工艺装备明细表
专用工装明细表
Y400-6-480-05 转子铁心叠片槽样板
借用Y400-6
2 8XD.662.007
6kV 单槽冲定位心轴 冲模分厂 Y400-6-100-01
Y400-6-100-03 转子冲片轴孔冲模 冲模分厂
编制(日期) 审核(日期) 审定 (日期)
标记 处数 更改文件号 签 字 日期 标记 处数 更改文件号 签 字 日 期
2010.8.14 产品型号 产品名称
夹 编 号 具 名 称
(YPT630 IP54 10kV)6P
宁夏鑫瑞特电机机械制造有限公司
专用工艺装备名细表
量 编 号 名 具 称 使 用 部 门
ቤተ መጻሕፍቲ ባይዱ
YPT630-6-6100-01
共 2 页 具 名 称 第 2 页 使 用 部 门
高压三相异步电动机
序 号
零(部)件 图 号 8XD662.078
零(部)件 名 称 有绕组定子铁心 定子线圈
使 用 部 门
装配分厂
模 编 号
有绕组定子铁心吊入机座装置
Y400-6-841-01 定子线圈拉形量板 电加分厂 Y400-6-970-01~02 定子线圈热模压盖板 电加分厂 Y400-6-841-02 定子线圈模压量板 电加分厂
Y400-971-01 定子线圈整形模
电加分厂
5XD.663.144
定子铁心
借用Y400-6
6kV
定子铁心叠车定位装置 机加分厂
Y400-6-480-04 定子铁心叠片槽样板
1 8XD.660.087
定子冲片
借用Y400-6
6kV 单槽冲定位心轴 冲模分厂
冲模分厂
借用Y400-6
技术文件管理规定
技术文件管理规定1.目的技术文件是指导公司日常生产和工作的依据,技术文件管理工作是公司管理工作的重要组成部分。
为提高我公司管理工作的效率,保证和提高产品质量,加强技术文件管理工作,特制定本规定。
2. 技术文件种类2.1产品图样:各类产品设计、试制、批量生产各阶段的产品图样、图表、技术标准、技术要求、说明书、产品试验记录。
如:兰图、白图、底图、产品零部件明细表、标准件明细表、外购件明细表、易损件明细表、装箱单等。
2.2工艺文件:各种工艺规程、工艺方案、工艺路线、工艺定额、工艺装备。
如:工艺过程卡(机加工和铆焊)、材料定额明细表、材料定额汇总表、下料明细表、标准工具汇总表、工艺装备明细表和工装工艺卡片、产品及自制设备工时汇总表、铸、锻件明细表。
2.3 设备:技改方案及论证书、设备改造图样图表、使用说明书等。
2.4 其他文件:市场调查报告、技术协议、设计任务书、计算书、试制总结、鉴定证书、工艺总结、工艺论证、技术科研报告成果、技术革新、计算机绘图存盘清单(包括全部电子版资料等)、合理化建议等。
2.5 以上类型文件包含公司购买或与相关单位交流过来的图纸、说明书、技术协议、标准等外来技术文件。
3. 技术文件的编制与存档3.1 本公司使用的技术文件须由授权的工程技术人员编制,其他人员不得私自编制和复印。
3.2 所编制的技术文件,要符合有关标准(本公司、国家或行业标准)。
3.3 编制的技术文件遵守会签、审批制度,设计(编制)、审核、批准等签字手续要齐全。
3.4 外来技术文件在使用完后,应及时交资料室存档。
3.5 本公司所使用的技术文件必须由技术办公室的资料室集中保管。
3.6 所有技术文件在存档时应完整无缺、签字齐全,经办人员应与管理人员办理交接手续(如:文件名称、交接日期、经办人签字等)。
3.7 资料室按技术文件的种类统一分类建档,并逐一登记。
3.8 底图保管应放在指定位置,无破损,摆放要整齐,并对底图进行防潮处理。
QTX02-019-2009工艺文件完整性

Q/TX南车株洲电力机车有限公司企业标准Q/TX02-019-2009代替Q/TX02-019-2001工艺文件完整性编制日期审核日期批准日期实施日期屈蕾2009-10-10 郭立平2009-10-15傅成骏2009-10-15 2009-10-20南车株洲电力机车有限公司发 布目 次前言 (Ⅱ)1 范围 (1)2 一般要求 (1)3 常用工艺文件 (1)4 工艺文件完整性 (3)前 言本标准代替Q/TX02-019-2001《工艺文件完整性》。
本标准与Q/TX02-019-2001相比,主要有以下变化:——增加了目次、前言;——常用工艺文件内容作了重大修改:a)取消了有关热工方面的内容;b)删除了工艺消耗材料定额卡、通用件汇总表、借用件汇总表、标准件汇总表、外购件汇总表、进口件汇总表、表面处理验收技术条件;c)增加了过程失效模式及影响分析表、工艺流程表、工艺定置管理图、下料工序卡、组焊配套卡、WPS焊接和PWPS预焊接工艺规程、数控加工坐标和刀具卡、工序检验卡、装配配件卡、工艺消耗材料定额卡、组装工艺过程、工艺和工序卡、下料工艺附表、试验工艺过程和工序卡、管道制作、下料、弯制和焊接工艺卡、油漆工艺卡、作业指导书、操作规程、工序流程单、检验流程图、检验规程、进货检验计划、首件鉴定(FAI)报告、首件检查表、质量跟踪卡、探伤记录、质量问题登录表、质量问题案例表、外协件明细表、零部件明细表、材料消耗工艺定额明细表、材料消耗工艺定额汇总表、工艺定额明细表、工艺评审记录、工艺文件标准化审查记录。
本标准由中国南车集团株洲电力机车有限公司提出。
本标准由技术中心技术管理部归口。
本标准起草单位:技术中心技术管理部。
本标准主要起草人:屈蕾。
本标准所代替标准的历次版本发布情况为:Q/TX 02-019-1991、Q/TX 02-019-2001。
