焊接螺母底孔
焊接螺母底孔
焊接螺母底孔引言焊接是一种常见的金属连接方法,在各个领域都有广泛的应用。
在焊接过程中,螺母底孔是一种常见的焊接结构。
本文将介绍焊接螺母底孔的概念、工艺流程以及应用范围,以期为读者提供有关焊接螺母底孔的全面了解。
一、焊接螺母底孔的概念焊接螺母底孔是指在金属零件上预先开设一个孔洞,用于安装螺母。
螺母底孔通常用于焊接螺纹连接。
螺母底孔的设计和焊接质量直接影响到连接的可靠性和使用寿命。
二、焊接螺母底孔的工艺流程焊接螺母底孔的工艺流程包括以下几个步骤:1. 设计和确定焊接螺母底孔的位置和大小:根据设计需求和材料特性,确定螺母底孔的位置和大小。
通常,螺母底孔的位置应考虑到后续操作的便捷性,并确保与周围结构的稳固连接。
2. 制作螺母底孔:使用合适的工具设备,按照设计要求在金属零件上制作螺母底孔。
制作螺母底孔的方法有多种,如:打孔、钻孔、铣孔等。
在制作螺母底孔时,应注意保持孔洞的圆整和平整度。
3. 清洁和处理螺母底孔:在焊接之前,需要对螺母底孔进行清洁和处理,以去除表面的污垢和氧化物。
常用的清洁方法有机械清洗、化学清洗等。
处理螺母底孔的方法有热处理、表面处理等,以增强焊接接头的强度和耐腐蚀性。
4. 焊接螺母底孔:根据焊接材料和工艺要求,在螺母底孔中填充适当的焊接材料,并进行焊接操作。
在焊接过程中,应注意控制焊接温度、时间和焊接角度,以确保焊接接头的质量和可靠性。
5. 检验和修整焊接螺母底孔:焊接完成后,对焊接螺母底孔进行检验和修整。
通过检验,可以确保焊接接头的质量符合要求。
如果发现焊接缺陷或不符合要求,需要进行修整和重新焊接,以保证焊接质量。
三、焊接螺母底孔的应用范围焊接螺母底孔具有广泛的应用范围,特别是在金属结构和机械装配中常见。
以下是焊接螺母底孔的几个典型应用场景:1. 结构焊接:在金属结构中,螺母底孔常用于固定和连接不同零部件。
例如,钢结构中的焊接螺母底孔可以用于连接梁、柱和板材等结构零部件,以增强整体的稳定性和承载能力。
焊接螺母规格

焊接螺母规格螺母是一种常见的紧固件,具有内部螺纹的圆柱形金属零件。
它通常与螺栓一起使用,用于连接和固定物体。
在焊接过程中,螺母也扮演着重要的角色。
本文将探讨焊接螺母的规格以及其相关问题。
一、焊接螺母的材料焊接螺母通常由碳钢、不锈钢或铜等材料制成。
不同材料的螺母具有不同的性能和用途。
碳钢螺母具有良好的强度和耐磨性,适用于大多数一般应用。
不锈钢螺母具有耐腐蚀性能,适用于在潮湿或腐蚀环境中使用。
铜螺母具有良好的导电性和导热性,适用于电气连接等特殊应用。
二、焊接螺母的尺寸焊接螺母的尺寸通常按照螺纹直径、螺距和高度来确定。
螺纹直径是螺母内部螺纹的直径,通常以毫米为单位。
螺距是螺母内部螺纹的螺旋间距,通常以毫米为单位。
高度是螺母的整体高度,通常以毫米为单位。
根据不同的标准和要求,焊接螺母的尺寸可能会有所不同。
三、焊接螺母的类型焊接螺母的类型主要包括标准型、阻尼型和自锁型。
标准型螺母是最常见的类型,适用于一般的连接和固定。
阻尼型螺母具有附加的阻尼垫圈,可提供额外的阻尼和减震效果。
自锁型螺母具有特殊的设计,可以自动锁紧并防止螺母松动。
