肯纳公司宣布出售其高速钢钻头业务
冲突矿产

禁止使用“衝突礦產”之要求一、背景在剛果民主共和國(Democratic Republic of the Congo,以下簡稱剛果)及其周圍國家和地區境內的錫石、黑鎢、鈳鉭和黃金等稀有金屬開採已造成嚴重的人權與環境問題﹐被媒體稱爲“衝突礦產”﹐而這些金屬可能被廣泛的應用在資訊和通信技術產品上。
2010年7月21日,美國總統奧巴馬簽署了法令“Dodd-Frank Wall Street Reform and Consumer Protection Law”,該法令要求使用金(Au)、鉭(Ta)、錫(Sn)和鎢(W) 等金屬及其衍生物的美國企業向證券交易委員會說明其金屬原料是否來至剛果等非法礦區。
集團的品牌客戶有許多為美國公司,均須依法向美國證券交易委員會說明其金屬原料來源。
目前﹐希捷(Seagate)提出“衝突礦產”調查要求﹕“不得接收來自剛果及其周圍國家和地區的“衝突礦產”﹐並要求追溯所有產品中所含的金(Au)、鉭(Ta)、錫(Sn)和鎢(W)的來源”。
二、目的1. 滿足希捷(Seagate)和法律要求,落實企業社會責任。
2. 宣導『禁止使用“衝突礦產”之要求』。
三、禁止使用“衝突礦產”之要求1. 必須履行社會環境責任。
2. 不接受來自剛果民主共和國及其周圍的國家和地區的”衝突礦產”。
3. 追溯所有產品中所含的金(Au)、鉭(Ta)、錫(Sn)和鎢(W)來源,以確保這些金屬不是來自“衝突礦區”或“血礦區”。
四、希捷(Seagate)對衝突礦產之調查要求1. 填寫EICC的“衝突礦產”調查範本來對供應商調查金(Au)、鉭(Ta)、錫(Sn)和鎢(W)等金屬的來源。
2. 若產品成分包含金(Au)、鉭(Ta)、錫(Sn)和鎢(W)等金屬,供應商須追溯其供應鏈,提供“衝突礦產”的精煉廠名單。
刀具材料论文

金属切削刀具的发展历史与现状前言刀具是机械制造中用于切削加工的工具,又称切削工具。
广义的切削工具既包括刀具,还包括磨具。
刀具技术的进步,体现在刀具材料、刀具结构、刀具几何形状和刀具系统四个方面,刀具材料新产品更是琳琅满目。
当代正在应用的刀具材料有高速钢、硬质合金、陶瓷、立方氮化硼和金刚石。
其中,高速钢和硬质合金是用得最多的两种刀具材料,分别约占刀具总量的30%~40%和50%~60%。
本文将介绍刀具的发展历程,发展现状,并对未来刀具的发展法相作出分析。
刀具的发展历史刀具的发展在人类进步的历史上占有重要的地位。
中国早在公元前28~前20世纪,就已出现黄铜锥和紫铜的锥、钻、刀等铜质刀具。
战国后期(公元前三世纪),由于掌握了渗碳技术,制成了铜质刀具。
当时的钻头和锯,与现代的扁钻和锯已有些相似之处。
然而,刀具的快速发展是在18世纪后期,伴随蒸汽机等机器的发展而来的。
1783年,法国的勒内首先制出铣刀。
1792年,英国的莫兹利制出丝锥和板牙。
有关麻花钻的发明最早的文献记载是在1822年,但直到1864年才作为商品生产。
那时的刀具是用整体高碳工具钢制造的,许用的切削速度约为5米/分。
1868年,英国的穆舍特制成含钨的合金工具钢。
1898年,美国的泰勒和.怀特发明高速钢。
1923年,德国的施勒特尔发明硬质合金。
在采用合金工具钢时,刀具的切削速度提高到约8米/分,采用高速钢时,又提高两倍以上,到采用硬质合金时,又比用高速钢提高两倍以上,切削加工出的工件表面质量和尺寸精度也大大提高。
由于高速钢和硬质合金的价格比较昂贵,刀具出现焊接和机械夹固式结构。
1949~1950年间,美国开始在车刀上采用可转位刀片,不久即应用在铣刀和其他刀具上。
1938年,德国德古萨公司取得关于陶瓷刀具的专利。
1972年,美国通用电气公司生产了聚晶人造金刚石和聚晶立方氮化硼刀片。
这些非金属刀具材料可使刀具以更高的速度切削。
1969年,瑞典山特维克钢厂取得用化学气相沉积法,生产碳化钛涂层硬质合金刀片的专利。
硬质合金发展简史

硬质合金发展简史2008-04-11 12:48自1923年硬质合金作为一种重要的工具材料和结构材料问世以来,至今已有八十多年的历史。
十九世纪末叶,人们为了寻找新的材料来取代高速钢,以进一步提高金属切削速度、降低加工成本和解决灯泡钨丝的拉拔等问题,开始了对硬质合金的研究。
早期的工作主要是着眼于各种难熔化合物,特别是碳化钨的研究。
从1893年以来,德国科学家就利用三氧化钨和糖在电炉中一起加热到高温的方法制取出碳化钨,并试图利用其高熔点、高硬度等特性来制取拉丝模等,以便取代金刚石材料,但由于碳化钨脆性大,易开裂和韧性低等原因,一直未能得到工业应用。
进入二十世纪二十年代,德国科学家Karl Schroter研究发现纯碳化钨不能适应拉拔过程中所形成的激烈的应力变化,只有把低熔点金属加入WC中才能在不降低硬度的条件下,使毛坯具有一定的韧性。
经过一年时间的努力。
Schroter于1923年首先提出了用粉末冶金的方法,即将碳化钨与少量的铁族金属(铁、镍、钴)混合,然后压制成型并在高于1300℃温度下于氢气中烧结来生产硬度合金的专利。
他在专利中提出的工艺,实质上就是今天许多厂仍在采用的WC—Co硬质合金生产工艺。
