【VIP专享】两种液体混合plc英文资料
液体混合装置plc控制系统设计原版
液体混合装置pic控制系统设计原版The Standardization Office was revised on the afternoon of December 13, 2020电气工程学院课程设计说明书电气控制与PLC设计题目:液体混料装置的PLC控制系统的设计系别:电气工程系年级专业:检测技术与仪器2班学号:学生姓名:曹庆春指导教师: 张立教师职称:2013年12月12日内容摘要随着科学技术的发展,人们的生活日趋自动化,生产技术更是如此。
PLC作为计算机家族中的一员,是为匸业控制应用而设计的。
随着微处理器、计算机和通信技术的飞速发展,可编程序控制器PLC在工业控制中的地位也日益提升并且在工业控制中得到广泛应用,而且可编程控制器在工业控制中所占比重在迅速的上升。
本次设计是利用PLC实现两种液体的自动混合。
此次设计主要考虑其各个不同状态动作的连续和关联,对不同的状态进行不同的动作控制输出,从而实现将AB 两种液体混合的周期性控制(包括单周期)。
本次设计的主要意义是:用PLC编程来控制,一方面可以省去人力物力,从而达到节省成本的口的;另一方面,程序的合理性,全面性和可靠性可以使液体混合能更安全可靠全面的实现。
关键词:PLC 液体混合装置自动控制第1章引言 (1)第2章控制系统设计 (2)系统整体设计要求 (2)系统设计思想 (2)系统硬件设计 (3)PLC输入输出口分配 (3) (4)PLC主电路图 (5)电气位置安装图 (6)硬件选择 (6) (6) (7) (7)PLC的选择 (7)................................................................ 8 系统软件设计 (8) (8) (10)系统调试 (13)第3章总结及进一步研究方向 (18)致谢 (19)参考文献 (20)第一章引言随着科学技术的E速发展,自动控制技术已经在人类活动的各个领域中的应用得越来越广泛,而它的水平已经成为衡量一个国家生产和科学技术先进与否的一项重要指标。
两种液体混合装置PLC控制系统设计
摘要S7-200 是一种小型的可编程序控制器,实用于各行各业,各类场合中的检测.监测及控制的主动化.S7-200系列的壮大功效使其无论在自力运行中,或相连成收集皆能实现庞杂控制功效.是以S7-200系列具有极高的机能价钱比.本体系应用S7-200PLC实现了对液体混杂装配的主动控制请求.同时控制体系应用仿真装备不但能知足两种液体混杂的功效,并且可以扩大其功效知足多种液体混杂体系的功效.提出了一种基于PLC 的多种液体混杂控制体系设计思绪, 进步了液体混杂临盆线的主动化程度和临盆效力.文中具体介绍了体系的硬件设计.软件设计.个中硬件设计包液体混杂装配的电路框图.输入/输出的分派表及外部接线;软件设计包含体系控制的梯形图.指令表及工作进程.在本装配设计中,液面传感器和电阀门以及搅动电机采取响应的钮子开关和发光二极管来模仿,别的还借助外围元件来完成本装配.全部程序采取构造化的设计办法, 具有调试便利, 保护简略, 移植性好的长处.症结词:PLC ;液体混杂装配;程序目录1 液体混杂装配控制体系设计义务21.2设计内容及要实现的目标22 体系总体计划设计32.1体系硬件设置装备摆设及构成道理32.2体系接线图设计33 控制体系设计43.1估算43.5外部接线图设计73.6控制程序流程图设计83.7控制程序设计83.8创新设计内容104 体系调试及成果剖析114.1体系调试114.2成果剖析11总结12申谢13参考文献141液体混杂装配控制体系设计义务课程设计的目标在工艺加工最初,把多种原料再适合的时光和前提下进行须要的加工以得到产品一向都是在人监控或操纵下进行的,在后来多用继电器体系对次序或逻辑的操纵进程进行主动化操纵,但是如今跟着时期的成长,这些方法已经不克不及知足工业临盆的现实须要.现实临盆中须要更精确.更便捷的控制装配.跟着科学技巧的日新月异,主动化程度请求越来越高,本来的液体混杂远远不克不及知足当前主动化的须要.可编程控制器液体主动混杂体系集成主动控制技巧,计量技巧,传感器技巧等技巧与一体的机电一体化妆置.充分接收了疏散式控制体系和分散控制体系的长处,采取尺度化.模块化.体系化设计,设置装备摆设灵巧.组态便利.可编程控制器多种液体主动混杂控制体系的特色:1)体系主动工作;2)控制的单周期运行方法;3)由传感器送入设定的参数实现主动控制;4)启动后就能主动完成一个周期的工作,并轮回.本体系采取PLC是基于以下两个原因:1)PLC具有很高的靠得住性,平日的平均无故障时光都在30万小时以上;2)编程才能强,可以将隐约化.隐约决议计划息争隐约都便利地用软件来实现.根据多种液体主动混杂体系的请求与特色,我们采取的PLC具有小型化.高速度.高机能等特色,可编程控制器指令丰硕,可以接各类输出.输入扩充装备,有丰硕的特别扩大装备,个中的模仿输入装备和通信装备是体系所必须的,可以或许便利地联网通信.1.2 设计内容及要实现的目标应用西门子PLC的S7-200系列设计两种液体混杂装配控制体系.在试验之前将容器中的液体放空,按动启动按钮SB1后,电磁阀A通电打开,液体A流入容器.当液位高度达到中限位时,液位传感器I0.0接通,此时电磁阀A断电封闭,而电磁阀B通电打开,液体B流入容器.当液位达到上限位时,液位传感器I0.1接通,这时电磁阀B断电封闭,同时启动电念头M搅拌.60分钟后电念头M停滞搅拌,这时电磁阀C通电打开,放出混杂液去下道工序.当液位高度降低到下限位后,再延时5s电磁阀C断电封闭,并同时开端新的周期. 图1.1 两种液体混杂装配2体系总体计划设计根据设计请求,本体系为两种液体主动混杂,须要对各类液体的液面的高度监控,是以,须要应用到传感器进行液面高度的监控.各类液体入池的比例须要应用电磁阀控制,入池后的搅拌,则须要电机控制.对各个控件的控制,须要一个完全的控制流程,应用PLC技巧进行编程,可以实现对各个控件的控制.具体控制办法根据标题请求,按下启动按钮时,A种液体进入容器,当达到必定值时,停滞进入,B种液体开端进入,当达到必定值时,停滞进入.搅拌机进行搅拌,一分钟后搅拌平均,停滞搅拌,放出液体.液体放出达到必定值时停滞放出.液体的进入和放出,须要电磁阀的控制,液面的深度须要传感器的控制.2.1 体系硬件设置装备摆设及构成道理在炼油.化工.制药.饮料等行业中,多种液体混杂是必不成少的程序,并且也是其临盆进程中十分重要的构成部分.我预备设计一个可以将两种食用液体主动混杂成饮料的控制装配,两种饮料分离定名为液体A 和液体B.根本的设计硬件如下表所示:表2.1 设计硬件选择名称 型号 数目 微型盘算机 专用盘算机 1台 PLC 主机单元西门子S7-200系列 1台 两种液体主动混杂单元 配套 1台 通信电缆配套若干图液体混杂控制装配控制的模仿试验面板图如图2.1所示,此面板中,液面传感器用钮子开关来模仿,启动.停滞用动合按钮来实现,液体A 阀门.液体B 阀门.混杂液阀门的打开与封闭以及搅匀电机的运行与停转用发光二极管的点亮与熄灭来模仿.图2.1 液体混杂控制装配控制的模仿试验面板图 2.2 体系接线图设计表2.2 输入/输出接线列表3控制体系设计3.1 估算起首统计被控装备对输入.输出点的总需求量,把被控装备的旌旗灯号源一一列出,卖力剖析输入.输出点的旌旗灯号类型.在初始状况时,根据请求要实现液体的主动混杂导出控制,在开端操纵之前,各阀门必须为封闭状况,容器为空.此时液体控制电磁阀Y1=Y2=Y3=OFF 状况;传感器L1=L2=L3=OFF 状况;电念头M 为封闭状况.面板 SB1 SB2 H I L Y1 Y2 Y3 KM PLC在启动操纵中,当装配和液体的都预备好之后,按下启动按钮,开端下列操纵:1)Y1=ON,液体A流入容器;当液面到达L2时,Y1=OFF,Y2=ON;2)液体B流入,液面达到L1时,Y2=OFF,M=ON,电念头开端进行液体的充分混杂搅拌;3)当混杂液体搅拌平均后(设时光为60s),M=OFF,Y3=ON,开端放出混杂液体;4)当液体降低到L3时,L3从ON变成OFF,把时光控制为再过5s后容器放空,封闭Y3,Y3=OFF完成一个操纵周期;5)在只要没有按停滞按钮的状况下,则主动进入下一个轮回操纵周期.在停滞操纵中,当工作完成之后须要封闭体系,按一下停滞按钮,则在当前混杂操纵周期停滞后,才停滞操纵.从而使体系停滞在开端状况,以便下次启动体系时可以或许顺遂的开端体系的轮回.硬件电路设计选用型液位传感器个中.LSF系列液位开关可供给异常精确.靠得住的液位检测.其道理是根据光的反射折射道理,当没有液体时,光被前端的棱镜面或球面反射回来;有液体笼罩光电探头球面时,光被折射出去,这使得输出产生变更,响应的晶体管或继电器动作并输出一个开关量.应用此道理可制成单点或多点液位开关.LSF 光电液位开关具有较高的顺应情形的才能,在耐腐化方面有较好的抵抗才能.相干元件重要技巧参数及道理如下:(2)工作温度上限为125°C(3)触点寿命为100万次(4)触点容量为70w(5)开关电压为24V DC 3.2.2 搅拌电机的选择选用EJ15-3型电念头个中“E”暗示电念头,“J”暗示交换的,15为设计序号,3为最大工作电流相干元件重要技巧参数及道理如下:EJ15系列电念头是一般用处的全封闭自扇冷式鼠笼型三相异步电念头.(1)额定电压为220V,额定频率为50Hz,功率为 2.5KW,采取三角形接法.(2)电念头运行地点的海拔不超出1000m.工作温度-15~40°C /湿度≤90%.(3)EJ15系列电念头效力高.节能.堵转转矩高.噪音低.振动小.运行安然靠得住.其硬件接线如图3.1.图硬件接线电磁阀的选择(1)入罐液体选用VF4-25型电磁阀个中“V”暗示电磁阀,“F”暗示防腐化,4暗示设计序号,25暗示口径(mm)宽度.相干元件重要技巧参数及道理如下:1)材质:聚四氟乙烯.应用介质:硫酸.盐酸.有机溶剂.化学试剂等酸碱性的液体.2)介质温度≤150℃/情形温度-20~60°C.3)应用电压:AC:220 V50Hz/60Hz DC:24V.4)功率:AC:2.5KW.5)操纵方法:常闭:通电打开.断电封闭,动作响应敏捷,高频率.(2)出罐液体选用AVF-40型电磁阀个中“A”暗示可调撙节量,“V”暗示电磁阀,“F”暗示防腐化,40为口径(mm)相干元件重要技巧参数及道理如下:1)其最大特色就是能经由过程装备上的按键设置来控制流量,达到准时排空的后果.2)其阀体材料为:聚四氟乙烯,有比较强的抗腐化才能.3)应用电压:AC:220 V50Hz/60Hz DC:24V.4)功率:AC:5KW.3. 接触器选用CJ20-10/CJ20-16型接触器.个中“C”暗示接触器,“J”暗示交换,20为设计编号,10/16为主触头额定电流.相干元件重要技巧参数及道理如下:(1)操纵频率为1200/h(2)机电寿命为1000万次(3)主触头额定电流为10/16(A)(4)额定电压为380/220(A)PLC的型号.规格繁多,根据前面3.1的I/O估算,再查阅《西门子PLC编程手册》中的相干表格,肯定PLC选型.根据以上剖析,对PLC来说,须要供给5个输入点和4个输出点.除了以上的输入输出点不测,PLC与盘算机.打印机.CRT显示器等装备衔接,须要用专用接口,也应盘算在内.斟酌到在现实装配.调试和应用中,还有可能发明一些估算中未预感到的身分,要根据现实情形增长一些输入.输出旌旗灯号.是以,要按估量数再增长15%―20%的输入.输出点数,以备未来调剂.扩充应用.综上所述,I/O估算为:输入点点数为8,输出点点数为7.综上所述,点数在30以内,为便利扩大,选择S7-200系列CPU 224型.在懂得了体系工艺要乞降控制请求后,接着要做的就是将I/O通道分派给PLC的指定I/O端子,具体如表3.1所示.分类元件端子号感化输入SB1 起动按钮SB2 停滞按钮L1 液面高位传感器L2 液面中位传感器L3 液面低位传感器输出M 搅拌电念头Y1 液体A流入电磁阀Y2 液体B流入电磁阀Y3 放出混杂液体电磁阀3.5 外部接线图设计图3.2 PLC外部接线图图3.3 装配操纵面板如图 3.2所示,PLC外部接线图左边一排为输入,个中I0.3,I0.1,I0.3,I0.2,I0.4分离与SB1,SB2,L1,L2,L3相连;右边一排为输出,个中Q0.2,Q0.0,Q0.1,Q0.3分离与Y1,Y2,Y3,KM相连.如图3.3所示起停按钮P1,P2分离与主机的I0.3,I0.4相连,液面传感器P3,P4,P5分离与主机的输入点I0.1,I0.3,I0.2相接,液体A阀门,液体B阀门,混杂液体阀门和搅拌机P6,P7,P8,P9分离与主机的输出点Q0.0,Q0.1,Q0.3,Q0.2相连.3.6 控制程序流程图设计图3.4 控制程序流程图3.7 控制程序设计根据体系的请求及I/O通道分派,写出继电器梯形图,如图3.5所示.具体设计思绪如下:1)肇端操纵:在按启动按钮I0.3之后,使Q0.0得电,打开电磁阀A,从而使液体A 流入容器.2)当液位上升到中限位时:当液面上升到中限位时,I0.0由OFF变成ON,使Q0.0断电,封闭电磁阀A.同时使Q0.1得电,打开电磁阀B,从而使液体B流入容器.3)当液位上升到上限位时:当液面上升到上限位时, I0.1由OFF状况变成ON状况,使Q0.1断电,封闭电磁阀 B.同时使Q0.2得电,启动搅拌机M.此时启动准时器T37,60s后T37动作,使Q0.2掉电.4)搅拌平均后放出混杂液体:在Q0.2的降低沿通事后沿微分指令DIFD使Q0.3置位,打开电磁阀C,开端放出混杂液体.5)当液位降低到下限位时:当液位降低到下限位时,启动准时器T38,5s后使Q0.3掉电,封闭电磁阀C,此时液体已放空.6)主动轮回工作:在没有按停滞按钮I0.4的情形下,体系将在T38的记不时光到了时,使Q0.0置位,主动进入下一操纵周期.从而实现混杂液体PLC主动控制的轮回工作.7)停滞操纵:当按下停滞按钮时,停滞按钮I0.4为ON状况,不克不及使电磁阀A.B.C断开,体系履行完本周期的操纵后,将主动逗留在初始状况.应用S7-200西门子简略单纯编程器编入梯形图,如下所示.图3.5 梯形图3.8 创新设计内容此次设计进程中,我有一些本身的设法主意.1)搅拌桶内的液位传感器的靠得住性不强,可以试着改为敏锐性强.靠得住性高的检测仪器.防止因为输入液体时,飞溅的液体触碰着液位传感器而导致发出错误旌旗灯号.2)在电路中供给一个备用电源,如许做的目标就是包管掉落电之后也能使体系完成该周期的工作,从而包管体系在完成当前周期的操纵时,停滞在初始状况,使容器为空.以便在恢复电源后能顺遂的从第一步开端进行轮回.如许就防止了在混杂某些化学物资,比方具有腐化性的物资时.因为掉落电,长时光储消失容器中,从而造成对装配的腐化或破坏;也防止了引起情形污染的可能.同时期替了掉落电保持如许一个麻烦和斟酌不周的进程.4 体系调试及成果剖析4.1 体系调试应用调试程序进行体系静调.模仿两种液体混杂装配的操纵进程,对控制程序作一些修改,使之变成可持续运行的调试程序.具体作法如下:设PLC进入运行方法后:经由必定的预备时光,模仿按下启动按钮,Q0.0的指导灯亮;一段时光后,液面上升到L2地位,Q0.0的指导灯灭,Q0.1的指导灯亮;一段时光后,液面上升到L1地位,Q0.1的指导灯灭,Q0.2的指导灯亮;一段时光后,Q0.2的指导灯灭,Q0.3的指导灯亮;一段时光后,液面低于L3地位,Q0.1的指导灯灭,Q0.0的指导灯亮,当前操纵周期停滞,主动进入下一个操纵周期.在体系运行进程中,模仿按下停滞按钮,所有运行立刻停滞.调试停滞.4.2 成果剖析基于以上设计与调试,两种液体混杂装配的体系设计根本停滞.测试成果知足课题给定请求.总结此次课程设计是异常可贵的一次理论与实践相联合的机遇,经由过程此次此次对“液体主动混杂装配的PLC控制”的设计使我摆脱了单纯理论进修的状况,和眼高手低的缺点,经由过程本次PLC的课程设计,使我懂得到PLC的重要性.电气控制与可编程控制器是一门极其重要的课程,他分解了盘算机技巧和主动控制技巧和通信技巧.在当今由机械化向主动化,信息化飞速成长的社会,PLC技巧越来越受人们普遍应用,远景可不雅,是以学会和应用PLC,将对我们今后踏上工作岗亭有极其重要的帮忙,在此次设计中,我们碰到了很多艰苦,经由过程对自身的查找,我找出几点缺少之处:1,不太会应用查翻材料.碰到艰苦,起首不先检讨材料,过多依附同窗和先生的帮忙,相对不自力.2,进修卖力程度不敷,进修热忱不高,基本相对单薄,控制常识太少.3,设计时对时光合理安插上欠妥.但恰是此次设计,让我熟悉到本身的缺少,为今后今后的工作进修找到了偏向和进步的动力.经由过程此次PLC课程设计实践.我学会了PLC的根本编程办法,对PLC的工作道理和应用办法也有了更深入的懂得.在对理论的应用中,进步了我们的工程本质,在没有做实践设计以前,我们对常识的撑握都是理论上的,对一些细节不加看重,当我们把本身想出来的程序用到PLC中的时刻,问题消失了,不是不克不及运行,就是运行的成果和请求的成果不相相符.如许,我就只能一个一个问题的去解决,经由过程查阅材料或者是就教同窗,一次一次的调试程序,最后达到设计请求.使得我对PLC 的懂得得到增强,看到了实践与理论的差距.最后经由过程本次课程设计,使我懂得了PLC控制技巧在工业应用和工业临盆中的重要地位;经由过程本次课程设计,使我更深入的懂得了PLC的编程思惟,也能更好的将所学常识应用到实践中动.是以学好这门课程对今后的成长有举足轻重的地位.申谢短暂的一礼拜的设计就这么停滞了,虽说时光很短暂但学的到的器械很多.在此感激***先生的谆谆教诲和孜孜不倦的指点,先生渊博的学识.严谨的治学精力和一丝不苟的工作风格深深影响了我,使我毕生受益.同时,在行文进程中,也得到了很多同窗的珍贵建议,在此一并致以诚挚的谢意.最后,我向在百忙中抽出时光对本文进行评审并提出珍贵看法的列位先生暗示衷心肠感激!参考文献【1】戚长政《自念头与临盆线》科学出版社2004【2】蔡杏山《零起步轻松学西门子S7-200PLC技巧》人平易近邮电出版社2010【3】马桂喷鼻《电气控制与PLC应用》化学工业出版社2006【4】何友华《可编程序控制器及经常应用控制电器》冶金工业出版社2008【5】肖清《西门子PLC课程设计指点书》化学工业出版社2009。
两种液体混合PLC控制系统 说明书
引言工业控制计算机是以计算机技术为基础的新型工业控制装置,目前已成为工业控制的标准设备,被广泛地应用于各行各业,工控机是实现生产自动化的最佳配套产品,而工业可编程控控制器则在工控领域中占有主要的地位。
20世纪40年代末50年代初,我国的流程工业规模很小,设备陈旧必要的调节主要靠最简单的测量仪表由工人操作。
50年代末60年代初,我国研制生产的传感器、调节器、执行器等,基本上能显示过程状态,实行调节意图,最终命令执行器完成对工艺流程的调节要求。
70年代初末,分散型控制系统进入工控领域,解决了“危险”集中的问题,还解决了一些复杂的控制。
PLC作为工控机的一员,在主要工业国家中成为自动化系统的基本电空装置。
而新一代的PLC具有PID调节功能,它的应用已从开关量控制扩大到模拟量控制领域,广泛地应用于航天、冶金、轻工等行业。
很多有名的PLC厂家相继推出高速、高性能、微型的PLC。
PLC也存在着一些严重的问题和缺点。
主要是PLC的软件、硬件系统结构是封闭而不是开放式的,绝大多数的PLC是专用总线专用通信网络及协议编程虽多为梯形图,但各公司的组太寻址结构不一致,使各种PLC互不兼容。
