水泥闭路粉磨系统的提产改造
水泥粉磨辊压机系统提效改造

我公司水泥粉磨系统为辊压机+V4500型选粉机+TS4500动态选粉机配套Φ4.2 m×13 m水泥磨+O-Sepa4500选粉机组成的闭路联合粉磨系统,P·O 42.5水泥设计产量220 t/h,设计工序电耗<30 kWh/t,设计比表面积>350 m2/kg。
生产过程中主要存在辊压机产能不能充分发挥,系统台时产量低、能耗高,产品比表面积偏低等问题。
为解决上述问题,本着“多破少磨”的粉磨理念,对辊压机系统进行优化改造,提高辊压机主电机负荷率,经过3个多月的调试生产,取得了较为理想的效果。
1、水泥粉磨设备配置及水泥生产参数我公司水泥粉磨系统主要设备技术参数见表1,P·O 42.5水泥生产参数见表2。
表1 主要设备技术参数表2 P·O 42.5 水泥生产参数2、存在问题及原因分析水泥粉磨系统生产P·O 42.5水泥的比表面积控制在(365±15)m2/kg,实际生产时在(350±5)m2/kg,台时产量在210 t/h左右,工序电耗在31 kWh/t左右,存在系统台时产量低、能耗高、产品比表面积偏低等问题。
从表1、表2可以计算出,辊压机与球磨机装机功率比为1.02,配置相对较大,但辊压机主电机负荷率只能达到55%左右,这是造成系统台时产量低、能耗高的主要原因。
为充分发挥辊压机产能,公司进行了优化调整改造。
3、解决措施3.1 V型选粉机调整从表2可以看出V型选粉机粗粉80 μm筛筛余82%,太多的细粉又回到辊压机系统,造成辊压机冲料、振动大等问题,影响辊压机做功。
为提高V型选粉机选粉效率,减少细粉回料,稳定辊压机运行,将V型选粉机进风口上部两个导流板全部关闭,减少短路风;同时从上而下调整其他导流板角度(从30°逐步调整到90°),增加物料与导流板的接触面积,提高打散效果;调整V型选粉机入风口阀门开度和辊压机系统拉风,控制V型选粉机出口负压在(-600±50)Pa。
提高水泥粉磨能力的技术措施

对水 泥的产量和 能耗有 着重要 的影 。在努 力提 高水 泥磨 向
机 产量及 水泥细度 的 同时 ,最 大限度 降低粉 磨 系统的 能耗
地避免 了过粉磨 现象 ,并 可通过 调节 选粉 机的工 作参数 灵 活调节成 品 水泥 的细 度。此 外 ,闭 路磨 内物 料流 速 加快 , 各仓 的研磨体分 别恰 当地承担 着粉 碎或 粉磨任 务 ,故 产量 提 高 ,电耗降低 ,尤 其是 对水 泥细度 要求 较高 时 ,高产 低
烧成 的必要 前 提 ,又 是决 定 水 泥成 品 质量 的 关键 ;同时 , “ 二磨 ” 电耗 约 占水泥生产 过程总 电耗的 7 % ,其 中 ,水 泥 0 粉磨 电耗约 占水泥生产 总电耗 的 4 %。在“ 磨” ,水 泥 0 二 中 粉磨 由于物料易磨性 比生料 差得多 ,且水 泥细度要求较高 ,
近1 2亿元 。另一方面 ,近年来 ,通过对烧 成工艺 的改进及
一
( )辊压机 +球磨 机粉磨工 艺。该工 艺也包 括各 种立 1
磨与球 磨机串级粉磨 的工艺 配置 ,这 里仅 以辊压 机 +球磨
机的串级粉磨 系统进 行分析 。被 粉碎 的水 泥熟料 先进 入辊 压机 ,强大的辊压力 将其从 数 十 mm压 碎至 几 m m甚 至更 细后入球磨机 。由于熟料颗 粒经 辊压 粉碎 的同时 ,内部也 产生许 多微裂纹 ,因而 在球磨 机 内较 容易 进一 步被粉 碎而
摘 要 :水泥粉磨 系统是水 泥生产过程 中的重要环 节,
800 ) 300
耗 较 高 ,不 可 能 随 时 灵 活 地 调 整 出磨 物 料 的 细 度 。后 者 加 设 了选 粉 设 备 ,可 及 时 地 将 已 磨 细 的 细 粉 排 出磨 外 ,有 效
提高闭路水泥磨机台时产量的方法

1 ( . ×65 闭路 磨 台 时低 的 原 因分 析 1 2 .m ) 2
闭路粉磨 系统 虽然有 选粉 机对 出磨水 泥进 行筛 选 ,但 能否选 出更 多 的合 格产 品主 要取 决于磨机 是
道水 泥细度 越细 , 比面 积越 高 , 对水泥 的早 期强度 越
好 , 水泥 厂为 了达 到新标 准要 求 , 出厂 水泥细 度 各 对
口处 , 保 磨 内通 风 , 确 让合 格 细粉 尽 早 排 出 , 少 过 减
粉磨 和糊球 现象 。
细度 在 3 %以下 , 比表 面积 3 0 /g 台时产 量 稳 定 4 m2 , k
在 1 t 。 用旋 窑 熟料水 泥可 较 以往立 窑熟料 生产 8h 使 /
3 经济 效 果
从 20 0 5年 3月 改造至 2 0 0 7年底 3年 时间 , 粉 磨 3. 25级复合 硅酸 盐水 泥取 得 的经 济效 果如 下 : () 1 串联磨 台时产 量稳 定在 2 t 3/ h左右 , 比改造
级 级 配 ( 0 8 , 7 , 0 平 均 球 径 为 7 中9 , 0 0 6 ) 8mm。
二仓 采 用 3级 级配 ( 0 5 中2 ×3 , 2 ×2 ) 3 ×3 , 5 0 0 5 ,
平均 段 径 为 2 m。在 没有 执 行 IO 0 1 准 前 , 5m S 90 标
出磨 水泥 细度 指标控 制 一般都 很粗 ,比表面积 要求
耗很 高 , 而且 给 出厂水泥 质量 控制 带来很 大 的难度 。
如何解 决 台时低 的 问题成 了我 们 的当务之 急 。
也不 高 , 工 艺参数还 能满足 生产 。 此 但执行 IO90 S 01
国际标准 以后 , 对水泥 的早期 强度要 求很 高 , 影 响 而 水泥 早期 强度 的主要 指标 是细 度和 比面积 。我们 知
水泥粉磨系统的改进

姗~ ~
水 泥 粉 磨 系 统 的 改 进
Cem en r di ysem odic i tG i ng S t n M f aton i
口 口 马 清 富
中图 分 类 号 . TQ1 2 6 9 7 .3 文 献 标 识 码 : B 文 章 编 号 : 0 — 71 2 0 增 刊 一 0 8 0 1 01 61 ( 0 2) 02— 2
2 采 取 措 施
高 磨 机 台产 、 低 消 耗 , 节 省 能 源 , 高 企 业 的 经 济 效 降 对 提
益 , 有重要的现实意义。 具
1 现 状 分 析
11 产 量 低 .
