模具真空工艺树脂ML-5417
简述真空树脂导入成型工艺流程及注意事项
简述真空树脂导入成型工艺流程及注意事项Vacuum resin infusion molding (VRIM) is a manufacturing process that involves the use of a vacuum to distribute resin throughout a composite material. This process is commonly used in the aerospace, automotive, and marine industries to produce lightweight, high-performance components. VRIM begins with the preparation of a mold and the selection of suitable materials, such as resin, reinforcements, and release agents.真空树脂导入成型工艺是一种制造过程,涉及使用真空将树脂分布到复合材料中。
这个过程通常用于航空航天、汽车和船舶等行业,以生产轻量化、高性能的组件。
真空树脂导入成型的第一步是制备模具,并选择适用的材料,如树脂、增强材料和脱模剂。
One key aspect of the VRIM process is the creation of a vacuum bag setup, which is used to draw resin into the mold cavity. The vacuum bag is typically made from a flexible, airtight material and is placed over the mold and reinforcements. Once the bag is sealed, a vacuum pump is used to remove air from the cavity, creating a pressuredifferential that allows the resin to be infused into the reinforcements.真空树脂导入成型工艺的一个关键方面是建立真空袋系统,用于将树脂吸入模腔。
模具真空工艺树脂LT-5078系列

积层树脂LT-5078A固化剂LT-5078B~LT-5078B-3目录页码目录1特性1说明2规格3加工参数4混合比例4温度测定4粘度测定:不同温度混合粘度525℃混合粘度540℃混合粘度6凝胶时间6Tg图1-27Tg图3-48浇铸体力学性能9复合材料力学性能10免责10特性说明LT-5078A/B系列树脂是一种低粘度真空积层环氧树脂,主要应用于制造复合材料工业的材料部件,如风力发电机的动力叶片。
这种环氧树脂特别适合加入玻璃纤维、碳纤维等人造纤维,并使用先进的RIM真空工艺。
即时在气温<15℃(59℉)情况下,LT-5078A/B系列树脂仍能自行固化。
配方中含有少量的浸润性助剂,因此在成模的加工中,能表现出极好的浸润性。
虽然初步的固化在室温下可以达到基本固化,但要达到全面的力学性能,只能在一个合适的后固化条件下获得。
特别是80℃(176℉)的高温固化,这种后固化能获得必须的热稳定性。
经过50℃(122℉)的加热固化后能达到适宜的力学性能。
最适宜的加工环境温度为15-40℃(59-104℉)。
操作适用期根据固化剂的选择,在1h至4h范围。
操作时间随固化剂牌号的增加而增加,用LT-5078B-3操作时间可达4h以上。
在使用固化剂时,在常温下初步固化是非常缓慢的,所以在部件脱模前,有必要用40-50℃(104-122℉)的加热处理,以提高效率。
LT-5078A/B系列的特点是混合粘度低,因此在导入过程中会以很快的流动速度快速的完成对纤维的浸润。
若采用手糊工艺生产,建议增加一些触变剂,如气相二氧化硅,以防止树脂从垂直面外流。
LT-5078A/B系列在低温下很难结晶,但最好在15-30℃(59-86℉)、低湿度下储存。
