我国搅拌摩擦焊技术的研究现状与热点分析
搅拌摩擦焊镁铝异种材料研究现状
随着现代制造技术的不断进步,材料焊接技术也在不断发展。
搅拌摩擦焊作为一种新型的焊接方法,因其低能耗、无污染、高效率等优点而备受关注。
在工业界和学术界,对搅拌摩擦焊技术的研究也越来越深入。
一、搅拌摩擦焊简介1. 搅拌摩擦焊的原理和特点搅拌摩擦焊是一种无熔金属的固态焊接方法,通过机械搅拌和摩擦加热的方式将材料焊接在一起。
与传统的熔化焊接方法相比,搅拌摩擦焊具有温度低、热影响区小、焊接变形小等优点。
2. 搅拌摩擦焊的应用领域搅拌摩擦焊技术已广泛应用于航空航天、汽车制造、铁路交通等领域,尤其在焊接铝合金、镁合金等轻金属材料方面具有独特优势。
二、搅拌摩擦焊镁铝异种材料研究现状1. 镁铝异种材料的特点镁铝异种材料因其密度低、强度高、耐腐蚀等特点,被广泛应用于航空航天、汽车制造等领域。
然而,由于镁铝材料的化学性质和熔点差异较大,传统的焊接方法往往难以实现良好的焊接效果。
2. 搅拌摩擦焊镁铝异种材料的研究现状为解决镁铝异种材料的焊接难题,学术界和工业界进行了大量的研究。
目前,搅拌摩擦焊镁铝异种材料的研究已取得了一定进展,但仍存在一些挑战。
3. 研究现状的主要问题(1)焊接接头的组织和性能不稳定,需要进一步优化工艺参数和焊接头形貌。
(2)搅拌摩擦焊镁铝材料的金属间化合物生成机理和影响因素尚不清楚,需要深入研究。
(3)焊接接头的力学性能、耐腐蚀性能等方面还需要进一步评估和提升。
三、未来研究方向1. 优化焊接工艺参数针对搅拌摩擦焊镁铝异种材料存在的问题,未来研究可以进一步优化焊接工艺参数,包括搅拌转速、下压力、焊接速度等,以获得更稳定的焊接接头组织和性能。
2. 深入研究金属间化合物形成机理金属间化合物的生成对搅拌摩擦焊接头的性能具有重要影响,未来的研究可以针对金属间化合物的形成机理和影响因素进行深入探讨,为优化焊接工艺提供理论依据。
3. 综合评价焊接接头性能未来的研究还可以从焊接接头的力学性能、耐腐蚀性能等方面进行综合评价,探索提升镁铝异种材料搅拌摩擦焊接头综合性能的途径。
谈搅拌摩擦焊技术

成功案例介绍及经验总结
01
成功案例一
某航空制造企业成功应用搅拌摩擦焊技术,实现了铝合金材料的可靠连
接。通过合理的工艺参数设置和操作规范,获得了高质量的焊接接头,
提高了生产效率。
02
成功案例二
某轨道车辆制造企业采用搅拌摩擦焊技术,实现了不锈钢车体结构的快
速、高效连接。通过优化工艺参数,降低了焊接变形和应力,提高了焊
THANKS
谢谢您的观看
汽车制造领域
车身结构的连接
搅拌摩擦焊技术可用于汽车车身结构的连接,提高车身的强度和刚度。
新能源汽车电池托盘的焊接
搅拌摩擦焊技术还可用于新能源汽车电池托盘的焊接,提高电池托盘的稳定性和安全性。
轨道交通领域
轨道车辆的制造
搅拌摩擦焊技术可用于轨道交通领域中轨道车辆的制造,提高车辆的稳定性和安全性。
地铁车辆车体的焊接
搅拌摩擦焊技术还可用于地铁车辆车体的焊接,提高车体的强度和刚度。
新能源领域
太阳能板的焊接
搅拌摩擦焊技术可用于新能源领域中太 阳能板的焊接,提高太阳能板的稳定性 和效率。
VS
风力发电机叶片的焊接
搅拌摩擦焊技术还可用于风力发电机叶片 的焊接,提高叶片的稳定性和安全性。
03
搅拌摩擦焊技术工艺流程与设 备
,能够产生摩擦热和塑性变形,实现材料的连接。
控制系统
02 用于控制搅拌头的旋转速度、压力和焊接时间等参数
,确保焊接过程的稳定性和可控性。
焊接夹具
03
用于固定待焊接的材料,确保焊接过程的稳定性和精
度。
设备选型与维护
设备选型
根据生产需求和预算等因素,选择适合的搅拌摩擦焊设备,包括搅拌头的类型、尺寸和 控制系统等。
我国搅拌摩擦焊技术的研究现状与热点分析
摘要:从搅拌摩擦焊材料、工艺、焊接机理、有限元数值模拟、接头耐腐蚀性等方面分析了国内对搅拌摩擦焊研究取得的成果与现状,并预测了未来几年国内搅拌摩擦焊研究的热点和重点。
分析认为:铝合金仍是未来几年搅拌摩擦焊的主要研究材料,而镁合金、铜合金、不锈钢、碳钢以及异种金属的搅拌摩擦焊将也将成为研究的热点。
焊接工艺、有限元数值模拟以及接头性能和焊后加工处理也将成为搅拌摩擦焊研究的热点和重点。
关键词:搅拌摩擦焊;焊接材料;焊接工艺;数值模拟;复合焊接中图分类号:TG453+.9文献标识码:C 文章编号:1001-2303(2011)10-0092-06第41卷第10期2011年10月Vol.41No.10Oct.2011Electric Welding Machine收稿日期:2011-03-22作者简介:陈杰(1966—),男,学士,主要从事特种设备质量安全管理和科研工作。
陈杰1,张海伟2,刘德佳2,王小明2(1.重庆市特种设备质量安全检测中心,重庆401121;2.重庆大学机械传动国家重点实验室,重庆400030)Research progress and focus of friction stir welding in ChinaCHEN Jie 1,ZHANG Hai-wei 2,LIU De-jia 2,WANG Xiao-ming 2(1.Chongqing Special Equipment Quality Safe Inspection Center ,Chongqing 401121,China ;2.State Key Laboratoryof Mechanical Transmission ,Chongqing University ,Chongqing 400030,China)Abstract :In this paper ,the domestic achievements made in 2010were analyzed from the aspects of FSW materials ,welding processes ,welding mechanisms ,finite element simulation ,and the corrosion resistance of the joints.The domestic focuses and emphasis in friction stir welding research in the next few years were forecasted.Analysis showed that aluminum alloys will also be the main materials for FSW in the next few years ,while magnesium alloys ,copper alloys ,stainless steels ,carbon steels and some dissimilar metals will become hot research materials of FSW.And welding processes ,finite element simulation ,the properties of welding joints and the treatments of post welding will also be focuses in friction stir welding research.Key words :frictions stir welding ;welding materials ;welding process ;finite element simulation ;hybrid welding 0前言搅拌摩擦焊技术经过十几年的发展已日趋完善,并成功应用于航空、航天、汽车、造船和高速铁路列车等诸多结构制造领域。