1923年德国的krupp公司正式成批生产这种合金,并以widia(类似金刚石)的商标在市场上销售。
随后美国、奥地利、瑞典、日本、原苏联和其他一些国家也相继生产硬质合金,于是硬质合金生产技术开始得到迅速发展。
起初,人们以为WC—Co硬质合金能加工各种材料,但很快发现,在加工钢材时,这种合金很容易因扩散磨损而损坏。
1929年还是德国科学家研究发现,用两种以上的碳化物组成的固溶体比用单一的碳化物作为硬质合金的基体更为优越,并提出了有关固溶体应用的专利。
同年,德国的krupp公司开始生产WC—TiC—Co的合金。
1932年美国根据schroter及其同事专利,也研究出WC—TiC—Co合金。
不久科学家又研究出WC—TiC—TaC—Co合金,从而使钢材加工问题得到妥善解决。
刀具品牌简介
刀具品牌简介1 山特旗下品牌a山特维克可乐满:综合性刀具供应商,高效率车削、铣削方案解决者,U钻性能出色,价格较高,做方案能力强b瓦尔特:铣削加工、模具加工是强项c山高:铣削加工为强项,镗刀也不错d万耐特:汽车零件加工,镗刀e多玛:丝锥f蒂泰克斯:顶级钻头制造商2肯纳旗下品牌A肯纳金属:综合性刀具供应商,航空工业,钛合金、难削材加工领域领先者B维迪亚:汽车工业领域的传统强者,近年来有被英格索尔赶超的趋势C格林菲尔德:高速钢刀具的优秀制造者,肯纳打算将其出售给大连远东集团3伊斯卡旗下品牌A伊斯卡:螺纹加工,槽加工,精密小零件加工,钛合金加工是强项,价格较高B:英格索尔:重型加工、汽车曲轴加工很强c东芝泰珂洛:齿轮铣削,车削d特固克:车、铣、螺纹、槽加工都不错,性价比好4德系独立品牌A蓝帜:模具加工、也不错齿轮加工很强,丝锥也不错,整体价格较高B钴领:钻头性能很好,价格略高c玛帕:非标孔加工整体解决方案提供者,技术能力很强,价格昂贵d考迈特:专业孔加工刀具提供者,产品很全,性能出色,价格较高e埃莫克法兰肯:丝锥、攻丝刀柄f雄克: 专业刀柄厂商,液压刀柄领先制造商g海默: 专业刀柄厂商5日系独立品牌a三菱:铸铁车削是强项,铣削产品应用很广,性价比较好b京瓷:小零件加工产品很全,槽加工产品也不错,陶瓷刀片技术领先,价格在日系中稍贵c住友:不锈钢加工是强项,U钻性能出色,CBN刀片是传统强项d日立:铣削产品很强,性价比铰好e戴杰: 专业铣削刀具厂商,模具加工是强项f OSG: 丝锥、铣刀、钻头规格全,性能好g YAMAWA:丝锥h NACHI:丝锥i BIG:专业刀柄、镗刀制造商,产品精密、稳定性好j NIKKEN:专业刀柄、镗刀制造商,价格比BIG稍低k 黑田:专业热缩刀柄制造商6瑞士独立品牌a森拉天时:铣削产品、模具加工产品是强项(POKOLM为其下属品牌)7丹麦独立品牌尤尼莫克:非标刀具解决方案提供者,类似玛帕。
肯纳公司收购联邦信号公司的刀具业务

售额
年 份 销售敬 ( 芙兀 ) 力 年 度变 化
人注 目的优势 ,但在工厂 内进行无线 通讯仍会涉及到可靠性和安全性 的问
题 。无 线测 量装 置具有极 好 的便 携 性 ,无 线 网络也 比有线 网络柔性 更
2 o 04
价值很容易 “ 过时失效” ,因此对 无 件包兼容 ,从而可消除用户对过分依 刀具的销售额一直呈缓慢 的盘旋下滑 线数据 处理 技术 的应用需求 十分 紧 赖专有技术的担忧 。 趋 势 ,预计 这 种 趋 势 也 将 持 续 到
迫。尽管一个有效 的无线系统具有 引
20 年 ( 09 见表 2 。 )
维普资讯
程 。为使这一过程变得快速而通畅 ,
个 “ 覆盖 网” ,确保数 据信号 的可 司提交的数据作出的。 近年来人们采用了许多新的方法,包 靠传送 。 在过 去两年 中 ,U C I S T 成员 公
一
括使用条形码读出器和其它 自动化装 置的车间有线网络。
10 9 预测值) 1 10(
13 7 预测 值) 2 9 0(
+埘 5 +- 4% 9
+ l
+2 % l5
完全消除了人为误差。
美 国 L S Sart公 司开 发 的 tr t e D t ue a S r 无线数据采集系统较好地解 a
图 1 E dN d s安装在数 字卡尺 或其 它数 n o e 字量具上 。每个 测量 数据可以无线信号 方式
8 7 2 ( 际值) 365 实
+Q % 28
2 o 05
8 3 3( 8 9 实际值)
+5 5 %
高 、价格更低 、更易于重组。更重要
模具数控加工的刀具选购与使用管理指导

模具数控加工的刀具选购与使用管理指导一、目的:为规范公司的刀具管理和使用,控制刀具耗用成本,提高刀具的使用寿命,减少刀具不合理使用导致加工精度或工件异常问题,提高工作效率,特制定本指导书。
二、适用范围:适用于公司各加工工序使用刀具的管理及采购刀具、刀具仓储管理。
包括:刀具供应商开发、刀具选择、计划、采购、入库保管、领出、使用、车间刀具管理及退库的整个过程。
三、刀具述语与品牌简述:1.刀具定义:广义的刀具包括以下几种:●CNC铣削刀具:包括通用立铣刀(分平底立铣刀、圆鼻立铣刀、球头立铣刀)、非标立铣刀、刀盘、刀粒、刀片、刀头、刀杆等。
●车床刀具:车刀杆、车刀片、装夹卡盘等;●钻床刀具:钻头(分钨钢、高速钢、含钴高速钢、粉末冶金含钴高速钢四种)、枪钻、钻咀、铰刀(分钨钢、高速钢、含钴高速钢三种)等。