在材料使用后,包装容器要再次密封,避免吸湿或受到污染。
所有胺类固化剂暴露在空气中都会产生化学反应,这种反应物如白色结晶体,可致使材料无法正常使用。
材料在原始密闭包装容器中,储存期至少为2年。
各种树脂型号用途

各种树脂型号用途各种树脂型号用途谢谢大家光临!回贴是种美德!请帮忙顶一下!型号用途国内外对应牌号XDA-4 提取分离维生素B12及多种抗生素XAD-4 CAD40XDA-16A XDA-16B 提取分离头孢霉素、阿维菌素、亿维菌素等XAD-16D316 D311 LSD-318 链霉素精制、提取——LSA-600 链霉素提取过程中替代122树脂进行脱色——LSI-010 LSI-210 链霉素精制除灰分——XDA-9 从土霉素废液中回收土霉素——LSA-700 头孢菌素C的精制脱色(替代氧化铝)——CD180 提取分离丁胺卡那霉素等氨基糖甙类半合成抗生素——D941 糖类等的提取、脱色,抗生素及天然药物的脱色精制——树脂牌号类别主要用途D101 LSA-20XDA-5 LSA-30XDA-6 HP-10 非极性提取绞股兰总皂甙、淫羊藿甙、三七总皂甙、罗汉果甙、人参总皂苷、西洋参总皂苷、葛根总黄酮、毛冬青总皂苷、蒺藜总皂苷、知母皂苷、芍药苷、橙皮苷、栀子苷、丹皮酚、色素、喜树碱等LSA-40 LSA-21LSA-10 LSA-33 中极性提取黄酮、银杏内酯、大豆异黄酮、甜菊糖甙、人参皂甙、三七皂甙、绿原酸、原花青素、花色苷、广枣黄酮等XDA-1 XDA-8LSA-7 极性提取分离甜叶菊、茶多酚、蒽醌类、多酚类、咖啡因等LSA-5B 活性高比表面提取分离淫羊藿甙等甙类、黄酮类、蒽醌、大黄酸、甘草酸类,维生素B12提取LSI-004 LSD001 极性提取分离生物碱、氨基酸等LSA-8 LSA-8B 提取分离大豆异黄酮、克林霉素磷酸酯等多种物质LSD-632 LSA-700 LSD-300 LSD-263 LSD-280 绞股兰总皂甙、三七总皂甙、罗汉果总皂甙等中草药有效成分脱色;新霉素、庆大霉素、核糖霉素等氨基糖甙类抗生素脱色;制糖工业中脱除水溶性及醇溶性色素及杂质废水处理专用树脂XDA系列大孔吸附树脂主要用于处理染料、农药和医药及其中间体等生产废水。
真空工艺

真空树脂导入工艺在风电机舱罩中的应用风电2010-05-07 09:03:30 阅读265 评论0字号:大中小0 引言“真空树脂导入工艺”(VRIP),又称为“真空辅助树脂扩散模塑工艺”(VARIM),或“真空辅助树脂转移模塑工艺”(VARTM)。
该工艺原理为借助真空的驱动,把树脂注入预制成形的增强材料中,模具由柔性膜和刚性半模组成。
由于增强材料为真空所压紧,树脂的渗透速度一般较慢,要依靠导流介质(导流布或导流管)的帮助,这就是Seemann发明的专利技术SCRIMP。
SCRIMP的基本原理是利用导流介质,在部件表面形成高流速的渗透区,使树脂迅速达到产品的整个表面,浸渍主要是通过厚度方向来实现,从而大大缩短了树脂的渗透途径和时间,依靠高真空度,制品的孔隙率可达到1%一1.5%,纤维体积含量在50%以上。
SCRIMP的另一种工艺是在芯材上开槽,织物放在芯材的上方,树脂在槽内流动,其速度快于在导流介质中的流动。
机舱罩是风电设备的重要部件,由于风机总是在较为恶劣的气象环境中工作,风电机舱罩要满足如下技术要求:(1)空气动力学负载:承担风速达70m/s的空气动力负载。
(2)人员站立负载:为安装和维修要求,机罩上的任何点都能承担一个人站立,设计要求在每5X103mm2的面积上,受力80Kg时材料弯曲变形不超过0.5cm。
(3)疲劳负载:承受相当20年的疲劳损害。
(4)在下述环境中工作20年,材料性能不发生明显变化。
紫外照射:幅射强度:1000W/M2..,耐油脂:尤其是要耐机内所用的油脂;·工作湿度:达95%..,工作温度:-10℃-+40℃,极端情况可达-20℃~+50℃。
由此作为机舱罩的复合材料要求具有:(1)使用寿命20年;(2)适合于机舱罩的工作环境,如耐油、耐湿、耐紫外照射等;(3)材料容易买到;(4)价格可以接受;(5)可维修,这是大型产品所必须的;(6)材料力学性能满足设计要求,尤其是刚性要好;(7)抗疲劳性能好;(8)有一定的阻燃性能。