搅拌摩擦焊接技术研究现状与应用
慢;焊接时焊件必须夹紧,还需要垫 板;焊后焊缝上留有锁眼。目前,由 于搅拌头特形指棒材料所限,搅拌摩 擦焊仅用于铝合金产品的连接。据报 道,英国焊接研究所正在开展钛合金 搅拌摩擦焊的工艺研究[4]。 1.4 新的摩擦焊方法
近年来为了适应新材料与新结构 的应用,国内外在摩擦焊接及相关技 术方面取得了重要进展,其中以线性 摩擦焊(Linear friction welding)、摩 擦堆焊(Friction surfa-cing)、搅拌摩 擦焊(Friction stir we-lding)、摩擦塞 焊(Friction plug we-lding)等被称为是 “科学摩擦(Sci-ence friction)”的先 进摩擦焊接技术最具代表性[5]。这些新 颖的摩擦焊接技术不仅拓展了摩擦焊 的应用范围。而且提高了焊接部件的 整体性能和可靠性。使那些难焊或不 能焊的材料也能获得高质量的焊缝。 研究先进摩擦焊接技术具有重大的理 论意义和工程应用价值[6]。
挪威Haugesund的Gydro Marine Al- uminium铝板厂每年都要生产70km以 上无缺陷的FSW铝板,主要用于造船
业的船甲板、壳体、船舱壁等部位的 焊接。日本住友轻金属公司采用FSW生 产铝质蜂窝结构板件和耐海水的板材, 其中耐海水的板材由5块宽度为250mm 的5083铝合金挤压板连接成一块尺寸 为1250mm×5000mm的铝合金板,由 于其焊缝根部和背面具有良好的平整 性而被用作船舱壁板。FSW在船舶轻 合金预成形结构件上的应用,在外观、 重量、性能、成本以及制造时间上具 有明显的优越性,不仅能用于船舶轻 合金结构件的制造,还可用于现场装 配,为现代船舶制造提供了新的连接 方法,也是现代焊接技术发展的又一 次飞跃。 3.3 陆路交通
搅拌摩擦焊及其研究现状
a v n a e s we 1 W e i t d c h r c s n n u n i g f co s o S .a a y e t e mir s r t r n r p ry o d a tg sa l. n r u e t e p o e s a d i f e c n a t r f F W o l n lz h co t ueu e a d p o e f t
和旋 转方 向上产 生 的机 械 搅 拌 和 顶 锻 作 用 下 . 针 的前 表 面把 焊
固态连 接方 法 “ 。与传 统 的熔 化 焊 接 方 法 相 比较 , 拌 摩 擦 搅 焊具 有 晶粒 细小 , 劳 性能 、 疲 拉伸 性能 和 弯 曲性能 良好 、 尘 烟 、 无 无气 孔 、 飞溅 、 无 节能 、 无需 焊 丝 、 接 时 不 需 使 用 保 护 气 体 、 焊 焊 接后 残余 应 力和 变形 小等 优 点 。
温度 升 高 , 度降低 。焊 针 在外 力 作 用 下 不断 顶 锻 和挤 压 接 缝 强
0 前 言
两边 的材 料 , 至轴 肩 紧密 接 触工 件表 面 为止 。 这 时 , 旋 转轴 直 由 肩 和 焊 针 产 生 的 摩 擦 热 在 轴 肩 下 面 和 焊 针 周 围 形 成 大 量 的 塑 化
Abta t Fit nsrw lig F W )i an w sl src r i t e n ( S co i d s e o d—s t jiigt hooyta i ivtdi ee r 9 0S t i t e onn c n l h ts n i nt al 19 .I a e g e h y
RESEA RCH TATUS oF S FRI CTI oN STI W ELDI R NG
搅拌摩擦焊研究现状

搅拌摩擦焊研究现状第一篇:搅拌摩擦焊研究现状搅拌摩擦焊技术在国内外的发展状况搅拌摩擦焊的技术特点是焊接金属不熔化,焊缝为锻造的细晶组织,并且作业环境不受限,适合于大型结构的焊接,同时工艺参数少、参数裕度大,焊接质量稳定,是一项高效、低成本、环保的固相焊接新技术。
正是由于搅拌摩擦焊所具有的这些技术特色和优点,这项技术被称之为焊接技术的一场革命,也使得这项技术从发明至今的短短十几年内,得到了其它焊接方法从未有过的快速发展,尤其是在国外,搅拌摩擦焊技术发展和工业应用的速度之快令人瞠目结舌。
首先表现在搅拌摩擦焊应用的材料上,除了各种铝合金、镁合金和铜合金以外、钛、钢甚至高温合金等高熔点高热强金属材料的搅拌摩擦焊技术研究甚至工业应用也已经开始。
当前,搅拌摩擦焊单道一次焊透铝板的能力为最厚100mm、最薄0.5mm,焊接铜板最厚达50mm,焊钛合金最厚达25mm。
从焊接方法的发展来看,搅拌摩擦焊已从最初的一体式搅拌头焊接方法发展衍生出了分体搅拌头(可回抽搅拌头,固定轴肩搅拌头)式搅拌摩擦焊、双焊接头(同面共主轴反向旋转,双面双主轴)搅拌摩擦焊、双轴肩搅拌摩擦焊、高转速搅拌摩擦焊以及搅拌摩擦点焊等。
由于搅拌摩擦焊是通过搅拌工具施加的运动和作用力使被焊材料形成焊缝的,焊接过程中的作用力很大,因此焊接设备本身刚性一般都很大、很笨重。
但国外搅拌摩擦焊设备已从最初的类铣床结构发展出了动龙门动横梁多轴联动搅拌摩擦焊设备、机器人搅拌摩擦焊设备、移动式搅拌摩擦焊设备甚至便携式搅拌摩擦焊设备。
焊接设备的发展,也使搅拌摩擦焊的适用对象从简单规则形状焊缝发展到了空间曲线焊缝的焊接和外场的维修补焊。
最后,从工业应用来看,搅拌摩擦焊已在先进国家的航空、航天、兵器、电力电子、石油化工、船舶、轨道交通、汽车等制造领域得到了大量应用,应用部位已从非承力、次承力结构发展到关键承力结构上,搅拌摩擦焊在国外铝、镁等轻合金结构制造上正在成为主导甚至必选的制造技术手段。
搅拌摩擦焊研究现状及创新设想
制 约其应用 的一个关键瓶颈。随着不锈钢焊接件 的数量 、 品种 、 规格的 不 断增加 对焊接工艺和焊接质量提出了更 高的要求 F W 为不锈钢 S 的焊接提供 了新 的途径 不锈钢等高熔点材料 的 F W 是 目前 F W 技 S S 术 的研究热点 如果想获得高质量的不锈钢焊接街头 . 就需要耐高温 材料制作 的搅拌头 . 前大家都在研究中 目 24 设备研制 . 搅拌 摩擦焊接设备 是控制搅拌摩擦焊 工艺过程从而获得搅拌 摩 擦焊接头 的物质基础 . 它包括焊机和焊具两个方面 焊机一般由专业 、 生产公 司来 提供 . 也有 用户采用铣床改制 的 . 而焊具一般 由用户 自己 设计制作 . 也可从生产公司购置 我国仅有 一家被 授权制造这种 焊接 设备 的公司 . 即中国搅拌摩擦焊中心北 京赛福 斯特技 术有 限公司 哈 尔滨工业大学 、 华东船舶工业学院及 兰州理工 大学 等七个单 位所用设 备均 由该公司提供 该公司已经开发 出了 c型 、 龙门式和悬臂式 三个 系列 的搅拌摩擦焊机( 包括工装) 。中 国搅拌 摩擦焊 中心在相继研制 了 c型 、 型和 T型三种通用焊具 后 .又研制 出一种适用 于厚板一次成 w 形焊接的 v型特种焊具 . 还开发出了能够实现无匙孔搅拌摩擦焊 的焊 针 可 回抽 式 焊 具 [ 3 1
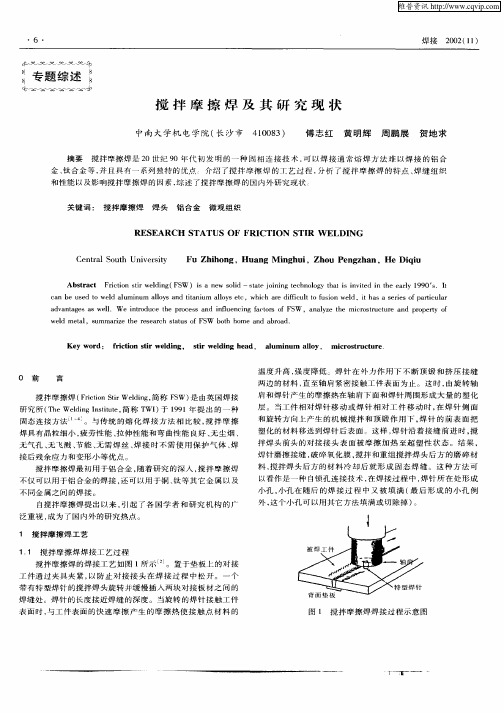
图 1 搅拌摩擦焊原理示意图
2 搅拌摩擦焊研究现状
21 异 种 金 属 焊 接 应 用 .