电耗 高
我 厂 回转 窑 生产 线 水 泥 粉磨 系 统 , 为 两 台 中3 9 现 m ̄ m 闭 路 磨 机 , 磨 体 装 载 量 为 7 t 传 动 功 率 为 10 k , 研 6, 0 0 W 1号 磨机为二仓 , 2号 磨 机 为 三 仓 , 配 用 的是 q5 离 心 式 选 现 bm 粉 机 。在选 粉 效 率不 高 的 条件 下 , 随着 水 泥 新 标 准 的实 施 ,
使 下 落 的物 料 再 次 上 扬 , 加 分 级 的 机 会 , 可 防 止 断 落 增 也 的 风 叶等 大块 杂物 堵 塞 粗 料 管 。 ( ) 加 磨 头 预 破 碎 装 置 , 缩 小 人 磨 物 料 粒 现 状 , 现 了 稳 定 连续 生 产 。 实
2.一 5 d5 2 +1
35 . 2 3
2 5 6. 2 3 5.
4 3 2. 4 6 5.
1 +1 1 +1
2 ±1
1 . 9 1 . 9
20 .
2 . 40 2 . 36
论我国水泥粉磨设备存在的问题及改造措施
论我国水泥粉磨设备存在的问题及改造措施摘要:本文主要分析了我国水泥粉磨存在的一些主要问题,并针对问题提出了相应的改造措施,供参考。
关键词:水泥粉磨;问题;改造;发展1 引言水泥系由水泥熟料、混合材、石膏及其他材料(如助磨剂)共同或分别磨细而成的具有水硬性的微米级粉体。
现代水泥粉磨技术新观点认为:好水泥是“磨”出来的。
当今世界水泥粉磨技术己呈现多元化趋势,且粉磨设备也向大型化、低耗高效及自动化方向发展。
随着科学技术的不断进步,水泥粉磨机理己不再局限于传统的低效率球、锻研磨方式,而是逐步向高效节能的辊磨过渡。
传统的水泥生产模式不光成本高、污染大,生产出来的产品标号低,难以达到市场的需求标准。
水泥企业积极响应国家“以节能减排为中心,走新型工业化道路”的伟大号召,努力实现“十一五”全国水泥工业节能25 %的战略目标。
水泥生产过程中,粉磨系统的能耗占水泥生产总能耗的70 %以上,其工作状态对整个水泥生产线的节能减排,起着至关重要的作用。
2 水泥粉磨存在的主要问题随着我国经济建设的快速发展,水泥熟料生产逐渐以新型干法替代过去的普通回转窑和机械化立窑。
他们不仅生产规模大,而且熟料强度高、质量均匀稳定。
一些机械化立窑水泥厂改为水泥粉磨站,但由于这些厂的粉磨设备和系统工艺均存在缺陷,因此,必须进行必要的技术改造。
(1)磨机小、产量低、能耗高我国水泥粉磨有相当数量以直径在3m 以下的中小型球磨机,有相当一部分的水泥企业水泥磨实际平均台时产量低于相应磨机设计产量,与磨机规格较大的水泥企业比,电耗明显偏高。
落后粉磨工艺对电能的有效利用率还低,绝大部分电能没有被利用。
同时不少企业磨机台时产量受原材料、气候等变化的影响,波动较大。
(2)细度粗、波动大、强度低对于出厂水泥,国家标准对其细度根据不同产品的0.98mm 筛余和(或)比表面积均作了相应的规定,一般企业都能达到国标要求。
但实际运作过程中,不少企业虽出厂水泥达到了细度(比表面积)要求,但企业出磨水泥细度(比表面积)波动相当大,除少数生产条件好的企业外,大多数水泥磨出磨水泥质量波动大,不稳定。
水泥粉磨系统改造 提高台时产量

其中一 仓钢球 级配和 装载 量不变 ,二仓钢 球装 载量减 少 2 ,三 仓钢 锻级配交 小,装载 量多 2 。各仓研磨 体级 配 t t
和 装载量详见表 4 。
年 多时间台产一般 维持在 2 t h 3 / 。离设计 要求还有 一定距
离 ,更 不要 说 有 所 突 破 。根 据 以往 的改 造经 验 ,我 们 对
维普资讯
一 产 术 生 技
翘 是 建 封
27 0生 0
水 泥粉磨系统改造
施 靓
提高台时产量
( 福州二化集团有限公司, 福建 福州 301) 501
摘
要
利用原有 水 泥粉 磨 系统 , 通过一 系列的技术 改造 , 当调整 磨机研 磨体 级配和装 适
小波纹衬板 ;钢 球总量为 7 ,钢锻总量增 至 1 t t 3 ,同
时缩小钢锻级配规格 ,见表 1 。
经过一段时间 的运行之 后,有一个 新的 问题又 出现 了, 即在磨 尾的 出料篦板会经常 出现堵 塞现象 ,并且在篦板孔上
至 此,探索有 了一定 的收获 ,018 m m水 泥磨机 台 . 3 X7
载量 , 在生产状况和 出磨 细度 不变的情况下 , 高 台时产量 1 %以上 , 可提 7 实现 节能降耗 . 关键词 粉磨 系统 ; 技术 改造 ; 高产 量; 提 节能降耗
O 引言
在水泥生产过程 中 ,每生产 1 t的水泥 需要 粉磨
表 1 0 8 m m 1 3 X7 球磨机仓位尺寸及研磨体级配变化对照表 衄 .