真空辅助树脂传递模塑工艺
真空辅助树脂传递模塑工艺真空辅助树脂传递模塑工艺(VARTM/SCRIMP)适用于质量要求高、小批量和尺寸较大的制品。
它和传统的热压罐成型工艺相比,具有模具低成本,树脂室温固化以及几乎不受限制的制品尺寸等突出的特点。
在国外VARTM已成功地用于舰船、军事设施、国防工程、航空和民用工业等领域。
目前,真空辅助树脂传递注塑中应用最广泛的工艺之一,SCRIMPTM成型工艺,是在19世纪80年代后期在RTM 工艺基础上发展起来的以低成本、适合制作大型复合材料制品的成型工艺。
该加工工艺的成品有较好的品质,如:孔隙率低、纤维含量高,和良好的机械性能,并且可以将挥发性有毒气体的排放量控制在最小的程度。
SCRIMP真空辅助树脂传递注塑是利用薄膜将增强材料密封于单边模具上,完全借助于真空将低黏度树脂吸入,利用高渗透率介质沿增强材料的表面快速浸渍,并同时向增强材料厚度方向进行浸润的加工工艺。
用这种方法加工的复合材料,纤维含量高,制品力学性能优良,而且产品尺寸不受限制,尤其适合制作大型制品。
最近,由于树脂体系和纺织增强材料成型技术的不断发展,航空制造者们也对VARTM表现出了浓厚的兴趣,主要表现为采用碳纤维-环氧树脂、碳纤维-双马来酰亚胺树脂的复合材料。
几种常用的纺织复合材料增强体和传统的开模成型工艺相比,SCRIMP成型工艺具有许多的优点。
SCRIMP工艺比手工铺放节约成本约50%,树脂浪费率低于5%,特别是加工过程的环保性,是SCRIMP工艺最突出的优点。
在同样原材料的情况下,与手糊构件相比,复合材料的强度、刚度或硬度及其它的物理特性可提高30%-50%以上。
产品质量不受操作人员影响,产品性能的均匀性和重复性比开模产品好得多,缺陷也少得多。
SCRIMP由于是采用闭模成型工艺,挥发性有机物和有毒空气污染物均受到很大程度的控制,VOC排放不超过5PPm的标准,而开模成型的苯乙烯的挥发量超过500PPm。
SCRIMP工艺特别适合制造较大的制品,并且可以进行芯材、加筋结构件的一次成型以及厚的、大型复杂几何形状的制造,提高了产品的整体性,而且材料和人工的节省实为可观。
真空导入模塑工艺树脂流动行为研究进展
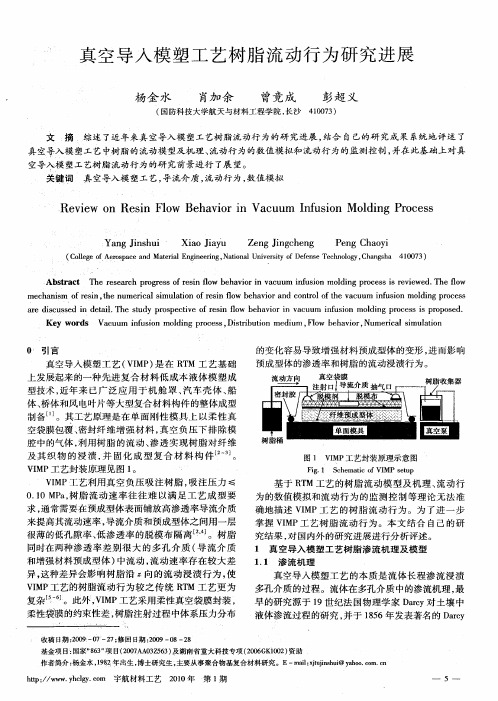
型技术 , 年 来 已广 泛 应 用 于 机 舱 罩 、 车 壳 体 、 近 汽 船 体 、 体和 风 电叶片 等大 型复合 材料 构 件 的整体 成 型 桥 制备 … 。其 工艺 原理 是在 单 面 刚 性 模具 上 以柔 性 真
空袋膜 包覆 、 封纤 维 增 强 材料 , 空 负压 下 排 除模 密 真 腔 中的气体 , 用树 脂 的流 动 、 透 实 现树 脂 对 纤 维 利 渗 及 其 织 物 的浸 渍 , 固 化 成 型 复 合 材 料 构 件 并 V MP工 艺封装 原理 见 图 1 I 。 VM I P工艺 利用 真 空 负压 吸注 树 脂 , 吸注 压 力 ≤ 0 1 P , 脂 流 动 速 率 往 往 难 以满 足 工 艺 成 型 要 . 0M a 树 。
Absr c T e e r h p o r s fr sn fo be a iri a u m nuso odig p o e si e iwe . efo ta t he r s a c r g e s o e i w h vo n v c u if in m l n r c s sr ve d T w l 的流动 模 型及机 理 、 流动 行 为的数 值模 拟和 流 动行 为 的监 测控 制 , 并在 此基 础上 对 真
空导入模 塑 工艺树 脂 流动行 为 的研 究前 景进行 了展 望。
关键 词
真 空导入模 塑工 艺 , 流介 质 , 导 流动 行 为 , 数值模 拟
0 引 言
真空导 入模 塑 工 艺 ( I ) 在 R M 工 艺 基 础 V MP 是 T 上发 展起来 的一 种先 进 复 合 材 料 低 成 本 液体 模 塑成