异种材料连接结构具有两种材料综合 的优异性能 .在航 空航天 、 空间技术 、 核工业 、 电子 、 微 汽车 、 石油化工等领域得到 了广泛 的应用 , 因此对异种材料焊接的深入研究有着十分重要的意义 搅拌摩擦焊对 材料 的适应性很 强 , 是镁合金 、 锌合金 、 合金 、 铜 铅合 金以及铝基 复合 材料等材料的板状对接或搭接的优先选择 搅拌摩擦焊可以较容易的 实现异种材料连接 .目前研究较多的是镁 一 铝异种材料搅拌摩擦 焊技 术. 此外 . 利用 搅拌摩擦焊 还可 以较方便 的实现铜铝 复合焊接接 头和 铝一 钢板材之间的连接 如严铿 、 于怀东等人 l 行的关 于铜/ J 1 进 铝异种 金 属的搅 拌摩擦 焊以取 得相应 结果 2 轻金属 焊接 . 2 随着 铝合 金等新 型合金材 料在各行业 的应用 . 传统的熔焊方法 就 显得力不从心 了。 熔焊时容易产生裂 纹 、 等缺陷 , 气孔 同时还要 注意气 体保护 . 大型构件 的生产 中是极为不方便 的 搅拌摩擦焊可 以轻 这在 松 的实现全线 自 动化生产 . 不需要气体保护或者是少许 的保护 。 前 , 目 可 以焊接 O8 7 r . 5 m厚度 的铝合金材料 . ~ a 适应性 极强 同时 由于搅拌 摩擦焊过程不存在被焊材料 的熔化 . 焊缝成型 和质量 都不会受到焊缝 或工件位 置改变的影 响 . 以搅 拌摩擦焊具有相 当 的柔性 . 所 可以实现 I 、D、D结构 的焊接口 D2 3
搅拌摩擦焊技术研究与应用

搅拌摩擦焊技术研究与应用搅拌摩擦焊技术研究与应用陈湘陵谢振中课题:湖南省科技厅自然科学课题,课题编号:2011CK3056。
本文性连接的目的。
该技术是以固相连接工艺实现的焊接技术。
2.搅拌摩擦焊技术优点与传统焊接方法相比,搅拌摩擦焊技术具有以下几个优点。
一是焊前不需进行复杂的准备,被焊材料不熔化,焊接接头性能优良,固相连接接头强度高,可实现全方位焊接;二是焊接过程可靠性高,尺寸精度高,生产率高,成本低且节能;三是具有广泛的工艺适应性,能有效减小或消除冶金化学反应问题,能焊接性能差异很大的异种金属材料,亦可焊接同一台设备的金属和非金属材料;四是安全环保,焊接过程整洁,不会产生飞溅、辐射的情况,或产生有害物质。
二、搅拌摩擦焊技术研究现状-系统开展搅拌摩擦焊技术的研究和应用;2002年4月份,“中国搅拌摩擦焊接中心”在北京饭店成立,被英国焊接研究所授予独家许可权,即拥有发放和管理中国区域的搅拌摩擦焊接技术的专利许可。
直至今日,研究搅拌摩擦焊接技术与设备的学院、研究所已达到20几家单位,其中包括有清华大学、南昌航空工业学院、哈尔滨理工大学、中科院沈阳金属所等。
历经几十年的发展,该技术在国内已经具备了从工艺、设备、控制、检验等整套完备的专业技术规模,并且在基础理论研究上也形成了一定的独立体系。
我国科技工作者高度重视,除了对搅拌摩擦焊的机理、力学性能、搅拌头等展开深入研究外,还先后开展了对铝合金紫铜、PVC塑料、钛合金、镁合金等材料搅拌摩擦焊工艺的研究。
三、搅拌摩擦焊技术应用现状1.航空应用FSW焊500喷气还例如,由挪威GydroMarineAluminium铝板厂生产的无缺陷FSW铝板,用于船舶的甲板、壳体、船舱壁等部位的焊接;日本住友轻金属公司采用FSW生产的铝质蜂窝结构板件和耐海水板材等等。
3.陆路交通应用在陆路交通上,FSW主要的应用领域为高速或轨道列车,以及地铁车厢、有轨电车,汽车的引擎、底盘、轮毂、车身支架、载货车尾部升降平台、汽车起重器,以及装甲车的防护甲板等等。
搅拌摩擦焊的研究现状及前景展望

搅拌摩擦焊的研究现状及前景展望搅拌摩擦焊应用广泛,具有成本低、高性能以及高效率等特性,在不同领域得到了广泛的应用。
本文将对搅拌摩擦焊的研究现状以及应用进行详细的分析。
标签:搅拌摩擦焊;研究现状;应用英国焊接研究所发明的搅拌摩擦焊(Friction Stir Welding,简称FSW),曾经于1991年获得世界范围内专利保护,它是一项非常奇特的新型固相焊接技术,也是焊接技术史上从发明到将其应用到工业中时间最短的一项焊接技术,其曾被称作是“世界焊接史上的第二次革命”。
搅拌摩擦焊与其他传统的焊接技术相比较而言,其具有成本低廉、不会造成污染、焊接后变形较小以及高效等特点,这些特点是其他焊接技术无法企及的。
搅拌摩擦焊的这些特性使其得到了广泛的应用,其主要应用于结构制造领域,例如航空、航天、汽车以及船舶等领域。
基于此,文章将从焊接材料、工艺参数、焊接技术等原理对搅拌摩擦焊进行详细的研究分析,并且对搅拌摩擦焊未来的发展趋势进行探讨。
1 搅拌摩擦焊的原理分析及其优缺点(1)搅拌摩擦焊的原理分析。
搅拌摩擦焊的搅拌头的特征是圆柱状并且其轴肩是非常特殊的,搅拌头以合适的速度插入到被焊构件的焊接处,并且以一定的速度向前匀速移动,被焊构建与搅拌头之间由于一定的摩擦力度而产生相应的热度,当温度达到一定水平时,其将会使得搅拌头附近区域的材料软化,从而以实现热塑化的目的。
当搅拌头由于受到某种力度时,将会渐渐的向前缓慢前行,这时候热塑化后的材料将由搅拌头的前部向后部移动,并且位于搅拌头处的轴肩将会产生锻造压力,固相连接就会在这种压力之下而实现。
在搅拌焊接的过程中,需要注意的是被焊构件需要进行牢固固定,而且需要在焊缝的背面加上衬垫以防止由于搅拌头的力度而导致构建以及塑性金属流失。
(2)搅拌摩擦焊的优缺点分析。
搅拌摩擦焊的优点主要有以下几个方面:第一,由于搅拌摩擦焊采用的技术原理是固相焊接技术,从而不会导致材料融化的现象发生;第二,,搅拌摩擦焊具有质量过硬、操作起来效率高以及不需要高昂的成本;第三,搅拌摩擦焊没有特定的接头形式,其支持多种规格形式不一的焊接方式;第四,采用搅拌摩擦焊技术,在焊接过程中产生的残余应力较小,从而残余应力对构件所带来的变形影响较小;第五,采用搅拌摩擦焊技术进行焊接后所产生的焊缝的组织为细晶组织,从而没有其他传统焊接技术所带来的裂纹、气孔等缺陷,这将大大减少后续的维修费用;第六,搅拌摩擦焊操作起来较为简单,能够非常方便的就实现自动化技术。
搅拌摩擦焊焊接工装的国内外研究现状综述
搅拌摩擦焊焊接工装的国内外研究现状综述搅拌摩擦焊是一种先进的焊接技术,广泛应用于航空航天、船舶制造、汽车制造等领域。