国际电工协会在1992年颁布了IEC1131—3,为各PLC厂家编程的标准化铺平了道路。
应用PLC技术实现各种规定的工序动作可以简化控制线路,节约成本提高劳动生产率。
此次设计的重点是怎样用PLC来控制两种液体的混合,液体流向容器的量可以采用液面传感器进行控制。
即当某种液体向容器中注入时,容器中的液面会不断上升,当液面接触到液面传感器时,液面传感器时,液面传感器会向PLC 提供一个输入,PLC经过程序运算会产生一个使此种液体停止注入的输出。
混合液体可能会进行搅拌混合,在对其加热,最后把混合液排到下一道工序。
一、PLC简介可编程序控制器(又称可编程控制器)是以自动控制技术、微计算机技术和通信技术为基础发展起来的新一代工业控制装置,目前已被广泛应用于各个领域。
两种液体的混合装置PLC控制系统设计说明
两种液体的混合装置PLC控制系统设计设有两种液体A和B在容器按照一定比例进行混合搅拌,装置结构如图10-1所示。
其中SL1、SL2、SL3为液面传感器,当液面淹没时分别输出信号。
YV1、YV2、YV3为电磁阀,M为搅拌用电动机。
图10-1 两种液体混合装置示意图1.控制要求(1)初始状态此时各阀门关闭,容器是空的。
YV1=YV2=YV3=OFFSL1=SL2=SL3=OFFM=OFF(2)启动操作合上起动开关,开始下列操作:①YVl=ON,液体A流入容器,当液面到达SL3时,YV1=OFF, YV2=ON;②液体B流入,液面达到SL1时,YV2=OFF,M=ON,开始搅拌(设时间为16 s)。
在搅拌期间,为了搅拌的均匀,缩短搅拌时间,要求:正、反转搅拌;③混合液体搅拌均匀后,M=OFF,YV3=ON,放出混合液体。
④当液体下降到SL2时,SL2从ON变为OFF,再过20 s后容器放空,关闭YV3。
(YV3=OFF)完成一个操作周期;⑤只要没断开开关,则自动进入下一操作周期。
(3)停止操作当断开起停开关,待当前混合操作周期结束后,才停止操作,使系统停止于初始状态。
(4)拖动情况搅拌机由一台三相异步电动机拖动,要求电动机可正、反转,直接起动,自由停机。
2.设计要求(1)完成控制要求中的控制过程。
(2)搅拌液体时,要求:正、反搅拌交替进行。
(3)在发生突发事件后(如突然停电)整个控制系统能继续突发事件前工作状态工作,也能通过手动使系统回到原始(循环工作前)状态。
(4)作出I/O分配表、PLC的I/O接线图。
设计流程图、梯形图、指令表、调试操作板布置图。
(5)编制设计使用说明书。
3.设计过程(1) I/O分配表(见表10 -1)在了解了系统工艺要求和控制要求后,首先要做I/O分配,把已知的输入信号和输出信号分配给PLC的指定I/O端子。
表10-1 I/O分配表(2) PLC的I/O接线图(见图10 -2)图10-2 PLC的I/O接线图(3)设计梯形图程序根据控制要求,选择用顺序控制设计两种液体混合装置的系统控制,其步骤如下:①A液体流入(对应的Y11=ON),当SL3液面中位传感器动作(X3=ON),使KV1停止工作( Y11=OFF)。
【精品】液体混合装置plc控制
内容摘要液体混合装置在工业生产中扮演着重要的角色,保障液体混合装置安全、可靠的运转,并提高该系统的自动化水平是本次设计的首要目标。
随着PLC技术的日趋完善以及PLC在实际工程自动化控制领域中所表现出来的高可靠性、高稳定性等优点逐渐显现,其在自动化控制领域的应用也越来越广泛。
将PLC应用于工业混合搅拌设备,使得搅拌过程实现了自动化控制、并且提升了搅拌设备工作的稳定性,为搅拌机械可靠、安全、有序的工作提供了强有力的保障。
本文所介绍的两种液体混合装置的PLC控制程序可进行连续自动循环工作,在设计的过程中充分进行了设备运行的可靠性分析,并辅助以高分辨率的光电液位传感器严格控制所注入的两种液体的比例,严格保证混合溶液的质量,为后续工序的进行奠定良好的基础。
同时,PLC所具有的高稳定性和高可靠性可确保该装置长期连续运行,减少了线路检修和维护的时间,大大提高了生产效率。
关键词:可编程序控制器PLC;液体混合装置;自动化控制目录第1章前言--------------------------------------------------------------- 11.1设计内容 ---------------------------------------------------------- 11.2控制要求 ---------------------------------------------------------- 1第2章总体方案设计------------------------------------------------------- 32.1总体方案论证 ------------------------------------------------------ 32.2系统硬件配置 ------------------------------------------------------ 42.3系统可靠性设计 ---------------------------------------------------- 6第3章PLC控制系统设计--------------------------------------------------- 73.1主电路的设计 ------------------------------------------------------ 73.2确定I/O数量,选择PLC类型 ---------------------------------------- 73.2.1I/O数量的确定 (7)3.2.2PLC类型的选择 (7)3.3I/O点的分配与编号 ------------------------------------------------- 83.4控制流程图 -------------------------------------------------------- 83.5元器件明细表 ----------------------------------------------------- 103.6I/O接线图 -------------------------------------------------------- 103.7控制程序梯形图 --------------------------------------------------- 113.8控制程序语句表 --------------------------------------------------- 133.9程序调试 --------------------------------------------------------- 15结论-------------------------------------------------------------------- 19设计总结---------------------------------------------------------------- 20谢辞-------------------------------------------------------------------- 21参考文献---------------------------------------------------------------- 22第1章前言1.1设计内容利用西门子PLC的S7-200系列设计两种液体混合装置控制系统。
多种液体混合的PLC控制教程文件

多种液体混合的P L C控制目录一、背景与意义 (1)二、任务导入 (1)1、装置示意图 (2)2、装置说明 (2)3、控制要求 (2)三、任务实施 (3)1、I/O分配 (3)2、P L C外部硬件接线图 (3)3、顺序功能图 (4)4、梯形图设计 (4)四、课程设计总结 (5)五、参考文献 (6)一、背景与意义随着科学技术的猛速发展,自动控制技术在人类活动的各个领域中的应用越来越广泛。
在炼油、化工、制药等行业中,多种液体混合是必不可少的程序,而且也是其生产过程中十分重要的组成部分。
但由于这些行业中多为易燃易爆、有毒有腐蚀性的介质,以致现场工作环境十分恶劣,不适合人工现场操作。
另外,生产要求该系统要具有配料精确、控制可靠等特点,这也是人工操作和半自动化控制所难以实现的。
所以为了帮助相关行业,特别是其中的中小型企业实现多种液体自动混合,就是摆在我们眼前的一大课题。
随着计算机技术的发展,对原有液体混合装置进行技术改造后,设计出多种液体混合装置,可编程控制器在混合过程中控制精确,运行稳定、自动化程度高,适合工业生产的需要。
可编程控制器多种液体自动混合控制系统的特点:①可自动工作②控制的单周期运行方式;③由传感器送入设定的参数实现自动控制;④启动后就能自动完成一个周期的工作,并循环。
本系统采用PLC是基于以下两个原因:①PLC具有很高的可靠性,通常的平均无故障时间都在30万小时以上;②编程能力强,可以将模糊化、模糊决策和解模糊都方便地用软件来实现。
根据多种液体自动混合系统的要求与特点,我们采用的PLC具有小型化、高速度、高性能等特点,可编程控制器指令丰富,可以接各种输出、输入扩充设备,有丰富的特殊扩展设备,其中的模拟输入设备和通信设备是系统所必需的,能够方便地联网通信。
本系统就是应用可编程序控制器(PLC)对多种液体自动混合实现控制。
二、任务导入1、装置示意图如图1所示图1 装置示意图2、装置说明①L1、L2、L3分别为高水位、中水位和低水位液位传感器,被液体淹没时为ON。
PLC控制多种液体混合控制系统

掺混PLC控制系统摘要:可编程序控制器(Programmable controller)简称PLC,是近年来一种极为迅速,应用极为广泛的工业控制装置。
它是一种专为工业环境应用而设计的数字运行的电子系统,它采用可编程程序的存储器,用来存储用户指令,通过数字或模拟的输入/输出完成确定的逻辑顺序、定时、记数、运算和一些确定的功能来控制各种类型的机械或生产过程。
由于PLC的性能优越,兼具计算机的功能完备,灵活性强,通用性好和继电接触器控制简单易懂,维修方便等双重优点,形成以微电脑为核心的电子控制设备。
可编程序控制器技术在世界上己广泛应用,成为自动化系统中的基本电控装置PLC在现代工业生产和实际生活中有着广泛的应用,由于可编程控制器(PLC)具有编程软件采自易学易懂的梯形图语言、控制灵活方便、抗干扰能力强、运行稳定可靠等特点,现在的工业自动化生产控制多采用可编程控制器来实现。
该掺混控制系统,根据实际要求利用PLC的实时控制和顺序处理功能,完成系统控制,。
在本次论文中,给出了控制系统的硬件原理图,主电路图及软件设计。
关键词:可编程序控制器、存储器、计算机技术。
Hybrid Control System Implementedby Programmable Logical controllerAbstract:This design introduced the function and merits of the FX2N PLC,and electrical appliance linearize Control system which digital shouing has high efficiency ,low cost on the core o f FX2N PLC.Programmable controller short for PLC,it’s aspcial digital running electrican system which design for industry circumstances.It adopt programmable controller memory ,used for memory user’s instruction which through digital or analog’s input/ou tput to finish definitely function to control various machines or produce process.Because PLC has outstanding function, also has perfect function competence, plus flexibility better current use of computer’s Form electronic control equipment which core on microcomputer PLC control technology was used wide-ranging in world , become basic electricity control device in the Automation system PLC has extensive use in industry product of contemporary age and practice. Because PLC has so many merits, now industry products mostly adopt PLC to bring about . In fact the self control regular , but yell is random only use sequence control or logical control can’t satisfy the request of control . So this system adopts the control pattern which is of random logical ability .This control system , based on the request of practice adopts the PLC’s merits to finish the control of system; this thesis has the system’s scheme of hardware main circuit diagram and software design.Keywords: Programmable controller 、memory 、computer technology 。
基于PLC的两种液体混合配料控制器_毕业设计论文 精品
毕业设计学生姓名学号学院物理与电子电气工程学院专业电气工程及其自动化题目基于PLC的两种液体混合配料控制器指导教师教授/硕士2013 年7 月摘要:本次设计主要是对两种液体混合搅拌机PLC控制系统的设计,在设计中针对控制对象:三只传感器监视容器高、中、低液位,设三电磁阀控制液体A、B输入与混合液体C输出,设搅拌电机M。
搅拌机是一种将两种或多种以上材料搅拌混合的系统,对搅拌机的控制,关系到产品的质量,工艺流程是:放入液体A经低液位再注入至中液位,关A,放液体B至高液位,关B,启动搅拌电机M,搅60S后停,开阀放出混合液体C,低液位后延时5S 放空后关阀,又重复上述过程,要求工作过程中按下停止按钮后搅拌器不会立即停止工作,对当前混合操作处理完毕后才停止搅拌器。
本设计采用德国西门子S7系列S7-200PLC以液体混料控制系统为中心,从控制系统的硬件系统组成,系统的设计包括设计方案、设计流程、设计要求、梯形图设计、外部连接通信等。
关键词:液体混料装置;自动控制;PLCcontrol system, for controlling the object in the design: three sensors Jianshirongqi high, medium and low level, She three solenoid control liquid A, B input and the mixed liquid C output, set stirring motor M. Mixer is a two or more above the mixing material system, on the mixer control, related to the quality of the product, process is: A post placed in the liquid to be injected by the low level of liquid level, the relevant .A up to high level of liquid B, Guan B, start stirring motor M, after mixing 60S stop, open mixed liquid release valve C, the low level off after the delay after 5S emptying valve, then repeat the process, the course work required.Press the Stop button to stop working immediately after the mixer is not on the current operations have been disposed of to stop mixing blender. This design uses the Japanese Mitsubishi company to liquid mixture sm1N series PLC control system for the center, from the control system hardware system components, software used to the system design process including design, design process, design requirements, ladder design, external Connect Communications.KEY WORDS: liquid mixing equipment; automatic control;PLC目录1 引言 (4)2 PLC的发展历程及趋势 (5)2.1 PLC发展历程 (5)2.2 PLC发展趋势 (5)3 PLC 原理及其机器指令 (6)3.1 PLC的基本结构 (6)3.2 PLC的基本原理 (6)3.3 PLC的工作过程 (7)3.4 PLC常用指令 (8)4 混料罐控制系统方案设计 (10)4.1系统的总体设计要求和示意图 (10)4.2输入输出地址分配表和元件表 (11)4.3 电气接线图 (13)4.4工作状态流程图 (13)4.5 系统的顺序功能图 (15)4.6 应用程序和梯形图 (15)4.7 安装和接口 (19)总结 (22)参考文献 (23)致谢 (24)1 引言为了提高产品质量,缩短生产周期,适应产品迅速更新换代的要求,产品生产正在向缩短生产周期、降低成本、提高生产质量等方向发展。
两种液体的混合装置PLC控制系统设计说明
两种液体的混合装置PLC控制系统设计设有两种液体A和B在容器按照一定比例进行混合搅拌,装置结构如图10-1所示。
其中SL1、SL2、SL3为液面传感器,当液面淹没时分别输出信号。