Q/TX02-019-2009工艺文件完整性1 范围本标准规定了公司常用工艺文件的完整性要求及其主要内容。
工艺装备及工位器具管理制度
1。
本厂的工艺装备及工位器具由生产部门负责统一管理。
1。
1生产副厂长负责协调自制工装的生产供应。
2。
技术科对所编制的工艺装备的技术文件的正确、统一负责;3.工装及工位器具需要量的确定依据.3。
1产品的生产纲领和生产计划.3。
2产品工艺装备明细表4。
工装的验证由质检员和技术科负责,技术负责人审核、批准.4。
1工装的检定周期为三个月,当工装不能保证加工质量和生产安全时,要随时进行修理。
5。
工装经验证合格后,由质检科出具合格证,工装制造部门填写入库单,方能入库,工装入库时,整套工装图样需一起入库。
6.工装使用过程中的管理6.1专用工装使用者必须持工艺规程,并在工装借用卡上签字,保管人员才能将工装交给使用者。
6.2工装使用过程中,不得违章操作,不准敲打,锉修和随意拆卸等.6。
3工装使用后,使用者应将工装擦拭干净,送还库房,保管人员应将实物与帐、卡资料核实无误后,予以接收返库,对有故障的工装,保管人员接收后,应分开存放,并及时通知有关人员办理检修或报废手续.7.工装的技术监督由技术负责人兼职监督员。
8.工装的复制与报废8。
1未经验证的工装,不得复制,对不能修复的工装,应予以报废,工装报废时,应由使用单位填写工装报废单,报主管部门核准后,予以报废销帐。
液压锚杆钻机产品出厂检验规程锚杆钻机产品出厂检验由检验科领导下的出厂检验机构进行检验。
产品出厂检验按产品出厂检验报告逐项进行检验,出厂检验报告的格式、内容应符合企业标准Q/JBD01—2008的规定.1.装配质量1。
1钻机装配后进行空运转试验,观察组合阀、拨杆、凸轮旋柄,动作应灵活、准确可靠,不得有误动作。
液压支腿应伸缩自如,整机各部分动作是否匹配。
2。
外观质量钻机外观质量用目测法进行,应符合以下要求:2。
1外观无碰伤、划痕、损坏,漆膜无龟裂、剥落等缺陷; 2。
2零(部)件无飞边、毛刺;2.3铸造成形表面清砂并打磨光滑;2。
4管道布置合理、整齐;2.5铭牌装订牢固;2.6标示旋转方向箭头清晰。
汽车新零部件开发的主要阶段和程序

是对市场需求、技术发展、生产能力、经济效益等进行可行性研究与必要的先行试验,作出开辟决策的工作阶段。
是新产品研究开辟的初期工作,对新产品研究开辟的成败起着重要作用,这一阶段包含下列程序。
内容包括国外市场有无同类产品与相关产品;1 、国内外同类产品与相关产品的性能指标、技术水平对照;2 、同类产品与相关产品的市场占有率,价格与市场竞争能力等;3 、顾客对同类产品与相关产品的使用意见和对新产品的要求;4 、提出新产品市场预测报告。
内容包括:1. 国内外技术方针策略;2. 过内外现有的技术现状,产品水平和发展趋势;3. 专利情况与有关最新科研成果采用情况;4. 功能分析;5. 经济效果初步分析;6. 对同类产品质量信息的分析、归纳;7. 同类企业与本企业的现有技术条件,生产管理,质量管理特点;8. 新产品的设想,包括产品性能〔如环境条件、使用条件、有关标准、法规、可靠性、外观等〕,安装布局应执行的标准或者法规等;9. 研制过程中的技术关键,根据需要提出攻关课题与检验大纲。
根据先行试验大纲进行先行试验,并写出先行试验报告。
进行产品设计、生产的可行性分析,并写出可行性分析报告,其内容:1. 分析确定产品的总体方案;2. 分析产品的主要技术参数含功能参数;3. 提出攻关项目并分析其实现的可能性;4. 技术可行性〔包括先行试验情况,技术先进性,结构,零部件的继承性分析〕;5. 产品经济寿命期分析;6. 分析提出产品设计周期和生产周期;7. 企业生产能力分析;8. 经济效果分析:(1) 产品成本预测;(2) 产品利润预测。
1. 对可行性分析报告等技术文件进行评审,提出评审报告与开辟项目建议书一类文件。
开辟项目建议书内容:(1) 新产品开辟项目〔顾客需要、目标预期效果〕;(2) 市场、顾客调查结果〔市场动向、预测需要量〕;(3) 技术调查结果〔国内外同类产品技术分析〕;(4) 新产品基本构思和特点〔初步设想、包括外观要求〕;(5) 开辟方式〔自行开辟或者需引进技术,确定先行研究的内容〕;(6) 必要的投资概算;(7) 可行性分析;(8) 销售设想〔时间、数量、价格、利润〕即竞争性分析。
机械装配工艺标准-机械装配工艺标准规范
机械装配工艺标准|机械装配工艺标准规范机械结构件装配工艺标准机械结构装配施工工艺标准 1适用范围本工艺适用于公司产品机械结构件装配加工的过程,本标准规定了一般机械结构,比如孔轴配合,螺丝、螺栓连接等等装配要求。
本标准适用于机械产品的装配。
2引用标准(1)JB T5994 机械装配基础装配要求(2)GB 5226 机床电气设备通用技术条件(3)GB 6557 挠性转子的机械平衡(4)GB 6558 挠性转子的平衡评定准则(5)GB 7932 气动系统通用技术条件(6)GB 7935 液压元件通用技术条件(7)GB 9239 刚性转子品质许用不平衡的确定(8)GB 10089 圆柱蜗杆蜗轮精度(9)GB 10095 渐开线圆柱齿轮精度(10)GB 10096 齿条精度(11)GB 11365 锥齿轮和准双曲面齿轮精度(12)GB 11368 齿轮传动装置清洁度 3 机械装配专业术语 3.1.1 工艺使各种原材料、半成品成为产品的方法和过程。