四、焊接螺母的应用焊接螺母广泛应用于各种领域和行业。
它们常见于建筑、机械、汽车、电子等领域。
焊接螺母可以用于连接和固定钢结构、设备、零部件等。
在焊接过程中,螺母的规格和性能对焊接质量和连接强度起着重要的影响。
五、焊接螺母的注意事项焊接螺母在使用前需要进行表面处理,以去除油脂和杂质,确保焊接效果。
在焊接过程中,需要控制焊接温度和时间,避免过热或过焊,以免影响螺母的性能。
焊接螺母的焊接位置和数量也需要合理安排,以确保焊接质量和连接强度。
六、焊接螺母的质量控制焊接螺母的质量控制包括材料质量、尺寸精度和焊接质量等方面。
材料质量需要符合相关标准和要求,确保螺母的性能和使用寿命。
尺寸精度需要通过检测和测量来保证,以确保螺母与螺栓的匹配和连接质量。
焊接质量需要通过焊接工艺和焊接操作来控制,以确保焊接质量和连接强度。
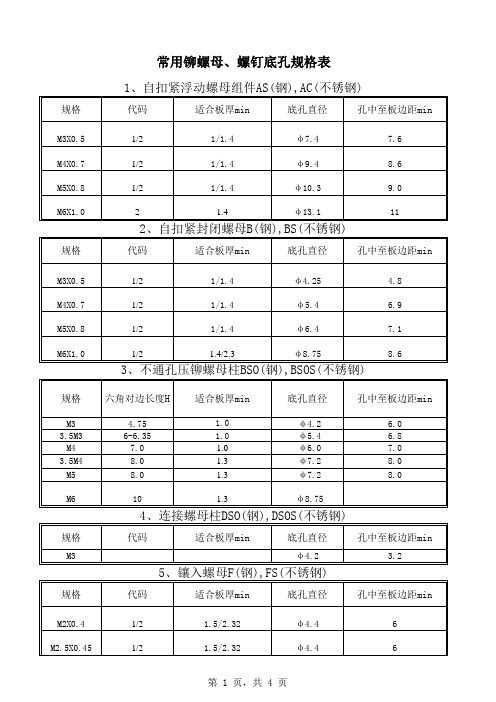
常用紧固底孔标准

—
—
—
— 参考PEM标准
—
Φ4.8
—
Φ6.8 Φ6.8 Φ8.2
—
—
—
—
参考索斯科标 准
—
—
—
Φ5.4 Φ6.4 (定制) (定制)
Φ8.0
Φ11.0 Φ14.0 Φ18.0 (定制) (定制) (定制)
—
参考国标 GB13681
—
Φ4.0
—
Φ5.0
Φ6.0
Φ7.0
Φ9.0 Φ12.0 Φ14.0 Φ18.0
参考国标 GB6170
12 攻牙
13
抽孔攻牙(翻 边攻丝)
公制粗牙 公制粗牙
Φ1.7 Φ2.1 Φ2.5
—
Φ3.3 Φ4.2 Φ5.0 Φ6.8 Φ8.5 Φ10.2 Φ13.6 适用铝板、钢
板,不锈钢需加
Φ1.0 Φ1.0 Φ1.5
—
Φ2.0 Φ2.0 Φ2.5 Φ4.5
—
—
—
大0.1-0.2mm
M16 —
备注 参考PEM标准
2 防水螺母
B、BS、B4
Φ4.25 Φ4.25 Φ4.25 —
Φ5.4 Φ6.4 Φ8.8 Φ10.5 Φ14.0 —
3
压铆螺柱
BSO、BSO4、SO、 SO4、BSOS、SOS
—
—
Φ4.25
Φ5.4
Φ6.0 (定制)
Φ7.2
Φ8.8
—
—
—
4
压铆螺钉 (圆头)
FH、FHS、FH4
序 号
类别
1 压铆螺母
适用型号 S、CLS、SP
深圳日海通迅技术股份有限公司
焊接螺母标准

焊接螺母标准焊接螺母是一种特殊的螺纹连接件,通常用于需要固定在金属表面上的设备或构件。
在工程和制造领域,焊接螺母的使用非常广泛,因此对其标准和规范有着严格的要求。
本文将介绍焊接螺母的标准,包括其材料、尺寸、焊接工艺等方面的要求,以便读者在实际应用中能够正确选择和使用焊接螺母。
材料标准。
焊接螺母的材料通常为碳钢、合金钢或不锈钢。
根据使用环境和要求的强度等级,选择合适的材料非常重要。
标准规定了焊接螺母的材料化学成分、力学性能和硬度等要求,以确保其在使用过程中能够满足相应的强度和耐腐蚀性能。
尺寸标准。
焊接螺母的尺寸包括螺纹直径、螺距、高度等参数。
这些尺寸的标准化可以确保焊接螺母与其他螺纹零件的互换性,从而方便使用和维护。
此外,标准还规定了焊接螺母的螺纹加工和检测要求,以保证其与其他螺纹零件的匹配性和密封性。
