有详细规定。
包括灭火设备、救生设备、导航设备等。
这些设备必须符合国际标准,并经过定期的检查和维护。
3. DNV 钢质海船的优势DNV 钢质海船相对于其他船级社认证的海船有以下一些优势:3.1 国际认可DNV 是全球最有影响力的船级社之一。
其认证在国际上得到广泛认可,可以为船舶拓展更多的市场和运营机会。
3.2 技术咨询服务DNV 除了提供认证服务外,还提供技术咨询服务。
船舶在设计、建造和操作中遇到的技术问题,可以向DNV 进行咨询,得到专业的指导和解决方案。
3.3 关注环境保护DNV 在钢质海船的设计和建造中注重环境保护。
船舶需要符合相关的环保要求,包括减少废水和废气排放等。
这为船舶的可持续发展提供了保障。
4. 结论DNV 钢质海船是世界上最重要的船级社之一,其认证对于钢质海船的设计、建造和操作具有重要意义。
船舶制造基础知识
船舶基础知识及术语解释(原创)2006年11月09日星期四 22:02定义航行或停泊于水域的运输或作业工具,按不同的使用要求而具有不同的技术性能,装备和结构型式。
简史船舶从史前刳木为舟起,经历了独木舟和木板船时代,1879年世界上第一艘钢船问世后,又开始了以钢船为主的时代.船舶的推进也由19世纪的依靠人力,畜力和风力(即撑篙,划桨,摇橹,拉纤和风帆)发展到使用机器驱动(见船舶动力装置).1807年,美国的R.富尔顿建成第一艘采用明轮推进的蒸汽机船"克莱蒙脱(Clerment)"号,时速约8公里/小时。
1839年,第一艘装有螺旋桨推进器的蒸汽机船"阿基米德(Archimedes)"号问世,主机功率为58.8千瓦.这种推进器充分显示出它的优越性,因而被迅速推广。
1868年,中国第一艘载重600吨,功率为288千瓦的蒸汽机兵船"惠吉"号建造成功。
1894年,英国的C.A.帕森斯用他发明的反动式汽轮机作为主机安装在快艇"透平尼亚(Turbinia)"号上,在泰晤士河上试航成功,航速达60公里/小时以上,早期汽轮机船的汽轮机与螺旋桨是同转速的,约在1910年出现了齿轮减速,电力传动减速和液力传动减速装置,在这以后,船舶汽轮机都采用减速传动方式。
1902~1903年在法国建造了一艘柴油机海峡小船。
1903年,在俄国建造的柴油机船 "万达尔(Βандал)"号下水.20世纪中叶,柴油机动力装置遂成为运输船舶的主要动力装置.英国在1947年首先将航空用的燃气轮机改型安装在海岸快艇"加特利克(Cartaric)"号上,以代替原来的汽油机,其主机功率为1837千瓦,转速为3600转/分,经齿轮减速箱和轴系驱动螺旋桨.这种装置的单位重量仅为2.08千克/千瓦,远比其他装置轻巧.60年代先后出现了用燃气轮机蒸汽轮机联合动力装置(见燃气-蒸汽联合循环装置)的大,中型水面军舰.当代海军力量较强的国家,在大,中型船舰中,除功率很大的采用汽轮机动力装置外,几乎都采用燃气轮机动力装置.在民用船舶中,燃气轮机因效率比柴油机低,用得很少。
岱山县海洋功能区划报告

目录前言 (1)第一章地理概况、自然环境和自然资源评述 (4)第一节地理概况 (4)一、地理位置 (4)二、海岛数量 (4)三、海岛面积 (5)四、岸线长度 (6)五、地理特征 (6)第二节自然环境 (6)一、地质地貌 (6)二、气候特征 (7)三、海洋水文 (9)四、海水化学 (10)五、海洋生物 (11)六、海洋环境质量 (12)七、海洋自然灾害 (12)第三节自然资源评述 (15)一、深水良港资源 (15)二、海洋渔业资源 (18)三、海岛旅游资源 (18)四、滩涂资源 (20)五、矿产资源 (21)六、海水资源 (21)七、能源资源 (22)第二章海洋开发利用现状和社会经济条件评述 (23)第一节海洋开发利用现状 (23)一、港口开发 (23)二、海洋渔业 (23)三、海岛旅游 (24)四、围垦工程 (24)五、矿产资源 (24)六、海水利用 (25)七、自然能源 (25)第二节社会经济条件评述 (25)第三章海洋功能分区 (28)一、《区划》的指导思想、原则和目标 (28)二、海洋功能区划分类 (29)第一节港口航运区 (31)1.1 港口区 (31)1.2 航道区 (35)1.3 锚地区 (37)第二节渔业资源利用和养护区 (41)2.1 渔港和渔业设施基地建设区 (41)2.2 养殖区 (42)2.3 增殖区 (44)2.4 捕捞区 (44)2.5 重要渔业品种保护区 (45)第三节矿产资源利用区 (46)3.1 油气区 (46)3.2 固体矿产区 (46)3.3 其它矿产区 (48)第四节旅游区 (48)4.1 风景旅游区 (49)4.2 度假旅游区 (50)第五节海水利用区 (51)5.1 盐田区 (51)5.2 