高速钢钻头钻削参数
1浅谈高速钢钻头钻削不锈1
浅谈高速钢钻头钻削不锈钢机械技术系数铣组不锈钢属切削性能较差材料,其硬度不高,但导热性较差,导热率大概只有碳素钢的1/3~1/4。
钻削时,除一部分切削热由切屑、冷却液及空气带走外,相当多的热量滞留工件中,传递并集中于钻头刃口处,因此该部位热量大、散热条件差、温度高,从而加大了切削刃的热负荷。
由于高速钢钻头的耐热性约为580℃左右,一旦超过此温度钻头刃口的耐磨性就会急剧下降。
另外,工件的发热和切削中的挤压使加工表面产生硬化层,加大了钻削难度。
不锈钢材料相比普通碳素钢材料具有塑性大、韧性好、切屑不易断裂等特点,因此不锈钢钻孔的参数及切削条件应进行适当调整,具体如下:1.线速度调整钻头线速度10m/min左右。
为此,各类不同直径钻头的转速应调整如下:Φ5钻头转速在600r/min左右;Φ10钻头300r/min左右;Φ20钻头150r/min左右;Φ30钻头100r/min左右。
钻削不锈钢材料时,其线速度为钻削普通碳素钢的1/2~1/3左右,此时其使用寿命较长。
而伴随线速度增大,其使用寿命就会缩短。
2.主切削刃角度修整主切削刃角度一般选取135°~150°左右。
当主切削刃与刃带螺旋角的展开角度成90°时,其排屑效果最佳。
当今市场上的钻头种类很多,包括适合各种不同材料、各种不同加工条件的新牌号刀具材料,其几何角度大小也有较大差异。
例如:加长钻刃带螺旋角度就小。
为此,主切削刃的夹角应根据刃带螺旋角的角度变化而变化。
而生产厂家由于技术专利等原因,对此类参数也多为保密。
3.横刃修整横刃部分主要是定心作用,它的切削过程是挤压切削。
不锈钢材料塑性大、韧性好,挤压产生热量使材料表面层变硬不利于切削。
因此,横刃应尽量修短。
4.后角、后刀面修整后角、后刀面应比钻削普通碳素钢角度略大,主切削刃锋利,使刀刃容易切入材料深层。
但后刀面角度也不应过大,否则会影响钻头的耐用度。
5.开分屑槽对于直径较大的钻头在主切削刃及后刀面上,开二、三条不对称的分屑槽有利于减轻主轴的负荷,使进给轻快,排屑畅通。
钻头切削参数表

铸钢
500~600
——
~
~
35~38
38~40
不锈钢
——
——
~
~
25~27
27~35
耐热钢
——
——
~
~
3~6
5~8
灰铸铁
——
200
~
~
40~45
45~60
干切或乳化液
合金铸铁
——
230~350
~
~
20~40
25~45
非水溶性切削油或乳化液
——
350~400
~
~
8~20
10~25
可锻铸铁
——
118
~0.90C
175~225
88~96
17
25~35
118
合金钢
~0.25C
175~225
88~98
21
25~35
118
~0.65C
175~225
88~98
15~18
25~35
118
工具钢
196
94
18
25~35
118
灰铸铁
软
120~150
~80
43~46
30~30
90~118
中硬
160~220
进给量f/(mm/r)
切削速度V/(m/min)
切削液
d/mm
5~10
11~30
5~10
11~30
工具钢
1000
1800~1900
2300
300
500
575
~
~
<
~
钻头切削参数表

球墨铸铁
190~225
~98
18
0.08
0.13
0.20
0.26
0.32
14~25
90~118
塑料
—
—
30
0.08
0.13
0.20
0.26
0.32
15~25
118
硬橡胶
—
—
30~90
0.05
0.09
0.15
0.21
0.26
10~20
90~118
加工材料
拉强度抗σb/MPa
硬度HBS
进给量f/(mm/r)
0.2~0.4
35~38
38~40
干切或乳化液
黄铜
——
——
0.07~0.15
0.1~0.2
70~100
90~100
铸造青铜
——
——
0.07~0.1
0.09~0.2
50~70
55~75
铝
——
——
0.15~0.3
0.3~0.8
250~270
270~300
干切或汽油
硬橡胶
——
——
0.2~0.4
30~60
热固性树脂
10~70
60
0.08
0.15
0.25
0.40
0.48
15~40
118
低加工性
~124
10~70
20
0.08
0.15
0.25
0.40
0.48
0~25
118
镁及镁合金
50~90
~52
45~120
钻头切削参数表

14~25
90~118
可锻铸 铁
112~126
~71
27~37
20~30
90~118
球墨铸 铁
190~225
~98
18
14~25
90~118
塑料
30
15~25
118
硬橡胶
30~90
10~20
90~118
(2
加工材料
拉强度抗(T
b/MPa
硬度HBS
进给量f/(mm/r)切削速度V/(m/min)
硬橡胶
30~60
热固性树 脂
60~90
塑料
30~60
玻璃
手进
玻璃纤维 复合材料
198
钻孔切削用量的选
(1)咼速钢钻头钻削不同材料的切削用量
加工
材料
硬度
切削速
度V/(m/
mi n)
钻头直径d/mm
钻头 螺旋 角
/(°)
钻尖角/(°)
布氏
HBS
洛氏
HRB
<3
3~6
6~13
13~19
19~25
进给量f/(mm/r)
铝及铝合
金
45~105
~62
105
32~42
90~118
铝及铝合金
高加 工性
~0.9
0C
175~225
88~96