YV1、YV2、YV3为电磁阀,M为搅拌用电动机。
图10-1 两种液体混合装置示意图1.控制要求(1)初始状态此时各阀门关闭,容器是空的。
YV1=YV2=YV3=OFFSL1=SL2=SL3=OFFM=OFF(2)启动操作合上起动开关,开始下列操作:①YVl=ON,液体A流入容器,当液面到达SL3时,YV1=OFF, YV2=ON;②液体B流入,液面达到SL1时,YV2=OFF,M=ON,开始搅拌(设时间为16 s)。
在搅拌期间,为了搅拌的均匀,缩短搅拌时间,要求:正、反转搅拌;③混合液体搅拌均匀后,M=OFF,YV3=ON,放出混合液体。
④当液体下降到SL2时,SL2从ON变为OFF,再过20 s后容器放空,关闭YV3。
(YV3=OFF)完成一个操作周期;⑤只要没断开开关,则自动进入下一操作周期。
(3)停止操作当断开起停开关,待当前混合操作周期结束后,才停止操作,使系统停止于初始状态。
(4)拖动情况搅拌机由一台三相异步电动机拖动,要求电动机可正、反转,直接起动,自由停机。
2.设计要求(1)完成控制要求中的控制过程。
(2)搅拌液体时,要求:正、反搅拌交替进行。
(3)在发生突发事件后(如突然停电)整个控制系统能继续突发事件前工作状态工作,也能通过手动使系统回到原始(循环工作前)状态。
(4)作出I/O分配表、PLC的I/O接线图。
设计流程图、梯形图、指令表、调试操作板布置图。
(5)编制设计使用说明书。
3.设计过程(1) I/O分配表(见表10 -1)在了解了系统工艺要求和控制要求后,首先要做I/O分配,把已知的输入信号和输出信号分配给PLC的指定I/O端子。
表10-1 I/O分配表(2) PLC的I/O接线图(见图10 -2)图10-2 PLC的I/O接线图(3)设计梯形图程序根据控制要求,选择用顺序控制设计两种液体混合装置的系统控制,其步骤如下:①A液体流入(对应的Y11=ON),当SL3液面中位传感器动作(X3=ON),使KV1停止工作( Y11=OFF)。
PLC两种液体混合控制
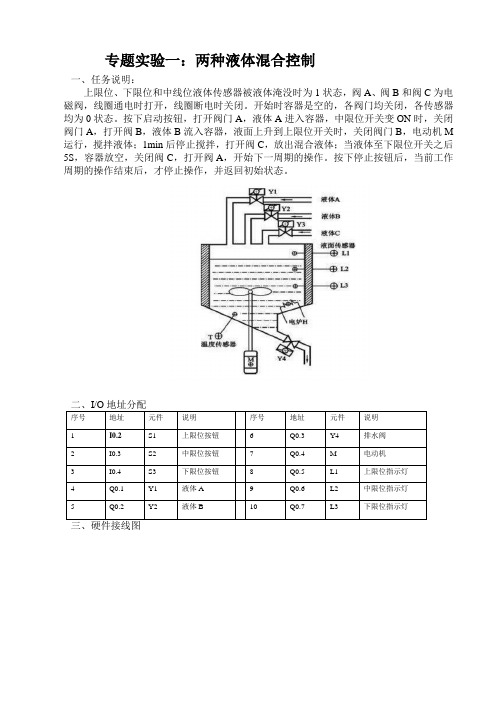
专题实验一:两种液体混合控制一、任务说明:上限位、下限位和中线位液体传感器被液体淹没时为1状态,阀A、阀B和阀C为电磁阀,线圈通电时打开,线圈断电时关闭。
开始时容器是空的,各阀门均关闭,各传感器均为0状态。
按下启动按钮,打开阀门A,液体A进入容器,中限位开关变ON时,关闭阀门A,打开阀B,液体B流入容器,液面上升到上限位开关时,关闭阀门B,电动机M 运行,搅拌液体;1min后停止搅拌,打开阀C,放出混合液体;当液体至下限位开关之后5S,容器放空,关闭阀C,打开阀A,开始下一周期的操作。
按下停止按钮后,当前工作周期的操作结束后,才停止操作,并返回初始状态。
二、I/O地址分配序号地址元件说明序号地址元件说明1 I0.2 S1 上限位按钮 6 Q0.3 Y4 排水阀2 I0.3 S2 中限位按钮7 Q0.4 M 电动机3 I0.4 S3 下限位按钮8 Q0.5 L1 上限位指示灯4 Q0.1 Y1 液体A 9 Q0.6 L2 中限位指示灯5 Q0.2 Y2 液体B 10 Q0.7 L3 下限位指示灯三、硬件接线图四、软件设计思路启动混合液体系统时,SM0.1为初始脉冲并扫描一个周期。
M0.0接通并保持,使Q0.1输出,电磁阀A开启液体A开始流入容器中。
当页面上升至下限位L3时,下限位传感器给出信号,I0.4接通,点亮下限位指示灯D3(Q0.7通电);当液面上升至中限位L2时,中限位传感器给出信号,I0.3接通,点亮中限位指示灯D2(Q0.6通电),并关闭电磁阀A(QO.1断电),同时打开电磁阀B(Q0.2通电),液体B开始流入容器中,当液体上升至上限位L1时,上限位传感器给出信号,I0.2接通,点亮上限位传感器指示灯D1(Q0.5通电),并关闭电磁阀B(Q0.2断电),同时启动搅拌电动机M(Q0.4通电),搅拌1min后,电动机M停止搅拌(Q0.4断电),并打开电磁阀C(Q0.3通电),混合液体流出容器,随着混合液体流出,传感器信号逐渐消失,液面指示灯依次熄灭,当液面下降至下限位后,再延时5秒,容器放空,关闭电磁阀C(Q0.3断电),并打开电磁阀A(Q0.1通电),开始下一个周期工作过程。
PLC的两种液体混合控制系统设计方案
PLC课程设计报告液体混合的模拟控制2016年5月25日摘要PLC以其独特的优点得到迅速地发展和普及,并在冶金、机械、纺织、轻工等诸多领域取代了传统的继电接触器控制。
掌握可编程控制器的工作原理、具备设计、调试可编程控制器系统的能力,已成为现代工业对电气技术人员的基本要求。
将PLC应用于液体混合装置的控制,对于学习和工业上的应用显得尤为重要。
本设计以两种液体的混合控制为例,要求是将两种液体按一定比例混合,在搅匀电机搅匀后将混合液体输出容器。
并自动开始下一周期,形成一个循环状态。
在按下停止按钮后所有工序停止操作。
同时,该设计采用西门子公司的S7-200系列机型进行控制系统的PLC程序设计,利用模拟装置对两种液体混合的工业流程进行模拟。
关键词:两种液体、混合装置、自动控制目录1 液体自动混合系统方案设计01.1 控制要求01.2 编程软件地址分配表01.3 PLC外部电路接线图11.4 主电路连接图11.5 控制程序21.6顺序功能图22 液体自动混合系统的硬件设计32.1 硬件选型32.2 主电路的设计32.3 液体混合控制系统示意43液体自动混合系统的软件设计53.1 PLC控制的相关流程图53.2 可编程控制器梯形图54 心得体会9参考文献101 液体自动混合系统方案设计1.1 控制要求本课程设计是基于PLC的液体自动混合搅拌系统设计,L1、L2、L3是液面传感器。
两种液体的流入由电磁阀Y1和Y2控制,混合液的流出由电磁阀Y3控制。
搅拌电动机用于驱动桨叶将液体混合均匀。
本系统的工作原理如图1-1-1所示。
按下起动按钮,电磁阀Y1闭合,开始注入液体A,按L2表示液体到了L2的高度,停止注入液体A。
同时电磁阀Y2闭合,注入液体B,按L1表示液体到了L1的高度,停止注入液体B,开启搅拌机M,搅拌4s,停止搅拌。
同时Y3为ON,开始放出液体至液体高度为L3,再经2s停止放出液体。
同时液体A注入。
开始循环。
两种液体混合plc英文资料
英文资料PLC technique discussion and future development Along with the development of the ages, the technique that is nowadays is also gradually perfect, the competition plays more more strong,the operation that list depends the artificial has already can't satisfied with the current manufacturing industry foreground, also can't guarantee the request of the higher quantity and high new the image of the technique business enterprise.The people see in produce practice, automate brought the tremendous convenience and the product quantities for people up of assurance, also eased the personnel's labor strength, reduce the establishment on the personnel. The target control of the hard realization in many complicated production lines, whole and excellent turn, the best decision etc., well-trained operation work, technical personnel or expert, governor but can judge and operate easily, can acquire the satisfied result. The research target of the artificial intelligence makes use of the calculator exactly to carry out, imitate these intelligences behavior, moderating the work through person's brain and calculators, with the mode that person's machine combine, for resolve the very complicated problem to look for the best path.We come in sight of the control that links after the electric appliances in various situation, that is already the that time generation past, now of after use in the mold a perhaps simple equipments of grass-roots control that the electric appliances can do for the low level only;And the PLC emergence also became the epoch-making topic, adding the vivid software control through a very and stable hardware, making the automation head for the new high tide.The PLC biggest characteristics lie in: The electrical engineering teacher already no longer electric hardware up too many calculationses of cost, as long as order the importation that the button switch or the importation of the sensors order to link the PLC up can solve problem, pass to output to order the conjunction contact machine or control the start equipments of the big powerafter the electric appliances, but the exportation equipments direct conjunction of the small power can.PLC internal containment have the CPU of the CPU, and take to have an I/ O for expand of exterior to connect a people's address and saving machine three big pieces to constitute, CPU core is from an or many is tired to add the machine to constitute, mathematics that they have the logic operation ability, and can read the procedure save the contents of the machine to drive the homologous saving machine and I/ Os to connect after pass the calculation; The I/ O add inner part is tired the input and output system of the machine and exterior link, and deposit the related data into the procedure saving machine or data saving machine; The saving machine can deposit the data that the I/ O input in the saving machine, and in work adjusting to become tired to add the machine and I/ Os to connect, saving machine separately saving machine RAM of the procedure saving machine ROM and datas, the ROM can can do deposit of the data permanence in the saving machine, but RAM only for the CPU computes the temporary calculation usage of hour of buffer space.The PLC anti- interference is very and excellent, our root need not concern its service life and the work situation bad, these all problems have already no longer become the topic that we fail, but stay to our is a concern to come to internal resources of make use of the PLC to strengthen the control ability of the equipments for us, make our equipments more gentle.PLC language is not we imagine of edit collected materials the language or language of Cs to carry on weaving the distance, but the trapezoid diagram that the adoption is original after the electric appliances to control, make the electrical engineering teacher while weaving to write the procedure very easy comprehended the PLC language, and a lot of non- electricity professional also very quickly know and go deep into to the PLC.Is PLC one of the advantage above and only, this is also one part that the people comprehend more and easily, in a lot of equipmentses, the people havealready no longer hoped to see too many control buttons, they damage not only and easily and produce the artificial error easiest, small is not a main error perhaps you can still accept; But lead even is a fatal error greatly is what we can't is tolerant of. New technique always for bringing more safe and convenient operation for us, make we a lot of problems for face on sweep but light, do you understand the HMI? Says the HMI here you basically not clear what it is, also have no interest understanding, change one inside text explains it into the touch to hold or man-machine interface you knew, it combines with the PLC to our larger space.HMI the control not only only is reduced the control press button, increase the vivid of the control, more main of it is can sequence of, and at can the change data input to output the feedback with data, control in the temperature curve of imitate but also can keep the manifestation of view to come out. And can write the function help procedure through a plait to provide the help of various what lies in one's power, the one who make operate reduces the otiose error. Currently the HMI factory is also more and more, the function is also more and more strong, the price is also more and more low, the noodles of the usage are wide more and more. The HMI foreground can say that think to be good very.At a lot of situations, the list is a smooth movement that can't guarantee the equipments