焊接工艺标准。
焊接螺母的焊接工艺对其使用性能有着重要影响。
焊接工艺标准包括焊接方法、焊接设备、焊接工艺参数等要求。
例如,对于不锈钢焊接螺母,通常要求采用氩弧焊或等离子焊等非氧化焊接方法,以避免焊接接头产生氧化皮和气孔,影响焊接质量。
质量控制标准。
焊接螺母的质量控制标准包括外观质量、尺寸精度、力学性能等方面的要求。
焊接螺母在生产过程中需要进行外观检查、尺寸检测和力学性能测试等多项质量控制工作,以确保其质量稳定可靠。
标准符号和标识。
焊接螺母的标准符号和标识是确保其正确使用的重要依据。
标准符号通常包括焊接螺母的型号、材料、强度等级等信息,而标识则包括标准代号、生产厂家、生产批号等信息。
这些符号和标识的使用可以帮助用户正确选择和识别焊接螺母,避免因规格不符或质量问题而导致的安全事故和设备损坏。
总结。
焊接螺母作为一种特殊的螺纹连接件,在工程和制造领域有着重要的应用价值。
通过严格的标准化和规范化,可以确保焊接螺母具有稳定可靠的质量和性能,从而满足不同工程和设备的使用需求。
因此,在选择和使用焊接螺母时,务必要严格按照相关标准要求进行,以确保其安全可靠地运行。
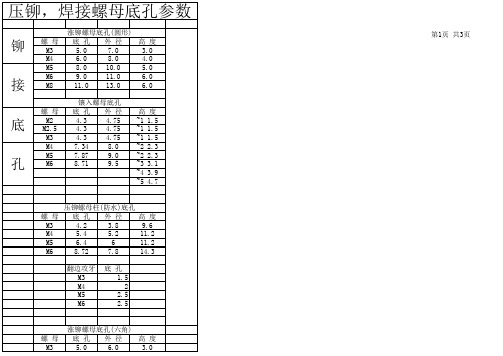
压铆,焊接螺母底孔参数表
底 孔 4.3 4.8 5.4 6.0 7.5 8.8
外 径
高 度
第3页 共3页
国标焊接螺母底孔(六角,碰焊) 螺 母 底 孔 外 径 高 度 M6 8.0 12.3 4.2 M8 10.6 15.8 5.8 M10 12.5 19.2 6.8 M12 14.8 21.7 8.5 M14 16.8 M4 6 M16 18.8 M5 7 自加工焊接螺母底孔(六角,氩焊) 螺 母 底 孔 外 径 高 度 M6 8.0 M8 11.0 M10 13.0 M12 15.0
压铆螺母底孔 底 孔 外 径 4.2 6.35 4.2 6.35 4.2 6.35 4.73 7.0 5.4 8.0 6.4 9.0 8.7 11.0 10.5 12.7 14.0 17.0 螺母柱 螺 母 底 孔 M3 5.4 M4 6.0 M5 7.2 M6 8.7 直接攻牙 M2 M2.5 M3 M4 M5 底 孔 1.5 2 2.5 3.3 4.2
高 度 1.5 1.5 1.5 1.5 2.0 2.0 4.08 5.47 7.48
松不脱螺钉(PF31,32) 螺 母 底 孔 外 径 总 高 M3*0.5 5.5 10.31 15.11 M4*0.7 6.4 11.89 15.24 M5*0.8 8.0 13.46 15.37 M6*1.0 9.5 15.88 17.15
高 度 9.6 11.2 11.2 14.3
螺 母 M3
涨铆螺母底孔(六角) 底 孔 外 径 高 度 5.0 6.0 3.0
M4 M5 M6 M8
6.0 8.0 9.0 11.0
7.0 9.0 10.0 12.7
4.0 5.0 6.0 6.0
第2页 共3页
螺 母 M2 M2.5 M3 M3.5 M4 M5 M6 M8 M10
常用压铆五金件及底孔表