3.1.2 机械制造工艺各种机械的制造方法和制造过程的总称。
3.1.3 典型工艺根据零件的结构和工艺特征进行分类、分组,对同组零件制订的统一加工方法和过程。
3.1.4 产品结构工艺性所设计的产品在能满足使用要求的前提下,制造、维修的可行性和经济性。
3.1.5 零件结构工艺性所设计的产品在能满足使用要求的前提下,制造的可行性和经济性。
3.1.6 工艺性分析在产品技术设计阶段,工艺人员对产品和零件结构工艺性进行全面审查并提出意见或建议的过程。
3.1.7 工艺性审查在产品工作图设计阶段,工艺人员对产品和零件结构工艺性进行全面审查并提出意见或建议的过程。
3.1.8 可加工性在一定生产条件下,材料加工的难易程度。
3.1.9 生产过程将原材料转变为成品的全过程.3.1.10 工艺过程改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
3.1.11 工艺文件指导工人操作和用于生产、工艺管理等和各种技术文件。
企业标准编码规则定

Q/TB JC0201—2010浙江铁宝电机有限公司企业标准编码规则1目的为使铁宝公司企业标准和文件的编码工作有章可循,便于企业标准和文件的识别与查询,保证铁宝企业标准和文件的简化、优化和标准的统一性、协调性。
2范围本标准规定了铁宝企业标准、技术文件、行政文件和各类表格的编号方法和管理要求。
本标准适用于铁宝公司及下属各部门的企业标准和技术文件、行政文件的编号管理。
3规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版本均不适用本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
4总则4.1本标准规定的企业标准和文件代号,公司各部门不得擅自变更。
4.2没有编号和编号重复的企业标准和文件属于无效标准或无效文件,不得发布和使用。
5企业标准编码5.1企业标准的编码由以下要素组成批准年号(四位数公元年号)标准顺序号标准二级分类号(分别见表2、表3、表4、表5)标准一级分类号(见表1)铁宝公司代码企业标准代码5.2编码要素的规定5.2.1企业标准代码“Q”为企业标准代码,铁宝各类企业标准的标准标识全公司统一使用Q/TB。
5.2.2标准一级分类号Q/TB JC0201—2010标准一级分类号执行表1的规定。
表1标准一级分类号5.2.3标准二级分类号5.2.3.1基础标准二级分类号执行表2的规定。
表2基础标准二级分类号5.2.3.2技术标准二级分类号执行表3的规定。
表3技术标准二级分类号5.2.3.3管理标准二级分类号执行表4的规定。
表 4 管理标准二级分类号表 5 工作标准二级分类号5.2.4 标准顺序号由各二级分类号建立,从 01~99 按标准建立时间的先后次序进行编号。
5.2.3.4工作标准二级分类号执行表 5 的规定。
5.2.5 批准年号采用四位数公元年号。
工装设备命名规范
1 目的本指导书规定了公司自制或委外设计制造的工艺装备的编号规则和方法。
2 适用范围本指导书适用于公司零部件产品自制或委外设计制造的所有工艺装备。
3 术语工艺装备:包括刀具、夹具、模具、量具、检具等(以下简称工装)。
4 职责4.1 制造工程部负责对零部件新产品项目专用工艺装备(量具、检具除外)进行编号。
4.2 质量保证部负责对量具、检具进行编号。
4.3 计划物流部负责对物流用工位器具进行编号。
4.4 制造部门负责对零部件产品正式生产用专用工艺装备进行编号,并报制造工程部备案。
5规定5.1 本公司所属各制造部门的专用工艺装备都应具有独立的编号。
5.2 专用工艺装备分类有夹具、模具、量具、刀具和辅具等,编号采用字母与数字混合编号法。
5.3 专用工艺装备编号的构成5.3.1 专用工艺装备编号由部门(厂)代号、产品代号、零部件代号、工艺装备类、组代号、工艺装备设计顺序号、更改号组成,中间以短横线分开。
5.3.2 部门(厂)代号指第一次使用工艺装备的部门(厂)代号,其编制见公司组织机构。
5.3.3 生产平台代号见产品明细表。
5.3.4 工艺装备类、组的划分及代号见附录一。
5.3.5 工艺装备设计顺序号按001、002、003等数字排列,由各厂(部门)自行登记编号。
5.3.6 工艺装备作较大修改时,更改号用英文字母A、B、C等,以示区别。
5.3.7 量具是在生产过程中各工种都使用的工艺装备,为确保工艺装备编号的独立性,除机械加工外,其余工种应在量具类代号L前加工种代号。
各工种代号如附录二所示。
5.3.8 在制造专用工艺装备中所用的二类工艺装备其代号为原专用工艺装备类,组代号前加上“Ⅱ”。
5.3.9 委外设计、制造的工艺装备的编号应在相应的技术协议中予以明确。
5.3.10 实际生产中可能使用一副以上的同一种工艺装备,为便于管理,在标注工艺装备编号时,允许在工艺装备编号后面加注一横和1、2、3等顺序号,以示区别。
工艺的内容
EBOM
品质 基准书
工艺流程 框架
场地基本 信息
设备基本 信息
——NPI——
工装基本 信息
工艺验证
工装验证
生产纲领 人员架构
—SOP—
● EBOM是产品在工程设计阶段的产品结构的BOM形式。它主要反映产品的设计结构和物料项的设计 属性。设计结构区别于装配结构和制造结构,是工程设计人员按照客户定单合同中的产品功能要求, 来确定产品需要哪些零部件,以及这些零部件之间的结构关系。 ●PBOM(生产BOM) PBOM是产品工艺计划阶段的BOM,对于大型复杂机械产品尤其重要。大型复