17
25~35
118
合金钢
~0.25
C
175~225
88~98
21
25~35
118
〜0.65
C
175~225
88~98
15~18ቤተ መጻሕፍቲ ባይዱ
钻头切削参数表讲课讲稿

250~270
270~300
干切或汽油
硬橡胶
——
——
0.2~0.4
30~60
热固性树脂
——
——
0.04~0.1
60~90
塑料
——
——
0.05~0.25
30~60
玻璃
——
——
手进
4.5~4.7
玻璃纤维
复合材料
——
——
0.063~0.127
198
钻头切削参数表
钻孔切削用量的选用
(1)高速钢钻头钻削不同材料的切削用量
加工
材料
硬度
切削速度V/
(m/
min)
钻头直径d/mm
钻头螺旋角
/(°)
钻尖角
/(°)
布氏
HBS
洛氏
HRB
<3
3~6
6~13
13~19
19~25
进给量f/(mm/r)
铝及铝合金
45~105
~62
105
0.08
0.15
0.25
0.40
0.08
0.13
0.20
0.26
0.32
20~30
90~118
球墨铸铁
190~225
~98
18
0.08
0.13
0.20
0.260.32Βιβλιοθήκη 14~2590~118
塑料
—
—
30
0.08
0.13
0.20
0.26
0.32
15~25
118
硬橡胶
—
—
30~90
0.05
钻头切削参数表

0.08
0.13
0.20
0.26
0.32
20~30
90~118
球墨铸铁
190~225
~98
18
0.08
0.13
0.20
0.26
0.32
14~25
90~118
塑 料
—
—
30
0.08
0.13
0.20
0.26
0.32
15~25
118
硬橡胶
—
—
30~90
0.05
0.09
0.15
0.21
0.26
10~20
——
350~400
0.03~0.05
0.04~0.08
8~20
10~25
可锻铸铁
——
——
0.15~0.2
0.2~0.4
35~38
38~40
干切或乳化液
黄铜
——
——
0.07~0.15
0.1~0.2
70~100
90~100
铸造青铜
——
——
0.07~0.1
0.09Байду номын сангаас0.2
50~70
55~75
铝
——
——
0.15~0.3
118
锌合金
80~100
41~62
75
0.08
0.15
0.25
0.40
0.48
32~42
118
碳钢
~0.25C
125~175
71~88
24
0.08
0.13
0.20
0.26
钻头切削参数表

60
15~40
118
低加工性
~124
10~70
20
0~25
118
镁及镁合金
50~90
~52
45~120
25~35
118
锌合金
80~100
41~62
75
32~42
118
碳钢
~0.25C
125~175
71~88
24
25~35
118
~0.50C
175~225
88~98
20
25~35
118
~0.90C
切削速度V/(m/min)
切削液
d/mm
5~10
11~30
5~10
11~30
工具钢
1000
1800~1900
2300
300
500
575
~
~
<
~
~
<
35~408~11<640~4511~14
7~10
非水溶性
切削油
镍铬钢
1000
1400
300
420
~
~
~
~
35~40
15~20
40~45
20~25
铸钢
500~600
14~25
90~118
可锻铸铁
112~126
~71
27~37
20~30
90~118
球墨铸铁
190~225
~98
18
14~25
90~118
塑 料
—
—
30
15~25
118
硬橡胶
直径1-40钻头的切削用量 (机械制造必备)

钻头m
16mm
18mm
20mm
22mm
24mm
26mm
转速 进给F 转速 进给F 转速 进给F 转速 进给F 转速 进给F 转速 进给F 转速 进给F 转速 进给F S(转/ (毫米/ S(转/ (毫米/ S(转/ (毫米/ S(转/ (毫米/ S(转/ (毫米/ S(转/ (毫米/ S(转/ (毫米/ S(转/ (毫米/ 分) 分) 分) 分) 分) 分) 分) 分) 分) 分) 分) 分) 分) 分) 分) 分)
118 118 118 118 118 118 118 118 118 118~ 135 118~ 135 118~ 135 118~ 135 118 118 90~118 90~118 90~118 90~118 135 118 90~118
0 用含钴高速钢 用含钴高速钢 用含钴高速钢 -