序号名称规格底孔适用板厚名称规格底孔适用板厚1S-M3-0φ4.20.8-1.0S-M6-0φ8.75 1.2以上2S-M3-1φ4.2 1.0-1.2S-M6-1φ8.75 1.5/2.0以上3S-M3-2φ4.2 1.4以上S-M6-2φ8.75 2.3以上4S-M4-0φ5.40.8-1.0S-M8-1φ10.5 1.5/2.0以上5S-M4-1φ5.4 1.0-1.2S-M8-2φ10.5 2.3以上6S-M4-2φ5.4 1.4以上S-M10-1φ14 2.3以上7S-M5-0φ6.40.8-1.0S-M10-2φ14 3.2以上8S-M5-1φ6.40.8-1.09S-M5-2φ6.4 1.4以上序号名称规格底孔适用板厚名称规格底孔适用板厚1Z-M3-1.2φ5.0 1.2以上Z-M5-2φ8.02以上2Z-M3-1.5φ5.0 1.5以上Z-M5-3φ8.03以上3Z-M3-2φ5.02以上Z-M6-2φ9.02以上4Z-M4-1.2φ6.0 1.2以上Z-M6-3φ9.03以上5Z-M4-1.5φ6.0 1.5以上Z-M8-2φ11.02以上6Z-M4-2φ6.02以上Z-M8-3φ11.03以上序号名称规格底孔1FH-M3-H φ3.02FH-M4-H φ4.03FH-M5-H φ5.04FH-M6-H φ6.05FH-M8-H φ8.0序号名称规格底孔适用板厚名称规格底孔适用板厚1BSO-M3-H Φ4.2 1.0以上SO-M3-H Φ4.21.0以上2BSO-3.5M3-H φ5.41.0以上SO-3.5M3-H φ5.41.0以上3BSO-M4-H φ6.01.0以上SO-M4-Hφ6.01.0以上4BSO-M4-H φ7.21.0以上SOO-3.5M4-Hφ7.2 1.3以上5BSO-M5-H φ7.2 1.3以上SOO-M5-H φ7.2 1.3以上6BSO-M6-H φ8.8 1.3以上SOO-M6-Hφ8.8 1.3以上常用压铆五金件及底孔表深圳市联赢激光设备有限公司3:H 为螺钉的高度(包括螺钉头的高度)4.压铆螺母柱及底孔一览表1.压铆螺母及底孔一览表备注:1规格中S 表示压铆螺母材质为碳钢,当标注为CLS 时则为不锈钢 2:适用板厚表示最小板材厚度,压铆螺母(S/CLS)备注: 1:规格中FH 表示压铆螺钉材质为碳钢,当标注为FHS 时则为不锈钢涨铆螺母(Z/ZS/ZRN/ZHN)压铆螺母(S/CLS)备注:1规格中Z 表示涨铆螺母材质为碳钢,当标注为ZS 时则为不锈钢2.涨铆螺母及底孔一览表3.工程师在绘制工程图纸时通常会标注压铆M4X12的螺柱,按要求应该是标注压铆螺母柱(BSO-M4-12-ZC),表示为涨铆螺母(Z/ZS/ZRN/ZHN) 2:规格ZRN 为圆形涨铆螺母,ZHN 为六角形涨铆螺母5.五金件在压铆时,先打合适的底孔(具体大小见上述表单),再压铆。
焊接螺母尺寸
焊接螺母尺寸焊接螺母是用于焊接结构连接的一种特殊型号螺母。
相比普通螺母,焊接螺母具有更大的连接面积和更高的强度,能够有效地固定焊接结构。
焊接螺母的尺寸是根据焊接结构的要求来确定的。
常见的焊接螺母尺寸有M6、M8、M10等。
其中,M是指螺纹的直径,后面的数字表示螺纹的螺距。