4、调整劳动组织
5、安排物资供应 6、工具、工装、模具管理
7、经济核算的依据
8、保持产品一致性
项目 策划
产品 同步 设计 工程
图纸设计 数据确定 物料采购
样件 制作
样件制作
设备选型 场地设施
检测 定型
数据冻结 产品发布 PPAP资料
小批 SOP
量产 SOP
产品 工程 工艺 工程 质量 工程 制造 工程
产品开发周期。主要通过以下方法:(1)开发有效性改进:使开发全过程方案更改次数减少50%
以上;(2)开发过程同步:使产品开发周期缩短40%~60%;(3)设计和制造过程一体化:使制造成 本降低30%~50%。
工艺管理阶段:
SOP标准作业程序——所谓的标准,就是尽可能地将相关操作步骤进行细化, 量化和优化,细化,量化和优化的度就是在正常条件下大家都能理解又不会产生 歧义。
SOP的精髓:就是把一个岗位应该做的工作进行流程化和精细化,使得任何
一个人处于这个岗位上,经过合格培训后都能很快胜任该岗位。 SOP的要求:生产管理规范化、生产流程条理化、标准化、形象化、简单化。
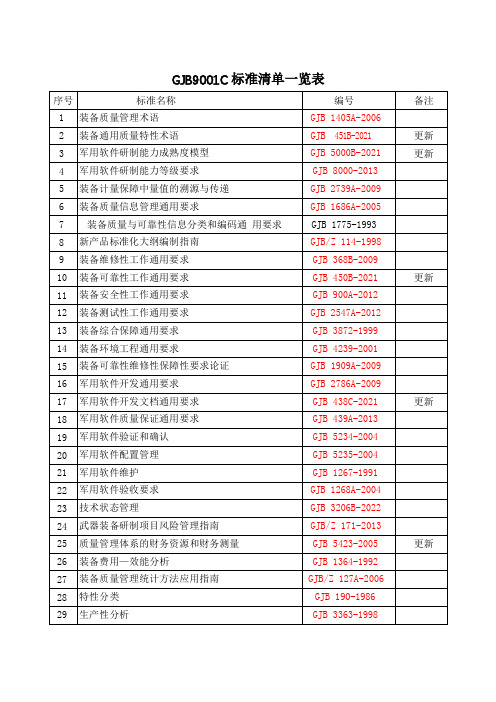
GJB9001C标准清单一览表(115项)
军工产品设计定型文件编制指南
GJB/Z170.4-2013
84
军工产品设计定型文件编制指南第5 部分:设计定型基地试验大纲
GJB/Z170.5-2013
85
军工产品设计定型文件编制指南
GJB/Z170.6-2013
86
军工产品设计定型文件编制指南第7 部分:设计定型部队试验大纲
GJB/Z170.7-2013
器材供应单位质量保证能力评定
GJB 1404-1992
49
外购器材的质量管理
GJB939-1990
50
外购器材质量监督要求
GJB 5714-2006
51
生产提供过程质量控制
GJB 467A-2008
更新
52
产品标识和可追溯性要求
GJB 726A-2004
更新
53
军工产品批次管理的质量控制要求
GJB 1330A-2019
GJB 2712A-2009
114
软件配置管理
GJB 5880-2006
115
军用软件测试与评估通用要求
GJB 2434A-2004
94
军工产品设计定型文件编制指南第15部分:质量分析报告
GJB/Z170.15-2013
95
军工产品设计定型文件编制指南第16部分:价值工程和成本分析报告
GJB/Z170.16-2013
96
军工产品设计定型文件编制指南第17部分:各种配套表明细表
GJB/Z170.17-2013
97
军工产品设计定型文件编制指南第18部分:设计定型录像片
GJB431-1988
109
语军用电子元件失效率抽样方案和程序
XXXXX标准明细表2010
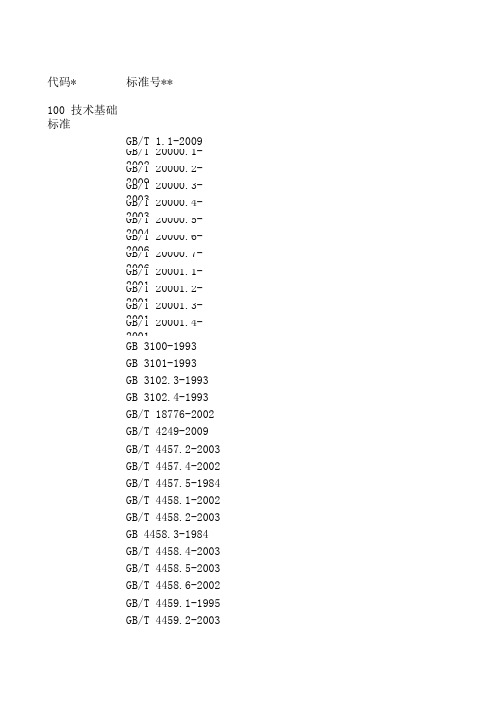
代码*标准号**100 技术基础标准GB/T 1.1-2009GB/T 20000.1-2002GB/T 20000.2-2009GB/T 20000.3-2003GB/T 20000.4-2003GB/T 20000.5-2004GB/T 20000.6-2006GB/T 20000.7-2006GB/T 20001.1-2001GB/T 20001.2-2001GB/T 20001.3-2001GB/T 20001.4-2001GB 3100-1993GB 3101-1993GB 3102.3-1993GB 3102.4-1993GB/T 18776-2002GB/T 4249-2009GB/T 4457.2-2003GB/T 4457.4-2002GB/T 4457.5-1984GB/T 4458.1-2002GB/T 4458.2-2003GB 4458.3-1984GB/T 4458.4-2003GB/T 4458.5-2003GB/T 4458.6-2002GB/T 4459.1-1995GB/T 4459.2-2003GB/T 4459.4-2003GB/T 4459.5-1999GB/T 4459.6-1996GB/T 4459.7-1998GB/T 4460-1984GB/T 8170-2008GB/T 321-2005GB/T 1885-1998GB/T 1885 AMD 1-2000102 设计技术标准GB/T 16903.1-2008GB/T 15751-1995GB/T 17304-2009GB/T 17555-1998GB/T 18229-2000GB/T 18232-2000GB/T 18594-2001GB/T 18686-2002GB/T 18784-2002GB/T 18784.2-2005GB/T 15751-1995GB/T 18686-2002JB/T 5054.1-2000JB/T 5054.2-2000JB/T 5054.3-2000JB/T 5054.4-2000JB/T 5054.5-2000JB/T 5054.6-2000JB/T 5054.7-2001JB/T 5054.8-2001JB/T 5054.9-2001GB/T 17825.8-1999 103 产品标准104 采购技术标准105 工艺技术标准GB/T 4863-2008GB/T 8196-2003JB/T 9165.1-1998JB/T 9165.2-1998JB/T 9165.3-1998JB/T 