2123 807 1820 728 1592 669 1415 602 1274 561 1158 521 1062 488 1990 756 1706 682 1493 627 1327 564 1194 525 1086 489 637 531 451 557 451 531 531 398 478 398 159 133 113 212 90 106 202 80 110 92 546 455 387 478 387 455 455 341 409 341 142 118 101 186 81 96 177 72 98 82 478 398 338 418 338 398 398 299 358 299 876 577 637 358 597 597 129 107 91 171 74 88 163 66 90 75 368 144 159 90 131 149 425 354 301 372 301 354 354 265 318 265 778 513 566 318 531 531 119 99 84 156 69 81 149 61 86 72 331 139 153 86 122 143 382 318 271 334 271 318 318 239 287 239 701 462 510 287 478 478 955 111 92 79 147 62 73 140 55 80 67 308 129 143 80 110 134 220 347 290 246 304 246 290 290 217 261 217 637 420 463 261 434 434 869 104 87 74 137 59 69 130 52 76 63 287 122 134 76 104 126 208 995 318 265 226 279 226 265 265 199 239 199 584 385 425 239 398 398 796 458 99 82 70 128 56 66 122 50 72 60 269 115 127 72 100 119 199
钻头切削参数表

铝及铝合金
高加工性
~124
10~70
60
0.08
0.15
0.25
0.40
0.48
15~40
118
低加工性
~124
10~70
20
0.08
0.15
0.25
0.40
0.48
0~25
118
镁及镁合金
50~90
~52
45~120
0.08
0.15
0.25
0.40
0.48
25~35
118
锌合金
80~100
38~40
不锈钢
——
——
0.08~0.12
0.12~0.2
25~27
27~35
耐热钢
——
——
0.01~0.05
0.05~0.1
3ቤተ መጻሕፍቲ ባይዱ6
5~8
灰铸铁
——
200
0.2~0.3
0.3~0.5
40~45
45~60
干切或乳化液
合金铸铁
——
230~350
0.03~0.07
0.05~0.1
20~40
25~45
非水溶性切削油或乳化液
0.13
0.20
0.26
0.32
20~30
90~118
球墨铸铁
190~225
~98
18
0.08
0.13
0.20
0.26
0.32
14~25
90~118
塑 料
—
—
30
0.08
0.13
0.20
0.26
高速钢钻头钻削参数
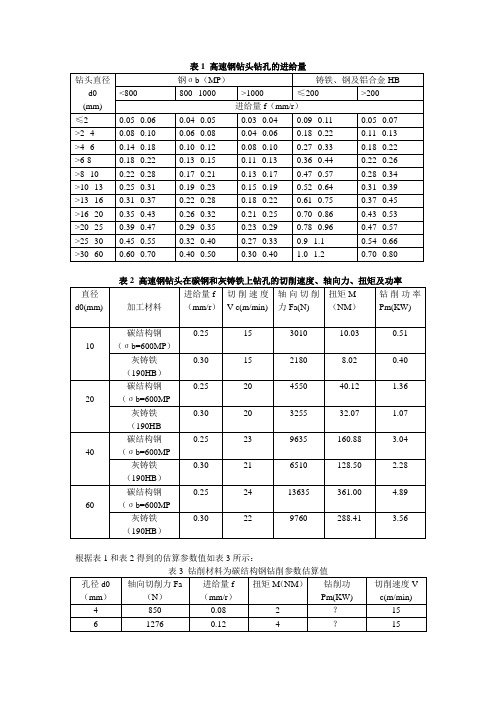
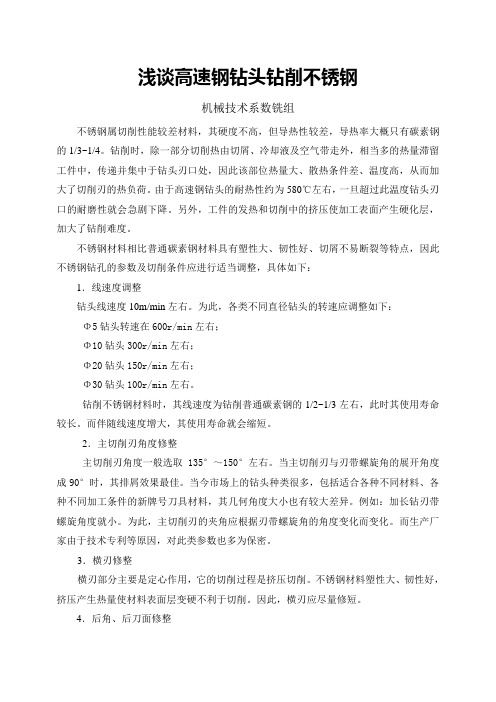
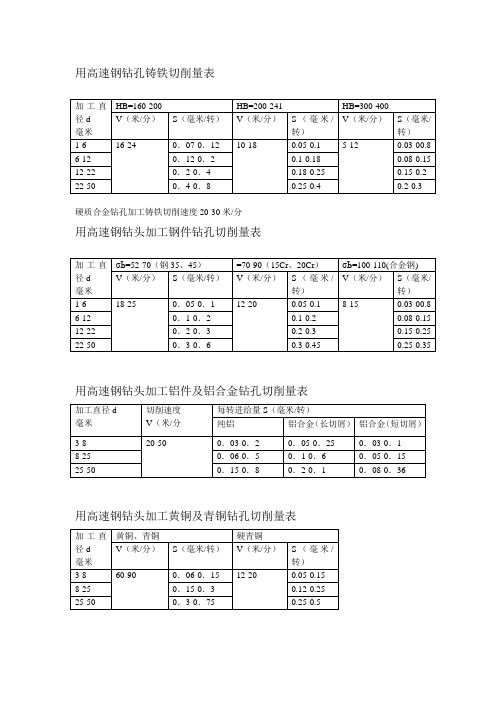
表1 高速钢钻头钻孔的进给量钻头直径d0 (mm)钢σb(MP)铸铁、钢及铝合金HB <800 800--1000 >1000 ≤200 >200进给量f(mm/r)≤2 0.05--0.06 0.04--0.05 0.03--0.04 0.09--0.11 0.05--0.07 >2--4 0.08--0.10 0.06--0.08 0.04--0.06 0.18--0.22 0.11--0.13 >4--6 0.14--0.18 0.10--0.12 0.08--0.10 0.27--0.33 0.18--0.22 >6-8 0.18--0.22 0.13--0.15 0.11--0.13 0.36--0.44 0.22--0.26 >8--10 0.22--0.28 0.17--0.21 0.13--0.17 0.47--0.57 0.28--0.34 >10--13 0.25--0.31 0.19--0.23 0.15--0.19 0.52--0.64 0.31--0.39 >13--16 0.31--0.37 0.22--0.28 0.18--0.22 0.61--0.75 0.37--0.45 >16--20 0.35--0.43 0.26--0.32 0.21--0.25 0.70--0.86 0.43--0.53 >20--25 0.39--0.47 0.29--0.35 0.23--0.29 0.78--0.96 0.47--0.57 >25--30 0.45--0.55 0.32--0.40 0.27--0.33 0.9--1.1 0.54--0.66 >30--60 0.60--0.70 0.40--0.50 0.30--0.40 1.0--1.2 0.70--0.80表2 高速钢钻头在碳钢和灰铸铁上钻孔的切削速度、轴向力、扭矩及功率直径d0(mm) 加工材料进给量f(mm/r)切削速度V c(m/min)轴向切削力Fa(N)扭矩M(NM)钻削功率Pm(KW)10碳结构钢(σb=600MP)0.25 15 3010 10.03 0.51灰铸铁(190HB)0.30 15 2180 8.02 0.4020碳结构钢(σb=600MP0.25 20 4550 40.12 1.36灰铸铁(190HB0.30 20 3255 32.07 1.0740碳结构钢(σb=600MP0.25 23 9635 160.88 3.04灰铸铁(190HB)0.30 21 6510 128.50 2.2860碳结构钢(σb=600MP0.25 24 13635 361.00 4.89灰铸铁(190HB)0.30 22 9760 288.41 3.56根据表1和表2得到的估算参数值如表3所示:表3 钻削材料为碳结构钢钻削参数估算值孔径d0(mm)轴向切削力Fa(N)进给量f(mm/r)扭矩M(NM)钻削功Pm(KW)切削速度Vc(m/min)4 850 0.08 2 ?156 1276 0.12 4 ?15。