的 变化 容易 导致增 强 材料 预成 型体 的变 形 , 而影 响 进 预成 型体 的 渗透率 和树 脂 的流 动浸 渍行 为 。
模具制作清单

朗美模具制作清单——树脂模具(2011年至2012年5月10日)
序号 模具名称 长(mm) 宽(mm) 高(mm) 体积(m3) 表层树脂 (Kg) 单价(元 背层树脂 单价(元 /Kg) (Kg) /Kg) 铁板 (m2) 单价(元 /m2) 铜管 (Kg) 单价(元 /Kg) 人工(RMB) 数量 (pcs) 合计 备注
21 22 23 24 25 26 27
合计
合计:
朗美模具制作清单——树脂模具(2011年至2012年5月10日)
序号 模具名称 长(mm) 宽(mm) 高(mm) 体积(m3) 表层树脂 (Kg) 单价(元 背层树脂 单价(元 /Kg) (Kg) /Kg) 铁板 (m2) 单价(元 /m2) 铜管 (Kg) 单价(元 /Kg) 人工(RMB) 数量 (pcs) 合计 备注
1 2 3 4 5 6 7 8 9 10
11 脚垫 12 座垫发泡 13 肘垫 14 15 16 17 18 19 20
731-1479 靠垫发泡 IP-S5310 坐垫发泡 731-2130 肘垫发泡 S-1301肘 垫发泡 IPL1110PU LA-S5301 肘垫发泡 IP-S5308 座垫发泡
朗美模具制作清单——树脂模具(2011年至2012年5月10日)
序号 模具名称 长(mm) 宽(mm) 高(mm) 350 500 150 400 250 680 480 330 300 850 570 630 650 497 499 635 307 328 632 498 250 400 150 200 120 300 400 180 240 530 250 340 400 413 343 409 256 209 343 340 250 180 100 180 120 300 190 150 160 160 250 200 180 200 170 380 160 190 140 170 体积(m3) 0.021875 0.036 0.00225 0.0144 0.0036 0.0612 0.03648 0.00891 0.01152 0.07208 0.035625 0.04284 0.0468 0.0410522 0.0290967 0.0986917 0.0125747 0.0130249 0.0303486 0.0287844 表层树脂 (Kg) 0.5 0.65 0.02 0.4 0.2 0.6 0.5 0.4 0.4 0.7 0.6 0.6 0.6 0.6 0.5 1 0.3 0.3 0.5 0.5 单价(元 背层树脂 单价(元 /Kg) ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 ¥170.00 (Kg) 10 15 0.8 10 2 25 15 6 8 30 15 17 21 20 15 40 10 10 18 15 /Kg) ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 ¥25.00 铁板 (m2) 0.3 0.32 0.06 0.2 0.18 0.58 0.3 0.15 0.18 0.4 0.4 0.38 0.37 0.4 0.3 0.6 0.2 0.2 0.4 0.3 单价(元 /m2) ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 ¥460.00 铜管 (Kg) 2.8 3 0 3.2 1 5.4 2.88 1.98 1.8 5.1 3.4 3.78 3.9 4 2.88 5 4 4 3.6 3 单价(元 பைடு நூலகம்Kg) ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 ¥85.00 人工(RMB) ¥320.00 ¥320.00 ¥320.00 ¥320.00 ¥320.00 ¥400.00 ¥320.00 ¥320.00 ¥400.00 ¥320.00 ¥320.00 ¥320.00 ¥400.00 ¥300.00 ¥300.00 400 ¥400.00 ¥300.00 ¥400.00 ¥300.00 数量 (pcs) 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 合计 ¥1,031.00 ¥1,207.70 ¥371.00 ¥1,002.00 ¥1,143.60 ¥1,852.80 ¥1,162.80 ¥775.30 ¥903.80 ¥1,806.50 ¥1,270.00 ¥1,343.10 ¥1,528.70 ¥1,426.00 ¥1,142.80 ¥2,271.00 ¥1,133.00 ¥1,033.00 ¥1,425.00 ¥1,153.00 备注 LA-S1312 上踢脚垫 IP-S6331 座垫发泡 红色脚垫 肘垫 左右支撑 盖 肘垫 LA-S6302 膝垫发泡 膝盖垫 肘垫 IP-B7508 背部枕垫
模具HS编码
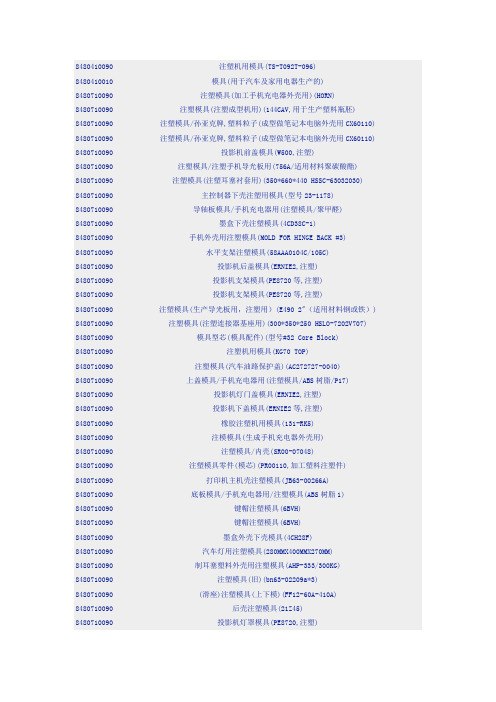
注塑模具/MATTEL牌(型号290*250*300MM)
8480790090
模具(注塑机型模)351-KK40(351-RK40,331-RK40)
8480719090
其他塑料或橡胶用注模或压模
8480790090
生产仪用接插件用模具(注塑模)(BBCI)
8480790090
塑料外壳模具/注塑零件用/EATON(注塑模/模具钢/JS&AR)
8480710090
投影机侧盖模具(PE8720等,注塑)
8480710090
投影机镜头盖模具(ERNIE2X,注塑)
8480710090
渔线轮注塑模具(280*230*220)
8480710090
42寸LCD-TV塑料外壳注塑模具(TW-AB077)
8480710090
塑料注射模具(品牌KAWACHO)(CNA 1009HCH外壳用途注射模型用)
8480710090
主控制器下壳注塑用模具(型号23-1178)
8480710090
导轴板模具/手机充电器用(注塑模具/聚甲醛)
8480710090
墨盒下壳注塑模具(4CD38C-1)
8480710090
手机外壳用注塑模具(MOLD FOR HINGE BACK #3)
8480710090
水平支架注塑模具(58AAA0104C/105C)打印机主Leabharlann 壳注塑模具(JB63-00266A)
8480710090
底板模具/手机充电器用/注塑模具(ABS树脂1)
8480710090
键帽注塑模具(6BVH)
8480710090
键帽注塑模具(6BVH)
树脂:真空灌注闭模工艺用不饱和树脂体系的研发应用

FX-7104树脂与方鑫彩胶配套使用,提高了与其他 材料件间的匹配性
树脂具有较低的树脂放热峰, 放热峰值不超过130℃, 这在此种工艺的制品生产中体现了较好的特性, 制品内应力较小,制品本身的强度损耗较小, 对制品表面胶衣层的破坏力更小, 使得表面胶衣层更能发挥出应有的性能, 同时对模具也有较好的保护作用。
方鑫公司FX-7104树脂大量应用于风电机舱罩领域 及大尺寸制品,该树脂提高了制品生产效率
树脂具有较低的粘度,树脂粘度在0.2Pa.S以下, 较低的粘度保证了树脂在模腔中快速的流动性, 提高了制品生产的效率;
树脂具有相对较长的胶凝时间, 根据不同制品要求胶凝时间在40-100分钟调节, 保证制品成型时间要求, 同时树脂的后固化性能也较优异, 使得制品的脱模时间较短,提高了制品的生产效率
FX-7104树脂与方鑫彩胶配套使用性能更高
树脂与玻纤材料更有良好的界面结合力, 在快速流动的同时能充分浸润纤维材料, 观察固化后的制品外观无白丝及树脂集聚现象, 表明树脂与纤维界面结合良好
树脂具有适宜的收缩率, 与胶衣层的界面结合较好, 胶衣耐候等性能更好的体现
FX-7104树脂应用实例
该产品实际操作时间在4小时左右,对树脂强度要求较高, 充分考虑了树脂各方面性能,最终选型方鑫公司FX-7104 树脂及配套彩胶。
RTM/真空灌注闭模工艺的优点