by the control of the single machine, but pass the information exchanges of the equipments and equipments to attain the result that we want. For example fore pack and the examination of the empress work preface, we will arrive wrapping information feedback to examine the place, and examine the information of the place to also want the feedback to packing. Pass the information share thus to make both the chain connect, becoming a total body, the match of your that thus make is more close, at each other attain to reflect the result that mutually flick.The PLC correspondence has already come more more body now its value, at the PLC and correspondence between PLCs, can pass the communication ofthe information and the share of the datas to guarantee that of the equipments moderates mutually, the result that arrive already to repair with each other. Data conversion the adoption RS232 between PLC connect to come to the transmission data, but the RS232 pick up a people and can guarantee 10 meters only of deliver the distance, if in the distance of 1000 meters we can pass the RS485 to carry on the correspondence, the longer distance can pass the MODEL only to carry on deliver.The PLC data transmission is just to be called a form to it in a piece of and continuous address that the data of the inner part delivers the other party, we, the PLC of the other party passes to read data in the watch to carry on the operation. If the data that data in the watch is a to establish generally, that is just the general data transmission, for example today of oil price rise, I want to deliver the price of the oil price to lose the oil ally on board, that is the share of the data; But take data in the watch for an instruction procedure that controls the PLC, that had the difficulty very much, for example you have to control one pedestal robot to press the action work that you imagine, you will draw up for it the form that a procedure combine with the data sends out to pass by.The form that information transport contain single work, the half a work and the difference of a workses .The meaning of the single work also is to say both, a can send out only, but a can receive only, for example a spy he can receive the designation of the superior only, but can't give the superior reply; A work of half is also 2 and can can send out similar to accept the data, but can't send out and accept at the same time, for example when you make a phone call is to can't answer the phone, the other party also; But whole pair works is both can send out and accept the data, and can send out and accept at the same time. Be like the Internet is a typical example.The process that information transport also has synchronous and different step cent: The data line and the clock lines are synchronous when synchronous meaning lie in sending out the data, is also the data signal and the clock signalsto be carry on by the CPU to send out at the same time, this needs to all want the specialized clock signal each other to carry on the transmission and connect to send, and is constrained, the characteristics of this kind of method lies in its speed very quick, but correspond work time of take up the CPU and also want to be long oppositely, at the same time the technique difficulty also very big. Its request lies in can'ting have an error margins in a datas deliver, otherwise the whole piece according to compare the occurrence mistake, this on the hardware is a bigger difficulty. Applied more and more extensive in some appropriative equipmentses, be like the appropriative medical treatment equipments, the numerical signal equipments...etc., in compare the one data deliver, its result is very good.And the different step is an application the most extensive, this receive benefit in it of technique difficulty is opposite and want to be small, at the same time not need to prepare the specialized clock signal, its characteristics to lie in, its data is partition, the long-lost send out and accept, be the CPU is too busy of time can grind to a stop sex to work, also reduced the difficulty on the hardware, the data throw to lose at the same time opposite want to be little, we can pass the examination of the data to observe whether the data that we send out has the mistake or not, be like strange accidentally the method, tired addition and eight efficacies method etc., can use to helps whether the data that we examine to send out have or not the mistake occurrence, pass the feedback to carry on the discriminator.A line of transmission of the information contain a string of and combine the cent of: The usual PLC is 8 machines, certainly also having 16 machines. We can be an at the time of sending out the data a send out to the other party, also can be 88 send out the data to the other party, an and 8 differentiationses are also the as that we say to send out the data and combine sends out the data. A speed is more and slowly, but as long as 2 or three lines can solve problem, and can use the telephone line to carry on the long range control. But combine the osculartransmission speed is very quick of, it is a string of oscular of 25600%, occupy the advantage in the short distance, the in view of the fact TTL electricity is even, being limited by the scope of one meter generally, it combine unwell used for the data transmission of the long pull, thus the cost is too expensive.Under a lot of circumstances we are total to like to adopt the string to combine the conversion chip to carry on deliver, under this kind of circumstance not need us to carry on to depositted the machine to establish too and complicatedly, but carry on the data exchanges through the data transmission instruction directly, but is not a very viable way in the correspondence, because the PLC of the other party must has been wait for your data exportation at the time of sending out the data, it can't do other works.The interruption is not only one, sometimes existing jointly with the hour several inside break, break off to have the preferred Class, they will carry out the interruption of the higher Class according to person's request. This kind of breaks off the medium interruption to also became to break off the set. The Class that certainly break off is relevant according to various resources of CPU with internal PLC, also following a heap of capacity size of also relevant fasten.When we are work a work piece, giving the PLC a signal, counting PLC inner part the machine add 1 to compute us for a day of workload, a count the machine and can solve problem in brief, certainly they also can keep the data under the condition of dropping the electricity, urging the data not to throw to lose, this is also what we hope earnestly.The PLC still has the function that the high class counts the machine, being us while accept some datas of high speed, the high speed that here say is the data of the in all aspects tiny second class, for example the bar code scanner is scanning the data continuously, calculating high-speed signal of the data processor DSP etc., we will adopt the high class to count the machine to help we carry on count. It at the PLC carries out the procedure once discover that the high class counts the machine to should of interruption, will let go of the work on thehand immediately. The trapezoid diagram procedure that passes by to weave the distance again explains the high class for us to carry out procedure to count machine would automatic performance to should of work, thus rise the Class that the high class counts the machine to high one Class.You heard too many this phrases perhaps:" crash", the meaning that is mostly is a workload of CPU to lead greatly, the internal resources shortage etc. the circumstance can't result in procedure circulate. The PLC also has the similar circumstance, there is a watchdog WDT in the inner part of PLC, we can establish time that a procedure of WDT circulate, being to appear the procedure to jump to turn the mistake in the procedure movement process or the procedure is busy, movement time of the procedure exceeds WDT constitution time, the CPU turn but the WDT reset the appearance. The procedure restarts the movement, but will not carry on the breakage to the interruption.The PLC development has already entered for network ages of correspondence from the mode of the one, and together other works control the net plank and I/ O card planks to carry on the share easily. A state software can pass all se hardwares link, more animation picture of keep the view to carries on the control, and cans pass the Internet to carry on the control in the foreign land.The development of the higher layer needs our continuous effort to obtain.The PLC emergence has already affected a few persons fully, we also obtained more knowledge and precepts from the top one generation, coming to the continuous development PLC technique, push it toward higher wave tide.中文译文关于PLC技术的讨论和未来的发展随着时代的发展,现代的技术也在逐渐完善,竞争也愈演愈烈,只依靠手工操作已经不能满足现在的制造业前景,也不能保证更高的质量要求和高新技术企业的形象。