特殊工业用水区 (52)5.3 一般工业用水区 (52)第六节海洋能利用区 (52)6.1 潮汐能区 (52)6.2 潮流能区 (52)6.3 波浪能区 (53)6.4 温差能区 (53)6.5 风能区 (53)第七节工程用海区 (54)7.1 海底管线区 (54)7.2 石油平台区 (56)7.3 围海造地区 (56)7.4 海岸防护工程区 (57)7.5 跨海桥梁区 (58)7.6 其它工程用海区 (59)第八节海洋保护区 (59)8.1 海洋和海岸自然生态保护区 (59)8.2 生物物种自然保护区 (59)8.3 自然遗迹和非生物资源保护区 (59)第九节特殊利用区 (60)9.1 科学研究试验区 (61)9.2 军事区(略) (61)9.3 排污区 (61)9.4 倾倒区 (62)第十节保留区 (62)10.1 预留区 (62)10.2 待定区 (63)第四章重点海域划分及主要功能分述 (65)第一节重点海域划分 (65)第二节主要功能概述 (65)一、岱山岛及邻近海域 (65)二、大小长涂及邻近海域 (65)三、衢山岛及邻近海域 (65)第五章实施措施 (67)第一节区划编制、审批与修编 (67)一、区划编制与审批 (67)二、区划修编 (67)第二节海域使用管理和海洋环境保护 (67)一、海域使用管理 (67)二、海洋环境保护 (68)第三节区划实施、监督、宣传和技术支持 (68)一、区划实施 (68)二、监督检查 (69)三、宣传教育 (69)四、技术支持 (69)前言海洋功能区划,是根据海区的地理位置、自然资源和环境状况,结合海洋开发利用现状和社会经济发展需求,确定各功能区域的主导功能和功能顺序、适应不同开发方式并能取得最佳效益,为管理和指导各海区的开发和保护提供依据,实现海洋资源的可持续利用。
5#船坞工程概况
金海重工仙草潭大型修造船基地5#船坞工程介绍一、工程名称(岱山仙草潭大型修造船基地暨二期工程1#码头)二、5号船坞工程概况2.1工程位置舟山金海湾船业有限公司岱山仙草潭修造船基地位于舟山市岱山县小长涂岛西侧岸线,5号船坞位于基地中部,船坞轴线呈西北—东南走向。
船坞北侧为3号码头,南侧为4号码头。
2.2建设规模船坞长510米,宽120米,深14.40米,船坞尾部设置18m×10m的倒角。
船坞坞顶标高+4.00米(1985国家高程,下同),底标高-10.40米,设计进出坞水位+0.50米。
坞口朝向四侧。
水工结构主体工程主要由坞底板、坞口、坞墙、廊道、水泵房、吊车道及减压排水系统等组成,坞门为浮箱式结构,坞墙为直立扶壁、半扶壁、全扶壁三种结构形式。
船坞北侧装焊场地配置150t门座式起重机二台,轨距12米,南侧装焊场地配置150t门座式起重机二台,轨距12米。
船坞上部横跨二台800吨龙门吊,轨距201米。
船坞两侧坞墙设置引船系统,包括200kN绞车二台,主动引船小车和被动引船小车各二台及其轨道等。
坞口、中部及坞尾两侧设置电动绞盘。
船坞两侧坞壁上部设置1800滚动型橡胶护舷。
坞底板设置“T”型板,间距6~10米。
船坞每侧坞壁设置三处下坞楼梯。
坞顶设置450kN系船柱和公用接头箱组。
2.3建成的船坞生产能力船坞可修造30万吨级及其以下各种大型船舶。
2.4船坞工程开、竣工日期本工程于2006年10月1日正式开工,至2008年3月5日船坞主体工程全部施工完成。
2.5工程参建各单位及质量监督单位名称1、建设单位:舟山金海湾船业有限公司2、设计单位:中船第九设计研究院3、勘察单位:上海海洋地质勘察设计有限公司4、监理单位:武汉长航科达工程监理有限公司5、施工单位:舟山市通达基础工程有限公司6:质监单位:浙江省交通厅工程质量监督局三、建设依据3.1二零零六年三月二十二日,岱山县国土资源局《关于舟山金海湾船业有限公司新建岱山仙草潭大型修造船基地项目用地的初审意见》。
船舶基础知识

船舶基础知识一、定义:船员,是指包括船长在内的船上一切任职人员。
船长、驾驶员、轮机长、轮机员、电机员、报务员(2000年以后该职务基本被被取消,由驾驶员代理)、政委(中国国企基本都有),必须由持有相应适任证书的人担任。
从事国际航行的船舶的中国籍船员,必须持有中华人民共和国港务监督机构颁发的海员证和有关证书。
二、船员种类甲板部(驾驶部):船长、大副、二副、三副、水手长、水手、舵工轮机部:轮机长、大管轮、二管轮、三管轮、电机员、机匠长、机匠事务部:管事(事务长)、大厨、服务员、船医电台部:电台长(报务主任)、无线电话务员、无线电报务员特殊船员:政委三、船员职责驾驶部船长:全船的管理与驾驶;大副:甲板部分的工作、货物的配载、装卸和运输管理;二副:驾驶任务,指挥船舶靠离港口、驾驶设备的技术管理;三副:船舶航行、停泊、主管救生、消防设备的技术管理;水手:跟随高级船员负责正常的航行值班。