而搅拌摩擦焊焊接工装作为搅拌摩擦焊的重要辅助工具,在焊接过程中发挥着至关重要的作用。
本文将对搅拌摩擦焊焊接工装的国内外研究现状进行综述。
1. 搅拌摩擦焊焊接工装的发展历程搅拌摩擦焊焊接工装最早起源于国外,随着我国近年来对高端制造技术的重视,国内也开始了对该技术的研究与应用。
国外早期的搅拌摩擦焊焊接工装多采用简单的结构设计,而随着工艺的不断改进,现在已经出现了多种复杂的工装设计,以满足不同焊接对象的需求。
国内的研究也在不断加强,通过引进和消化吸收国外先进技术,我国在搅拌摩擦焊焊接工装领域已经取得了一定的进展。
2. 国外搅拌摩擦焊焊接工装研究现状在国外,搅拌摩擦焊焊接工装的研究主要集中在工装设计和优化上。
美国、日本等发达国家的研究机构和企业投入大量资金用于研究搅拌摩擦焊焊接工装,设计出了多种结构合理、性能卓越的工装。
这些工装不仅可以提高焊接质量,还可以加快焊接速度,提高生产效率,节约成本。
同时,国外还在不断探索新的工艺和材料,以适应不同焊接对象的需要。
3. 国内搅拌摩擦焊焊接工装研究现状我国在搅拌摩擦焊焊接工装领域的研究也在不断深化。
国内许多高校、科研机构和企业相继开始了对搅拌摩擦焊焊接工装的研究工作。
他们通过仿真模拟、实验验证等手段,设计出了一些具有自主知识产权的工装,为我国搅拌摩擦焊产业的发展做出了积极贡献。
同时,我国研究人员也在积极与国外开展合作,共同推动搅拌摩擦焊焊接工装技术的进步。
4. 未来的发展趋势与展望搅拌摩擦焊焊接工装作为搅拌摩擦焊技术的重要组成部分,具有广阔的应用前景。
未来,随着信息化、智能化技术的不断进步,搅拌摩擦焊焊接工装将会呈现出更加智能化、高效化的发展趋势。
同时,我国在搅拌摩擦焊焊接工装领域的研究力量也将会不断增强,为我国高端制造业的发展提供强有力的支持。
总之,搅拌摩擦焊焊接工装的国内外研究现状在不断发展和完善,通过国际合作与创新研究,相信这一技术将会为各行业的高端制造带来更多的机遇和挑战。
谈搅拌摩擦焊技术研究与应用

CATALOGUE 目录•搅拌摩擦焊技术简介•搅拌摩擦焊技术研究现状•搅拌摩擦焊技术在不同领域的应用•搅拌摩擦焊技术的前景展望与发展趋势•结论搅拌摩擦焊是一种新型的焊接方法,其核心是利用搅拌头与工件之间的摩擦热和塑性变形热,使工件局部加热至塑性状态,并在搅拌头的强烈搅拌作用下实现材料的连接。
与传统的熔焊方法不同,搅拌摩擦焊过程中不涉及熔化,因此可以避免熔焊过程中出现的元素烧损、接头组织性能恶化等问题。
高效节能接头质量高适用范围广操作简单ABCD航空航天领域汽车制造领域其他领域轨道交通领域搅拌摩擦焊技术的应用范围搅拌摩擦焊技术的研究进展搅拌摩擦焊技术自发明以来,经过多年的研究和发展,已经在多个领域得到广泛应用。
在科研方面,研究者们不断探索新的搅拌摩擦焊技术,提高其焊接质量和效率。
在应用方面,搅拌摩擦焊技术已经应用于航空、航天、汽车、船舶等领域,取得了良好的效果。
010203搅拌摩擦焊技术的优势与局限搅拌摩擦焊技术的研究热点与挑战总结词搅拌摩擦焊技术在航空航天领域的应用具有广泛性和重要性。
要点一要点二详细描述搅拌摩擦焊技术在该领域主要用于制造飞机和火箭等关键部件,如铝合金和钛合金的焊接。
相比传统焊接方法,搅拌摩擦焊技术具有更高的焊接质量和更快的焊接速度,提高了生产效率,降低了制造成本。
此外,搅拌摩擦焊技术还具有较好的接头强度和耐腐蚀性,使得飞机和火箭等关键部件的寿命更长、安全性更高。
航空航天领域总结词搅拌摩擦焊技术在汽车制造领域的应用日益增多,成为汽车制造的重要焊接方法之一。
详细描述搅拌摩擦焊技术在该领域主要用于制造汽车车身、底盘和发动机等关键部件,如低碳钢、铝合金和不锈钢的焊接。
相比传统焊接方法,搅拌摩擦焊技术具有更高的焊接质量和更快的焊接速度,提高了生产效率,降低了制造成本。
此外,搅拌摩擦焊技术还具有较好的接头强度和耐腐蚀性,使得汽车的关键部件更加可靠、耐用。
总结词搅拌摩擦焊技术在船舶制造领域的应用具有广泛性和重要性。
我国搅拌摩擦焊技术的研究现状与热点分析
此 接 头 强 度 最 高 , 4 7MP 。 达 2 a 陈继 强 等人 [研 究 1 】 了微 量钪 对 A — n Mg Z 热轧 板搅 拌 摩 擦 焊 接 头 lZ — — r
组织 与性 能 的影 响 , 现微 量 钪使 A _ n Mgz 合 发 1Z — — r 金母 材 的抗 拉强度 和 屈 服强度 分 别提 高 2 a和 2MP
5 m m n 接 头 焊核 区部分 晶粒 出现 异 常长 大 , 0m / i , 热
机 械影 响 区 与 焊核 区的交 界 面和 焊 核 区 根 部是 组
织 不 稳定 的源 头 。
对 2系列 和 3系列 铝 合 金 以及 硬 铝 的搅 拌 摩 擦 焊 的研究 也 不少 。 春炎嘲 究 了 8mm厚 2 1 - 王 研 29 T 7铝合 金搅 拌 摩 擦焊 接 头性 能 , 现接 头 室 温拉 8 发 伸 强度 可 以达 到母 材 的 7 %以上 , 断裂 方式 为韧 0 且
纹 头数 与轴肩 下 压量 对金 属 轴 向迁 移 的影 响发 现 , 由 于受 到 螺 纹 表 面挤 压 力 和 螺 纹 表 面 与金 属 间摩 擦 力 的共 同驱 动 , 纹 内的 塑性 金属 在 搅拌 针 轴 向 螺 产 生迁 移 。 增加 搅拌 针表 面螺 纹 头数 和增 大焊 缝所 受 轴 向 的挤 压 力 均能 增 加 焊 缝 塑 性 金 属 的轴 向迁 移量 , 其宏 观 表现 为呈 洋葱 瓣 花纹 状 的焊 核 横截 面
和采 用适 当方 法 提高 接头 性 能具 有 重要 的意 义 , 不
仅是 2 1 0 0年 的研 究 热 点 , 将 是 今后 几 年 的研 究 还
重 点。
积 增 大 。 宝华 [研究 搅拌 头 形状 对搅 拌 摩擦 焊接 李 2 】 】
搅拌摩擦焊的现状与发展
搅拌摩擦焊的现状与发展搅拌摩擦焊的现状与发展中国工程院院士(研究员)关桥高级工程师栾国红2 搅拌摩擦焊在国外的发展搅拌摩擦焊作为一种轻合金材料连接的优选焊接技术,已经从技术研究,迈向高层次的工程化和工业化应用阶段,形成了一个新的产业: 搅拌摩擦焊设备的制造、搅拌摩擦焊产品的加工.如在美国的宇航制造工业、北欧的船舶制造工业、日本的高速列车制造等制造领域,搅拌摩擦焊得到了广泛的应用,均已形成新兴产业。