近年来越来越多的公司正在趋向于使用这种工艺,因为它能提供许多显 著的优势: 可成型形状复杂产品; 产品按合理工艺生产,产品质量稳定,质量人为影响因素降低; 更少的挥发物与粉尘散发,符合更低的环境污染要求; 较高的玻璃纤维含量,制品强度更高。
RTM/真空灌注闭模工艺用不饱和树脂选材
方鑫FX-7104 RTM/真空灌注闭模树脂性能指标
真空树脂导入成型工艺与手糊工艺的对比分析

672022年4月上 第07期 总第379期工艺设计改造及检测检修China Science & Technology Overview真空树脂导入成型工艺是指在模具上铺“干”增强材料,例如玻璃纤维、碳纤维及夹心材料等,然后用真空袋进行密封,抽出体系中的空气,在模具型腔中形成一个负压,再利用真空产生的压力把不饱和树脂通过预铺的管路压入纤维层中,让树脂浸润增强材料最后充满整个模具,制成品固化后去除真空袋材料,从模具上得到所需的制品[1]。
真空树脂导入成型目前趋向于一种相对高性能低成本的成型技术,正是由于其低成本的特点,尤其适合于大型产品的制造,随着游艇、汽车外壳、风力发电叶片等制品上的应用已被越来越多的认识和采用,其理论基础是基于达西定律[2]。
而手糊工艺作为具有较长历史的开模工艺中的一种,其对于模具形状方面有广泛的自由度,在玻璃纤维增强的聚酯复合材料中应用比例也比较高[3]。
同时手糊工艺模具售价低、适应性强,因此更加适合小公司及一些船舶及航空航天产业[4]。
2种工艺在分别具有各自优势的同时也都存在一定的短板。
因此,应该通过深刻分析2种工艺各自具备的优缺点、服务的方向及使用产品范围等,探寻2种工艺控制上的难点,明确两者的应用领域,提高制造产品的物理性能的同时,有效控制和减少制造成本。
1. 真空树脂导入成型工艺1.1真空成型(真空导入)工艺原理真空导入工艺即在模具上铺增强材料,然后铺真空袋,排空体系中的空气,让模具型腔形成负压的状态,利用真空产生的负压把不饱和树脂通过预铺的管路压入纤维层中,使增强材料完全被树脂浸润,最后充满整个模具[5],制品固化后除去真空袋材料,从模具上得到所需的制品[6]。
真空树脂导入成型所依赖的知识是达西定律:t=L2n/(2kDP)式中,t 表示时间;L 表示注射长度;n 表示黏度;DP表示压力差;k 表示渗透率。
由此公式我们可以相应的计算各个参数之间的相互影响关系,同时针对不同的成品要求设置不同的参数。
一种提高树脂性能的疏水型高强度树脂的合成工艺[发明专利]
![一种提高树脂性能的疏水型高强度树脂的合成工艺[发明专利]](https://img.taocdn.com/s3/m/63dc86cf4b73f242326c5f8d.png)
专利名称:一种提高树脂性能的疏水型高强度树脂的合成工艺专利类型:发明专利
发明人:袁俊海
申请号:CN201010541377.X
申请日:20101101
公开号:CN102464757A
公开日:
20120523
专利内容由知识产权出版社提供
摘要:本发明公开了一种提高树脂性能的疏水型高强度树脂的合成工艺。
该提高树脂性能的疏水型高强度树脂的合成工艺包括:将钠基膨润土水化;溶解反应物质;加入丙烯酸、引发剂、交联剂并进行预反应、加温反应得到产品等步骤。
本发明能成功合成疏水型高强度树脂,且合成效率高,合成步骤简单,降低了合成成本;通过控制合成工艺中的疏水单体加量,从而提高合成出的疏水型高强度树脂的树脂性能。
申请人:袁俊海
地址:610000 四川省成都市武侯区金花镇川西营村2组
国籍:CN
更多信息请下载全文后查看。
真空辅助树脂模型成型工艺流程

真空辅助树脂模型成型工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!真空辅助树脂模型成型工艺流程一、准备工作阶段。
在进行真空辅助树脂模型成型之前,要做好充分的准备。
真空灌注成型工艺
真空灌注成型工艺哎呀,说起这个真空灌注成型工艺,我可真是有一大堆话要说。
你瞧,这玩意儿听起来挺高大上的,其实就是一种制造东西的方法。
不过,别急,我得慢慢跟你聊聊。
首先,咱们得搞清楚,啥叫真空灌注成型。
简单点说,就是把树脂和玻璃纤维混合在一起,然后放在模具里,抽空空气,让树脂和玻璃纤维紧密地结合在一起。