焊接螺母的尺寸还包括螺纹长度、螺纹直径、焊接面直径等。
焊接螺母的螺纹长度通常为整个螺母的长度,用于与焊接结构进行连接。
螺纹直径是螺纹的最大直径,用于与焊接结构进行焊接。
焊接面直径是焊接螺母底部的直径,决定了焊接螺母的焊接面积。
焊接螺母的尺寸设计需要考虑到焊接结构的应力分布和载荷要求。
一般来说,焊接螺母的尺寸要求焊接面直径大于螺纹直径,以确保焊接的牢固性。
同时,焊接螺母的尺寸还要满足焊接结构的设计要求,如焊接板的厚度、焊缝的宽度等。
焊接螺母的尺寸选择还要考虑到使用环境和工作条件。
例如,在高温或振动条件下,需要选择更大尺寸的焊接螺母,以提高连接的稳定性和可靠性。
另外,焊接螺母的材料也是影响尺寸选择的重要因素,不同材料的焊接螺母具有不同的耐高温、耐腐蚀性能。
在选择焊接螺母尺寸时,还需要考虑到拧紧力的大小。
拧紧力是焊接螺母与焊接结构之间产生的压力,其大小直接影响连接的稳固度。
通常情况下,焊接螺母的拧紧力应适中,既要保证连接的紧固度,又要避免过度拧紧造成结构损坏。
总之,焊接螺母的尺寸选择是根据焊接结构的要求和使用环境来确定的。
合理选择焊接螺母的尺寸可以保证连接的牢固性和稳定性,提高焊接结构的安全性和可靠性。
在实际应用中,需要根据具体情况进行选择,并确保符合相关标准和规范的要求。
压铆螺件底孔尺寸表

4.3
M3×0.5
F(S)-M3-A
4.3
M4×0.7
F(S)-M4-A
7.4
M5×0.8
F(S)-M5-A
7.9
M6×1.0
F(S)-M6-A
8.7
注:加S为不锈钢材料,A为螺母适用板厚代号。
4.涨铆螺母
型号
代号
底孔尺寸(mm)
M3×0.5
Z-(S)-M3-1.2(1.5,2.0)
5.0
M4×0.7
Z-(S)-M4-1.2(1.5,2.0)
6.0
M5×0.8
Z-(S)-M5-1.2(1.5,2.0)
8.0
M6×1.0
Z-(S)-M6-1.2(1.5,2.0)
9.0
M8×1.25
Z-(S)-M8-1.2(1.5,2.0)
11.0
注:加S为不锈钢材料,1.2、1.5、2.0为常用适用板厚。
压铆螺件底孔尺寸表【1】
1.压铆螺母柱
型号
代号
底孔尺寸(mm)
M3×0.5
(B)SO(O)(S)-M3-H
5.4
M3×0.5
(B)SO(O)(S)-3.5M3-H
5.4
M4×0.7
(B)SO(O)(S)-M4-H
6.0
M4×0.7
(B)SO(O)(S)-3.5M4-H
7.2
M5×0.8
(B)SO(O)(S)-M5-H
5.压铆螺钉
型号
代号
底孔尺寸(mm)
M2.5×0.45
FH(S)-M2.5-L
2.5
M3×0.5
FH(S)-M3-L
3
M3×0.5
底孔一览表
K 0.4T 0.35T 0.3T
压铆松不脱螺钉 PF、PFS
镶入螺母 F、FS
涨铆螺母 Z、ZS
压铆螺母 S、CLS
压铆螺钉(圆头) FH、FHS 压铆螺钉(六角头) NFH、NFHS 压铆螺母柱 SO、SOS、BSO、BSOS BSO-3.5M3-12(可调) 6,8,10,11,14,16,18,20,22 ,25,32
攻丝