2.1搅拌摩擦焊在铝合金结构制造中取代传统熔焊搅拌摩擦焊已成功地实现了鋁合金、镁合金构件制造大规模的工业化应用。
下面列举一些典型的应用实例。
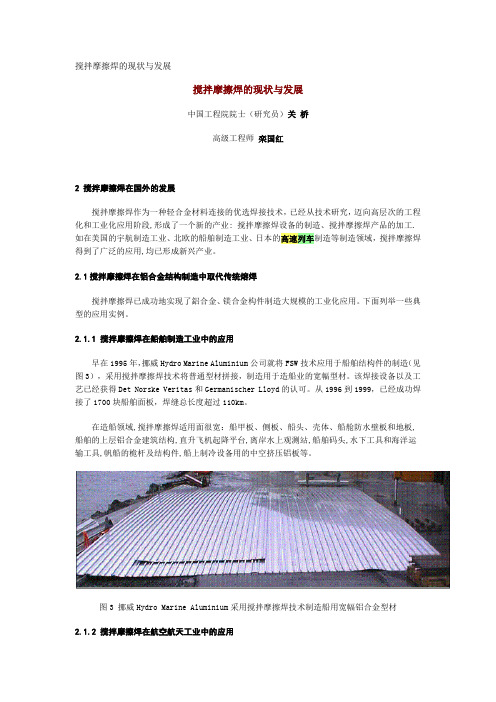
2.1.1 搅拌摩擦焊在船舶制造工业中的应用早在1995年,挪威Hydro Marine Aluminium公司就将FSW技术应用于船舶结构件的制造(见图3),采用搅拌摩擦焊技术将普通型材拼接,制造用于造船业的宽幅型材。
该焊接设备以及工艺已经获得Det Norske Veritas和Germanischer Lloyd的认可。
从1996到1999,已经成功焊接了1700块船舶面板,焊缝总长度超过110km。
在造船领域,搅拌摩擦焊适用面很宽:船甲板、侧板、船头、壳体、船舱防水壁板和地板,船舶的上层铝合金建筑结构,直升飞机起降平台,离岸水上观测站,船舶码头,水下工具和海洋运输工具,帆船的桅杆及结构件,船上制冷设备用的中空挤压铝板等。
图3 挪威Hydro Marine Aluminium采用搅拌摩擦焊技术制造船用宽幅铝合金型材2.1.2 搅拌摩擦焊在航空航天工业中的应用航空航天飞行器铝合金结构件,如飞机机翼壁板、运载火箭燃料储箱等,选材多为熔焊焊接性较差的2000及7000系列鋁合金材料,而搅拌摩擦焊可以实现这些系列铝合金的优质连接,国外已经在飞机、火箭等宇航飞行器上得到应用。
采用搅拌摩擦焊提高了生产效率,降低了生产成本,对航空航天工业来说有着明显的经济效益。
波音公司首先在加州的HuntingtonBeach工厂将搅拌摩擦焊应用于Delta II运载火箭4.8米高的中间舱段的制造(纵缝,厚度22.22毫米,2014铝合金),该运载火箭于1999年8月17日成功发射升空。
搅拌摩擦焊
搅拌摩擦焊技术的发展现状摘要:搅拌摩擦焊是利用一种特殊形式的搅拌头边旋转边前进,通过搅拌头与工件的摩擦产热,摩擦热使该部分金属处于热塑性状态,并在搅拌头的压力作用下从其前端向后部塑性流动,从而使待焊件压焊为一个整体。
本文主要介绍了搅拌摩擦焊在航空航天领域的应用,搅拌头的设计,铝合金搅拌摩擦焊的现状,搅拌摩擦焊技术的新发展,搅拌摩擦焊在国内的发展前景。
关键词:搅拌摩擦焊原理搅拌头铝合金发展前景1.引言[1]搅拌摩擦焊是英国焊接研究所于1991年发明的专利焊接技术。
搅拌摩擦焊除了具有普通摩擦焊技术的优点外,还可以进行多种接头形式和不同焊接位置的连接。
挪威已建立了世界上第一个搅拌摩擦焊商业设备,可焊接厚3—15mm、尺寸6×16的Al船板;1998年美国波音公司的空间和防御实验室引进了搅拌摩擦焊技术,用于焊接某些火箭部件;麦道公司也把这种技术用于制造Delta运载火箭的推进剂贮箱。
摩擦焊是利用工件端面相互运动、相互摩擦所产生的热,使端部达到热塑性状态,然后迅速顶锻,完成焊接的一种方法。
[2]摩擦焊可以方便地连接同种或异种材料,包括金属、部分金属基复合材料、陶瓷及塑料。
摩擦焊方法在制造业中已应用40多年了,由于其生产率高、质量好获得了广泛的工程应用,但焊接的对象主要是回转形零件,虽然也有其它形式的摩擦焊技术出现,以克服被焊工件几何形状的限制或提高生产率,如相位摩擦焊、径向摩擦焊、线性摩擦焊等,但实际应用很少。
最近还出现了摩擦堆焊,在工件上形成特殊性能的表面层。
2.搅拌磨擦焊应用领域搅拌摩擦焊在航空航天工业领域有着良好的应用前景。
(1)搅拌头的设计搅拌头的成功设计是把搅拌摩擦焊应用在更大范围的材料和焊接更宽的厚度范围的关键。
[3]下面主要讨论一下搅拌头的发展现状.一般说来,搅拌头包括两部分:搅拌探头和轴肩,而搅拌头的材料通常都采用硬度远远高于被焊材料的材料制成,这样能够在焊接过程中将搅拌头的磨损减至最小。
搅拌摩擦焊技术发展现状与趋势

究 及 应用技 术 开发 正全 面 系统展 开 。 工程科技领 域 中的创新源于 实践 ,搅拌摩擦焊是
一 项 技术工 程 化应 用与 技 术不 断 创 新 发展 相 辅 相成 的 典 型 例证 ,在 焊 接 科 学 技 术 应 用 发 展 史 上 具 有 里 程 碑 意 义 。 当前 国 内外 针 对 搅 拌 摩 擦 焊 连 接 机 理 、工 艺 技 术 、创新性技术方法 、专用装备开展了大量 的探索研究 和应用 技术 研 发 工 作 ,至今 已经 形 成 多 种 基 于 搅 拌 摩 擦 焊基 本原 理 的衍 生新 技 术方 法 ,如 搅 拌 摩擦 点 焊 、静 轴 肩搅 拌摩 擦 焊 、双 轴肩 搅 拌 摩擦 焊 、复合 热 源搅 拌 摩 擦 焊 、机器 人搅 拌摩 擦焊 等 。
在 国内 ,以中航工业北京航 空制 造工程研究所 为 代表的一些科研机构早在 1996年就开展了 FSW 探索 性 研究 工作 。2002年 ,北 京 航 空 制 造 工 程 研 究 所 与英 国焊接 研 究所 合 作 成 立 中 国搅 拌 摩 擦 焊 中心 ,从 此 搅 拌 摩擦 焊在 基础 理论 研究 、应 用技 术 研 发 、专 用 装备 和 工 业产 品 开发 制 造 等 领 域 都 得 到 了快 速 发 展 ,并 且 逐 渐在航天 、航空、船舶、电子能源等领 域得到工业化推 广应用 。目前 ,国内已先后有 30多家单位 (高等院校 、 企业、科研机构 )获得 了该项技术的专利使用权 ,在 国 家相关科研计划 的支持下 (如 国家科技 支撑计划 、自 然科学基金 、973计划 、o4重大专项等),专项的基础研
关键词 : 搅拌摩擦焊 搅拌摩擦点焊 静轴肩搅拌摩擦焊 双轴 肩搅拌摩 擦焊 中图分类号 : TG4
搅拌摩擦焊技术应用现状及发展趋势

搅拌摩擦焊技术应用现状及发展趋势
搅拌摩擦焊技术是一种高效、环保、低能耗的焊接方式,已经逐渐取代传统的焊接工艺。
目前,搅拌摩擦焊技术已经广泛应用于汽车、飞机、船舶、建筑、电力、医疗等领域,成为现代产业中必不可少的技术手段。
随着科技的不断发展,搅拌摩擦焊技术也在逐步完善和改进。
未来的发展趋势主要有以下几个方面:
1. 自适应控制技术的应用:通过传感器和计算机控制技术,实现对焊接过程的实时监测与自适应控制,提高焊接质量和效率。
2. 多功能复合焊接技术的开发:利用搅拌摩擦焊技术与其它材料加工技术相结合,开发出具有多种功能的复合材料焊接技术。