(仅供参考)高速钢钻头及硬质合金钻头切削用量的选用

加工材料钻头直径(ød)切削速度V(m/min)进给量f(mm/r)进给速度F(mm/min)加工材料钻头直径(ød)切削速度V(m/min)进给量f(mm/r)进给速度F(mm/min) 623.60.11251075.40.15360 825.50.121221589.50.18342 1025.10.1411220103.60.22363 15260.189925117.80.25375 2025.50.2289301130.28336 25240.2576351040.3285 30220.286540100.50.33264 35200.35540190.35531062.80.2400 45170.42501584.80.22396 60150.5402094.20.25375251020.28364 620.70.151653094.20.3300 823.90.21903593.40.33280 1023.60.261954087.90.35245 1525.90.321762025.10.381522527.50.421473026.40.481343519.80.529440150.55664514.10.6606014.10.65492. 对孔的精度要求较高或孔表面粗糙度要求较高时,内冷充分冷却。
高速钢钻头的切削用量(推荐值)铸铁(HB120~225)硬质合金钻头的切削用量(推荐值)碳素结构钢和优质碳素结构钢(HB125~225)铸铁(HB120~225)注:1. 以上切削参数使用条件:孔深=3ød;硬质合金钻头 可适当提高转速,降低进给量。
碳素结构钢和优质碳素结构钢(HB125~225)钻头直径mm 15φ< 30~15φφ< 50~30φφ<进给量 mm/r0.05~0.15 0.15~0.25 0.20~0.30硬质合金钻头线速度 min /120~100m =ν高速钢钻头(HSS) 1> Q235-A min /30m =ν 2> 16Mn min /20m =ν切削速度ν:刀类相对于工件的线速度转速即圆周长ו•=n d πν高速钢钻头线速度:min /03~25m =ν进给量(吃刀量)mm/r 钻头每转一转走的长度(轴向),取:0.2mm/r(齿数)刃Z /×mm 取0.1~0.2 mm/刃硬质合金钻头线速度min /120~100m =ν孔的精度:孔径公差;孔的表面光洁度 钻孔精度:孔距公差;孔的垂直度THE TWIST DRILLSThe twist drill is the more simple tool for drilling holes cylindrical, usually from solid.The twist drill is formed by:x by a cylindrical or conical shank to center on the spindle of the machine and transmit the cutting torque (by friction or drag tooth)x by a cylindrical part in which are carried two opposing helical grooves, which intersect with surface ends form the two main cutting edges.The two helical grooves allow the evacuation of the chip that is formed at the cutting edges, and lead near the same, the lubricating/coolant fluid .Characteristic elements of endsThe check or driving surfaces (with rake angle lower by about 2°) are formed by two off-set diametrically opposed to the limit of the helical grooves and have a dual function: à driving the tip into the hole without even the jam during drilling, because thecontact between the drill and sides of the hole is limited.