这就好比是做蛋糕,把面糊和鸡蛋混合好,然后倒进模具里,烤熟了就是蛋糕。
我记得有一次,我去了一个朋友的工作室,他正好在做这个。
那家伙,他那工作室里头,各种工具、材料摆得满满当当的,跟个小型工厂似的。
他一边忙活,一边跟我解释,说这个工艺的好处是做出来的东西强度高,重量轻,而且可以做出各种复杂的形状。
他给我演示了一次,那过程,真是让我大开眼界。
首先,他把玻璃纤维布铺在模具上,一层一层的,就跟叠被子似的。
然后,他开始倒树脂,那树脂是透明的,黏糊糊的,有点像蜂蜜。
他一边倒,一边用刷子刷,确保树脂均匀地渗透到每一层玻璃纤维里。
接下来,就是抽真空的环节了。
他把模具盖上,然后用一个真空泵开始抽气。
我看着那模具,感觉就像是个气球,慢慢地瘪下去,直到完全贴在了玻璃纤维上。
他说,这样做是为了把空气都抽出来,让树脂和玻璃纤维更紧密地结合。
等了一会儿,他把模具打开,那成型的东西就出来了。
我看着那东西,光滑得跟镜子似的,而且非常坚硬。
他告诉我,这东西可以做成船的船体,飞机的机翼,甚至是赛车的车身。
说实话,我对这个工艺挺感兴趣的,尤其是它做出来的东西既轻又结实。
不过,我也知道,这玩意儿不是随便一个人就能搞的,需要一定的技术和经验。
而且,那树脂的味道,说实话,有点刺鼻,闻久了我头都有点晕。
最后,我问他,这东西有没有什么缺点。
他想了想,说,除了成本有点高,还有就是操作起来得小心,因为那树脂如果不小心沾到皮肤上,会有点刺激。
总的来说,这真空灌注成型工艺,真是挺神奇的。
它让我看到了,科技的力量,也让我对那些制造出各种神奇东西的工程师们,充满了敬意。
树脂传递模塑成型工艺
树脂传递模塑成型工艺嘿,朋友们!今天咱来聊聊树脂传递模塑成型工艺,这可真是个有意思的玩意儿呢!你看啊,树脂传递模塑成型工艺就像是一个神奇的魔法,能把液态的树脂变成各种形状坚固的物件。
就好像你给面团塑形一样,只不过这个“面团”是树脂啦!想象一下,把树脂倒进模具里,然后看着它慢慢填满每一个角落,是不是感觉很奇妙?这可不是随随便便就能做到的哦!这需要精确的控制和高超的技巧。
在这个过程中,模具就像是一个宝贝盒子,它决定了最终成品的形状和尺寸。
要是模具做得不好,那可就糟糕啦,出来的东西可能就奇形怪状咯!所以说模具的制作可得精心再精心呀。
树脂呢,就像是个调皮的小精灵,你得好好“伺候”着它。
温度啦、压力啦,都得把握得恰到好处,不然它可就不听话啦,不是凝固得不好,就是出现气泡之类的问题。
这就好像你养宠物,得了解它的脾气习性,才能把它照顾好呀!然后啊,等树脂在模具里乖乖地凝固了,你就能得到一个崭新的物件啦!那感觉,就像是你亲手创造了一个小世界一样,特别有成就感。
树脂传递模塑成型工艺的好处可不少呢!它能做出很复杂的形状,那些传统工艺很难做到的,它都能轻松搞定。
而且啊,成品的质量还特别好,坚固又耐用。
咱再说说它在实际生活中的应用吧,汽车零件、飞机部件,好多地方都有它的身影呢!你想想,那些精致的零件,可都是通过这个工艺制造出来的呀,多厉害!咱普通人虽然不会直接去用这个工艺做东西,但了解了解也挺有意思的呀,说不定哪天就能派上用场呢!比如说你突然想自己动手做个小玩意,这时候知道树脂传递模塑成型工艺不就派上用场啦?总之呢,树脂传递模塑成型工艺真的是个很了不起的工艺,它让我们的生活变得更加丰富多彩。
它就像一个默默奉献的幕后英雄,为我们制造出各种好用又好看的东西。
咱可得好好感谢这个工艺呀,不是吗?。
提高SBR工艺性能的研究

提高SBR 工艺性能的研究曲秀芳,杨金平,郑 华SBR ;CR ;改性;粘合强度 中图分类号:TQ33311 文献标识码:B 文章编号:100628171(2001)022*******10;促进剂CZ 017;促进剂DM 017;石蜡 110;防老剂A 115;硫黄 116。
113 共混胶的制备将称量好的SBR 与CR 在开炼机上常温混合均匀后,薄通4~6遍,或在密炼机(80~150℃)上密炼4~6min ,下片停放8h 。
混炼时开炼机的投料顺序为:先加入SBR 和CR ,翻炼均匀后,投放除硫黄、氧化锌、硬脂酸以外的所有配合剂,吃粉后炼匀下片停放。