轮机部轮机长:船舶机械推进职能;大管轮:轮机部设备的安全和预防;二管轮:辅机电气设备管理;三管轮:辅机电气设备管理;机工:跟随高级船员负责正常的航行值班;电机员:主管船舶电机和船上电气设备。
四、船员商船服务所持有的证书1、船员服务簿、海员证、四小证(海员四小证是指“船舶救生,消防,急救及艇筏操纵”四个方面的合格证书)。
海船船员适任证书、健康证明书、国际预防接种证书部分职务(如电机员)还需海船船员特殊培训合格证、海船船员专业培训合格证。
外籍船舶还需船籍国证书:如巴拿马证化学品船还需化学品证、油轮证等。
2、适任证书分类适任证书的类别和适用范围:(一)甲类适任证书适用于:1.无限航区3000总吨及以上船舶的船长、大副、二副和三副;2.无限航区主推进动力装置3000千瓦及以上船舶的轮机长、大管轮、二管轮和三管轮;一级无线电电子员;二级无线电电子员;通用操作员。
(二)乙类适任证书适用于:1.近洋航区3000总吨及以上船舶的船长、大副、二副和三副;2.近洋航区500至3000总吨船舶的船长、大副、二副和三副;3.近洋航区主推进动力装置3000千瓦及以上船舶的轮机长、大管轮、二管轮和三管轮;4.近洋航区主推进动力装置750至3000千瓦船舶的轮机长、大管轮、二管轮和三管轮;5.无限航区500总吨及以上船舶的值班水手;6.无限航区主推进动力装置750千瓦及以上船舶的值班机工。
海洋能源开发作业船的设计要点与技术要求

海洋能源开发作业船的设计要点与技术要求随着全球对可再生能源需求的不断增长,海洋能源开发正逐渐成为未来能源供应的重要途径之一。
海洋能源开发作业船在此背景下应运而生,它是开展海上风力发电、潮汐发电、海底热能开发等海洋能源开发工作的重要工具。
在设计海洋能源开发作业船时,我们需要关注以下几个要点和技术要求。
1. 强大的承载能力和稳定性海洋能源开发作业船需要能够承载重型设备、吊装起重物等工作需求。
因此,良好的承载能力和稳定性是非常重要的设计要点。
这需要通过增加船体的结构强度、采用合适的船型、增加压载水箱等手段来实现。
同时,稳定性也应考虑到海洋环境的变化,例如恶劣天气、强风浪等,以确保作业安全。
2. 船体舒适性和安全性在海洋能源开发作业船的设计中,舒适性和安全性同样是不可忽视的要点。
船员需要长时间留在船上进行作业,因此,良好的船舱设计和人性化的舒适设施是必不可少的。
此外,船体应具备良好的防火性能、防滑性能和防腐蚀性能,以保障船员的安全。
3. 优秀的机舱设计和动力系统海洋能源开发作业船通常需要搭载大型的动力设备,例如发电机、液压设备,以满足作业的需求。
因此,机舱设计要合理布局,以便容纳这些设备,并提供良好的防振、降噪和散热措施。
同时,动力系统应具备较强的功率,以提供足够的动力支持。
4. 智能化和自动化操作系统随着科技的不断发展,智能化和自动化技术在海洋能源开发作业船上的应用越来越广泛。
智能化操作系统可以提高作业效率,降低对人力的依赖,并保障作业的准确性和安全性。
因此,在设计过程中需要考虑智能化和自动化技术的集成,例如采用自动感应系统、远程操控系统等。
5. 环保和节能设计海洋能源开发作业船的设计也应注重环境保护和资源节约。
这可以通过采用环保材料、节能设备、废物处理系统等手段来实现。
特别是在海洋环境中,需要特别关注防止液态或气态污染物的泄漏,以保护海洋生态环境。
6. 耐用性和低维护成本海洋能源开发作业船的使用寿命通常较长,因此需要设计出耐用性强的结构和设备。
1#码头工程概况
金海重工仙草潭大型修造船基地1#码头工程介绍一、工程名称(岱山仙草潭大型修造船基地暨二期工程1#码头)二、1号码头工程概况2.1工程位置1号码头位于浙江省岱山县长涂镇小长涂山(30°14'N,122°15'E)西侧仙草潭一带岸段,岱山水道东侧,岸线呈南北走向。
2.2建设规模工程内容分为码头、后平台、后方引桥,建成的码头平台前沿总长度为650米,宽度分别为40米和25米,东北侧局部宽25米,码头前沿水深-12.80米。
材料码头(4#栈桥和码头平台南侧)前沿水深-6.00米,码头另设栈桥三座,栈桥宽度均为10米,1#栈桥长度为34.60米,2#栈桥长度为43.10米,3#栈桥长度为43.10米。
码头平台和栈桥均为高桩梁板式结构。
码头配置50t(50t×45m/10t×80m)门座起重机一台和25t(25t×36m/5t×60m)门座起重机二台。
码头前沿及后平台后沿设置6种公用管道及公用接头箱组。
2.3建成的码头靠泊等级建成的码头可以同时靠泊一艘300000DWT舾装船和一艘70000DWT舾装船。