●攻丝螺纹刀具:丝攻丝锥(镍基高温合金及钛合金专用丝锥)、螺纹锥等。
●夹具、热装夹头:夹头、刀柄、热胀刀柄、刀把、弹簧筒夹、BIG刀具装夹工具等。
可以根椐不同的加工工件尺寸和工艺方法,按需要组合成铣、钻、镗、铰、攻丝等各类工具进行切削加工。
2.刀具寿命:从开始加工到刀尖报废整个过程中,刀尖切削工件的时间或切削过程中在工件表面实际的长度。
刀尖加工时间为每个刀具公司计算刀具寿命的主要考核指标。
刀具质量、正确选择、合理使用、优化编程、正确操作等因素,对工件加工精度的控制至关重要的,也关系到了刀具的使用寿命,所以,在使用刀具时,了解程式和零件的加工要求,根据加工中心机床的特点,根据工件材料的特性,正确安排加工工艺、优化编程参数(主轴转速、进给量、进给速度、切削速度等)、正确选用刀具夹具、合理使用刀具,发挥刀具最大效果,制造出高精密的零件,降低刀具使用成本;CNC工序的刀具使用量大,故CNC组长是刀具的使用与管理的主要责任人。
3.刀具成本与加工成本的关系:刀具成本:是指在生产过程中,每年采购所有刀具工具的费用,是生产成本的一部分。
肯纳最新材质说明

肯纳最新材质说明发布日期:[2007-8-15] 共阅[2536]次肯纳最新材质说明K1025 该材质为中等硬度,粘结剂含量中等,非合金W C/C o 细晶粒材质。
应用:适用于切削高温合金,钛合金以及在切削条件不利的情况下加工非铁金属材料的工件。
K D081一种低含量,在硬质合金刀片焊接P C B N刀类的材质。
应用:专为粗加工和精加工硬钢(>45HR C)而设计。
用于切削轴承钢、热轧和冷轧工具钢、高速钢、模具钢、冷硬钢、渗碳和氮化铁和一些硬化层材料。
K313 材质结构:基体较硬,含少量粘结物。
为非合金的W C/C O精细颗粒硬质合金材质。
应用:刃口的耐磨性好,同时具有很强的韧性,用于加工钛合金。
铸铁,奥氏体不锈钢和非铁金属,非金属和大多数的高温合金。
具有很好的抗热变形能力和耐切深处磨损能力,晶体细化的材质可以减少加工中的裂纹和剥落,使刀片寿命长而且安全可靠。
K68 材质结构:基体较硬,含少量粘结物。
为非合金的WC/C o精细颗粒硬质合金材质。
应用:K68材质具有极强的耐磨性,特别适合于加工铸铁,奥氏体不锈钢,非铁金属,非金属,它作为K313的补充也适合加工大多数的高温合金。
它是非铁金属加工的通用材质。
K C5010(全新)材质结构:PV D T iA l N涂层刀片。
这是最新的刀片材质,非合金硬质合金基体的抗变形能最强。
KC5010的最新涂层可使切削速度提高50%甚至100%。
应用:KC5010适合于高速度精加工大多数工件材料,效果非常理想。
在加工状况稳定的情况下。
适用于大多数钢,不锈钢,铸铁,非铁金属和高温合金,在加工淬硬和短屑材料时也表现不俗。
K C5025(全新)材质结构:极细化晶粒非合金基体。
配以最先进的PV DT iA lN涂层。
应用:通用加工刀片应用于大多数钢,不锈钢,铸铁,非铁金属。
可以用于断续切削和高进给量的加工,而且切削速度可高可低。
K C5410 材质结构:非合金硬质合金基体,配以PV D T iB2涂层使刀片的抗变形性能极强。
肯纳刀具综合介绍

美国肯纳金属刀具简介Kennametal ProductsKennametal & Hertel 切削刀具钻头铣床刀具车床刀具特殊刀具加工中心刀具Kennametal & HertelTurning ToolsTop-Notch刀柄Fix-Perfect刀柄车床刀具ISO刀柄微孔镗刀KM模块系统夹持方式FIX-PERFECT TURNING TOOLS特点:刀片安装可靠提高刀片寿命和刃口强度排屑通畅,无夹紧元件干涉TOP-槽刀TOP-NOTCH 仿形车刀TOP-NOTCH 槽刀应用指南Micro Boring最小加工孔径:KM Turning ToolsKM刀具夹持基本原理韧性高速钢非涂层硬质合金PVDCVD金属陶瓷陶瓷立方氮化硼金刚石耐磨性肯纳车刀材质•KC7310TIALN COATINGKC7310适合于高温合金和钛合金的半精加工和精加工。
•TIALNKC730PVD TiN涂层硬质合金适合于加工高温合金和航天航空材料KC732PVD/CVD 涂层硬质合金KC732适合于高温合金和钛合金的半精加工和精加工。
KY3000氮化硅基陶瓷KY3000 应用极佳的耐磨性使它适合灰铸铁的精加工极佳的韧性使它适合高温合金的粗加工KY3500氮化硅基陶瓷KENNAMETAL HERTEL 铣刀系列Fix-Perfect 铣刀RPF 铣刀ISO铣刀高性能铣刀FIX-PERFECTFIX-PERFECT 刀具与ISO-Inserts比较:Chip gullet FIX-PERFECTinsertCutting diaISO insertsFIX-PERFECT不等节距设计不等节距设计保证加工平稳,无振动。