向前移 5c ( Om 一块衬板距离) ,移 位前后各仓距离见表 3 。
表 3 o2 4 ×1 m 磨机各仓 长度 表 .f 3 球 n m
沙特SCC万吨生产线水泥粉磨系统分析及改造
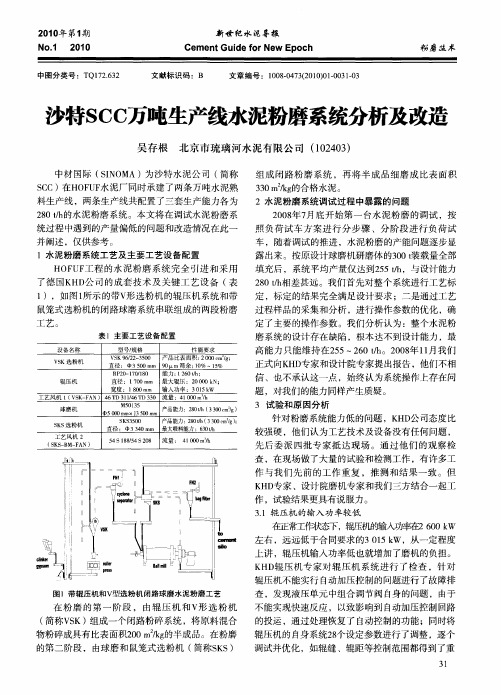
定了主要的操作参数。我们分析认为 :整个水泥粉 磨 系统 的设 计存 在 缺陷 ,根本 达不 到设 计能力 ,最 高能力只能维持在2 5 2 0t 。20 年 1月我们 5 ~ 6 h 0 8 1 / 正式向K D H 专家和设计院专家提出报告 ,他们不相 信 、也 不 承认这 一点 ,始 终认 为系 统操作 上存 在 问 题 ,对我们的能力同样产生质疑。
产品能力
:20/ 3 0 m/ 8t h( 0c : 3 g)
( K S S
S¥50 K 3o 产品 能力: 8 t ( 0 m/) 20/ 3 0 c ; h 3 g 直径 : 中33 0mm 最大 喂料 能力 :60t 4 3P a 5 8,4S2 8 流 量 4S185 0
2 1 年 第1 00 期
No 1 . 2 1 0 0
新 世 纪水 泥导报 C me t ief r e E o h e n d w p c Gu o N
文献标识码 :B 文章 编号 :10 .4 32 1) 1 0 1 3 0 80 7 (0 00 — 3 - 0 0
3 试 验和原 因分析 源自辊 压 机 工艺 风 机 1( S — A 4 D3 14 D30 流 量 :4l 0 V K F N) 6T 1/6T 3 0m/ 0 h
球磨机 SS K 选粉机
工艺 风 机 2
—
中500 0
M 0 3 5 15
mm ̄】 0 35 0mm
彩蘑丝 木
中图分类号 :T 7 .3 Q1 2 2 6
沙特S C C 万吨生产线水泥粉磨系统分析及改造
吴存根 北京市琉璃 河水 泥有限公 司 (0 4 3 12 0 )
中材国际 ( I O SN MA)为沙特水泥公 司 ( 简称 组成 闭路粉磨 系统 ,再将半成 品细磨成 比表面积 S C)在 H F F 泥厂 同时 承建 了两 条万 吨水 泥熟 30m/g3 格水 泥 。 C OU水 3  ̄合 k 料生产线,两条生产线共配置了三套生产能力各为 20t 的水泥粉磨系统 。本文将在调试水泥粉磨系 8 h / 统过程中遇到的产量偏低的问题和改造情况在此一 并 阐述 ,仅供 参考 。 1水 泥粉磨 系统工 艺及主 要工 艺设 备配置
水泥磨提产改造方案
极低,有效地延长了其使用寿命。
⑹ 主轴下轴承密封采用新的设计方案,采用了干油站强制润滑轴承, 有效地解决了轴承进灰和漏油两项重大难题,切实有效地延长了轴承使用 寿命。 ⑺ 高效率的集尘系统可将30μm以下颗粒及时并大量地收集进入成品
,有效地提高了产品的比表面积。
四、高效涡流选粉机性能参数:
4.3 Sepax高效涡流选粉机特点
四、高效涡流选粉机性能参数:
85%以上,但其系统装机容量却要降低30%,且可在正压下工作,细粉 收集仅采用高效旋风筒即可,无需再配置庞大的气箱脉冲袋式除尘器, 这样不但降低了粉磨电耗,而且也降低了投资费用(省去了气箱脉冲袋 式除尘器)和维护保养费用。与转子式选粉机相比其分级效率高出15% ,而装机容量却差不多,因而产量要高出20~30%。
1.3.2产、质量指标
时间
辊压机 辊压机 出磨提 入磨提 80um 比 表 项目名 选粉机 磨机电 筛 余 m2/kg 台时t/h 动辊电 定辊电 升机电 升机电 称 电流 流 ≦1.2% >370 流 流 流 流
345 125 35 32 99 130 180 160
14:00 PO42.5 0.4
3 、布袋收尘器JMPL128-2X8D,处理风量150000m3/h,过滤风 速1.07m/min,系统阻力≦1500Pa,风机GY75T-VN021F,风 量180000m3/h,压力7500Pa,电机YJTGKK5003-6/560kw 4、球磨机Ǿ3.8X13m,二仓,其中一仓长2.75m,二仓9.75m。电
⑶ 与O-Sepa涡流选粉机相比, Sepax涡流选粉机增加了分散、预分
级装置。采用航空空气动力学分析方法对整个流场进行了优化设计;采用 悬浮分散技术使物料充分分散;采用预分级技术,有效地减小了大小颗粒 间的干扰,为精确分级创造了条件。 ⑷ Sepax涡流选粉机与尺寸相近的离心式、旋风式、单(双)转子
100万吨双闭路循环粉磨系统的调试与生产

100万吨双闭路循环粉磨系统的调试与生产吴建国1刘永杰 1 贾伟1燕建双1刘昊2殷志峰2(1.陕西崤山水泥有限公司渭南 714000 2.合肥水泥研究设计院 230051 )河南锦荣水泥有限公司筹建的陕西(渭南)崤山水泥有限公司200万吨粉磨站由合肥水泥研究设计院粉磨所设计,总规模200万吨,一期工程100万吨生产线在2010年6月25日安装完毕,6月28日试生产,到目前为止,生产运行状况良好,P.O42.5R水泥产量达206t/h,超过设计能力31t/h,现把调试、生产中出现的问题及解决办法归纳总结,供同行参考。