码头及4#引桥南侧设置矿砂船泊位一个,最大靠泊500吨矿砂船。
2.4码头工程开、竣工日期本工程于2006年8月18日正式开工,至2007年7月25日码头水工结构主体工程全部施工完成。
2.5工程参建各单位、使用单位及质量监督等单位名称1、建设单位:舟山金海湾船业有限公司2、设计单位:中船第九设计研究院3、勘察单位:上海海洋地质勘察设计有限公司4、监理单位:中交二航院工程咨询监理有限公司5、施工单位:宁波交通工程建设集团有限公司6、质监单位:浙江省交通厅工程质量监督局三、建设依据3.1舟山市发展和改革委员会文件;舟发改投资(2006)158号;关于仙草潭大型修造船基地暨二期项目核准的批复。
3.2舟山市发展和改革委员会文件;舟发改投资(2006)190号;关于同意调整岱山仙草潭大型修造船基地项目建设规模的批复。
国内海洋捕捞渔船标准化船型主要技术参数及要求

国内海洋捕捞渔船标准化船型主要技术参数及要求(征求意见稿)船长12m及以上国内海洋捕捞渔船标准化船型主要技术参数表1、拖网渔船(含单拖和拖虾)序号船型总长Loa(m)船长L(m)型宽B(m)型深D(m)主机功率系数λ备注1ZJ8101型37m钢质拖网渔船37.0031.25~32.555.602.90≥0.403.102ZJ8102型38m钢质拖网渔船38.0032.05~32.955.803.00≥0.403.203ZJ8103型41m钢质拖网渔船41.0034.65~35.956.003.10≥0.403.304ZJ8104型42m钢质拖网渔船42.0036.05~36.956.203.20≥0.403.455ZJ8105型44m钢质拖网渔44.0037.15~38.356.403.40≥0.403.65船 6ZJ8106型45m 钢质拖网渔船 45.0038.00~39.556.603.50≥0.403.75 7ZJ8107型46m 钢质拖网渔船 46.00 38.85~39.956.803.55≥0.403.85 8ZJ8108型48m 钢质拖网渔船 48.00 40.30~41.957.003.60≥0.404.009ZJ8109型36m 钢质拖网渔船 36.00 30.40~31.655.80 2.90 ≥0.40 地区型地区型10ZJ8110型37m 钢质拖网渔船 37.00 31.25~32.556.00 3.00 ≥0.40 地区型地区型11ZJ8111型39m 钢质拖网渔船 39.00 33.05~34.306.202.95≥0.40 地区型地区型3.20 12ZJ8112型40m 钢质拖网渔船 40.0033.75~35.156.403.10≥0.40 地区型地区型 3.303.301313 ZJ8113型42m 钢质拖网渔船42.0042.0036.0536.05~~36.9536.956.606.60 3.503.50 ≥0.400.40 地区型地区型2、张网渔船序号船型船型总长总长Loa(m)船长船长L(m) 型宽型宽B(m) 型深型深D(m)主机功率系数λ 备注备注1ZJ8801型16m 钢质张网渔船钢质张网渔船 16.0013.50~14.052.801.20≥0.321.40 3.401.201.40 3.60 1.40 2ZJ8802型18m 钢质张网渔船钢质张网渔船 18.00 15.20~15.85 3.00 1.60≥0.323.60 3.80 3ZJ8803型20m 钢质张网渔船钢质张网渔船20.00 16.90~17.60 4.00 1.60 ≥0.320.324ZJ8804型24m 钢质张网渔船钢质张网渔船 24.00 20.25~21.10 4.50 1.80 ≥0.320.322.00 5.20 2.30 5 ZJ8805型27m 钢质张网渔船钢质张网渔船 27.00 22.80~23.754.80 2.40 ≥0.320.325.40 2.50 6ZJ8806型31m钢质张网渔船钢质张网渔船 31.00 25.90~26.95 5.502.60≥0.300.307ZJ8807型36m 钢质张网渔船钢质张网渔船 36.00 30.40~31.65 6.20 3.00 ≥0.300.308ZJ8808型44m 钢质张网渔船钢质张网渔船44.0037.15~38.356.40 3.30 ≥0.300.303、围网渔船序号船型船型总长总长Loa(m) 船长船长L(m) 型宽型宽B(m) 型深型深D(m) 主机功率系数λ 备注备注1 ZJ8201型45m 钢质围网渔船钢质围网渔船45.00 38.00~39.55 6.60 3.40 ≥0.30 2ZJ8202型46m46.0038.85~39.956.803.60≥0.30钢质围网渔船钢质围网渔船 