攻丝 M8 M12 M3 M4 M5
抽牙(翻边攻丝)
焊接螺母底孔
螺母 M4 M5 M6 M8 M10 M12 M14 M16 底孔(最小---最大) 6--6.075 7--7.09 8--8.09 10.5--10.61 12.5--12.61 14.8--14.91 16.8--16.91 18.8--18.93
厚度 0.5 0.8 1 1.2 1.5 2 2.5 3 4 5 6 8 10 12
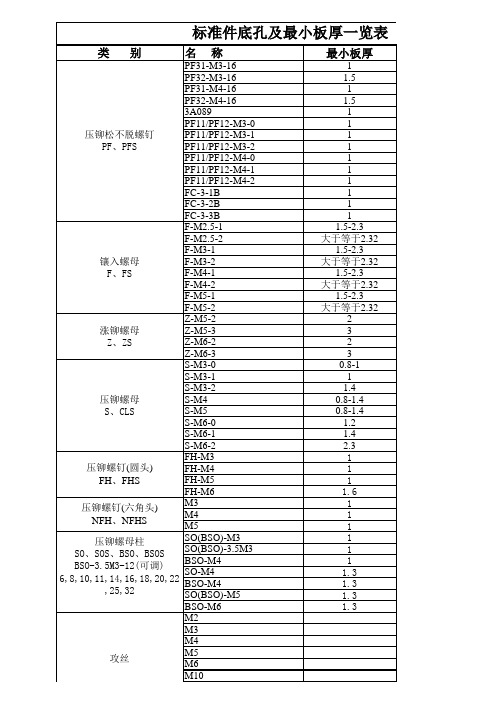
标准件底孔及最小板厚一览表
类 别 名 称 最小板厚
1 1.5 1 1.5 1 1 1 1 1 1 1 1 1 1 1.5-2.3 大于等于2.32 1.5-2.3 大于等于2.32 1.5-2.3 大于等于2.32 1.5-2.3 大于等于2.32 2 3 2 3 0.8-1 1 1.4 0.8-1.4 0.8-1.4 1.2 1.4 2.3 1 1 1 1.6 1 1 1 1 1 1 1.3 1.3 1.3 1.3 PF31-M3-16 PF32-M3-16 PF31-M4-16 PF32-M4-16 3A089 PF11/PF12-M3-0 PF11/PF12-M3-1 PF11/PF12-M3-2 PF11/PF12-M4-0 PF11/PF12-M4-1 PF11/PF12-M4-2 FC-3-1B FC-3-2B FC-3-3B F-M2.5-1 F-M2.5-2 F-M3-1 F-M3-2 F-M4-1 F-M4-2 F-M5-1 F-M5-2 Z-M5-2 Z-M5-3 Z-M6-2 Z-M6-3 S-M3-0 S-M3-1 S-M3-2 S-M4 S-M5 S-M6-0 S-M6-1 S-M6-2 FH-M3 FH-M4 FH-M5 FH-M6 M3 M4 M5 SO(BSO)-M3 SO(BSO)-3.5M3 BSO-M4 SO-M4 BSO-M4 SO(BSO)-M5 BSO-M6 M2 M3 M4 M5 M6 M10
压铆、胀铆螺母、螺钉对应底孔一览表

名称 型号 规格 底孔
锪孔 名称
型号
M2.5 Φ5
Φ6×90°
(圆柱形) M3.0 Φ5 胀铆螺母 RDMM- M4.0 Φ6
12 M5.0 Φ8 M6.0 Φ9
Φ6×90° Φ7×90° Φ9×90° Φ10×90°
压铆 螺母柱
M8.0 Φ11
胀铆螺母
(六角形) RDMM-7
压铆胀铆螺钉对应底孔一览表名称型号规格底孔锪孔名称型号规格说明胀铆螺母m25m25m30m30m40m40m50m50m60m60m80m40胀铆螺母m60m60m80压铆螺钉六角形m30m100m40压铆螺母m25m5012m30m5015m40m5016m50m5020m60m61025圆柱形rdmm12螺母柱六角标准形53在特殊情况下使用此规格时图中有特殊注明690537906099070109080111290螺母柱六角特殊形71m5m6在特殊情况下使用此规格时图中有特殊注明六角形rdmm71090881112904814159048花齿形rdmm1142543备注
M6.0 M8.0
M10.0