3. 大型结构焊接技术的研究:针对大型结构的焊接难题,开发出适用于大型结构的搅拌摩擦焊接技术,提高焊接效率和质量。
4. 便携式搅拌摩擦焊接设备的研发:开发出重量轻、便于携带的搅拌摩擦焊接设备,解决在无电源、环境恶劣等情况下无法进行焊接的问题。
总之,搅拌摩擦焊技术的应用前景十分广阔,随着技术的不断发展,其在现代产业中的地位将会越来越重要。
铝合金搅拌摩擦点焊的研究现状及发展方向
铝合金搅拌摩擦点焊的研究现状及发展方向
一、引言
铝合金作为一种轻质高强度材料,广泛应用于航空、汽车、电子等领域。
而搅拌摩擦点焊作为一种新型的焊接技术,具有焊接速度快、焊接质量高、环保等优点,因此在铝合金焊接领域备受关注。
二、研究现状
目前,国内外对铝合金搅拌摩擦点焊的研究已经取得了一定的进展。
在焊接参数方面,研究者通过对搅拌头形状、转速、下压力等参数的优化,实现了焊接接头的强度和密实度的提高。
在焊接材料方面,研究者通过对不同铝合金材料的焊接试验,发现了不同材料之间的焊接特性和适用性。
在焊接工艺方面,研究者通过对焊接过程中的温度、应力等因素的控制,实现了焊接接头的质量稳定和可靠性提高。
三、发展方向
未来,铝合金搅拌摩擦点焊的研究方向主要包括以下几个方面:
1. 焊接参数的优化:通过对搅拌头形状、转速、下压力等参数的进一步优化,实现焊接接头的强度和密实度的提高。
2. 焊接材料的拓展:研究者可以通过对不同铝合金材料的焊接试验,
发现更多材料之间的焊接特性和适用性,以满足不同领域的需求。
3. 焊接工艺的改进:通过对焊接过程中的温度、应力等因素的更加精
细的控制,实现焊接接头的质量稳定和可靠性提高。
4. 自动化生产的实现:通过自动化设备的应用,实现铝合金搅拌摩擦
点焊的大规模生产,提高生产效率和质量。
四、结论
铝合金搅拌摩擦点焊作为一种新型的焊接技术,具有广阔的应用前景。
未来,我们需要在焊接参数、材料、工艺和自动化生产等方面不断探
索和创新,以实现铝合金搅拌摩擦点焊技术的更加完善和成熟。
搅拌摩擦焊的现状与发展
搅拌摩擦焊的现状与发展搅拌摩擦焊的现状与发展中国工程院院士(研究员)关桥高级工程师栾国红摘要: 搅拌摩擦焊技术发明至今14年以来,无论在国外还是在国内,已经成功跨出试验研究阶段,发展成为在铝合金结构制造中可以替代熔焊技术的工业化实用的固相连接技术;这项新型的焊接技术在航空航天飞行器、高速舰船快艇、高速轨道列车、汽车等轻型化结构以及各种铝合金型材拼焊结构制造中,已经展示出显著的技术和经济效益,诸如:根除了熔焊所固有的焊接缺陷(气孔、凝固裂纹等)、提高了接头和结构的连接质量、降低了焊接变形等;并且在其他轻金属如镁、铜、锌等材料结构的制造中也正在实施工程化应用。
与搅拌摩擦焊相适应的焊接新装备和搅拌工具的发展也非常快,为实施搅拌摩擦焊工艺方案(如消除搅拌匙孔)及提高各类材料接头的质量,各种类别的新型搅拌摩擦焊接设备、自动化装置及机器人搅拌摩擦焊机等相继问世。
搅拌摩擦焊目前的发展目标之一是攻克在高熔点金属材料连接中的难题,诸如:普通碳钢、不锈钢、钛合金、甚至高温合金等结构材料的固相连接,进一步优化搅拌工具的型体设计与材料选取,以及焊接过程参数的监控及焊接质量实时检测和控制,制订标准。
关键词:搅拌摩擦焊铝合金焊接轻金属焊接0 前言1991年,英国焊接研究所(The Welding Institute-TWI)发明了搅拌摩擦焊(Friction Stir Welding-FSW),这项杰出的焊接技术发明正在为世界制造技术的进步做出贡献。
在国外,搅拌摩擦焊已经在诸多制造领域达到规模化、工业化的应用水平。
如在船舶制造领域,在1996年搅拌摩擦焊就在挪威MARINE公司成功地应用在铝合金快速舰船的甲板、侧板等结构件的流水线制造。
在轨道车辆制造领域,日本HITACHI公司首先于1997年将搅拌摩擦焊技术应用于列车车体的快速低成本制造,成功实现了大壁板铝合金型材的工业化制造。
在世界宇航制造领域,搅拌摩擦焊已经成功代替熔焊实现了大型空间运载工具如运载火箭和航天飞机等的大型高强铝合金燃料贮箱的制造,波音公司的DELTA II型和IV型火箭已经全部实现了搅拌摩擦焊制造,并于1999年首次成功发射升空。
搅拌摩擦焊行业报告

搅拌摩擦焊行业报告搅拌摩擦焊是一种先进的焊接工艺,它通过搅拌和摩擦的方式将两个金属材料连接在一起。
这种焊接方式在航空航天、汽车制造、铁路交通、船舶制造等领域有着广泛的应用。
本报告将对搅拌摩擦焊行业进行全面的分析和研究,包括市场规模、发展趋势、技术创新、应用领域等方面的内容。
市场规模分析。
搅拌摩擦焊作为一种新型的焊接工艺,其市场规模在不断扩大。
随着航空航天、汽车制造等行业的快速发展,对于高强度、轻量化材料的需求不断增加,而搅拌摩擦焊正是能够满足这一需求的理想选择。
据统计,全球搅拌摩擦焊市场规模已经超过10亿美元,并且预计在未来几年内还将继续保持快速增长的态势。
技术创新分析。
搅拌摩擦焊作为一种先进的焊接工艺,其技术创新一直是行业发展的关键驱动力。
目前,搅拌摩擦焊技术已经取得了许多重要的突破,比如在工艺参数优化、设备自动化、焊接质量检测等方面都取得了显著的进展。
此外,一些新型材料的应用也为搅拌摩擦焊技术的发展提供了更多的可能性,比如镁合金、铝合金等材料在搅拌摩擦焊中的应用已经成为了行业的热点。
应用领域分析。
搅拌摩擦焊在航空航天、汽车制造、铁路交通、船舶制造等领域有着广泛的应用。
在航空航天领域,搅拌摩擦焊被广泛应用于飞机机身、发动机零部件等关键部件的制造中,其高强度、轻量化的特点能够有效提高飞行器的性能。
在汽车制造领域,搅拌摩擦焊被应用于汽车车身、底盘等部件的制造中,能够有效提高汽车的安全性和燃油经济性。
在铁路交通和船舶制造领域,搅拌摩擦焊也被广泛应用于轨道车辆、船舶结构等部件的制造中,能够有效提高其耐久性和可靠性。
发展趋势分析。
随着全球制造业的快速发展,搅拌摩擦焊行业也将迎来更多的机遇和挑战。
未来,搅拌摩擦焊技术将继续向着高效、智能化、环保化的方向发展,同时还将不断拓展新的应用领域,比如在3D打印、新能源汽车等领域的应用。
此外,搅拌摩擦焊设备和材料的研发也将成为行业发展的重要驱动力,为行业的进一步发展提供更多的可能性。
异种材料搅拌摩擦焊研究现状及发展状况展趋势