à finishing the cylindrical surface of the hole.The central core (central scraping edge) between the two grooves has a diameter (0.1~0.2) × D and provides to give the torsional strength to the drill during machining. However for a hole made by a twist drill we can be obtained the maximum standard ofIT 10 and a roughness Ra> 1.8 mm, which often must be finished with other processes such as boring or grinding.Caracteristic anglesİ :Inclination angle of helix .It is formed ythe tangent of the helix average with axisof the drill. Its value is so smaller as harderSEZ N-Nis the material to machining.ij:Angle of cutters. It is the angle formedby the two main cutter.Ȗ:Upper rake angleȕ:Cutting angleĮ:Lower rake angleThe characteristic angles can assume different values in according to the material to be machined and the diameter of the drill.WORKING CONDITIONS IN DRILLINGRelative motion and cutting parametersThe main relative motions are the motion of cutting and the move of advance or feed. The motion of cutting is the main motion of the machine, and is what determines the removal of chip.On the drilling machine it is rotating type and is acted by the tool.The motion of cutting can be expressed both as cuttingspeed, both as rotary speed.The cutting speed, denoted by V (m / min), represents therelative speed between tool and workpiece, at the pointwhere it be removed the chip, therefore the speedwherewith the material can be cut.It is equivalent to peripheral speed of the tool, that is thespeed of point P shown in the figure, which is tangent tothe circle of point P in same sense of rotation. The cuttingspeed is not constant along all points of the cutting edge,but varies from a maximum (cutting speed rated) at thepoint P to a zero value at the axis of the tool.The value set depends on: material processing, material ofthe tool and diameter of the drill.There are tables indicating the value needed depending onworking conditions.The cutting speed and the speed of rotation are related by:This relation calculates the number of rounds to select on the drilling machine, after determining the cutting speed more suitable for processing.The movement of advance or feed aims to bring new material from the tool contact. It is a movement much slower than the motion of cutting.On drilling machine it is a translational motion and is impressed to the tool, according to its axis, in a continuous and simultaneous movement of the cutting.The movement forward can be expressed