FIX-PERFECT•HI G H S P E ED MI L L I N G•H I G H P E R F O R M A N C EM I L L•P ER F O R M AN C M I LLInsert grade •Un-coating •Coating •PKD•Max adjust :0.1mmMCF MILLING CUTTERMCF MILLING CUTTER 2 Insert stylesSD..1204..SD..1504..2 Insert styles SD..1204..SD..1504..MCF MILLING CUTTER MCF 45MCF 457 Standard-typesLE..1104..WSE..1504..WOF..0604..RF..1504..SE..1504..SE..1204..SE..1203..7 Standard-types LE..1104..W SE..1504..W OF..0604..RF..1504..SE..1504..SE..1204..SE..1203..NGE-I新一代的玉米铣刀NGE-I新一代的玉米铣刀 3 Geometries:•ADPT1035PDER-GM•ADKT1035PDER•ADKT1035PDTR3 Geometries:•ADPT1035PDER-GM •ADKT1035PDER•ADKT1035PDTRRPFR amp P lunging F acingRPFRamp Plunging FacingRPFRamp Plunging Facing Code D1D3Max. Ramping angl35A03R-SMORF1535501635A03R-S90LF2235501647A04R-SMORF1547631147A04R-S90LF2247631164B05R-SMORF1564807.564B05R-S90LF2264807.584B0R-SMORF1584100 5.784B0R-S90LF2284100 5.6109B06R-SMORF151091254109B06RS90LF221091254PCD 面铣刀PCD 面铣刀的应用PCD 面铣刀•刀盘用高强度铝制成,表面硬度达HRC64-70。
威迪亚
2009年10月,肯纳集团宣布把该公司现今所有的金属切削工具品牌和加工系统品牌划归到两个组合:WIDIA Products Group(威迪亚产品集团)和肯纳Products Group(肯纳产品集团),这一内部决策被业界认定为威迪亚品牌强势回归。
但如果仅仅把这种行为看作是一个品牌的重生似乎太过表象,双品牌战略更深地意味着肯纳集团将市场细分,产品定位更精准,用互补和博弈的方式获得刀具市场中高端领域的领先位臵。
换句话说,用户各种层次的需求将能得到满足,服务将更贴切。
认识WIDIA威迪亚威迪亚享有世界上硬质合金刀具创始人的荣誉,那焊接了像金刚石一样硬的烧结切削刀片的工具在85年前曾掀起了切削加工界的一场革命,时至今日,硬质合金刀具依然是市场应用发展的主流。
威迪亚继续保持着在技术研究方面的领先性,以及应用方面的探索性,它曾经在汽车曲轴市场获得超过40%占有率的辉煌业绩。
但几次被收购的辗转却没有令它的综合竞争力得到加强,除了在汽车领域延续较高知名度外,其他领域的市场认知日益淡漠。
在肯纳集团双品牌战略之前,它在整个集团中仅仅贡献10% 的业务量。
而现在,它整合了可纳全套解决方案的多个品牌,业务量上升至30%,最重要的是它定位清晰,目标明确--‚为渠道合作伙伴提供威迪亚着名品牌的高性能产品,应用‘易使用、易成功’产品、营销创新、销售奖励计划并为客户提供杰出的技术支持。
‛威迪亚品牌全球产品和服务集团副总裁 Bernie McConnell先生明确表示。
目前威迪亚主要包括和融合了七大品牌:威迪亚、威迪亚-Manchester、威迪亚-Hanita、威迪亚-Rubig、威迪亚-Clappdico、威迪亚-Circle以及威迪亚-Gtd。
●在通用机械制造行业、汽车行业和重加工行业有丰富经验的威迪亚品牌。
其最新的M1200系列铣刀覆盖了90%的面铣加工领域,性能优异,适用于加工各种材料,在各行业都反响良好。
●在切槽加工方面拥有很好的口碑的威迪亚-Manchester; SX Ultra槽型在加工不锈钢、钛和镍基合金时表现出色。
05节-10 常用模具钢料之特种钢类
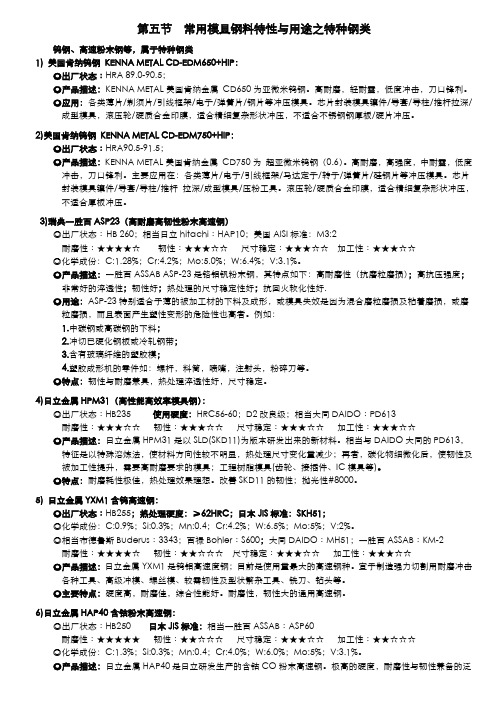
第五节常用模具钢料特性与用途之特种钢类钨钢、高速粉末钢等,属于特种钢类1) 美国肯纳钨钢KENNA METAL CD-EDM650+HIP:◎出厂状态︰HRA 89.0-90.5;◎产品描述:KENNA METAL美国肯纳金属CD650为亚微米钨钢。
高耐磨,轻耐震,低度冲击,刀口锋利。
◎应用:各类薄片/剃须片/引线框架/电子/弹簧片/钢片等冲压模具。
芯片封装模具镶件/导套/导柱/推杆拉深/成型模具,滚压轮/硬质合金印膜,适合精细复杂形状冲压,不适合不锈钢钢厚板/硬片冲压。
2)美国肯纳钨钢KENNA METAL CD-EDM750+HIP:◎出厂状态︰HRA90.5-91.5;◎产品描述:KENNA METAL美国肯纳金属CD750为超亚微米钨钢(0.6)。
高耐磨,高强度,中耐震,低度冲击,刀口锋利。
主要应用在:各类薄片/电子/引线框架/马达定子/转子/弹簧片/硅钢片等冲压模具。
芯片封装模具镶件/导套/导柱/推杆拉深/成型模具/压粉工具。