该粉磨系统为双循环闭路粉磨系统(见图1),物料经配料秤、皮带输送机、板链提升机送入辊压机(HFCG160-140),经辊压机预粉磨后由料饼提升机(NSE1000)送入V型选粉机(HFV4000),合格产品由高效旋风收尘器收集后送入磨机粉磨,部分粗颗粒再次进入辊压机循环辊压。
出磨物料经空气输送斜槽、提升机(NSE800)送入高效选粉机(DS-4000)分选,粗粉经空气斜槽回磨再粉磨,成品则由气箱脉冲袋收尘器(XLPM2-14D)收集经提升入库。
1粉磨车间主要设备、磨内级配、粉磨车间工艺流程1.1主机设备(见表1)表1 主机设备1.2磨内级配(见表2)表2 磨内级配注:说明此钢球中含有15-20吨的调整级配用钢球1.3粉磨车间工艺流程(见图1)2 生产中出现的问题及解决办法(1)在2010年6月26日,磨机空负荷联动试运转4小时,发现辊压机被动辊减速机出现两个问题比较严重,第一个问题是减速机温度异常,引起中控跳停,无法正常开机;第二个问题是减速机输入轴漏油严重,根据现场情况分析判断,温度异常有两种情况:一是出厂时某一位置装配间隙略紧需要磨合;二是减速机回油速度太快,减速机内存油量偏小,我们采取在回油管路上加装一回油调节阀门,通过调节使减速机内存油在油标中位线偏上;对第二个问题我们采取把减速机输入轴轴承压盖上的Φ12mm的回油孔扩大到Φ16mm,漏油问题彻底解决。
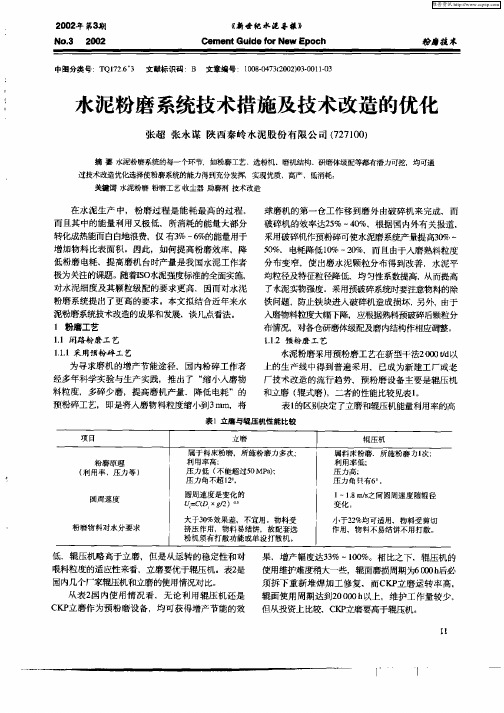
水泥粉磨系统技术措施及技术改造的优化
2 0 年 第3 02 期
No. 2 0 3 O2
《 } 纪 书芘旱 瓤》 |世 C me t ief rN w p c e n d e E o h Gu o 耪膏 拄_ 木
中 图分类号 : Q 7 ’ 文献标识码 :B 文章编号 :1 807( 0 ) - 1 0 T I2 3 6 0 - 3 02 30 3 0 4 2 0 01 -
低,辊压 机略 高于立磨 ,但是从 运转 的稳 定性和对
维普资讯
2 O 年 第3 o2 期
N . 20 o3 0 2
张超等:水泥粉磨系统技术措施及技术改造的优化
1 . 球 磨机 内部结构 的改进 .4 1
艏謦垃摹
表2 国内几个厂家辊压机和立磨的使用情况 Байду номын сангаас
水泥粉磨 系统技 术措施及技术改造 的优化
张超 张永谋 陕西秦岭水泥股 份有限公 司 (2 10 770)
摘 要 水泥粉磨系统的每一个环节,如粉磨工艺、选粉机.磨机结构、研磨体级配等都有潜力可挖 均可通 过技术 改造优化选择使粉磨系统的自 力得到充分发摊 实现优质 ,高产,低消耗 关键词 水泥粉磨 粉磨工艺 收尘器 助磨剂 技术改造
项目 立磨 辊压 机
粉磨原理 ( 利用率 ,压力等 ) 圆周速 度
属于料床粉磨 ,所 施粉磨力多 次 利用率高: 压力低 ( 不能超过 5 MP ) 0 a; 压力角不超 10 。 2 圆周速度 是变化 的 U= ( ×g2 CD , )。
大 于3 %效果差,不 宜用 物 料受 0 挤压作用,物料易结饼,故配套选 粉机须有打散功能或单 设打散机 。
l . 采用H tmi 卧式辊 简磨 )和 高效选粉机 组成 l5 1 o l o l(
浅谈水泥粉磨增加辊压机系统的提产节能改造

l 一 熟 料 仓 ;2 - 石 膏 仓 ;3 - 混 合 材 料 ;4 一 除铁 器 ; 5 一 水 泥 磨 ;6 - 出磨 斗 提 ;7 - 选 粉 机 ;8 - 收 尘机 ;9 一 收 尘器排风机。 图 1 球 磨 闭 路 粉 磨 系 统 流 程 图 表 1 球 磨 系统 主 机 参 数
1 一 辊 压 机 ;2 一 v 型分 级 机 ;3 一 旋 风 分 离 器 ;4 一 循 环 风 机 ;5 - 收 尘器 ;6 - 收尘 排 风 机 ;7 - 水泥磨。 图 2 辊压机 ( 联合 ) 粉 磨 系统 工 艺 流 程 图
前端 增加 辊 压 机 系统 ,对入 磨 物 料进 行 破 碎 , 以 减 轻 磨 机 粉 磨 负 荷 ,主 要 设 备 情 况 如 表 2 。
选
寺匀 ( D E V E L O P M E M G u I D E T 0 B u I L D I N G M A T E R I A L S )
ቤተ መጻሕፍቲ ባይዱ
浅 谈 水 泥 粉 磨 增 加 辊 压 机 系 统 的 提 产 节 能 改 造
李 志 强 ,盛 赵 宝 , 杨 旺 生 , 张 提 提
0 引 言
辊压机 自 2 0世 纪 8 0年 代 引 入 国 内 至 今 , 经