异种材料搅拌摩擦焊研究现状及发展状况展趋势目录1、搅拌摩擦焊的定义2、异种材料搅拌摩擦焊的发展3、异种材料搅拌摩擦焊方法4、异种材料搅拌摩擦焊的特点5、异种材料搅拌摩擦焊的焊接接头性能6、异种材料搅拌摩擦焊的应用结束语摘要:近年来,国内外对异种金属搅拌摩擦焊的研究现状进行了总结。
重点对异种材料搅拌摩擦焊的特点、应用及其组织演化特征进行归纳和分析。
异种材料连接结构具有两种材料综合的优异性能,随着异种材料连接结构应用前景的不断扩大,采用搅拌摩擦焊接技术的优势是生产效率高、焊接变形小、成本低、质量好等。
但是,异种材料的搅拌摩擦焊技术存在一个突出的问题就是接头中存在金属间化合物,这会对其力学性能产生十分不利的影响。
因此,在进行异种材料的搅拌摩擦焊时,对金属间化合物的形貌及分布状态的控制是获得优良焊接接头的关键所在。
关键词:搅拌摩擦焊、异种材料、固相连接、摩擦热、新型连接方法。
1、搅拌摩擦焊的定义摩擦焊是利用工件端面相互运动、相互摩擦所产生的热,使端部达到热塑性状态,然后迅速顶锻,完成焊接的一种方法。
摩擦焊可以方便地连接同种或异种材料,包括金属、部分金属基复合材料、陶瓷及塑料。
摩擦焊方法在制造业中已应用40多年了,由于其生产率高、质量好获得了广泛的工程应用,但焊接的对象主要是回转形零件,虽然也有其它形式的摩擦焊技术出现,以克服被焊工件几何形状的限制或提高生产率,如相位摩擦焊、径向摩擦焊、线性摩擦焊等,但实际应用很少。
最近还出现了摩擦堆焊,在工件上形成特殊性能的表面层。
搅拌摩擦焊(Friction Stir Welding)是英国焊接研究所TWI(The Welding Institute)提出的专利焊接技术,该技术首先在焊接铝与铅异种金属获得成功。
该技术原理简单,控制参数少,可以将焊接过程中的人为因素降到最低。
由于其能够高效地利用能源,FSW这一绿色焊接技术被誉为近几年来在金属连接领域中最显著的发现。
2、异种材料搅拌摩擦焊的发展异种材料搅拌摩擦焊作为一种新型的搅拌摩擦焊接方法,在有色金属等材料的连接中具有广阔的应用前景。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要:从搅拌摩擦焊材料、工艺、焊接机理、有限元数值模拟、接头耐腐蚀性等方面分析了国内对搅拌摩擦焊研究取得的成果与现状,并预测了未来几年国内搅拌摩擦焊研究的热点和重点。
分析认为:铝合金仍是未来几年搅拌摩擦焊的主要研究材料,而镁合金、铜合金、不锈钢、碳钢以及异种金属的搅拌摩擦焊将也将成为研究的热点。
焊接工艺、有限元数值模拟以及接头性能和焊后加工处理也将成为搅拌摩擦焊研究的热点和重点。
关键词:搅拌摩擦焊;焊接材料;焊接工艺;数值模拟;复合焊接中图分类号:TG453+.9文献标识码:C 文章编号:1001-2303(2011)10-0092-06第41卷第10期2011年10月Vol.41No.10Oct.2011Electric Welding Machine收稿日期:2011-03-22作者简介:陈杰(1966—),男,学士,主要从事特种设备质量安全管理和科研工作。
陈杰1,张海伟2,刘德佳2,王小明2(1.重庆市特种设备质量安全检测中心,重庆401121;2.重庆大学机械传动国家重点实验室,重庆400030)Research progress and focus of friction stir welding in ChinaCHEN Jie 1,ZHANG Hai-wei 2,LIU De-jia 2,WANG Xiao-ming 2(1.Chongqing Special Equipment Quality Safe Inspection Center ,Chongqing 401121,China ;2.State Key Laboratoryof Mechanical Transmission ,Chongqing University ,Chongqing 400030,China)Abstract :In this paper ,the domestic achievements made in 2010were analyzed from the aspects of FSW materials ,welding processes ,welding mechanisms ,finite element simulation ,and the corrosion resistance of the joints.The domestic focuses and emphasis in friction stir welding research in the next few years were forecasted.Analysis showed that aluminum alloys will also be the main materials for FSW in the next few years ,while magnesium alloys ,copper alloys ,stainless steels ,carbon steels and some dissimilar metals will become hot research materials of FSW.And welding processes ,finite element simulation ,the properties of welding joints and the treatments of post welding will also be focuses in friction stir welding research.Key words :frictions stir welding ;welding materials ;welding process ;finite element simulation ;hybrid welding 0前言搅拌摩擦焊技术经过十几年的发展已日趋完善,并成功应用于航空、航天、汽车、造船和高速铁路列车等诸多结构制造领域。
搅拌摩擦焊接是固相焊接,母材不熔化,不会产生气孔和裂纹等缺陷,具有广阔的应用前景[1-6]。
在过去的2010年,国内研究人员开展了大量的搅拌摩擦焊研究工作,成果丰硕。