as feed per revolution, both as speed of advancement.Advancement per revolution, indicated by a (mm / rev), representing the movement of the tool for every lap completed by the same tool.Its value depends on the diameter and material of tool, as well as the material processing. For the selection of the advanced exist tables that suggest the value needed depending on conditions of work.Speed of advancement, indicated by Va (mm / min), represents the speed with which the tool moves, hence the speed with which the processing proceeds.The two magnitude are related by the following relation:Indeed, if a indicates the tool displacement per revolution, multiplying its the number for the revolutions n made in a minute, you get the movement of the tool for each minutes; that is its speed of advancement.SECTION OF THE CHIPThe section of the chip, denoted by q, in the case of a twist drill,takes the form of a parallelogram equivalent to a rectangle ofheight equal to half of the feed per revolution and a basis equalto the radius of the drill. (D / 2 represents the depth of cut in thecase of drilling a hole from solid).Indeed, if for every round of the drill advances of a step equal to a(advancement per revolution), each of cutters to remove a chipwith a side a / 2.In this case, the section area of the chip removed from each edge is:Cutting forceCutting forces required on both edges of the twist drill to detach the chip depend :x from material of workpiece, through the load or pressure to tear Ks (N/mm2).x from total chip section Q = 2 x q (mm 2) detached from the tool.These forces, one for each main cutting edge, supposedly applied approximately half the length of the cutting edge.Each of them takes the value:section of one cutter chipthere is a cutting force :withThen foreach cutterOn average it is considered that : xKs = (4,2 y 5) Rm for cast ironwitch Rm the diameter of drill nd with higher values he total cutting force is :x Ks = (4,8 y 6) Rm for steels and non-ferrous materials In is strength of the material in N/mms decreases with increasing of the advanced. However keep in mind that the value of K a TCUTTING POWERcreate a torque (cutting moment). with dimension b in metres.Looking where the cutting forces are positioned you can see that they form a couple of forces that The value