滚压轮/硬质合金印膜,适合精细复杂形状冲压,不适合厚板冲压。
3)瑞典一胜百ASP23(高耐磨高韧性粉末高速钢)◎出厂状态︰H B 260;相当日立hitachi︰HAP10;美国AISI标准:M3:2耐磨性︰★★★★☆韧性︰★★★☆☆尺寸稳定︰★★★☆☆加工性︰★★★☆☆◎化学成份:C:1.28%;Cr:4.2%;Mo:5.0%;W:6.4%;V:3.1%。
◎产品描述:一胜百ASSAB ASP-23是铬钼钒粉末钢,其特点如下:高耐磨性(抗磨粒磨损);高抗压强度;非常好的淬透性;韧性好;热处理的尺寸稳定性好;抗回火软化性好.◎用途:ASP-23特别适合于薄的被加工材的下料及成形,或模具失效是因为混合磨粒磨损及粘着磨损,或磨粒磨损,而且表面产生塑性变形的危险性也高者。
例如:1.中碳钢或高碳钢的下料;2.冲切已硬化钢板或冷轧钢带;3.含有玻璃纤维的塑胶模;4.塑胶成形机的零件如:螺杆,料筒,喷嘴,注射头,粉碎刀等。
高速加工

高速加工(HSM)通常指的是在合理的速度和较高的表面进给速度下进行的立铣加工。
例如,在铝制飞机框架部分掏糟的特形铣削加工中,材料去除率很高,这种加工就是高速加工。
在过去60年的时间里,高速加工已经在很宽范围的金属和非金属工件材料上得到应用,包括对要求采用特定表面拓扑结构的零部件进行的生产以及硬度为50HRC或50HRC以上材料进行的加工。
1.高速加工的历史及发展高速切削的起源可追溯到20世纪20年代末期。
德国的切削物理学家萨洛蒙(Carl 压lomon )博士于1929 年进行了超高速切削模拟试验。
1931年4月发表了著名的超高速切削理论,提出了高速切削假设。
萨洛蒙指出:在常规的切削速度范围内,切削温度随着切削速度的增大而提高。
对于每一种工件材料,存在一个速度范围,在这个范围内,当切由于切削温度太高,任何刀具都无法承受,切削加工不可能进行。
但是,切削速度进一步提高,超过这个速度范围后,切削温度反而降低。
同时,切削力也会大幅度下降。
按照他的假设,在具有一定速度的高速区进行切削加工,会有比较低的切削温度和比较小的切削力,有可能用现有的刀具进行超高速切削,从而大幅度减少切削时间,成倍地提高机床的生产率。
美国于1960年前后开始进行超高速切削试验。
试验将刀具装在加农炮里,从滑台上射向工件;或将工件当作子弹射向固定的刀具。
1977 年美国在一台带有高频电主轴的加工中心上进行了高速切削试验,其主轴转速可以在180 ~18000r / min 范围内无级变速,工作台的最大进给速度为7 . 6m / min。
1979年美国防卫技术研究总署(DARPA )发起了一项“先进加工研究计划”,研究切削速度比塑性波还要快的超高速切削,为快速切除金属材料提供科学依据。
在德国,1984 年国家研究技术部组织了以Darmstadt 工业大学的生产工程与机床研究所PTW )为首,包括41 家公司参加的两项联合研究计划,全面而系统地研究了超高速切削机瓜刀具、控制系统以及相关的工艺技术,分别对各种工件材料(钢、铸铁、特殊合金、铝合金、铝镶铸造合金、铜合金和纤维增强塑料等)的超高速切削性能进行了深入的研究与试验,取得了切削热的绝大部分被切屑带走国际公认的高水平研究成果,并在德国工厂广泛应用,获得了好的经济效益.日本于20世纪60年代就着手超高速切削机理的研究。
【讲义】00149国际贸易理论与实务

芝士学院
芝士学院
目录
第 1 章 导论..................................................................................................................................................... 3 第一节 国际贸易的基本概念............................................................................................................... 3 第二节 国际贸易的产生于发展........................................................................................................... 6 第 2 章 国际分工与世界市场........................................................................................................................ 8 第一节 国际分工的产生与发展........................................................................................................... 8 第二节 当代世界市场的构成与运行.....................................................................