历 了 3 0多 年 的 发 展 ,无 论 在 装 备 还 是 技 术 方 面 均 取 得 到 了长 足 的进 步 [ 1 ] ,在 水 泥 粉 磨 系 统 中 ,辊 压
一
机 以能 量 利 用 率 高 、破 碎 后 物 料 易 磨 性 好 等 特 点 得 到 了广 泛应 用 [ 2 1 ,在 水 泥 粉 磨 系 统 设 计 中基 本 成
Φ4.2m×13m闭路水泥粉磨系统的技术改造

矿渣 水分 对水 泥产 量 的影 响 ,经 常是矿 渣一 进 厂就
使用 。P ・ C 3 2 . 5 水 泥物 料 配 比为 :熟料 6 0 %,石 灰
石1 7 %,石膏 5 % ,矿渣 1 8 %;P・ 0 4 2 . 5 R 水 泥 的物
渣掺加量较高 的P・ C 3 2 . 5 水泥来说 ,矿渣水分对水 泥磨 机的磨 内通风及磨机产量影响相当大。工况 标定发现磨内风速仅0 . 5 m / s ,低于闭路水泥磨应保
关键词 水泥 磨 水分 粒径 压差 产量 电耗
0 引言
我公司的2 5 0 0 熟料生产线 , 配置两套 中 4 . 2 m ×1 3 m 闭路水泥粉磨系统 ,水泥磨系统的主机配置 见表 1 。投产前两年 ,水泥磨产量一直较低 ,徘徊 在8 0 t / h 左右 ,电耗较高 。主要原 因是磨 内通风不
磨 内通风不 良、磨 内过粉磨 现象 严重 、袋 除尘 器压差过大 。在实施一 系列改造措施后 ,水泥磨 的磨 内压差从
原来 的1 2 0 0 P a 降低到8 0 0 P a ,出磨水泥温度降低 ̄ U l o 5℃以下 , 磨 内过粉磨现象消失 , 袋除尘器压差从原来的
2 3 0 0 P a 降为 1 2 0 0 P a ,系统台时产量提 高 ,电耗下 降。
2 0 1 4 年 第2 期
N0. 2 2 0 1 4
新 世 纪水 泥导报
C e me n t Gu i d e f o r N e w E p o c h 磨技术
中图分类号 :T Q1 7 2 . 6 3 2 文献标识码 :B 文章编号 :1 0 0 8 — 0 4 7 3 ( 2 0 1 4 ) 0 2 — 0 0 3 8 — 0 6 DO I 编码 :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 8 — 0 4 7 3 . 2 0 1 4 . 0 2 . 0 1 0
闭路联合粉磨系统提产降耗的措施

磨机 主减速 器
速比
: J S 1 5 0 一 A2
表 1 闭 路联 合粉 磨 系统 设 备 配 置及 性 能 参 数 Fra bibliotek彩磨丝木
主要设 备
性能参 数
规 格 :4 . 2mx 1 2 . 5m 转 速 :1 5 . 8 r / ai r n 产量 : P ・ 0 4 2 . 5 1 8 0t , h P ‘ C 3 2 . 5 2 0 0t / h 额定装 载量 : 2 2 0 t
磨 ” 。常见 的水泥 联合 粉磨 系统 一般 配置有 一 台循 收尘器 内,收尘器收集的水泥成品由空气输送斜槽 环 风机 供 V 型选 粉 机分 级 的辊 压机 闭路 系统 用风 ,
1 5
2 0 1 3 年 第6 期
N o . 6 2 0 1 3
刘传平 ,等 :闭路联合粉磨系统提产降耗 的措施
图1 闭路 联 合 粉 磨 系统 工 艺 流 程
2 工艺 特点
至V 型选粉机 ,通过旋风筒收集后的成品喂人管磨 机 内 ,粗 大 颗粒继 续 回到稳 流称 重仓 内再 次进 入辊 压机继续挤压 。物料经球磨机 粉磨后 由磨尾 提升 机送至O — S e p a 高 效 水平 涡流 选 粉 机 内进 行 粗 细 分 离 ,粗粉经 除铁 器后再 由空气输 送斜槽输送 至磨
头 ,喂 人磨 内重 新粉 磨 ,细粉 则 随气流 进入 大布 袋
目前 国 内 新 型 干 法 水 泥 生 产 线 水 泥 制 成 工
序多采用辊 压机联合粉磨 系统 ,该工艺将 以V 型
选 粉 机 为 气 流 分 级 与 辊 压 机 组 成 的闭 路 子 系 统及 0 一 S e p a 高 效选 粉 机 与管 磨 机 组 成 的 闭路 子 系 统结 合 起 来 形 成 双 闭路 ,从 而 实 现 了 良好 的 “ 分 段 粉
Φ2.4m×10m高细水泥磨改闭路磨提产的体会

改 为 闭路 磨 机后 , 半 年用 的是小 阶梯 衬板 ( 前 见 图 1 。 因一 仓研 磨 体 平 均球 径 低 , ) 为 8 .7 m, 08 m 仓 内物 料 多 ,破碎 能 力 明显 不 够 ,进 入二 仓 的 颗粒 变
原来磨 机 主 电动 机功 率 是 50W ,研 磨体 总 装 7k
的负荷 , 出磨 物 料筛余 值 明显 降低 , 使 同时一 仓 的压
力也 缓解 了 。