9165.4-1998JB/T 9166-1998JB/T 9169.07-1998JB/T 9169.14-1998SJ/T 10377-1993106 半成品技术标准107 设备、基础设施和工艺装备技术标GB/T 156-2007GB 5959.2-2008GB 5959.4-2008GB 19577-2004GB/T 12325-2008GB/T 27025-2008GB/T 7311-2008GB/T 19923-2005CJ 40-1999CJ 42-1999JB/T 3843-1999JB/T 3847-1999JB/T 3883-1999JB/T 7067-2002JB/T 7177-1993JB/T 8801-1998SJ/T 31194-1994YD/T 890.1-1997DB 44/T 108-2000108 检验、验收、试验方法技术标准GB 8171-1987GB/T 7250-1987GB/T 7922-2003GB/T 8554-1998GB/T 14258-1993GB/T 15043-2008GB 9254-2008GB/T 18348-2008GB/T 18595-2001HG/T 2436-1993JB/T 9064-1999JJG 733-91GB/T 2828.1-2003109 测量、检验、实验设备技术标准GB/T 19022-2003GB/T 21388-2008GB/T 21389-2008GB/T 21390-2008GB/T 1216-2004GB/T 1218-2004GB/T 1958-2004GB/T 7723-2008GB/T 8069-1998GB/T 13393-2008GB/T 15043-1994GB/T 15637-1995GJB/J 3827-1999JB/T 5374-1991JB/T 5376-1991JB/T 5596-1991JB/T 6786-1993JB/T 7396-1994JB/T 7410-2010JB/T 7585-1994JB/T 8381-1996JB/T 8499-1996JB/T 9283-1999JB/T 9303-1999JB/T 9366-1999JJG 13-1997JJG 21-2008JJG 22-2003JJG 30-2002JJG 124-2005JJG 125-2004JJG 245-2005JJG 269-2006JJG 304-2003JJG 393-2003JJG 539-1997JJG 622-1997JJG 690-2003JJG 780-1992JJG 795-2004JJG 984-2004JJG 04014-1988JJG 04052-1995JJG 05001-1987JJG 05020-1988JJG 30901-2006JJG 310004-2006JJF 1139-2005SJ 20915-2004110 包装、搬运、标志、贮存技术标准GB 190-2009GB/T 191-2008GB/T 6388-1986GB/T 6543-2008GB/T 4857.1-1992 GB/T 4857.2-2005 GB/T 4857.3-2008 GB/T 4857.4-2008 GB/T 4857.5-1992 GB/T 4857.6-1992 GB/T 4857.7-2005 GB/T 4857.9-2008 GB/T 4857.10-2005 GB/T 4857.11-2005 GB/T 4857.12-1992 GB/T 4857.13-2005 GB/T 4857.14-1999 GB/T 4857.15-1999 GB/T 4857.17-1992 GB/T 4857.18-1992 GB/T 4857.19-1992 GB/T 4857.20-1992 GB/T 4768-2008GB/T 4857.22-1998 GB/T 4857.23-2003 GB/T 4892-2008GB/T 7350-1999GB/T 9174-2008GB/T 13385-2008 GB/T 14257-2009 GB/T 5465.22-2008 GB/T 15233-2008 GB/T 16288-2008 GB/T 16471-2008JJF 1070-2005GB/T 5305-2008GB/T 13306-1991GB/T 5737-1995GB 9687-1988GB/T 16288-2008 111 安装、交付技术标准112 服务技术标准GB/T 16784-2008GB/T 18760-2002GB/T 9969-2008GB 5296.1-1997GB 16353-1996113 能源技术标准GB/T 2589—2008GB/T 3485—1998GB/T 3486—1993GB/T 5623—2008GB/T 6422—2009GB/T 8222-2008GB/T 15316-2009GB/T 17367-1998GB/T 12452-2008 114 安全技术标准GB 2893-2008GB 2894-2008GB 5226.1-2008GB 9448-1999GB 13495-1992GB 13690-2009GB 15603-1995GB 15630-1995GB 15735-2004GB 15760-2004GB 17859-1999GB 18209.2-2000GB/T 