PLC控制系统英文文献+翻译

PLC控制系统英文文献+翻译PLC控制系统英文文献+翻译Beer filling, Gland machine PLC control system 1.Intorduction Malt beer production process is divided into manufacturing, manufacturing wort, before fermentation, after fermentation, filtration sterilization, packaging, and so few procedures. Beer filling, Gland part of a packaging machine processes. The membrane filtration of beer after the pipeline into the rotary Jiugang, then the valve into the bottle of wine, Gland, was bottled beer. Beer filling, Gland machine's efficiency and degree of automation direct impact on the level of beer production.China's beer industry to meet the increasing scale of production and the demand for beer modern high-speed filling machinery filling the requirements of domestic beer manufacturers are actively seeking to transform the unit or the filling of beer production equipment, making it a good use Performance, advanced technology and high production efficiency and operating a safe and secure, low maintenance costs of the modernization of beer filling machine. 2. Filling beer, Gland principle and control aircraft partsLiquid filling machine by filling principle can be divided into atmospheric filler,filling machines and vacuum pressure on the filling machine. Beer filling,Gland-filling method used pressure is higher than the atmospheric pressure under the filling, storage of the cylinder pressure than the pressure of the bottle, beer bottle into the liquid on pressure.Technology at home and abroad to achieve the filling line is basically: The Rotary Jiugang the rotating movement, placed in Jiugang slots on the empty bottles through the machinery will befixed at the upper Jiugang vacuum valve to open, closed Vacuum bottles for good treatment, Bozhuan stem from operating, open the valve of the bottle filling CO2 gases, vacuum convex .Round to open the vacuum valve, the bottle will air mixed with CO2 out of gas, open the valve again, the CO2 gas bottle filling, the filling valve on the pressure valve in the bottle close to back-pressure gas pressure at the open-Jiuye Pingbi into the bottle, through pneumatic or electrical control filling valve to achieve the filling of beer.Today's advanced international beer filling, Gland machine control system mainly by the photoelectric switch position detection part and take the bottles with, Jiugang speed part, dominated by the PLC, touch screen and other components. Filling, Gland of the mechanical structure and PLC programmable control devices, frequency stepless speed regulation, human-computer interface, and other modern means of complete automatic control technology, the combination of a mechanical and electrical integration.3. Controlled part of the programmeMany domestic beer manufacturers are now using the filling, Gland of the control system of uneven degree of automation; button and all the manual switch technology have set up operations in a box on the panel, PLC controller for the majority of Japanese companies or OMRON Mitsubishi's early products, equipment chain of control, less protection settings, plus the beer filling the scene poor environment, humidity, such as contact with the switch contacts serious corrosion, the system's signal detection of the high failure rate, resulting in equipment control system Operation of low reliability, the normal operation of equipment, such as short-cycle phenomenon.To the actual transformation of the Dandong Yalu River Brewery Co., Ltd. of filling, Gland machine control system as an example, the transformation of methods to clarify the control of such equipment thinking and ideas, according to the scene of the actual process conditions, to prepare the operation of the PLC Procedures. For beer filling, Gland control system of the actual situation and in accordance with the actual process conditions at the scene, re-design of the equipment of the PLC control system. This transformation of the same methods and ideas can be applied to other liquids and the transformation of filling equipment. 3.1 system hardware configurationJapan's Mitsubishi Corporation to use the FX2N128MRPLC use the system to replace the original 2-OMRON's C60P PLC, the original system of the PLC is due to old models, and computer on-line communications need to configure special converters, the system need to increase the external I / O input points , The extension of spare parts more difficult to find. FX2N128MRPLC is an integrated 128-point I / O controller of the box, a computing speed, command rich, high-cost performance, on-line programming simple and easy extension of the advantages of the Mitsubishi FX series, features the strongest small controller .(1) by the Mitsubishi 900 series of 970 GOT human-computer touch screen system to replace the original use of the button panel display equipment and monitor the operation of operating parameters. 970GOT HMI for the 16-color high-brightness significantly, through the convergence of connectivity and FX2N128MRPLC directly connected to the CPU, achieving rapid response. Has many maintenance features, such as the list-editing features, ladder monitoring (troubleshooting) function, the system monitoring functions to find fault and maintenanceof PLC Systems.(2) filling, Gland of the frequency converter in the transformation of no replacement, on-site detection signal means-testing is still used switch, switch for detecting long-term work in the humidity of the great occasions, the choice of capacitive proximity switches, according to PLC I / O terminal of the connection mode, select the type of close PNP switch, the control system of Figure 1. 3.2 Systems Programming PLC controller programming focus and the core is around Jiugang the rotation speed control and Jiugang on 60 bottles of detecting the location of the displaced, broken bottles, empty bottles at the location of testing and related displacement filling Such as control valves. The bottles displacement of testing procedures, using a Mitsubishi PLC in the left command.Figure 1 control system structure diagram .Bottles displacement of detection, using the left-PLC command, which commands the whole of one of the core control procedures, the main electrical switch detection and bottles at the bottle simultaneously detect mobile, the main motor to every week, just to the corresponding Jiugang Have a bottle of, PLC unit within the internal correspondence that 60 bottles of the unit for the M500 ~ M559, the number of units by the first letter K is set to K60, with each change in a second letter K is set to K1, M50 Reaction of the empty bottles in the short position, and detect the location of the motor speed to go on the frequency shift in the corresponding unit within the built-in "1" or "0", control valves and the corresponding mixing caps The motor stopped and opened. Continuous detection system in place after the 90 empty bottles, stop stirring caps the motor running, testing the number of bottles in accordance with the user's requirements canbe arbitrary.A bottle of detection. Rotary Jiugang through pressure to back pressure with the bottle of liquor in the process of empty bottles in the back-pressure, because the bottle itself may crack and other reasons leading to a sudden burst bottles, which need to detect the location of unexploded bottle bottle, in this bottle - The position opened purge solenoid valves, compressed air out, broken bottles at the bottle-blowing from the position in a row after the purge and several bottles of the electromagnetic valve open jet, a high-pressure spray Shuizhu, in