10 0%左 右 ,一 仓 内的物料 流量 就应在 5 t 0/ h左右 , 这
样 导致 一 仓 总处 于饱 和状 态 , 产 量大 大 降 低 , 使 为此
把 一仓 带 盲板 的复合 隔仓板 换 成 单层 大篦 孔 隔 仓板
维普资讯
20. . 06 o N8
枷 C ̄ N  ̄fT
一9一
2 mx O 高细水泥磨改闭路磨提产 的体会 . lm 4
李茂顺
( 龙 江 北 疆 集 团 铁 东 水泥 厂 , 龙 江 齐 齐 哈 尔 1 14 ) 黑 黑 6 0 2
中图分类号 :Q12 3 T 7.2 6
4 结束 语
通过 上 述 分 析 , 可得 出结 论 : 风 机 及 其 配套 电 该 动 机 实 际性 能 与原 设 计性 能相 符 ,试 生产 期 间未 能 达 标 的主要 原 因是 工 作 电 压太 低 ,从 而制 约 了电动
机 和 风机 能力 的发挥 。
器 发 生结 皮堵 塞 、窑 内结 圈 等 现象 时 ,系统 阻力 增
T
2 0 . . 0 6 No8
去 的微 型研磨 体 改为 qlmm 2 m q2 mmx 2 m、 b 8 x O m、 0 b 2m  ̄4 m 0 m球 及微 型研 磨体 的混 装 方法 。这 样 既能 保证
水泥磨提产降耗有效措施
水泥磨提产降耗有效措施
水泥磨提产降耗的有效措施包括以下几点:
1.优化磨机设计和选择:选择大磨机和高效率的粉磨工艺,如立磨、
辊压磨、挤压磨和高细磨等,可以提高粉磨效率,降低能耗。
同时,采用“多碎少磨”工艺改造,降低入磨物料粒度,也可以降低粉磨电耗。
2.控制入磨物料粒度和水分:入磨物料粒度不宜过小,否则会增加
破碎能耗。
同时,水分对磨机产量和能耗也有很大影响,水分过大或过小都会影响粉磨效率。
因此,需要严格控制入磨物料粒度和水分。
3.改善磨内通风:通过密闭堵漏、清理隔仓板和出磨篦板篦缝等措
施,改善磨内通风,降低通风阻力,提高通风效率,从而降低能耗。
4.定期对设备进行维护和检修:及时更换磨损的研磨体和衬板,修
复损坏的设备部件,可以提高设备的运行效率和稳定性,降低能耗。
5.优化工艺参数:通过试验和调整,优化工艺参数,如研磨体的级
配、填充率、转速等,可以提高粉磨效率,降低能耗。
6.采用新技术和新设备:采用高效节能的新技术和新设备,如智能
控制、变频器、永磁电机等,可以提高设备的能效比,降低能耗。
7.加强能源管理和培训:建立能源管理制度,加强能源计量和监测,
提高员工的节能意识和技术水平,也可以降低能耗。
总之,水泥磨提产降耗需要从多个方面入手,包括设备、工艺、管理等方面。
通过不断优化和改进,可以有效地提高生产效率和降低能耗。
水泥粉磨系统改造方案及实施效果

水泥粉磨系统改造方案及实施效果陈中飞,尚丽萍(唐山冀东启新水泥有限责任公司,唐山063000 )中图分类号:TQ 172.63 文献标识码:B 文章编号:1671—8321 (2021) 06—0105—02引言水泥磨是水泥生产线上的重要设备,一直以来都是高能耗的设备,节能降耗是水泥丁.作者不断研究的课题 和方向,而水泥磨的工作状况受到的影响因素较多,比如 初级粉磨的效果、熟料的易磨性和各种辅材的水分、球 磨机研磨体级配等。
笔者就我公司在近10年来的水泥磨 系统改造过程做一些总结,以供大家参考。
1存在的问题我公司水泥制备系统由立磨和球磨两个闭环系统组成,立磨型号为J L M S 1-24.3,磨盘直径$2400m m ,转速33.5r /m i n ,设计能力210t /h 。
球磨规格$4.8mx9.5m ,双仓磨,磨机转速14.7r /m i n,生产能力180t /h c 自2010年投产 以后,水泥生产方面主要存在以下几个问题。
(1) 铁质杂物对粉磨系统造成的影响1) 由物料和机械磨损带人水泥系统中的金属造成立 磨振动频繁,严重时甚至使刮料板脱落,影响生产〇2)由于金属在水泥粉磨系统中的富集循环对立磨和球磨的研磨产生缓冲,研磨效果变差,加大立磨研磨压 力,又造成立磨液压系统漏油频繁。
(2)球磨机两仓中间隔仓板篦缝容易被铁屑和石子堵塞,系统通风不畅,球磨机磨头返料,造成环境污染, 被迫减料运行。
(3)由于立磨和球磨机产能不匹配,使立磨产能得 不到充分发挥,生产量不能满足旺季时的销售需求。
2改造方案2.1安装除铁器和金属探测仪消除铁质杂质对系统影响磨机系统铁杂质来源-种从原材料中带入:一是在 原材料进厂中做好管控,有异常及时处理;二是做好原材 料的除铁,在每种原材料下料点增加除铁器,降低除铁器 与料面间高度,增加除铁效果;三是安装金属探测仪,对 于除铁器不能除去的金属,报警时输送皮带停机,人工 捡出。
Φ4.2m×13.0m水泥磨提产降耗的技术措施