3ZJ8203型46m 钢质围网渔船钢质围网渔船46.0040.05~41.757.603.80≥0.30双船围网4、刺网渔船序号船型船型总长总长Loa(m) 船长船长L(m) 型宽型宽B(m) 型深型深 D(m) 主机功率系数λ备注备注1ZJ8401型16m 玻璃钢刺网渔船16.0014.76 3.00 0.95≥0.32 玻璃钢玻璃钢2 ZJ8402型16m 钢质刺网渔船钢质刺网渔船16.0013.50~14.05 3.001.30 ≥0.323.20 3.60 1.40 3.80 1.60 3ZJ8403型18m 钢质刺网渔船钢质刺网渔船 18.0015.20~15.85 2.80 1.60 ≥0.323.00 3.80 1.80 4ZJ8404型23m 钢质刺网渔船钢质刺网渔船 23.00 19.20~19.95 3.80 1.85 ≥0.324.202.00 2.20 5 ZJ8405型25m 钢质刺网渔船钢质刺网渔船 25.00 21.15~21.95 4.00 2.00 ≥0.32 6 ZJ8406型26m 钢质刺网渔船钢质刺网渔船 26.0021.95~22.904.30 2.20 ≥0.324.502.407 ZJ8407型27m 钢质刺网渔船钢质刺网渔船 27.0022.80~23.75 4.80 2.40 ≥0.322.60 5.00 2.60 8ZJ8408型33m 钢质刺网渔船钢质刺网渔船33.0027.85~29.05 5.40 2.80 ≥0.30 9 ZJ8409型37m 37.0031.25~5.802.80≥0.30钢质刺网渔船钢质刺网渔船 32.55 3.00 10ZJ8410型44m 钢质刺网渔船钢质刺网渔船 44.0037.15~38.35 6.40 3.40 ≥0.306.60 11 ZJ8411型45m 钢质刺网渔船钢质刺网渔船45.00 38.00~39.55 6.60 3.40 ≥0.30 6.80 3.50 12ZJ8412型46m 钢质刺网渔船钢质刺网渔船 46.00 38.85~39.95 6.803.60≥0.3013ZJ8413型48m 钢质刺网渔船钢质刺网渔船 48.00 40.30~41.95 7.00 3.70 ≥0.3014ZJ8414型49m 钢质刺网渔船钢质刺网渔船49.00 41.50~43.20 7.20 3.80≥0.3015 ZJ8415型32m 钢质刺网渔船钢质刺网渔船32.0027.05~28.15 5.20 2.60 ≥0.30 地区型地区型5.40 5.70 16ZJ8416型37m 钢质刺网渔船钢质刺网渔船 37.0031.25~32.55 6.003.00 ≥0.30 地区型地区型17ZJ8417型39m 钢质刺网渔船钢质刺网渔船 39.00 33.05~34.30 6.20 3.10 ≥0.30 地区型地区型18ZJ8418型40m 钢质刺网渔船钢质刺网渔船40.00 33.60~34.956.40 3.20 ≥0.30 地区型地区型5、钓渔船序号船型船型 总长总长Loa(m) 船长船长 L(m) 型宽型宽B(m) 型深型深 D(m) 主机功率系数λ 备注备注1 ZJ8351型15m 钢质钓渔船钢质钓渔船 15.0012.65~13.203.001.40≥0.322 ZJ8352型24m 钢质钓渔船钢质钓渔船 24.0020.25~21.104.20 2.20 ≥0.323ZJ8353型27.0022.80~4.802.50≥0.3227m 钢质钓渔船钢质钓渔船 23.754ZJ8354型32m 钢质钓渔船钢质钓渔船 32.0026.20~27.25 5.502.60≥0.30 延绳钓延绳钓2.905 ZJ8355型34m 钢质钓渔船钢质钓渔船 34.00 28.70~29.906.00 2.90 ≥0.30 延绳钓延绳钓6ZJ8356型35m 钢质钓渔船钢质钓渔船 35.0030.05~31.25 6.20 3.00 ≥0.30 延绳钓延绳钓7ZJ8357型36m 钢质钓渔船36.00 30.35~31.706.40 3.20 ≥0.30 子母钓子母钓6、杂渔具渔船序号船型船型 总长总长 Loa(m)船长船长 L(m) 型宽型宽B(m) 型深型深 D(m) 主机功率系数λ 备注备注1ZJ8515型17m 钢质杂渔具渔船渔船 17.0014.35~14.953.10 1.10 ≥0.322ZJ8516型44m 钢质杂渔具渔船渔船 44.00 37.15~38.356.40 3.40 ≥0.30灯光敷网、罩网罩网3ZJ8517型45m 钢质杂渔具渔船渔船 45.00 38.00~39.556.60 3.50 ≥0.30灯光敷网、罩网罩网4ZJ8518型46m 钢质杂渔具渔船渔船46.00 38.85~39.956.80 3.70 ≥0.30灯光敷网、罩网罩网船长12m 及以上国内海洋捕捞渔船标准化船型主要技术要求 一、船型主尺度及主机功率要求船型主尺度及主机功率须满足《浙江省国内海洋捕捞渔船主要技术参数表》(浙渔检〔术参数表》(浙渔检〔201620162016〕〕12号)的要求。