11651-2008GB/T 13869-2008GB/T 19185-2008GB 23821-2009GB 12265.3-1997115 职业健康技术标准GB 12801-2008GB 18218-2009GB/T 16180-2006GB/T 6441-1986GBZ 1-2002GBZ 2.1-2007GBZ 2.2-2007GBZ 159-2004GBZ 188-2007GBZ/T 189.1-2007GBZ/T 189.2-2007GBZ/T 189.4-2007 GBZ/T 189.5-2007 GBZ/T 189.6-2007 GBZ/T 189.7-2007 GBZ/T 189.8-2007 GBZ/T 189.9-2007 GBZ/T 189.10-2007 GBZ/T 189.11-2007 GBZ/T 192.1-2007 GBZ/T 192.2-2007 GBZ/T 192.3-2007 GBZ/T 192.4-2007 GBZ/T 192.5-2007GB 14554-1993GB 16297-1996GB 18597-2001GB 18599-2001GB/T 3222.1-2006GB/T 18883-2002DB44/26-2001DB44/27-2001117 信息技术标准GB/T 7027-2002GB/T 12904-2008GB/T 14257-2009GB/T 16830-2008GB/T 9361-1988GB 17859-1999GB/T 18020-1999GB/Z 18728-2002GB/T 22081-2008GB/T 20008-2005GB/T 20009-2005GB/T 20272-2006GB/T 20269-2006CB 1360-2002SJ 20822-2002SJ/T 11293-2003中文名***对应其他体系文件标准化工作导则 第1部分:标准的结构和编写标准化工作指南 第1部分:标准化和相关活动的通用词汇标准化工作指南 第2部分:采用国际标准的规则标准化工作指南 第3部分:引用文件标准化工作指南 第4部分:标准中涉及安全的内容标准化工作指南 第5部分:产品标准中涉及环境的内容标准化工作指南 第6部分:标准化良好行为规范标准化工作指南 第7部分:管理体系标准的论证和制定标准编写规则 第1部分:术语标准编写规则 第2部分:符号标准编写规则 第3部分:信息分类编码标准编写规则 第4部分:化学分析方法国际单位制及其应用有关量、单位和符号的一般原则力学的量和单位热学的量和单位公差尺寸 英寸和毫米的互换算公差原则技术制图 图样画法 指引线和基准线的基本规定机械制图 图样画法图线机械制图 剖面符号机械制图 图样画法 视图机械制图 装配图中零、部件体系序号及其编排方法机械制图 轴测图机械制图 尺寸注法机械制图 尺寸公差与配合注法机械制图 图样画法 剖视图和断面图机械制图 螺纹及螺纹紧固件表示法机械制图 齿轮表示法机械制图 花键表示法机械制图 弹簧表示法机械制图 中心孔表示法机械制图 动密封圈表示法机械制图 滚动轴承表示法机械制图 机构运动简图符号数值修约规则与极限数值的表示和判定优先数和优先数系石油计量表石油计量换算表 第1号修改单标志用图形符号表示规则 第1部分:公共信息图形符号的设计原则技术产品文件计算机辅助设计与制图词汇CAD通用技术规范信息技术计算机图形与图像处理图形标准实现的一致性测试CAD工程制图规则信息技术计算机图形和图像处理图形项的登记规程技术产品文件字体拉丁字母、数字和符号的CAD字体技术制图CAD系统用图线的表示CAD/CAM数据质量CAD/CAM 数据质量保证方法技术产品文件 计算机辅助设计与制图词汇技术制图CAD系统用图线的表示产品图样及设计文件 总则产品图样及设计文件 图样的基本要求产品图样及设计文件 格式产品图样及设计文件 编号原则产品图样及设计文件 完整性产品图样及设计文件 更改办法产品图样及设计文件 标准化审查产品图样及设计文件 通用件管理办法产品图样及设计文件 借用件管理办法产品图样及设计文件 管理规则CAD文件管理 标准化审查产品标准1-完整的产品标准:以产品名称命名,规定产品的结构、规格、质量特性、检验产品标准2-不完整的产品标准:只包含完整产品标准的部分内容,以技术条件、性能要求采购质量要求,如质量特性、品种、规格、等级等;进货验收规则,进货试验方法;采购物资工艺通用标准;工艺规程、操作规程、运行规程、作业指导书;投产前对原材料、辅助材机械制造工艺基本术语机械安全 防护装置 固定式和活动式防护装置设计与制造一般要求工艺文件完整性工艺规程 格式管理用工艺文件 格式专用工艺装备设计图样及设计文件 格式工艺文件编号方法工艺管理导则工艺文件标准化审查工艺管理导则工艺标准化工艺文件的标准化审查对产品在生产过程中已完成一个或几个生产阶段,经检验合格,尚待继续加工外购设备及其主要附件标准;自制设备标准;设备的零配件、电子元器件、易损件标准;标准电压电热设备的安全 第2部分:对电弧炉设备的特殊要求电热设备的安全 第4部分: 对电阻炉的通用要求冷水机能效限定值及能效率等级电能质量 供电电压允许偏差检测和校准实验室能力的通用要求包装机械分类与型号编制方法城市污水再生利用 工业用水水质工业用水分类及定义工业用水考核指标及计算方法液压机 紧固模具用槽、孔分布形式与尺寸开式压力机 紧固模具用槽、孔的分布形式与尺寸磨床 吸尘器柱式调压器精密冲裁液压机 精度加工中心 