Mod讦icotion技术改造O4.2mx13.0m水泥磨提产降耗的技术措施穆飞-刘忠波$(1.蒲城尧柏特种水泥有限公司,陕西渭南715517; 2.宁夏建材集团股份有限公司,宁夏银川750002)中图分类号:TQ172.63文献标识码:B文章编号:1671-8321(2019)10-0119-020引言陕西实丰水泥股份有限公司水泥粉磨系统是由两套辐压机、V选和O4.2m X13m闭路球磨机组成的高效联合粉磨系统,于2011年5月建成投产,投产后,因受系统工艺设计等原因造成系统堵料,设备空转时间长,电耗高达43kWh/t,P・042.5水泥台时较低(145t/h),达不到设计值,近几年通过技术改造,达到了预期效果,P-042.5水泥台时产量达到了210t/h,电耗达到29kWh/t,水泥质量稳定,实现了企业节能降耗的目标,现将有关提产措施汇总如下。
1主要设备及技术参数(表1)表1主要设备及技术参数设备名称主要技术参数混合料提升机型号:NSE1000-41.70m;提升量:1OOOt/h;功率:110kW。
辐压机型号:HFCG160-120,挤压辐直径:1600mm,挤压银宽度:1200mm,通过量:580~670t/h,喂料粒度:^80mm;主电机:型号:YRKK560-4,功率:900kW oV型分级机型号:HFV-35000,最大喂料量:1OOOt/h,选粉风量:180000-240000m3/h,带料能力:160~275t/h,设备阻力:1500-2000Pa球磨机规格:@4.2mxl3叫双层隔仓板,有效内径:4.05m;1仓有效长度4.0m,阶梯衬板、篦缝宽度:10~12mm;2仓有效长度8.6m,小波纹衬板加挡料环,篦缝宽度:6.0mm,产品细度:340m2/kg,传动方式:中心传动,磨机转速:15.6r/min,研磨体装载量:220t,设计产量:150~160t/h;主电动机:型号:YRKK1000-8,功率:3550kW、10kV…磨尾收尘器及风机型号1600SIBB50,风量:54000m3/h,功率:90kW,电压:380V。
球磨机产量提升办法

水泥生产是一个高能耗行业,提高生产效率、降低能源消耗是水泥厂永恒的追求。
本文从对水泥粉磨系统进行优化改造,提高水泥球磨机台时产量、降低电力消耗方面进行分析探讨,找出行之有效的解决途径。
1、采用预粉碎技术预粉碎是球磨机粉磨系统大幅度提高产量的主要途径,按粉碎理论可分为预破碎和预粉磨。
1.1预破碎预破碎一般是指在球磨机前设置一台细碎机,使入磨粒度降低,将原来球磨机粗磨仓担负的部分粗碎任务交由效率较高的细碎机来完成,体现“多破少磨、以破代磨”。
这项技术由于受设备材质的局限,一直未能得到大量使用。
尧峰公司制成二车间曾使用一台锤式破碎机做为预破碎,就是因为锤头材质不过关而停用的。
预破碎还要重点解决好入破物料的除铁问题,熟料中夹杂的铁块等往往会对破碎机造成毁灭性的损坏。
增设预破碎后,球磨机内部结构也要进行相应调整,由于入磨物料粒度大幅降低,一仓应改适当降低破碎能力,提高研磨能力。
预破碎改造投资低,效果明显。
1.2 预粉磨预粉磨是指球磨机前增设一台粉磨设备,使原有的粉磨系统大幅度增产的措施。
用于预粉磨的设备主要有短球磨、辊磨、筒辊磨、辊压机等。
预粉磨对球磨机产量提高最高可达50%,但投资大,工艺相对复杂,节能方面效果不理想。
2、采用高效选粉机选粉机的功能是通过将出磨料中达到一定粒径的颗粒及时选出,减少磨内过粉磨量,从而提高磨机粉磨系统效率。
但选粉机本身并不产生细粉,选粉机的选用和改造应与磨机的改造结合起来进行。
选粉机的效率高,系统产量也高。
选粉机的关键技术是“分散”、“分级”和“收集”。
“分散”是指进入选粉机的物料要尽可能地抛撒开来,物料颗粒之间要形成一定的空间距离。
因此,撒料盘的结构、转速、撒料空间大小、物料水分及物料流量都直接影响着布料的分散率;“分级”是指物料分散后,在选粉室停留的有限时间内,要充分利用气流各种形式的分选功能,把物料的粗、细颗粒尽可能地分开,并送至各自的出口。
因此,气体流量、气流速度、气流方式、气固交汇点和流场分布以及选粉室数量、结构等对分级效率影响很大;“收集”是捕捉粗粉和细粉的能力,这与收集方式和收集部件的结构形式有关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中间 筛 网
45
.
篦缝 尺寸
1 0
篦 缝 尺寸
高 ,产生静电吸附在磨球及衬板 的表面 ,产生缓冲
层 ,降低 了粉磨效率 ,同时加重糊球现象 。
因此 ,我公 司将 两台磨机原有 的两道 隔仓板
4 9
2 1 年 第3 01 期
N . 2 1 o3 0 1
林廷全 ,等 :水泥闭路粉磨系统的提产改造 内通风不 良等现象得以改善 。
衬板在球磨 机 中主要起保护简体和提升磨球 的作用 ,改善衬板 的类型可对 台时产量起到一定作 用 。改造后各仓长度及衬板结构如表5 所示 。
24 优 化磨球 级 配 .