the break Bottle position around a few bottles of spray bottles in a row.Detection of broken bottles and bottle-detection switch simultaneously detect movement of breaking bottles, to the main motor of each week, precisely corresponding Jiugang passed a bottle of, PLC unit within the internal correspondence that 20 broken bottles at the unit for the M600 ~ M619, unit With the number of the first letter K is set to K20, with each change in a second letter K is set to K1, M52 response to the location of the broken bottles and detected the location of the motor speed to the frequency shift continue, In the corresponding unit within the built-in "1" or "0", control and the corresponding jet purge solenoid valve opened and stopped. Continuous Spray and purge solenoid valve open to listen, time stopped in accordance with technological requirements can be arbitrary.System security is to control access to the caps simultaneously tracking, not only accurately detect the electrical switching speed detection, the broken bottles into the bottle and detection switch detection switch three conditions.970GOT human-computer touch-screen terminals operated by the software company's Mitsubishi GT WORKS package, whichis a GT Designer with the entire GOT9000 series of graphics software packages. The package is simple, prior to a personal computer simulation on the configuration and debug, after the man-machine operators to download terminals. At the same time, because the man-machine interface and a touch-screen role, will set common switch on the screen to facilitate the operation. And also to increase the number of features, such as setting alarm information. 4.After transformation control systemSystem at the normal operation of the machine for automatic control, in accordance with bottles into and out of the bottle for lack or slow pace set by running into the bottle stall bottles, no less than a bottle cap, automatic washing bottles burst, filling automatic back-pressure position , Covered under the system automatically lose covered a stop and safety protection, such as the coordination of action interlock. All the original button after the operation of the touch screen on. 5.Detection of the state control system monitoringDetection switch into the bottle and break bottles detection switch bottles of pressure by testing each part of the small metal plates above the location of a photoelectric pulse output, a further PLC acquisition, as each bottle of the pressure above the small metal plates is the location of activities , In the machine running after some time, some pressure above the small bottles of iron tablets and detection switch in the location of displacement, resulting in detection switch mistaken judgement, if not for the judgement of bottles of bottles, bottle explosion Lou Jian, misuse, such as the seizure of output errors So that the PLC have mistaken action, such as a back-pressure, unexploded bottle blowing, washing, stirring cap control system malfunction, such as failure phenomenon.Before the transformation of the daily production process, encountered this phenomenon, the operatives could only switch to the various functional or manual control buttons reach the stall so that the equipment work in the absence of monitoring state, the machine lost control function. Caused a lot of production of raw materials such as gas, water, wine waste. Only in the production of intermittent, can be fitter and maintenance electrician in accordance with the detection of small switch on the light-emitting diodes and anti-displacement by adjusting the distance only 5 ~ 8 mm detection switch installation location, and switch to fix detection of small metal plates Gap. This means of detection is very backward, after adjustment reaction to the results, timely response can not be adjusted results.In view of this testing situation, after the transformation of the filling, Gland control system configuration, this part of a new detection and integration in human-computer touch screen, complete bottle of detection.In human-computer touch screen interface on the page display, respectively, at customs, such as electromagnetic motor mixing valve switch state are in different colors to show, very intuitive.Increase the system's functions is to ensure the irrigation of the machine-Gland normal operation of automated control system specifically designed to. 6 Concluding remarks After the transformation of the control system will greatly simplify the complicated mechanical structure, the running and control of inspection, the degree of automation systems meet the design requirements, greatly reducing the operational strength of the labor so that the shrub-like beer output than in the past Raising more than 30 percent, greatly reduce the failure rate.Embodies the modern equipment of automatic control technology. In the digestion and absorption of today's industrial control on the basis of advanced technology innovation, development of domestic technology from the most advanced filling control system.啤酒灌装、压盖机PLC控制系统1、引言啤酒生产过程分为麦芽制造、麦芽汁制造、前发酵、后发酵、过滤灭菌、包装等几道工序。
基于PLC的两种液体混合搅拌控制系统设计

物理与电子工程学院《PLC编程及应用》课程设计报告书设计题目:基于PLC的两种液体混合搅拌控制系统设计专业:自动化班级:XXX学生姓名:XX学号:XXXX指导教师:XXXX2013年12 月18 日物理与电子工程学院课程设计任务书专业:自动化班级:XXPLC是以计算机技术为核心的通用自动控制装置,也可以说它是一种用程序来改变控制功能的计算机。
随着微处理器、计算机和通信技术的飞速发展,可编程序控制器PLC已在工业控制中得到广泛应用,而且所占比重在迅速的上升。
PLC主要由CPU模块、输入模块、输出模块和编程装置组成。
它应用于工业混合搅拌设备,使得搅拌过程实现了自动化控制、并且提升了搅拌设备工作的稳定性,为搅拌机械顺利、有序、准确的工作创造了有力的保障。
本文所介绍的多种液体混合的PLC控制程序可进行单周期或连续工作,具有断电记忆功能,复电后可以继续运行。
另外,PLC还有通信联网功能,再通过组态,可直接对现场监控、更方便工作和管理。
关键词:PLC;液位传感器;定时器;梯形图1 液体自动混合系统方案设计 (1)1.1 控制要求 (1)1.2 编程软件地址分配表 (1)1.3 PLC外部电路接线图 (2)1.4 主电路连接图 (2)1.5 控制程序 (3)2 液体自动混合系统的硬件设计 (4)2.1 硬件选型 (4)2.2 主电路的设计 (5)2.3 液体混合控制系统示意 (6)3液体自动混合系统的软件设计 (7)3.1 PLC控制的相关流程图 (7)3.2 可编程控制器梯形图 (7)4.1 系统模拟调试 (9)4.2 系统联机调试 (9)5 心得体会 (12)参考文献 (13)1 液体自动混合系统方案设计1.1 控制要求本课程设计是基于PLC的液体自动混合搅拌系统设计,H、I、L是液面传感器,SL1=H,SL2=L,SL3=I,该传感器被液面淹没时接通。
两种液体的流入由阀门A和阀门B控制,混合液的流出由放液阀C控制。
PLC的两种液体混合控制系统设计

PLC课程设计报告液体混合的模拟控制2016年5月25日摘要PLC以其独特的优点得到迅速地发展和普及,并在冶金、机械、纺织、轻工等诸多领域取代了传统的继电接触器控制。
掌握可编程控制器的工作原理、具备设计、调试可编程控制器系统的能力,已成为现代工业对电气技术人员的基本要求。
将PLC应用于液体混合装置的控制,对于学习和工业上的应用显得尤为重要。
本设计以两种液体的混合控制为例,要求是将两种液体按一定比例混合,在搅匀电机搅匀后将混合液体输出容器。
并自动开始下一周期,形成一个循环状态。
在按下停止按钮后所有工序停止操作。
同时,该设计采用西门子公司的S7-200系列机型进行控制系统的PLC程序设计,利用模拟装置对两种液体混合的工业流程进行模拟。
关键词:两种液体、混合装置、自动控制目录1 液体自动混合系统方案设计 (1)1.1 控制要求 (1)1.2 编程软件地址分配表 (1)1.3 PLC外部电路接线图 (2)1.4 主电路连接图 (2)1.5 控制程序 (3)1.6 顺序功能图 (3)2 液体自动混合系统的硬件设计 (4)2.1 硬件选型 (4)2.2 主电路的设计 (5)2.3 液体混合控制系统示意 (5)3液体自动混合系统的软件设计 (6)3.1 PLC控制的相关流程图 (6)3.2 可编程控制器梯形图 (6)4 心得体会 (11)参考文献121 液体自动混合系统方案设计1.1 控制要求本课程设计是基于PLC的液体自动混合搅拌系统设计,L1、L2、L3是液面传感器。
两种液体的流入由电磁阀Y1和Y2控制,混合液的流出由电磁阀Y3控制。
搅拌电动机用于驱动桨叶将液体混合均匀。
本系统的工作原理如图1-1-1所示。
按下起动按钮,电磁阀Y1闭合,开始注入液体A,按L2表示液体到了L2的高度,停止注入液体A。
同时电磁阀Y2闭合,注入液体B,按L1表示液体到了L1的高度,停止注入液体B,开启搅拌机M,搅拌4s,停止搅拌。
plc两种溶液混合课程设计说明书资料
目录引言 (1)1 (2)1.1设计任务与要求 (2)1.2设计意义 (2)1.3 设计成果形式及要求 (3)2 (3)2.1 PLC主要品牌 (3)3 (5)3.1 PLC硬件设计 (5)3.2 M218I/O分配表 (5)3.3设计流程图 (6)3.4梯形图 (7)3.5仿真步骤 (7)4总结 (10)参考文献 (10)引言可编程控制器(PLC)是以中央处理器为核心,综合了计算机和自动控制等先进技术,具有可靠性高、功能完善、组合灵活、编程简单、功耗低等优点,已成为目前在机械手控制系统中使用最多的控制方式。
使用 PLC 的自动控制系统具有体积小,可靠高,故障率低,动作精度高等优点。
PLC 对物料混合的控制,并借助必要的精密传感器,使其能够对不同液体的物料按预先设定的程序进行混合,动作灵活多样,适用于可变换生产品种的中小批量自动化生产,广泛应用于柔性生产线。
采用 PLC 控制,是一种预先设定的程序进行物料混合的自动化装置,可部分代替人工在高温和危险的作业区进行单调持久的作业,并且在产品变化或临时需要对机械手进行新的分配任务时,可以允许方便的改动或重新设计其新部件,而对于位置改变时,只要重新编程,并能很快地投产,降低安装和转换工作的费用。
本设计主要完成机械手的硬件部分与软件部分设计。
主要包括执行系统、驱动系统和控制系统的设计设计目的本设计基于采用可编程序控制器(PLC)的设计方案,实现对液体混合搅拌的控制。
以 PLC S7-200 为主要控制器。
根据搅拌设备的功能特性、运作顺序等,设计中可选用电磁阀、时间继电器来实现液体的流入和时间上的延时,从而满足其控制要求。
根据控制要求,可以看出此程序是一个很典型的顺序控制问题。
这样就可以先按照搅拌设备的先后运行顺序画出相应的顺序功能图,然后在根据顺序功能图画梯形图,最后再用仿真软件对其进行调试仿真。
这样就可以实现 PLC 对混合搅拌控制程序的设计总体设计工作原理当按下启动按钮 X0 时,线圈 M8000 得电。
最新两种液体混合比控制电路的设计毕业设计
目录绪论 (6)1 PLC的概述 (9)1.1 PLC的产生 (9)1.2 PLC的发展 (10)1.3 PLC的应用概况 (11)1.4 PLC的基本结构 (13)1.5 PLC特点 (19)1.6 PLC的工作原理 (20)1.7梯形图程序设计及工作过程分析 (23)2 PLC在液体混合控制系统中的设计 (25)2.1设计要求 (25)2.2控制要求 (26)2.3设计的原理 (27)2.4设计工艺流程 (27)2.5硬件设计 (28)2.6 I/O通道分配及I/O接线图 (28)2.7软件设计 (30)2.8安装装置 (32)2.9指令语句程序 (33)3 系统的调试 (34)3.1调试时的注意事项 (34)3.2系统的规划 (35)3.3 I/O模块的选择与地址设定 (35)3.4软件的调试 (35)3.5模拟运行调试法调试 (36)总结 (38)致谢 (40)参考文献 (42)两种液体混合比控制电路的设计摘要:本论文首先介绍了什么是可编程控制器(简称PLC),它的产生和发展史,PLC在我国的发展及其PLC的发展趋势,PLC的主要特点,PLC的基本结构与工作过程。
同时了本设计是两种液体的混合控制为例,其要求是有两种液体安一定比例混合,在电动机搅拌才能将混合的液体输出容器,如没按停止按钮并预设循环状态。
在按停止按钮后液体要完成本次混合才能结束。