进口钨钢牌号对照表日本KD20进口钨钢铣刀高速机专用

肯纳金属自1938年建立之初至今,已经获得500多项有关硬质合金制造方面的专利。
为保证产品自始至终具备最好的品质,肯纳自己冶炼矿石,研磨原料,并进行配粉,压制,烧结,研磨/抛光,这样可使肯纳有灵活的能力生产各种牌号材料及成品以更好地满足客户特定的要求。
-邦福KezizTM 烧结工艺是肯纳的专利之一,使用这种独创工艺,肯纳成为世界上第一个规模化生产表面和内部几乎无缺陷的碳化钨/硬质合金材料的制造商。
无可匹敌的质量保证体系,检测设备和行业经验,肯纳产品检测水平可以达到军工和核工业系统的标准。
肯纳的目标是确保客户每一次从肯纳获得的产品都是完美的产品。
通用牌号CD-650 是肯纳金属在冲压模具行业应用的一个经典牌号,具有极佳的性价比,在北美,欧洲以及中国市场已有十余年的历史。
-邦福CD-650 因其优异的综合性能已被广泛应用于精密冲压模具,CD-KR887是在CD-650的基础上,即保持了CD650优异的综合性能,又可在放电加工中表现出极好的加工性能-邦福。
CD-KR887材质的设计出发点是能够经受严酷的放电加工环境。
当普通的碳化钨硬质合金材料长时间暴露在放电加工环境中时,腐蚀,点蚀和变色以及微裂纹将会在暴露表面产生。
这样的缺陷将导致材料强度丧失高达60%。
而在极端的放电加工条件下,肯纳金属的CD-KR887材质经过100小时的放电加工处理后仍然没有发生点蚀,裂纹和变色,并且在加工处理中,亦能抵御冷却液,模具润滑剂和酸性气体的腐蚀。
-邦福更高的耐腐蚀性-具有比普通的硬质合金高100倍的耐腐蚀性出色的机械性能突出的耐电解腐蚀性耐化学腐蚀减少放电加工时间热等静压和应力释放处理CD-650/CD-KR887 性能和应用介绍牌号粘结相% 平均晶粒度微米洛氏硬度HRA密度g/cm3 平均抗弯强度抗压强度CD-650 15 0.8um 89.0-90.5 14 550,000 650,000 CD-KR887 15 0.8 89.7-90.7 14 435,000 700,000性能:低冲击,极好耐磨性,高强度适用范围:冲压模具-剃须刀片,电子冲压,引线框架,薄叠片冲压,弹簧钢冲压,粉碎磨辊,压印模(硬金属),不适于冲压厚不锈钢含钨的钢材,比如高速钢和某些热作模具钢,钢材中含钨对钢材硬度和耐热性能有很显著的提高,但是韧性会急剧下降。
世界知名刀具企业介绍

从2009CTMT 会展情况来看,世界上好的刀具厂家基本上集中在欧美。
目前世界上最优秀的刀具制造商主要有:瑞典的山特维克(约占全球22%的份额);美国的肯纳(约占全球11%的份额);以色列伊斯卡(约占9%的份额),还有瑞典的山高、德国的瓦尔特WALTER 、高迈特、蓝帜和日本欧仕机OSG 等。
稍微次一级的刀具制造商主要有:日本的日立Hitachi 、兼房KANEFUSA 、三菱Mitsubishi ,住友,东芝,京瓷Kyocera 、津根TSUNE ;意大利锐无敌freud 、德国的斯达克STARK 和AKE ;台湾钻石TDC ;韩国的特固克aeguTec 和可罗伊KORIOY 。
现将近几年在会展上遇到的具有代表性的数控刀具制造企业进行介绍:(1)山特维克可乐满:山特维克可乐满是全球金属切削业位居第一的刀具供货商,它所提供的产品达25,000多种,每年都有2,000多种新产品或改良品种推出。
山特维克可乐满是山特维克集团旗下最大的、以金属切削刀具为主要产品的公司,在全球60多个国家设有73家子公司或分公司,39个生产基地,3个中央仓库,19个培训中心,全球共有7800名雇员,2001年销售收入超过100亿瑞典克朗。
1985年在北京开设了第一个办事处,1993年山特维克中国有限公司成立。
1996年起,山特维克在香港的业务也被纳入到中国的组织机构中来。
现在,山特维克可乐满在中国已经拥有15个销售办事处,在中国用户心目中成为举足轻重的刀具供应商。
山特维克大中华区发展史: 1985年 山特维克就在中国成立第一个办事处;1991年 成立山特维克(中国)有限公司,这是一家独资公司;1991年 在青岛成立山特维克(青岛)有限公司,这也是一个独资公司; 1994年 在河北廊坊成立了独资生产厂;1997年 山特维克国际贸易(上海)有限公司的成立,这是一家独资公司;1997年 山特维克集团收购了一家名为汤姆洛克的芬兰公司。
DIN EN 10130-2007

February 2007
DIN EN 10130
ICS 77.140.50
D
Supersedes DIN EN 10130:1999-02
Cold rolled low carbon steel flat products for cold forming – Technical delivery conditions English version of DIN EN 10130:2007-02
A&I-Normenabonnement - Siemens AG - Kd.-Nr.986345 - Abo-Nr.00851257/007/001 - 2007-05-25 09:13:02
EUROPEAN COMMITTEE FOR STANDARDIZATION COMITÉ EUROPÉEN DE NORMALISATION EUROPÄISCHES KOMITEE FÜR NORMUNG
This European Standard was approved by CEN on 28 October 2006. CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration. Up-to-date lists and bibliographical references concerning such national standards may be obtained on application to the Central Secretariat or to any CEN member. This European Standard exists in three official versions (English, French, German). A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the Central Secretariat has the same status as the official versions. CEN members are the national standards bodies of Austria, Belgium, Cyprus, Czech Republic, Denmark, Estonia, Finland, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland and United Kingdom.