岱山县海洋功能区划
岱山县海洋功能区划2009-02-23 浏览次数:1240第一章总则第一条区划目的海洋功能区划的目的是为海洋资源的合理开发利用和科学管理与保护、为海洋开发战略和管理法规的制定、以及海洋行业规划和各专项功能区划的编制等提供科学依据。
该区划对加强海洋开发活动的宏观指导、协调和有序发展,实现海洋资源科学开发的整体效益和可持续利用,促进本县海洋经济的全面、稳定、协调发展具有重要意义。
第二条区划依据(1)《中华人民共和国海域使用管理法》(2001年);(2) 《中华人民共和国海洋环境保护法》(1999年);(3) 《中华人民共和国渔业法》(2000年);(4) 《中华人民共和国海上交通安全法》(1983年);(5) 《海洋功能区划技术导则(修订)》(2005年);(6) 《关于加快海洋功能区划编制、审批和实施工作的通知》(国海管字[2002]84号);(7) 《浙江省海域使用管理办法》(1998年);(8) 《浙江省海洋环境保护条例》(2004年);(9) 《浙江省海洋功能区划(修编)》(2005年);(10) “关于开展市、县级海洋功能区划修编工作的通知”浙海区〔2004〕5号;(11)《舟山市海洋功能区划(修编)》(2006年);(12)《市、县级大比例尺海洋功能区划成果要求》(国家海洋局,2002年);(13) 岱山县2005年国民经济和社会发展统计公报;(14) 舟山市岱山县国民经济和社会发展第十一个五年规划等。
第三条区划目标本次海洋功能区划修编的时限到2010年,区划具体目标是:前几年基本满足岱山县社会、经济发展的用海需求,促进海洋功能区划制度的严格实施,逐步调整不符合海洋功能区划的用海项目,到2010年实现海域开发利用符合海洋功能区划,海域生态环境质量逐步得到改善,基本控制住近岸海域环境质量恶化的趋势,促进岱山海洋经济持续、稳步、协调发展。
第四条区划原则海洋功能区划编制应当遵循以下原则:(1) 以自然属性为主,兼顾社会属性;(2) 坚持促进经济社会发展与资源环境保护并重,统筹考虑人与自然的和谐,做到可持续利用;(3) 坚持资源效益、经济效益、社会效益和生态效益的统筹兼顾,突出重点;(4) 海陆联动,以海为主;(5) 前瞻性的原则;(6) 备择性窄优先原则;(7) 保障海上交通安全;(8) 保障国防安全,保证军事用海需要。
船舶概况根据委托方所提供的船舶证书和相关资料摘录
船舶概况根据委托方所提供的船舶证书和相关资料摘录船舶概况(根据委托方所提供的船舶证书和相关资料摘录):船名:浙苍渔冷00888;渔船编码:3303272013090021;船舶所有权登记证书编号:(浙苍)船登(权)(2013)FZ-200002号;国籍(登记)证书编号:(浙苍)船登(籍)(2013)FZ-200002号;捕捞辅助船许可证编号:(浙温)船捕(2013)FZ-200005号;船舶呼号/识别码:412432925;船舶种类:捕捞辅助船;生产方式:冷藏加工船;船籍港:苍南;船舶检验机构:中华人民共和国渔业船舶检验局(宁波);检验登记号:330300013725检验证书编号:3302000130775;船舶设计单位:浙江欣海船舶设计研究院;总长:65.60m ;船长:59.96m;船宽:15.00m;型深:5.00m;设计吃水:4.00m;设计排水量:2653.00吨;载重量:约1240.50吨;设计航速:11.0Kn;船体材质:钢质;总吨位:2588.00 净吨位:776.00货舱数:1只;冷藏货舱舱容:488.47m³;航行与作业区域:近海航区;安放龙骨日期:2013年03月20日;建造完工日期:2013年09月26日;建造地/船厂:宁波/宁波大江船业有限公司;主机:数量:1台主机型号:CW6250ZLC-1 额定功率:1103.00KW额定转速:750r/min 制造厂:潍柴重机股份有限公司重庆分公司;发电机总容量:1300KW;登记的船舶所有人:浙江宏利水产有限公司;取得所有权日期:2013年10月14日;所有人地址:苍南县工业园区园区七路以东;船舶共有情况:非共有。
船舶主要证书、文书及图纸资料情况本次勘船过程中,勘验评估人员对“浙苍渔冷00888”船的船舶主要证书、必备文书及图纸资料(包括航海图书资料)情况进行了核查。