技术条件650型混料机完好要求和检查评定方法邮政带式输送机──固定式胶带机节电型自动投切稳压电源对原材料、中间体、半成品、库存品、成品进行测试、分析、检验和验收而制定的方法标使用缓冲包装材料进行的产品机械冲击脆值试验方法灯头温升的测量方法照明光源颜色的测量方法电子和通信设备用变压器和电感器测量方法及试验程序条码符号印刷质量的检验白炽灯泡光电参数的测量方法信息技术设备的无线电干扰极限值和测量方法商品条码符号印制质量的检验一般照明用设备电磁兼容抗扰度要求玻璃管和管件耐压试验方法盘管耐压试验与密封性检查总光能量工作基准灯检定规程计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划测量、检验和试验设备的的环境条件、量程、偏移、稳定性、分辨率、不确定测量管理体系 测量过程和测量设备的要求游标、带表和数显深度卡尺游标、带表和数显卡尺游标、带表和数显高度卡尺外径千分尺深度千分尺产品几何量技术规范(GPS) 形状和位置公差 检测规定固定式电子称功能量规抽样检查导则白炽灯泡光电参数的测量方法数字多用表校准仪通用技术条件标准恒温恒湿箱检定规程电子天平低温恒温槽 技术条件测微光度计测量用交流稳压电源装置直流测温电桥塑料球压痕硬度计 技术条件直流低电阻测试仪袖珍型万用表电子柱电感测微仪万用电表测量用直流稳压电源装置实验室电导率仪模拟指示秤千分尺检定规程内径千分尺通用卡尺检定规程电流表、电压表、功率表及电阻表直流电桥光照度计检定规程扭矩试验机检定规程A型邵氏硬度计检定规程辐射防护用X、Y辐射剂量当量(率)仪和监测仪数字指示秤绝缘电阻表(兆欧表)高绝缘电阻测量仪交流数字功率表耐电压测试仪接地导通电阻测试仪检定规程晶体管特性图示仪检定规程(试行)PTQ-2型晶体管快速筛选仪检定规程RCJ-3型绝缘电阻测试仪(试行)GR1658型RLC数字电桥检定规程(试行)光谱分析仪检定规程晶体管hFE参数测试仪检定规程计量器具检验周期确定原则和方法400Hz静止变频电源通用规范包装通用标准;包装试验方法标准;包装材料、包装容器标准;产品包装质量危险货物包装标志包装储运图示标志包装回收标志运输包装收发货标志运输包装用单瓦楞纸箱和双瓦椤纸箱包装 运输包装件 试验时各部位的标示方法包装 运输包装件基本试验 第2部分:温湿度调节处理包装 运输包装件 静载荷堆码试验方法包装 运输包装件基本试验 第4部分:采用压力试验机进行的抗压和堆码试验方法包装 运输包装件 跌落试验方法包装 运输包装 滚动试验方法包装 运输包装件基本试验 第7部分:正弦定频振动试验方法包装 运输包装件 喷淋试验方法包装 运输包装件基本试验 第10部分:正弦变频振动试验方法包装 运输包装件基本试验 第11部分:水平冲击试验方法包装 运输包装件 浸水试验方法包装 运输包装件基本试验 第13部分:低气压试验方法包装 运输包装件 倾翻试验方法包装 运输包装件 可控水平冲击试验方法包装 运输包装件 编制性能试验大纲的一般原理包装 运输包装件 编制性能试验大纲的定量数据包装 运输包装件 流通试验信息记录包装 运输包装件 碰撞试验方法包装 运输包装件 防霉试验方法包装 运输包装件 单元货物稳定性试验方法包装 运输包装件 随机振动试验方法硬质直方体运输包装尺寸系列防水包装一般货物运输包装通用技术条件包装图样要求通用商品条码符号位置电气设备用图形符号包装 单元货物尺寸塑料制品的标志运输包装件尺寸与质量界限通用仓库等级定量包装商品净含量计量检验规则手工具包装、标志、运输与贮存标牌食品塑料周转箱食品包装用聚乙烯成型品卫生标准塑料制品的标志安装、交付技术标准:规定a) 现场安装程序、方法、要求和注意事项;b) 安装验收技术服务技术标准:规定a) 对产品使用说明的要求;b) 产品售后服务的方法和要求。
机械制造工艺文件完整性(GBT 24738-2009)

欢迎共阅机械制造工艺文件完整性(GBlT 24738-2009)1 范围本标准按生产类型和产品的复杂程度,对常用的工艺文件规定了完整性要求。
本标准适用于机械制造企业的工艺管理。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
3 4 别。
B )。
5 5.1 5.2 5.3 表示生产对象由投入到产出,按照工艺要求排列的加工、搬运、检验、停放、储存等过程的图。
5.4 工艺路线表产品或零部件在生产过程中,由毛坯准备到成品包装入库,经过企业各有关部门或工序的工艺流程,供工艺、生产计划调度等部门使用。
5.5 木模工艺卡 5.6 砂型铸造工艺卡 5.7 熔模铸造工艺卡 5.8 压力铸造工艺卡 5.9 锻造工艺卡5.10 冲压工艺卡5.11 焊接工艺卡5.12 机械加工工艺过程卡5.13 典型工艺过程卡用于制造加工特性一致的一组零件。
5.14 标准工艺过程卡用于制造标准相同、规格不同的标准零件。
5.15 成组工艺过程卡依据成组技术而设计的零件加工工艺过程卡。
5.16 机械加工工序卡5.17 调整卡5.185.195.205.215.225.23件。
5.245.255.265.275.285.295.305.31某一专业工种所通用的一种基本操作规范。
5.32 工艺关键件明细表填写产品中技术要求严、工艺难度大的工艺关键件的图号、名称和关键内容等的一种工艺文件。
5.33 工序质量分析表用于分析工序质量控制点的每个特性值——操作者、设备、工装、材料、方法、测量、环境等因素对质量的影响程度,使加工质量处于良好的受控状态的一种工艺文件。