液体混合系统的控制设计考虑到其动作的连续性以及各个被控设备动作之间的相互关联性,针对不同的工作状态,进行相应的动作控制输出,从而实现液体混合系统从第一种液体加入到混合完成输出的这样一个周期控制工作的程序实现。
设计液体混合控制系统为中心,以控制系统的硬件系统组成。
软件选用到系统的设计过程(包括设计方案、设计流程、设计要求、梯形图设计、外部连接运行等)。
)旨在对其中的设计及制作过程做简单的介绍和说明。
设计采用欧姆龙CPM1A 系列PLC去实现设计要求。
关键词:PLC 混合液体控制器装置Two liquids mixing ratio control circuit design Abstract: T his passage introduce what’s the Programmable Logic Controller( Called PLC for short), its production and development, the development of China and the trend of development its distinctive characteristic, its basic structure and the process of workat first.This design is two kind of liquid mixing control for example, its requirement are two kind of liquid installs certain mixing ratio, stir in motor can be mixed liquid output containers, such as didn't press stop button and preset circulation state. In the stop button to complete this mixed after liquid can end.Liquid mixing system control design considering its actions of continuity and each device being controlled movement between mutual connection, in view of the different working conditions, carries on the corresponding action control output, thus realize liquid mixing system from the first kind of liquid to join mixed finish output such a cycle control work the program realization. Design liquid mixing control system for the center to control system hardware systems. The software use to the design of the system process (including design scheme, design process, design requirements, ladder diagram design, external connection operation, etc.). and aims at the design and manufacture process do simple introduced and illustrated. Design use from Japan production Omron series PLC to realize the design requirements.Key words: PLC Mixed liquid Controller device绪论自20世纪60年代末期世界上第一台PLC问世以来,发展迅猛,特别在今年以来,随着微电子技术的不断发展,PLC在处理速度,控制功能,通信能力及控制领域的等方面都有新的突破,它将传统的继电器控制技术和现代的计算机信息处理技术的优点结合起来,成为工业自动化领域最重、运用最多的控制设备,并已跃居现代工业自动化三大支柱(PLC、CAD/CAM,机器人)的首位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
英文资料PLC technique discussion and future development Along with the development of the ages, the technique that is nowadays is also gradually perfect, the competition plays more more strong,the operation that list depends the artificial has already can't satisfied with the current manufacturing industry foreground, also can't guarantee the request of the higher quantity and high new the image of the technique business enterprise.The people see in produce practice, automate brought the tremendous convenience and the product quantities for people up of assurance, also eased the personnel's labor strength, reduce the establishment on the personnel. The target control of the hard realization in many complicated production lines, whole and excellent turn, the best decision etc., well-trained operation work, technical personnel or expert, governor but can judge and operate easily, can acquire the satisfied result. The research target of the artificial intelligence makes use of the calculator exactly to carry out, imitate these intelligences behavior, moderating the work through person's brain and calculators, with the mode that person's machine combine, for resolve the very complicated problem to look for the best path.We come in sight of the control that links after the electric appliances in various situation, that is already the that time generation past, now of after use in the mold a perhaps simple equipments of grass-roots control that the electric appliances can do for the low level only;And the PLC emergence also became the epoch-making topic, adding the vivid software control through a very and stable hardware, making the automation head for the new high tide.The PLC biggest characteristics lie in: The electrical engineering teacher already no longer electric hardware up too many calculationses of cost, as long as order the importation that the button switch or the importation of the sensors order to link the PLC up can solve problem, pass to output to order the conjunction contact machine or control the start equipments of the big powerafter the electric appliances, but the exportation equipments direct conjunction of the small power can.PLC internal containment have the CPU of the CPU, and take to have an I/ O for expand of exterior to connect a people's address and saving machine three big pieces to constitute, CPU core is from an or many is tired to add the machine to constitute, mathematics that they have the logic operation ability, and can read the procedure save the contents of the machine to drive the homologous saving machine and I/ Os to connect after pass the calculation; The I/ O add inner part is tired the input and output system of the machine and exterior link, and deposit the related data into the procedure saving machine or data saving machine; The saving machine can deposit the data that the I/ O input in the saving machine, and in work adjusting to become tired to add the machine and I/ Os to connect, saving machine separately saving machine RAM of the procedure saving machine ROM and datas, the ROM can can do deposit of the data permanence in the saving machine, but RAM only for the CPU computes the temporary calculation usage of hour of buffer space.The PLC anti- interference is very and excellent, our root need not concern its service life and the work situation bad, these all problems have already no longer become the topic that we fail, but stay to our is a concern to come to internal resources of make use of the PLC to strengthen the control ability of the equipments for us, make our equipments more gentle.PLC language is not we imagine of edit collected materials the language or language of Cs to carry on weaving the distance, but the trapezoid diagram that the adoption is original after the electric appliances to control, make the electrical engineering teacher while weaving to write the procedure very easy comprehended the PLC language, and a lot of non- electricity professional also very quickly know and go deep into to the PLC.Is PLC one of the advantage above and only, this is also one part that the people comprehend more and easily, in a lot of equipmentses, the people havealready no longer hoped to see too many control buttons, they damage not only and easily and produce the artificial error easiest, small is not a main error perhaps you can still accept; But lead even is a fatal error greatly is what we can't is tolerant of. New technique always for bringing more safe and convenient operation for us, make we a lot of problems for face on sweep but light, do you understand the HMI? Says the HMI here you basically not clear what it is, also have no interest understanding, change one inside text explains it into the touch to hold or man-machine interface you knew, it combines with the PLC to our larger space.HMI the control not only only is reduced the control press button, increase the vivid of the control, more main of it is can sequence of, and at can the change data input to output the feedback with data, control in the temperature curve of imitate but also can keep the manifestation of view to come out. And can write the function help procedure through a plait to provide the help of various what lies in one's power, the one who make operate reduces the otiose error. Currently the HMI factory is also more and more, the function is also more and more strong, the price is also more and more low, the noodles of the usage are wide more and more. The HMI foreground can say that think to be good very.At a lot of situations, the list is a smooth movement that can't guarantee the equipments by the control of the single machine, but pass the information exchanges of the equipments and equipments to attain the result that we want. For example fore pack and the examination of the empress work preface, we will arrive wrapping information feedback to examine the place, and examine the information of the place to also want the feedback to packing. Pass the information share thus to make both the chain connect, becoming a total body, the match of your that thus make is more close, at each other attain to reflect the result that mutually flick.The PLC correspondence has already come more more body now its value, at the PLC and correspondence between PLCs, can pass the communication ofthe information and the share