Φ9 Φ11 Φ14
Φ12×90° Φ10×90° Φ12×90° Φ15×90°
压铆 螺母柱
M2.5 (花齿形) M3.0 压铆螺母 RDMM- M4.0
11 M5.0
M6.0
Φ4.25~4.3 Φ4.25~4.3 Φ5.4
备注:此 底孔为实 际需加工
Φ6.4
底孔
Φ8.75~8.8
Φ7.1
Φ8.8 Φ4.8 Φ4.8
M5、M6 在特殊情 况下使用
此规格时
Φ6.0 图中有特
殊注明
Φ7.0
压铆件底孔规格表
柄部码
0/1/1 0/1/2 0/1/2 0/1/2 0/1/2 0/1/2 0/1/2 1/2 1/2
适合板厚min
0.8/1.0/1.4 0.8/1.0/1.4 0.8/1.0/1.4 0.8/1.0/1.4 0.8/1.0/1.4 0.8/1.0/1.4 1.2/1.4/2.3 1.4/2.3 2.31/3.18
6-25 6-30 6-35 8-35 10-35 10-35
1.0 1.0 1.0 1.0 1.6 2.4
φ3.0 φ3.5 φ4.0 φ5.0 φ6.0 φ8.0
5.6 6.4 7.2 7.2 7.9 9.6
8、花齿压铆螺母 S(钢),CLS(不锈钢)
规格
M2X0.4 M2.5X0.45 M3X0.5 M3.5X0.6 M4X0.7 M5X0.8 M6X1.0 M8X1.25 M10X1.5
适合板厚min
1.2/1.5/2 1.2/1.5/2 2/3 2/3 2/3
底孔直径
φ5.0 φ6.0 φ8.0 φ9.0 φ11.0
螺柱高度T
3.0 4.0 5.0 6.0 6.0
12、六角形涨铆螺母 NZ(钢),NZS(不锈钢)
规格
M3X0.5 M4X0.7 M5X0.8 M6X1.0 M8X1.25
1.0/1.5 1.0/1.5 1.0/1.5 1.5
底孔直径
φ5.56 φ6.35 φ7.92 φ7.92 φ9.53
孔中至板边距min
7.1 7.4 8.4 8.4 11.7
14、PF21/PF22-面板弹簧螺钉
规格
M3X0.5 M3.5X0.6 M4X0.7 M5X0.8 M6X1.0
代码
PF21/PF22 PF21/PF22 PF21/PF22 PF21/PF22 PF21/PF22
焊接螺母规格
焊接螺母规格在焊接工艺中,螺母是一种常用的紧固件,用于连接螺纹零件。
不同的焊接螺母规格适用于不同的应用场景,具有不同的尺寸、材质和承载能力。
本文将详细介绍几种常见的焊接螺母规格及其特点。
一、M6焊接螺母M6焊接螺母是一种常见的焊接螺母规格,其直径为6mm。
这种规格的焊接螺母通常用于连接小型零件,具有良好的耐腐蚀性和强度。
M6焊接螺母通常由不锈钢制成,适用于要求高强度和抗腐蚀性的场景。
二、M10焊接螺母M10焊接螺母是一种中等尺寸的焊接螺母规格,其直径为10mm。
这种规格的焊接螺母适用于连接中等大小的零件,具有较高的承载能力和耐腐蚀性。
M10焊接螺母通常由碳钢或不锈钢制成,广泛应用于机械设备、汽车和建筑等领域。
三、M16焊接螺母M16焊接螺母是一种较大尺寸的焊接螺母规格,其直径为16mm。
这种规格的焊接螺母适用于连接较大型的零件,具有高强度和稳定性。