5.34 工序质量控制图用于对工序质量控制点按质量波动因素进行分析、控制的图表。
专用工艺装备明细表

开口
冲焊
3
机芯弯板按钮孔
ZM-3
冲孔Φ25
冲焊
4
照明综保拔叉
ZM-4
冲外形
冲焊
5
照明综保隔爆
ZM-5
冲孔
冲焊
6
导轨夹件切口
ZM-6
冲切口
冲焊
7
桃型法兰
ZM-7
落料
冲焊
8
角铁切断模
ZM-8
切断
冲焊
9
变压器夹件开U型口
ZM-9
冲U型口
冲焊
10
2.5照明变压器骨架
ZM2305-2
冲侧面支撑板
冲焊
11
防爆电器产品
专用工艺装备明细表
编号:0900
设计审核标准
会签批准
安徽宝龙电器有限公司
2012年3月
安徽宝龙电器有限公司
专用工艺装备明细表
产品型号
ZB-2.5(4.0)/1140(660)M
产品名称
照明综保
序号
零部件图号
零部件名称
机床使用名称编号
钻、压、冲名称
使用部门
1
机芯弯板插口
ZM-1
冲孔
冲焊
2
机芯弯板切口
2.5照明变压器骨架
ZM2305-1
冲侧面板
冲焊
12
2.5照明变压器骨架
ZM2305-3
主板
冲焊
13
4.0照明变压器骨架
ZM2306-1
电焊
14
4.0照明变压器骨架
ZM2306-2
电焊
15
4.0照明变压器骨架
ZM2306-3
电焊
机械制造工艺基本术语大全

机械制造工艺基本术语1主题内容与适用范围本标准规定了机械制造工艺的一般术语,表面加工术语,冷作、钳工、装配术语,自动化系统术语及其定义。
本标准适用于我公司的技术管理、质量管理、生产管理及有关经营活动。
2引用标准GB 4863 机械制造工艺基本术语3一般术语3.1基本概念3.1.1工艺使各种原材料、半成品成为产品的方法和过程。
3.1.2机械制造工艺各种机械的制造方法和制造过程的总称。
3.1.3典型工艺根据零件的结构和工艺特征进行分类、分组,对同组零件制订的统一加工方法和过程。
3.1.4产品结构工艺性所设计的产品在能满足使用要求的前提下,制造、维修的可行性和经济性。
3.1.5零件结构工艺性所设计的产品在能满足使用要求的前提下,制造的可行性和经济性。
3.1.6工艺性分析在产品技术设计阶段,工艺人员对产品和零件结构工艺性进行全面审查并提出意见或建议的过程。
3.1.7工艺性审查在产品工作图设计阶段,工艺人员对产品和零件结构工艺性进行全面审查并提出意见或建议的过程。
3.1.8可加工性在一定生产条件下,材料加工的难易程度。
3.1.9生产过程将原材料转变为成品的全过程。
3.1.10工艺过程改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
3.1.11工艺文件指导工人操作和用于生产、工艺管理等和各种技术文件。
3.1.12工艺方案根据产品设计要求、生产类型和企业的生产能力,提出工艺技术准备工作具体任务和措施的指导性文件。
3.1.13工艺路线产品或零部件在生产过程中,由毛坯准备到成品包装入库,经过企业各有关部门或工序的先后顺序。
3.1.14工艺规程规定产品或零部件制造工艺过程和操作方法等的工艺文件。
3.1.15工艺设计编制各种工艺文件和设计工艺装备等的过程。
3.1.16工艺要素与工艺过程有关的主要因素。
3.1.17工艺规范对工艺过程中有关技术要求所做的一系列统一规定。
3.1.18工艺参数为了达到预期的技术指标,工艺过程中所需选用或控制的有关量。
医疗器械产品工艺文件的编制
医疗器械产品工艺文件的编制什么是工艺文件?工艺文件是指将组织生产实现工艺过程的程序、方法、手段及标准用文字及图表的形式来表示,用来指导产品制造过程的一切生产活动,使之纳入规范有序的轨道。
企业是否具备先进、科学、合理、齐全的工艺文件是企业能否安全、优质、高产低消耗的制造产品的决定条件.凡是技术部门编制的工艺计划、工艺标准、工艺方案、质量控制规程也属于工艺文件的范畴.工艺文件是带强制性的纪律性文件.不允许用口头的形式来表达,必须采用规范的书面形式,而且任何人不得随意修改,违反工艺文件属违纪行为。
一、工艺规程的编制1 工艺规程的分类与格式1。
1 工艺规程的分类(1)按用途分类第一类:工艺规程的封面工艺规程的目录第二类: 各种汇总图表工装明细表消耗定额表外协件明细表工位器具明细表它们是作为材料供应、工装配置、成本核算、劳动力安排、组织生产的依据;第三类:各种作业指导书注塑工艺规程装配工艺规程(部件组装、总装等)检验规程包装工艺规程(小包装、吸塑、中包装、封口、大包装)灭菌工艺规程它们是生产操作的作业指导书,一切生产人员必须严格遵照执行。
第四类:工艺更改单有临时性更改及永久性更改两种它们是实施工艺更改的依据。
2 按适用性分类专用工艺是指适用于某一产品或零件所设计的工艺规程,而对其它产品不适用。
通用工艺是指适用于多种产品或为一组结构相似的零、部件所设计的通通常,对一次性医疗器械产品尽管型号、规格不同,但注塑、挤塑、包装、灭菌时的操作要领及质量要求是基本相同的,可以将它们上升为通用工艺规程。
通用工艺一般只在企业内部通用.典型工艺是指在通用工艺的基础上进一步提炼的产物,有较大的通用性,不受企业具体条件的约束,只要是相同的工种,均可适用.如热处理工艺、焊接工艺、机械加工工艺,医疗器械产品的工艺规程目前尚未典型化.工艺规程的文件形式及其使用范围1)工艺过程卡片:主要用于单件、小批生产的产品.2)工艺卡片:用于各种批量生产的产品。