is:aller values forrittle materials (cast iron), higher values for lasting materials (steel).sional stress, where the torque is equal and opposite to the utting moment.sics we know that in rotary motion, the power is calculated using the followinglation:The value of arm b is assumed, the approximate equivalent to D / 2, but in reality its value varies with the type of material that is drilled. In particular b = (0.45÷ 0.60) × D : sm b The tool is subject to a tor c From phyre Where M is sum of torques applied to the body respect to its axis of rotation. nd Ȧ is the angular velocity of the body. the case of drilling:xM represents the moment of cutting forces, then as we saw earlier.with dimension b in metresxȦ is the angular velocity of twist drills.with n number of rounds of the drill ino the cutting power is:aInSWhereand :he power required for the advancement of twist drills can be neglected, because little. tearing of the chip, but also all the sses may be present in transmission of motion.o account for this power dissipation introduces the mechanical efficiency: echanical efficiencyom which flows: T So that the processing is possible, the engine power of the drill must be capable of winning not only the moment of resistance due to lo T m fr that allows us to calculate the engine outputen we known the effective power of cutting and the mechanical efficiency of the achine.he mechanical efficiencyȘ depends on the state of the machine: h = 0.6 ¸ 0.8. power, wh m T It has the condition of maximum utilization of the drilling machine when the power eveloped by its motor c Working timedoincides with the available power of the engine.The relation that calculates the working time is the following:he tool, is With reference to the figure we see that the travel,that is the distance that who must run t e sum of four quantities, namely:th L is the depth of the holee 1 is the overtravel attack : e 1 = 1÷ 2 mm e 2 is the overtravel output : e 2 = 1 2 mml p is the height of the drill cone : l p = ~ 0.33 × DRegarding the height of th edges, with the following considerations of trigonometry.angle OAB is noted that:e drill cone, the approximate value lp = ~ 0.33 × D, can bereplaced by the correct value function of the cuttingFrom the tri from the definition of tangent:which is calculated:For