密炼机投项 目改性后改性前混炼吃粉时间3/min 15152510门尼粘度 [ML (1+4)100℃]41109015粘合强度/ [kN ・(15mm )-1]35085混炼胶片表面平滑性光滑,胶边无不光滑,胶边有 裂痕 不规则裂口 注:3采用Φ15214mm 开炼机,以200g 生胶计。
79第2期 曲秀芳等1提高SBR 工艺性能的研究 SBR 由于自粘性与互粘性较差,工艺操作困难,因此通常无法单独使用而与NR 并用,这给生产带来诸多不便。
本研究应用橡胶共混改性理论,将改性材料CR 与SBR 共混,得到粘合性能良好的改性SBR 。
现将有关试验情况介绍如下。
1 实验111 原材料CR ,牌号CR110,青岛国开橡塑化研究所产品;SBR ,牌号SBR1502,齐鲁石化公司橡胶厂产品;其它原材料均为橡胶工业常用原料。
112 基本配方SBR 92;CR 8;氧化锌 215;硬脂酸 112;炭黑N660 50;碳酸钙 18;软化重油 (青岛化工学院高分子材料研究所,山东青岛 266042) 摘要:选用CR 与SBR 共混得到改性SBR 。
与未改性SBR 相比,改性SBR 可大大缩短混炼吃粉时间,降低混炼胶的门尼粘度,大幅度提高胶料的粘合强度;硫化胶的邵尔A 型硬度、300%定伸应力和撕裂强度均有所提高,拉伸强度略有下降,但100℃×24h 热空气老化后拉伸强度提高17%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具树脂M L-5L-5417417417A
A 固化剂
ML-5417B
特性
说明
ML-5417A/ML-5417B 模具用树脂是一种低粘度真空积层环氧树脂,主要应用于制造复合材料工业的材料部件,如风力发电动力叶片的模具生产。
这种环氧树脂特别适合加入玻璃纤维、碳纤维等人造纤维,并使用先进的RIM 真空工艺。
在气温<10℃(59℉)情况下,ML-5417A/ML-5417B 模具树脂可能会发生结晶现象,。
配方中含有少量的浸润性助剂,因此在成模的加工中,能表现出极好的浸润性。
ML-5417A/ML-5417B 模具树脂的特点是混合粘度低,因此在导入过程中会以很快的流动速度快速的完成对纤维的浸润。
若采用手糊工艺生产,建议增加一些触变剂,如气相二氧化硅,以防止树脂从垂直面外流。
因其高纯度的架构,ML-5417A/ML-5417B 模具树脂在低温下容易结晶,最好在20-30℃(59-86℉)、低湿度下储存。
在材料使用后,包装容器要再次密封,避免吸湿或受到污染。
所有胺类固化剂暴露在空气中都会产生化学反应,这种反应物如白色结晶体,可致使材料无法正常使用。
材料在原始密闭包装容器中,储存期至少为2年。
规格
加工参数
混合比例
引起固化的加快或减慢,但会不可逆的限制其性能的不完全固化。
树脂和
固化剂必须在容器中混合均匀,特别要注意器壁和容器底部。
温度测定〖℃〗温度(放热峰值)
测试条件:100g,置于25℃的恒温水浴中〖时间:h〗
最佳的加工温度范围在20-40℃,也可以在更高的温度下加工,但会影响
操作的时间寿命。
温度增加10℃,操作时间寿命会减半。
水(如封闭中的
高湿度的纤维织物或填充物)可加速树脂和固化剂的反应速度。
加工过程
中的温度和湿度不会对固化物的力学性能产生显著影响。
粘度测定
10-50℃温度混合粘度曲线
〖cps〗
〖温度:℃〗
测试条件:恒温水浴±0.2℃
旋转粘度计:NDJ-1B
25℃混合粘度曲线
〖cps〗
〖时间:h〗混合粘度25℃:250-280cps
可使用时间25℃:1h20-30min(最初混合粘度上升至一倍的时间)
测试条件:恒温水浴±0.2℃
旋转粘度计:NDJ-1B
40℃混合粘度
〖cps〗
〖时间:min〗测试条件:恒温水浴±0.2℃
旋转粘度计:NDJ-1B
凝胶时间
Tg(玻璃化转移温度)Array力学性能数据
(树脂浇铸体)
力学性能数据
(增强复合材料)
免责
以上所有数据是在特定的条件下测试所得,在使用本公司产品前,请针对性的进行应有的性能测试,以
确保适用。
但鉴于实际操作的工艺及其他因素的不同,我们无法为各种个别特殊的情况作出担保。