数控刀具品牌大汇总(国外刀具厂商目录)

山高刀具(上海)有限公司,其总部设于瑞典,作为世界上硬质合金刀具的主要制造商,山高在全球范围内的主要工业国家共拥有32家分支机构。
1993年,山高在中国创立了分支机构以拓展其在华业务。
山高在发展迅猛的工业品市场上,拥有着稳定且完善的客户群。
由于汽车工业、航空航天、电站设备等构成了山高最大的客户来源,山高已在这些加工领域里积累了多年的生产经验。
在中国,山高的产品受到了广泛应用。
其客户包括沈飞、成飞、上海汇众、上海大众、无锡柴油机厂、东风汽车厂以及一汽大众等。
我们的目标是使客户满意和良好合作。
我们每年向全世界加工业发送百万计的刀具。
在这些刀具的制造过程中执行严格的监控,确保质量的一致性和高标准。
我们刀具内在的质量和创新是有利可图的生产的关键。
可靠的发货和迅速的服务是同我们客户成功合作的其它重要因素。
为了能提供最好的整体方案,我们还提供技术支持来演示产品、给出技术建议、介绍新想法和实践经验。
为了帮助我们的客户同步加工上迅速的技术发展,我们还安排研讨会和实际用法指南。
山特维克可乐满是山特维克集团旗下最大的金属切削刀具公司,也是全球排名第一的金属切削业刀具制造与供应商。
目前山特维克可乐满可提供25 000多种产品,在全球60多个国家设有73 家子公司或分支机构及37个生产厂。
山特维克可乐满将继续以高品质的产品与服务为中国的机加工行业提供支持。
全球计算机网络已将销售处、中心仓库和生产厂都连接在一起。
山特维克可乐满的DD(直接发货)系统表明其能够做到一般情况下可在24小时内从瑞典、荷兰、日本、和美国的中心仓库向终端用户发货。
山特维克可乐满能做到:提供高质量的创新产品、卓越的切削专门知识、易于理解的信息和快速而可靠的供货。
成为易于共事的合作伙伴。
所做的一切都有利于提高客户的生产率、生产经济性和机床利用率。
山特维克可乐满(中国)已通过了ISO 9001认证。
瓦尔特公司创建于1919年,总部在德国南部的图宾根市,到目前为止,瓦尔特公司在全球范围拥有17家子公司,瓦尔特公司主要有两大类产品,即:一类是硬质合金可转位刀具,包括车、铣、钻、扩、镗各类刀具及刀具附具。
浅谈机匣凸台加工技术改进

浅谈机匣凸台加工技术改进涡轮机匣的凸台在五轴加工中心的加工一直是整个涡轮机匣机械加工的最难点,由于涡轮机匣机匣壁薄,凸台材料硬,切削余量多,所以加工极易引起零件变形,再而造成零件加工不合格,本文论述的就是如何改进加工方法和调整加工参数,从而减少零件的变形,确保零件的工艺技术要求。
标签:涡轮机匣;高温合金;薄壁件;加工路线;加工变形0 前言涡轮机匣是航空发动机上的重要部件之一,它的特点是机匣壁薄,最少厚度厚仅0.8mm,零件位置度、平面度、平行度等型位公差要求高,但是它的凸台是高温镍基合金,材料硬度高,韧性好,壁厚薄,零件易变形,位置度倾斜度等达不到工艺要求。
如何优质高效的加工凸台是涡轮机匣顺利交付与否的源头所在点,在实际的加工中,通过对所加工零件的夹具改进,刀具选择和加工路线的优化等各方面的改进改善,终于使这个加工的技术难点获得突破性的进展。
下文就这一论点做详细的论述。
1 夹具的改善夹具改善前,夹具支靠零件的面的平面度有0.2 mm~0.3 mm,定位圆与零件需支靠的面也未清根,这就造成零件放到夹具里面之后,零件翘起,压紧零件之后可能造成零件产生塑性变形,从而影响零件的加工精度,为了避免此种问题的发生,我们做了如下改进:(1)将夹具定位圆与支靠面底部清根。
(2)磨制夹具支靠零件面,平面度控制在0.005 mm以内,从而保证零件加工时所需的“A”基准(图1)。
2 刀具及加工参数的优化涡轮机匣凸台的面加工在最开始加工时用的是国产饟合金杆铣刀,切削量大,刀具磨损也很严重,刀具经常磞刀,断刃,加工精度自然也很难保证。
经过多次尝试和改进后,我们选择装刀片式的盘铣刀,粗加工选择φ32的SECO盘铣刀盘,刀片选择型号为XCKX 13T316R-ME10(经试验此刀片做粗加工用性价比较好);精加工我们选择φ80的肯纳合金盘铣刀,刀片型号为W1D1A XPHT160408。
同时,对刀片的寿命做了详细的规定,粗加工每加工两个零件换一次刀刃,精加工每个零件换一次刀刃,这样保证了即解决了我们刀具的问题,同时也保证了凸台间的加工精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
暗淡
根 据美国切削刀具协会 ( S U—
长了休假时间。
一
花钻头的德国沃科( R O 公司。 WE K ) 本次交易涉及的资产包括肯纳
Hale Waihona Puke 个积极的因素是 : 在过去3 个
性。 .