M16焊接螺母通常由合金钢或不锈钢制成,常用于重型机械设备和建筑结构中。
四、M20焊接螺母M20焊接螺母是一种大型的焊接螺母规格,其直径为20mm。
这种规格的焊接螺母适用于连接大型的零件,具有极高的承载能力和耐腐蚀性。
M20焊接螺母通常由合金钢制成,常用于桥梁、船舶和重型机械等领域。
总结:不同规格的焊接螺母适用于不同的应用场景,选择合适的规格对于保证焊接连接的可靠性和稳定性至关重要。
除了上述介绍的几种常见规格外,还有其他尺寸的焊接螺母可供选择。
在选择焊接螺母时,需要根据具体的使用要求和工作环境来确定合适的规格、材质和承载能力。
同时,焊接螺母的焊接质量也是关键因素,焊接过程中需要注意控制焊接温度和焊接时间,确保焊接质量符合要求。
作为焊接工艺中常用的紧固件,焊接螺母规格对于焊接连接的可靠性和稳定性起着重要作用。
选择合适的焊接螺母规格,不仅能够满足连接的需求,还能够提高焊接连接的强度和稳定性。
因此,在进行焊接工艺时,需要根据具体的使用要求和工作环境来选择合适的焊接螺母规格,并注意控制焊接质量,确保焊接连接的可靠性。
焊接螺母底孔标准
焊接螺母底孔标准简介焊接螺母底孔是用于固定螺栓和螺母的连接部件,其标准化设计和制造对于确保连接的可靠性和稳定性至关重要。
本文档将介绍焊接螺母底孔的标准规范和要求,包括尺寸要求、材料要求、焊接要求等内容。
尺寸要求焊接螺母底孔的尺寸要求主要包括底孔直径、底孔深度和孔距等方面。
•底孔直径:焊接螺母底孔的直径应符合标准要求,通常根据所需螺母尺寸来确定。
在设计和制造过程中,应确保底孔直径与螺母直径和公差相匹配,以确保连接的准确性和可靠性。
•底孔深度:焊接螺母底孔的深度也应符合标准要求,通常根据所需螺母的长度来确定。
在设计和制造过程中,底孔深度应足够以容纳螺母的长度,并留有适当的余量以确保紧固性能。
•孔距:焊接螺母底孔的孔距应符合标准要求,通常根据应用的需要来确定。
在设计和制造过程中,应确保孔距的一致性和准确性,以确保螺母的正确安装和固定。
材料要求焊接螺母底孔的材料要求是确保连接强度和稳定性的关键因素。
•材料类型:焊接螺母底孔通常使用高强度材料,如碳钢、不锈钢等。
根据实际应用需求,可以选择不同的材料类型,但应满足强度和耐腐蚀的要求。
•表面处理:焊接螺母底孔的表面应进行适当的处理,以提高其耐腐蚀性和耐磨性。
常见的表面处理方法包括镀锌、镀镍、喷涂等,根据具体情况选择合适的表面处理方式。
焊接要求焊接是焊接螺母底孔制造过程中最关键的环节,焊接质量直接影响连接的可靠性和稳定性。
•焊接方法:焊接螺母底孔通常采用电弧焊接方法进行。
在焊接过程中,应根据材料和尺寸要求选择合适的焊接方法。
•焊接技术:焊接时应注意焊接工艺的选择和控制,确保焊接质量符合标准要求。
焊接过程中应注意控制焊接温度和焊接速度,避免产生焊接缺陷。
•焊接检测:焊接完成后,应进行焊接缺陷的检测。
常用的焊接检测方法包括目测、X射线检测、超声波检测等,确保焊接质量符合要求。
质量控制在焊接螺母底孔的制造过程中,质量控制是确保连接质量和稳定性的重要环节。
•定期检测:应定期对焊接螺母底孔进行检测,以确保其符合标准要求。