表3改造前 水泥磨 隔仓板 及出料篦板规格尺寸 ( 单位 :1l T ̄) l
隔仓板 形状
同心 圆
磨尾出料篦板 中心通风筛 筛缝尺寸 排列形状
机 内部为 三仓 布置 ,第 三仓 均匀 布置 活化 环 ,磨机
() 3 入磨物料平均粒度和最大粒度都较试生 产 阶段 高 ,按 照原 有磨 机钢 球级 配 ,一仓 的破 碎能 力不够 ,磨机长期处于低产高耗水平运行。 2 改进 措施
21 改进磨 机 仓结 构 .
单独配置磨 内通风风机。由于人磨物料综合水分较 高 ,磨 内糊球 现象 较严 重 ,台 时产量 一直 较低 ,导 致粉磨成本较高。根据实际情况 ,公司将两台水泥 磨 由原来的三仓磨改为双仓闭路磨 ,同时两台水泥
水泥闭路粉磨系统的提产改造 四川南威 水泥有 限公 司, 6 50 36 0
摘 要 我公 司采用 两 台 中38m×1 球磨 机 ,在实 际生产 中粉磨P・ 3 .R级水泥 台时产量 并不理 . 3m C 25
想 ,仅有7 h 右 。为 满足生产 需要 ,公 司将两 台水泥磨 由原来 的三仓磨改为双仓 闭路磨 ,同时两 台水泥 5/ t左 磨分别采用不 同的隔仓板 , 优化磨 内衬板结构 ,优化磨球级配 ,两 台水泥磨 台时产量均稳定 在8 左右 。 5
2 1 年 第3 01 期
No. 2 1 3 0 1
新 世 纪水 泥导报
Ce n ief r e E o h me t Gud w p c o N
文献标识码 :B 文章编号 :1 0 —4 32 1)30 4 -4 0 80 7 (0 1 —0 90 0
磨 丝木
中图分类号 :T 7 . 2 Q126 3
表 1改造前磨机各仓长度及衬板结构 ( 单位 :in ) n ' 1
项目 仓 长 一 仓 二 仓 三 仓
仓
项目
长
一
仓
二
仓
47 5 2
76 3 8
22 改进 磨 机 隔仓板 .
对于隔仓板来说 ,主要影响球磨机产量 的因素 在于篦板缝 的排列方式及篦缝宽度 。一般来说 ,出 料篦 板篦 缝 的宽度应 比上级 隔仓板 宽2m m。一仓 的 篦缝宽度不宜过宽 ,闭路磨控制在1 m一1 m 0 m 4 较 m 为合适 。篦缝的排列方式大体上分为同心圆、放射 形 、斜线形 、多边形等。对于同心圆排列的篦缝 , 磨机在正常运行时 ,物料顺 同心圆切线方 向运动 , 物料速度比较快 ,不容易被堵塞;对于辐射形排列 的篦缝 ,物料 与其垂直运 动 ,流速较慢 ,易被堵
2 优 化 磨 内衬 板 结构 . 3
磨丝朱
更 换 为一 道带 筛分 装 置 的双层 隔仓 板 ,并将 出料 篦
板作了相应改造 ,改造前两 台水泥磨系统所采用 的 隔仓板及出料篦板规格尺寸如表3 所示。 改 造 后 水 泥 磨 隔 仓 板 及 出料 篦 板 规 格 尺 寸 如
表4 示 。改 造 后 的两 台水 泥 磨 隔仓 板 通 孔 率 均在 所 3%以上 ,因物料 水 分 大而 造成 的篦缝 糊 料 以及磨 0
1存 在 的 问题 及原 因分 析
长 如表 2 所示 。
表 2 改 造 后 各 仓 长 度 ( 位 :in ) 单 n 1
我公司两台水泥磨均采用三仓 ( ) 表1 布局,隔 仓板采用的高细筛分隔仓板 ,隔仓篦板篦缝1 m, 0m 中间筛网3m m。改造前 ,我公司水泥磨在实 际运 行 中主要存在以下几方面的问题 :
关键词 球磨机 级配 台产
0 引言
( 2)磨 内隔仓 板 篦缝 易 被堵 塞 ,物料 通 过 隔
我公司水泥磨为两台江苏鹏 飞 3 . m×1 仓板时阻力增加 ,磨机一仓饱磨频繁 ,过粉磨现象 8 3m 球磨机 ,不带预粉碎系统。两套水泥粉磨系统均采 比较 严重 。 用带O S p 0 0 — ea20 高效选粉机 的闭路粉磨工艺 ,磨
同心 圆 1 0 同 心 圆 1 0 5
中间筛网
3
篦缝尺寸
8
形状
篦缝 尺寸
中心通 风筛 筛网尺寸 排列
形状 均 匀 分布
表4 改造后水泥磨隔仓板及 出料篦板规格 尺寸 ( 单位 :rm ) n
隔仓 板
项目 1 号 水 泥磨 形状 同心圆
磨 尾出料篦板 中心通风筛 筛缝尺寸 排列形状
三仓球磨机 闭路磨系统适用于人磨物料综合 磨分别采用不同的隔仓板 ,优化磨 内衬板结构 ,优 水分和粒度都较小的情况 。而我公 司的物料性质使 化磨球级配 , 经过实际运行 ,两台磨产质量均有较 该磨内结构不能满足实际生产要求 ,因此决定将这 两台水泥磨均改为双仓磨结构,改造后水泥磨各仓 大 幅度 的 提高 。
塞。
375 2 阶梯衬板
27 0 0 阶梯衬板
56 3 8 双 曲面衬板
衬板结构
( ) 1 在粉磨P・ 3 . 水 泥时 ,由于人磨物 C 25 R 料综合水分较高 ,磨内通风不 良情况较严重 ,通风 能力不能有效改善磨 内粉磨工况 。而在 粉磨 过程 中 ,磨 内水 蒸 汽 不 能 及 时排 放 ,导致 磨 内 温度 升