1、船舶主要证书情况(根据委托人提供的证书摘录):勘船时,在该船船上不能提供船舶上述主要证书的原件,从委托人所提供的船舶证书和资料中反映:该船证书基本齐全,法定证书和所有船检证书均在有效期内,为适航船舶。
船舶进出港签证指南
岱山海事处国内航行船舶进出港签证指南1、编制目的和依据....................................................................................... 错误!未定义书签。
2、定义 (1)3、国内航行船舶进出港签证工作流程 (1)4、国内航行船舶定期签证工作流程 (4)5、高速客船签证要点 (4)6、滚装客船签证要点 (5)7、普通客船签证要点 (7)8、散装化学品/油船签证要点 (8)9、工程船签证要点 (10)10、装载散固船舶签证要点 (10)11、港建费征收注意事项 (10)12、船舶港务费征收注意事项 (11)13、船员任解职操作 (11)附件1船舶签证流程图 (12)附件2老旧运输船舶管理规定 (13)附件3国内航行船舶证书检查要点 (13)附件4 近几年新生效法规相关证书或设备要求 (15)附件5《中华人民共和国船舶油污损害民事责任保险实施办法》相关规定错误!未定义书签。
附件6 船员证书检查要点............................................................................ 错误!未定义书签。
附件7 国内航行单壳油轮淘汰时间表. (24)1、编制目的和依据为了规范国内航行船舶进出港签证许可,加强船舶监督管理,针对最近几年有较多的新的法律法规生效,让新进人员更好更快适岗,以及让各签证人员更好的提高签证效率,践行“服务型海事”,服务行政相对人,根据《中华人民共和国海上交通安全法》、《中华人民共和国签证管理规则》、《老旧运输船舶管理规定》、《中华人民共和国行政许可法》、《中华人民共和国行政许可条件规定》、《中华人民共和国船舶安全检查规则》、《中华人民共和国港口法》等相关法律、法规和规章,制定本签证指南。
2、定义船舶签证:海事管理机构根据船舶或者其经营人的申请,经依法审查,对符合船舶签证条件的,准予其航行的行政许可行为。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
货舱底板负荷
25/1,3,5;20/2,4吨/平方米
舱盖收起或落下时的保险器位置
各舱盖尾端
舱盖面负荷
6.4/1;3.61/2,4,5;8.1/3吨/平方米
船底防腐方式
货舱火警形式
烟雾探测
船底防腐形式
ICCP SYSTEM
货舱灭火手段
CO2
电流保护装置型号
CO2站瓶数
183
中心站位置
13021 M3
舱号
NO. 3 HOLD
压水舱内壁涂料规格
Jotacote nuiversal
压水量
14553 M3
货舱情况PARTICULARS OF HOLDS TWEENDECKS HATCHES
货舱
大舱内尺寸M
货舱容积M3
是否有立柱、平台、护肋板、加强肋、直梯、澳大利亚步梯
长
宽
高
散装
包装
一
舱
20-22
26.5
NO. 2
145—183
2094
DO SET TK
18-20
26.5
NO. 3
109-145
2002
NO.4
71-109
2078
轻燃油舱总容积
145.8 M3
NO.5
35--71
1996
加装轻油时允许最大速率
80M3/ h
NO
可用于压水的货舱舱号及最大压水量(立方米)
双层底压水舱总容积
试航航速
14.2
续航能力(海里)
18000 E
最大航速
14.2
空船GM值(米)
25.318
现状航速
14.2
船舶自重(吨)
10735.16
油料种类规格
证书核定人数
27人
在编人数
25人
重燃油
IFO380CST
船舶标志
轻柴油
MGO
烟囱颜色
黄色
驾驶台外壁
白色
主机机油
ATLANTA MARINED3005
71-109
410.6
NO. 3
4--10
31.82
NO.2 F.O.T.(P)
35-71
388.6
NO. 4
NO.2F.O.T.(S)
35-71
388.6
淡水舱总容积
465.4
NO.3F.O.T.(P)
18-32
200.5
加淡水时最大速率
50
No.3.F.O.T(S)
18-32
341.3
淡水舱内壁涂料规格
主甲板船尾左侧
船壳防腐铝板规格╳数量
Zn-Al-Cd 7.8KG *8
CO2总重量
8235KG
CO2间通风
机械
船壳防腐铝板规格╳数量
CO2施放方式
遥控/手动