本研究从搅拌摩擦焊材料、工艺、焊接机理、有限元数值模拟、接头耐腐蚀性等方面考虑,分析了2010年国内搅拌摩擦焊的研究现状与热点。
1材料的焊接性1.1铝合金材料搅拌摩擦焊接最先应用于铝合金的焊接,铝合金是2010年国内研究搅拌摩擦焊涉及最多的被焊材料。
秦国梁等人[1]针对2mm 厚6013-T4铝合金薄板进行了搅拌摩擦焊接,采用搅拌头旋转速度和焊接速度的比值ω/v 表征搅拌摩擦焊的热输入,研究焊接热输入对接头焊缝成形和力学性能的影响。
研究表明在ω/v=3r /mm 时,焊缝成形美观,飞边毛刺少,抗拉强度和屈服强度分别达到母材的83.3%和75.8%。
王海艳等人[2]研究了6mm 厚的6061-T4铝合金板材搅拌摩擦焊对接,认为搅拌头旋转速度为1200r /min ,工件进给速度为300mm /min 是最合适我国搅拌摩擦焊技术的研究现状与热点分析92的工艺参数。
罗维等人[3]研究了22mm厚的6061-T6铝合金板的搅拌摩擦焊,且在旋转速度为1000r/min、焊接速度为120mm/min时,其焊接接头σb=205MPa,为母材强度的66%。
李奇等人[4]对7系列的铝合金开展了搅拌摩擦焊试验,研究表明3mm厚的7A52铝合金薄板的搅拌摩擦焊接头抗拉强度可以达到母材的70%。
丁成钢[5]研究了6.3mm厚的7050铝合金板搅拌摩擦焊焊接接头的性能,认为接头的冲击韧性优于母材,且焊核区、热影响区的断口中有较多韧窝,呈典型的韧性断裂。
汪洪峰[6]对10mm厚的7022铝合金厚板进行了搅拌摩擦焊接试验,发现搅拌头转速为400r/min,焊接速度为100mm/min时,焊接接头的抗拉强度、屈服强度均比母材高,冲击韧性也比母材高。
金玉花等人[7]将5mm厚7050铝合金搅拌摩擦焊接头在490℃固溶处理1h,研究接头焊核区组织的热稳定性,结果表明,焊核区的热稳定性与焊接参数有关,当转速为600r/min时,焊速为40、50mm/min,接头焊核区部分晶粒出现异常长大,热机械影响区与焊核区的交界面和焊核区根部是组织不稳定的源头。
对2系列和3系列铝合金以及硬铝的搅拌摩擦焊的研究也不少。
王春炎[8]研究了8mm厚2219-T87铝合金搅拌摩擦焊接头性能,发现接头室温拉伸强度可以达到母材的70%以上,且断裂方式为韧性断裂。
束彪等人在焊接厚5mm的2195铝锂合金薄板时发现,焊速v=140mm/min,转速ω=1000r/min 时,焊接接头强度可以达到母材的73%[9]。
夏罗生[10]认为对于2519铝合金厚板,搅拌头旋转速度与焊接速度的比值在11.3~15.3时,焊缝显现出良好的力学性能。
李建涛[11]和徐效东[12]分别对铝合金3系列的3A21和3003进行搅拌摩擦焊接研究,发现当搅拌头的旋转速度为1120r/min,焊接速度为50mm/min 时,3003铝合金焊缝成形良好。
刘鸽平[13]研究了LY12铝合金的搅拌摩擦焊接头组织和性能,研究表明搅拌头旋转速度与焊接速度比值为5时,焊接线能量适当,接头无缺陷,焊核区为细小均匀的等轴晶,因此接头强度最高,达427MPa。
陈继强等人[14]研究了微量钪对Al-Zn-Mg-Zr热轧板搅拌摩擦焊接头组织与性能的影响,发现微量钪使Al-Zn-Mg-Zr合金母材的抗拉强度和屈服强度分别提高22MPa和42MPa,使焊接接头的抗拉强度和屈服强度分别提高19MPa和33MPa,其主要原因是细晶强化和Al3(Sc,Zr)粒子的析出强化。
1.2异种材料王东等人[15]研究了6mm厚6061-T651铝合金和AZ31镁合金搅拌摩擦焊接界面处Mg/Al反应及接头力学性能,发现在焊接界面处存在Mg17Al12相的生成和由于共晶相熔化和随后冷却所形成的孔洞。
在搅拌针置中、向镁合金侧偏置2mm两种情况下,接头中少量的Al搅入到镁合金侧形成金属间化合物Mg17Al12,而在搅拌针向铝合金侧偏置2mm 时,是少量的Mg搅入到铝合金中也形成金属间化合物Mg17Al12。
并且由于焊核区仅有少量的Mg17Al12生成,其硬度变化并不显著。
焊接界面处生成的金属间化合物和孔洞使得接头的拉伸性能显著降低。
贺地求[16]研究了厚度为25mm的T2紫铜厚板单道搅拌摩擦焊对接试验,分析接头发现,在旋转速度为960r/min、焊接速度为70mm/min时,搅拌摩擦焊焊接接头的抗拉强度可达186.6MPa,搅拌摩擦焊接头的电阻率与母材基本相当。
同时还对厚度为30mm和50mm厚的T2紫铜进行了搅拌摩擦焊试验,发现30mm厚的T2紫铜板单道焊焊后平均抗拉强度为177.2MPa,达到母材的81.7%,断后平均伸长率为25.4%。
焊缝横切面显微硬度分布波动较大,最低值位于前进侧热影响区底部,此处为焊缝薄弱环节[17]。
孙慧等人[18]对Zr44Ti11Ni10Cu10Be25块体金属玻璃与紫铜进行搅拌摩擦焊接,发现当旋转速度为600r/min、摩擦头直径2mm、焊接速度40mm/min、轴肩直径12mm、压入量0.1mm时,能够成功实现焊接,且焊缝处试样仍保持非晶状态。
从上述搅拌摩擦焊被焊材料的文献分析可以看出,铝合金是搅拌摩擦焊的主要研究材料,6系列和7系列等高强铝合金是研究的热点,且研究的板厚从薄板到厚板,大多是研究搅拌摩擦焊工艺对接头强度的影响,并以搅拌头旋转速度和焊接速度的比值来表征搅拌摩擦焊的热输入,研究其对接头焊缝成形和力学性能的影响。
在2010年异种金属的搅拌摩擦焊在国内开展较少,但非铝材料的搅拌摩擦焊开展了一些尝试并取得一定的成果,特别是紫铜的搅拌摩擦焊接板材厚度已到达30mm。
而高强铝合金、镁合金、铜合金以及不锈钢和普通碳钢的搅拌摩擦焊在今后几年必定成为研究的热点。
2焊接工艺研究搅拌头形状对接头组织性能的影响也是焊接工艺陈杰等:我国搅拌摩擦焊技术的研究现状与热点分析第10期932010年的研究热点。
如张忠科等人[19]分别选用不同形状的搅拌头进行搅拌摩擦焊接,研究搅拌头形状对搅拌头受力和温度的影响。
采用三维测力系统和红外测温装置对搅拌头下压力和温度进行同步动态测量,得出搅拌头形状的影响规律。
结果表明,凹陷型轴肩受力明显高于平台型轴肩,锥形搅拌针受力大于柱形搅拌针;凹陷型轴肩产热优于平台型轴肩,锥形搅拌针产热优于柱形搅拌针。
凹陷型轴肩比平台型轴肩更有利于金属流动,焊缝区过渡平滑,锥形搅拌针比柱形搅拌针焊缝区平滑且前进侧和返回侧更对称。