of the datas to guarantee that of the equipments moderates mutually, the result that arrive already to repair with each other. Data conversion the adoption RS232 between PLC connect to come to the transmission data, but the RS232 pick up a people and can guarantee 10 meters only of deliver the distance, if in the distance of 1000 meters we can pass the RS485 to carry on the correspondence, the longer distance can pass the MODEL only to carry on deliver.The PLC data transmission is just to be called a form to it in a piece of and continuous address that the data of the inner part delivers the other party, we, the PLC of the other party passes to read data in the watch to carry on the operation. If the data that data in the watch is a to establish generally, that is just the general data transmission, for example today of oil price rise, I want to deliver the price of the oil price to lose the oil ally on board, that is the share of the data; But take data in the watch for an instruction procedure that controls the PLC, that had the difficulty very much, for example you have to control one pedestal robot to press the action work that you imagine, you will draw up for it the form that a procedure combine with the data sends out to pass by.The form that information transport contain single work, the half a work and the difference of a workses .The meaning of the single work also is to say both, a can send out only, but a can receive only, for example a spy he can receive the designation of the superior only, but can't give the superior reply; A work of half is also 2 and can can send out similar to accept the data, but can't send out and accept at the same time, for example when you make a phone call is to can't answer the phone, the other party also; But whole pair works is both can send out and accept the data, and can send out and accept at the same time. Be like the Internet is a typical example.The process that information transport also has synchronous and different step cent: The data line and the clock lines are synchronous when synchronous meaning lie in sending out the data, is also the data signal and the clock signalsto be carry on by the CPU to send out at the same time, this needs to all want the specialized clock signal each other to carry on the transmission and connect to send, and is constrained, the characteristics of this kind of method lies in its speed very quick, but correspond work time of take up the CPU and also want to be long oppositely, at the same time the technique difficulty also very big. Its request lies in can'ting have an error margins in a datas deliver, otherwise the whole piece according to compare the occurrence mistake, this on the hardware is a bigger difficulty. Applied more and more extensive in some appropriative equipmentses, be like the appropriative medical treatment equipments, the numerical signal equipments...etc., in compare the one data deliver, its result is very good.And the different step is an application the most extensive, this receive benefit in it of technique difficulty is opposite and want to be small, at the same time not need to prepare the specialized clock signal, its characteristics to lie in, its data is partition, the long-lost send out and accept, be the CPU is too busy of time can grind to a stop sex to work, also reduced the difficulty on the hardware, the data throw to lose at the same time opposite want to be little, we can pass the examination of the data to observe whether the data that we send out has the mistake or not, be like strange accidentally the method, tired addition and eight efficacies method etc., can use to helps whether the data that we examine to send out have or not the mistake occurrence, pass the feedback to carry on the discriminator.A line of transmission of the information contain a string of and combine the cent of: The usual PLC is 8 machines, certainly also having 16 machines. We can be an at the time of sending out the data a send out to the other party, also can be 88 send out the data to the other party, an and 8 differentiationses are also the as that we say to send out the data and combine sends out the data. A speed is more and slowly, but as long as 2 or three lines can solve problem, and can use the telephone line to carry on the long range control. But combine the osculartransmission speed is very quick of, it is a string of oscular of 25600%, occupy the advantage in the short distance, the in view of the fact TTL electricity is even, being limited by the scope of one meter generally, it combine unwell used for the data transmission of the long pull, thus the cost is too expensive.Under a lot of circumstances we are total to like to adopt the string to combine the conversion chip to carry on deliver, under this kind of circumstance not need us to carry on to depositted the machine to establish too and complicatedly, but carry on the data exchanges through the data transmission instruction directly, but is not a very viable way in the correspondence, because the PLC of the other party must has been wait for your data exportation at the time of sending out the data, it can't do other works.The interruption is not only one, sometimes existing jointly with the hour several inside break, break off to have the preferred Class, they will carry out the interruption of the higher Class according to person's request. This kind of breaks off the medium interruption to also became to break off the set. The Class that certainly break off is relevant according to various resources of CPU with internal PLC, also following a heap of capacity size of also relevant fasten.When we are work a work piece, giving the PLC a signal, counting PLC inner part the machine add 1 to compute us for a day of workload, a count the machine and can solve problem in brief, certainly they also can keep the data under the condition of dropping the electricity, urging the data not to throw to lose, this is also what we hope earnestly.The PLC still has the function that the high class counts the machine, being us while accept some datas of high speed, the high speed that here say is the data of the in all aspects tiny second class, for example the bar code scanner is scanning the data continuously, calculating high-speed signal of the data processor DSP etc., we will adopt the high class to count the machine to help we carry on count. It at the PLC carries out the procedure once discover that the high class counts the machine to should of interruption, will let go of the work on thehand immediately. The trapezoid diagram procedure that passes by to weave the distance again explains the high class for us to carry out procedure to count machine would automatic performance to should of work, thus rise the Class that the high class counts the machine to high one Class.You heard too many this phrases perhaps:" crash", the meaning that is mostly is a workload of CPU to lead greatly, the internal resources shortage etc. the circumstance can't result in procedure circulate. The PLC also has the similar circumstance, there is a watchdog WDT in the inner part of PLC, we can establish time that a procedure of WDT circulate, being to appear the procedure to jump to turn the mistake in the procedure movement process or the procedure is busy, movement time of the procedure exceeds WDT constitution time, the CPU turn but the WDT reset the appearance. The procedure restarts the movement, but will not carry on the breakage to the interruption.The PLC development has already entered for network ages of correspondence from the mode of the one, and together other works control the net plank and I/ O card planks to carry on the share easily. A state software can pass all se hardwares link, more animation picture of keep the view to carries on the control, and cans pass the Internet to carry on the control in the foreign land.The development of the higher layer needs our continuous effort to obtain.The PLC emergence has already affected a few persons fully, we also obtained more knowledge and precepts from the top one generation, coming to the continuous development PLC technique, push it toward higher wave tide.中文译文关于PLC技术的讨论和未来的发展随着时代的发展,现代的技术也在逐渐完善,竞争也愈演愈烈,只依靠手工操作已经不能满足现在的制造业前景,也不能保证更高的质量要求和高新技术企业的形象。