example in the case of a twist drillø 20 for drilling steel with Rm <700 N/mm2 withngle of the cutting edges M = 118 ° is calculated:aE XEMPLEecessary power and time to drill a trough hole ( Tool in high speed steel ) eatures:nd N/mm 2Mechanical efficiency Ș = 0,75alculation of poweralculation of working timeel with Rm <700 N/mm2 and with angle of thecutting edges M = 118°, it is calculated:N F Hole diameter D = 16 mm Hole deep L = 25 mm Feed a = 0,2 mm/rou Cutting speed V = 32 m/min Material strength Rm = 600C We can assume:We think to can select exactly this speed on drilling machineCutting powerOutput power of motorC If we use a twist drillø 20 for drilling ste We assume。
钻孔切削量表
用高速钢钻孔铸铁切削量表
硬质合金钻孔加工铸铁切削速度20-30米/分
用高速钢钻头加工钢件钻孔切削量表
用高速钢钻头加工铝件及铝合金钻孔切削量表
用高速钢钻头加工黄铜及青铜钻孔切削量表
深孔钻削切削用量递减表
高速钢扩孔切削用量
硬质合金扩孔加铸铁速度V=30-45米/分, 硬质合金扩孔加钢件速度V=35-60米/分
高速钢铰孔切削用量
镗孔切削用量
硬质合金端铣刀的铣削用量
螺孔加工工艺过程;
一般紧固螺孔:钻底孔→倒角→攻丝
较高精度螺孔:钻孔→扩至底孔→倒角→攻丝孔加工工序间余量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表1 高速钢钻头钻孔的进给量
钻头直径
d0 (mm)
钢σb(MP)铸铁、钢及铝合金HB <800 800--1000 >1000 ≤200 >200
进给量f(mm/r)
≤2 0.05--0.06 0.04--0.05 0.03--0.04 0.09--0.11 0.05--0.07 >2--4 0.08--0.10 0.06--0.08 0.04--0.06 0.18--0.22 0.11--0.13 >4--6 0.14--0.18 0.10--0.12 0.08--0.10 0.27--0.33 0.18--0.22 >6-8 0.18--0.22 0.13--0.15 0.11--0.13 0.36--0.44 0.22--0.26 >8--10 0.22--0.28 0.17--0.21 0.13--0.17 0.47--0.57 0.28--0.34 >10--13 0.25--0.31 0.19--0.23 0.15--0.19 0.52--0.64 0.31--0.39 >13--16 0.31--0.37 0.22--0.28 0.18--0.22 0.61--0.75 0.37--0.45 >16--20 0.35--0.43 0.26--0.32 0.21--0.25 0.70--0.86 0.43--0.53 >20--25 0.39--0.47 0.29--0.35 0.23--0.29 0.78--0.96 0.47--0.57 >25--30 0.45--0.55 0.32--0.40 0.27--0.33 0.9--1.1 0.54--0.66 >30--60 0.60--0.70 0.40--0.50 0.30--0.40 1.0--1.2 0.70--0.80
表2 高速钢钻头在碳钢和灰铸铁上钻孔的切削速度、轴向力、扭矩及功率
直径
d0(mm) 加工材料进给量f
(mm/r)
切削速度
V c(m/min)
轴向切削
力Fa(N)
扭矩M
(NM)
钻削功率
Pm(KW)
10
碳结构钢
(σb=600MP)
0.25 15 3010 10.03 0.51
灰铸铁
(190HB)
0.30 15 2180 8.02 0.40
20
碳结构钢
(σb=600MP
0.25 20 4550 40.12 1.36
灰铸铁
(190HB
0.30 20 3255 32.07 1.07
40
碳结构钢
(σb=600MP
0.25 23 9635 160.88 3.04
灰铸铁
(190HB)
0.30 21 6510 128.50 2.28
60
碳结构钢
(σb=600MP
0.25 24 13635 361.00 4.89
灰铸铁
(190HB)
0.30 22 9760 288.41 3.56
根据表1和表2得到的估算参数值如表3所示:
表3 钻削材料为碳结构钢钻削参数估算值
孔径d0(mm)轴向切削力Fa
(N)
进给量f
(mm/r)
扭矩M(NM)钻削功
Pm(KW)
切削速度V
c(m/min)
4 850 0.08 2 ?1
5
6 1276 0.12 4 ?15。