海水管路防腐装置形式
货舱通风形式
自然通风
油漆规格
货舱通风风量
保养漆厂商
JOTUN
油漆规格
保养漆牌号
JOTUN
底漆牌号(编号)
JOTUN
船壳漆牌号
重燃油舱总容积
2284M3
压水舱内壁涂料规格
Jotacote nuiversal
加装重油时允许最大速率
200M3/ h
双层底压载水舱
轻燃油舱
舱号
肋位
舱容(立方米)
舱号
肋位
容积(立方米)
首尖舱
217—236
2018
尾尖舱
-5--13
1117
DOT
14-18
92.8
NO. 1
183—217
1716
DO SER TK
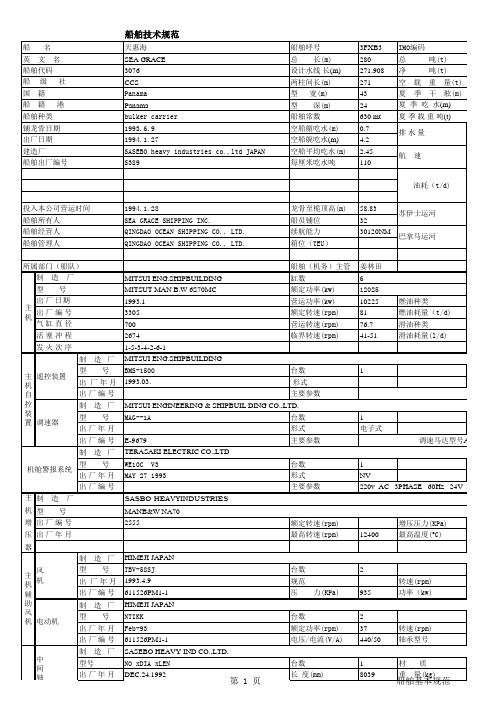
岱山海轮船舶概况简介
2010年1月5日0958时岱山海轮驶离中远舟山船务赴印度尼西亚执行首次营运任务HAN HAI
总吨
32983
国籍
PANAMA
净吨
19191
船舶呼号
3FDE6
电话
764946988
载重吨(吨)
电传
437191110
传真
764946990
热带
58518.8
IMO编号
9456446
夏季
56945.9
船籍港
PANAMA
冬季
55374.8
船级
排水量(吨)
船级社
NK
登记号
100337
空载
29270.45
船级证书
NK NS(CSR,BC-A,BC-X II,GRAB
(20)(ESP)MNS (MO)
满载
67681.1
空载吃水(米)
轮机证书
NIL
船艏
5.18
船舶种类
17.2
14626.21
14553.08
有直梯,澳大利亚步梯
舱口围尺寸
21.9
18.8
2
舱口围至舷边距离6.8米
Tankguard412
NO1日用柜
27-29
26.5.
高边柜压水舱
NO2日用柜
25-27
26.5
舱号
肋位
容积(立方米)
NO1沉淀柜
29-32
39.7
1
183--217
962
NO2沉淀柜
23-25
26.5
2
145—183
1202
溢流柜
31-35
24.6
3
109--145
1140
高边柜压载水总容积
3304M3
BULK CARRIER
船尾
6.88
船型
船舯
6.034
尾部驾驶的大宗干散货物运输船(大灵变型)
平均
6.034
机舱位置
船尾部
单位吃水吨(吨/厘米)
舵型
425-80/2,电动液舵机
空载
淡水/ 51.9海水/ 53.2
建造资料
满载
淡水/57.36海水/ 58.8
铺龙骨时间
2008-10-21
干舷(米)
出厂时间
0吨/天
救生筏
装卸作业用轻油
0吨/天
左舷只数
2
承载人数
32人
航行期间用淡水
吨/天
右舷只数
2
承载人数
32人
仓盖及开关方式
船艏只数
1
承载人数
6人
仓盖形式
折叠方式
电动液压
船体有关技术资料参数
开关全部舱盖所需时间
开/关30分钟
主甲板负荷
吨/平方米
舱盖最大自重
37吨/单件
二层甲板负荷
吨/平方米
开关舱盖的操作位置
底舱
8.4/20.4
24.4/14
17.2
13075.24
13009.86
有直梯,澳大利亚步梯
舱口围尺寸
19.4
18.8
2
舱口围至舷边距离6.8米
二
舱
底舱
24.4
29.6
17.2
15410.3
15333.25
有直梯,澳大利亚步梯
舱口围尺寸
21.9
18.8
2
舱口围至舷边距离6.8米
三
舱
底舱
24.4
26.2
JOTUN
防污漆(编号)
SEAQUANTUM
水线下油漆厂商
JOTUN
水线间水波油漆
SEAFORCE60 DARK RED
淡水舱
重燃油舱
舱柜号
肋位
容积(立方米)
舱柜号
肋位
容积(立方米)
NO. 1
2--10
232.72
NO.1 F.O.T.(P)
71-109
410.6
NO. 2
2--10
200.87
NO.1 F.O.T.( S).
烟囱马刻
蓝色
大桅颜色
黄色
汽缸油
TALUSIA HR70
船壳颜色
黑色
起货机外部
黄色
副机机油
AURELIA XL4040
救生艇
油水日耗量
形式
FREE FALL
艇壳材质
玻璃钢
最大航速耗重油
39吨/天
尾部
降落式
机动
玻璃钢
经济航速耗重油
37.8吨/天
航行期间用轻油
0.05吨/天
救助艇是
吊落
玻璃钢
停泊期间用轻油
2010-01-05
热带
4.957
建造编号
ZS07004
夏季
5.224
建造地点、厂名
中远舟山船务
冬季
5.491
总长(米)
189.99
吃水(米)
两柱间长(米)
185
热带
13.067
型深(米)
18
夏季
12.08
最大高度(米)
46
冬季
12.533
最大高度如能调低后的高度(米)
航速(节)
最大宽度(米)
32.26