测之中 : 超过6 %的受访 者预计该 肯纳公 司宣布 出售 其高速钢钻 0 行业 的出货量将会下降2 %以上 ; 头业 务 0
超过9 % 的受访 者预计该 行 业的 出 0
截至上一个财政年度 , 肯纳公 司每年的产品和服务销售额大约为
其5 %的收入来源于北 肯 纳公 司 ( enm  ̄ c)月 2亿美元 , 0 K n a e ln. 7 I 5 货量将至少下降1%。 0 1 日 布 , 已签 署一项 最终 协议 , 美 以 外 的 其 他 国 家 。 公 司 共 有 9 宣 它 4 0名员工 , 分布于全球6多个国 0 不幸 的是 , 出口情况对于低迷 将其高速钢钻头业务及其相关的产 100
超过4 %的U C I 0 S T成员企业 用 公 司位于美 国乔治亚州的埃文斯 、 c I2 o年 春季的一次调查 , T)09 该协 月 , 墨西 哥 会的成员企业预计 ,0 9 20 年对 于美 于制造切削刀具的原材料成本有所 南卡罗莱纳州的克莱姆森 、 平 2 国切 削刀 具 行业 将 是 艰 难 的一 年 。 下降 , 均下降水平约为2 %。另 的墨西 哥城 和加 拿大安 大略 省米西 6 这次调查主要评估了刀具企业对几 有5 %的企业表示原材料价格保持 索加 的四家工厂及其特定相关产品 线的经营权 。目前 , 在这 四家工厂 方面问题的看法 , 其中包括 : 美国经 不变 。 当被问及资金问题时 ,2 1%的 或 与这 些产 品线相 关 的其他地 方工 济的前景 、 对刀具行业 出货量的预
业 缩 短 了上 班 时 间 ;3 2 %的企 业 临 东集团已于20 年6 0 8 月全盘收购了 日本 是C N B 磨料 的主要地 区性市
2 9
的国内需求也难 以有所帮助 。在 品线和资产出售给中国大连远东集 家 。 20 年 , 0 9 迄今 已有大约一半的刀具 团 旗 下 的 T C公 司 (o a en D T p E s r t ( ) 张
企 业 出 口下 降 , 均下 降幅 度 为 D lC .Ld ) 平 0 2 B 磨料市场需求 i , , rl o t. 。这一行动符合 肯 2 1 年全球C N
表示 , 他们在20 年一季度的雇佣 09
T C 司是一家高速钢钻头和 方氮化硼( B ) D公 C N 磨料的全球市场需
水平下降, 08 与20 年第四季度相 比, 丝锥 的全球制造商 , 除了其核心业 求 将 达 到 1 4 美 元 , .亿 9 即在 20 08
平均削减 了1%的劳动力 。其他与 务外, 5 它还拥有和经营一个钼矿 、 一 年 一2 1年期间 , 02 其平均复合年增 劳动力 相关 的水 平下 降还 包 括 : 个钨矿及其加工厂 、 一家特种制钢 长率 ( A R 达到3 %。其 中, CG ) . 6 亚 7 %的企业削减 了每周工作 时间; 厂和一家硬质合金制造厂 , 0 同时还 太地 区对 C N B 磨料 的需求增 长最 3 %的企业将员工放假 ;9 5 4 %的企 为金 属行 业制 造涂 层设 备 。大连远 快 , 此期 间的C G 达 到5 % 。 在 A R . 2
他们为购买设备而 作的肯纳员工大约有40 0 名。 测、 变化 的雇佣水平 、 原材料成本 、 受访企业表示 , 4 %的 肯纳公司通过剥离出售其高速 产品出口、 资金问题和员工行为等。 筹措资金 的难度变得更大;4
预计可以获得20 万 90 在 此 次 调查 中 , 过 8 %的 受 受访企业遭遇了限制性更强的信贷 钢钻头业务 , 超 0 1 %的企业需要为贷款付 出 美元的收益 。该公 司期望 , 在当前 访企业认为美国经济前景堪忧 , 并 条款 ;9
7% 这些收入可用于 预计 2 0 年 会 出现 较 严重 的衰 退 。 更 高 的利 率 ;0 的企 业 在 收 回应 的经济低迷时期 , 09 张) 这种看法也顺理成章地反映在它们 收账款时遇到了更多的困难。 ( 增加流动性和保持企业运营的灵活 对美 国切 削刀具 行业 近期 前景 的预
2% 。 9
纳公司调整业务组合和使其“ 制造 将达 19 亿 美元 .4
大多数刀具制造商已经削减了 足迹” 合理化的企业战略。该交易 其薪酬开支 , 超过8 %的受访 企业 预计 在20 年6 5 09 月完成 。
今年年初 由《 全球行业分析》 发
表的一份报告预测 , 0 2 , 到2 1年 对立