常用刀具切削参数
常用切削参数表

超过机床最大转速。)(安全距离3mm。)
常用切削参数表
切削刀具/切削类型 粗铣 盘铣刀 精铣 立铣刀 铰刀 粗镗刀(2刃) 粗镗刀(2刃) 精镗刀(1刃) 麻花钻 合金钻头 可转位钻头 扩孔钻 普通丝锥 合金丝锥 螺纹铣刀 粗镗刀 麻花钻 铣 铰 粗镗 半精镗 精镗 切削速度(m/min) 100-120 150-180 80—100 3—8 100-120 120-140 160-180 30 80 80 30 20 4 70-90 160 30 每齿进给(mm/齿) 0.2 0.1 0.2 0.1 0.2 0.15 0.1 0.15 0.15 0.2 0.15 螺距P(mm/r) 螺距P(mm/r) 0.15 0.15 0.15
钻
扩 攻丝 铣螺纹 倒角
切削条件:无内冷,一般材料(如钢、铸离3mm。)
削参数表
备注 总加工长度=加工长度+1个刀具直径+20mm 齿数按实际刀具 注意:退刀时间(齿数按实际刀具) 2齿 2齿 1齿 2齿(注意:加工长度计算考虑刀尖3mm、出孔口3mm) 2齿 1齿 2齿 注意:退刀时间(1齿) 注意:退刀时间(1齿) 齿数按实际刀具 1齿 直径比螺纹孔大6-8mm左右(2齿)
常用刀具的切削参数

附录2 常用刀具的切削参数附录2-1 硬质合金车刀粗车外圆及端面的进给量背吃刀量p a /mm≤3 >3~5 >5~8 >8~12>12工件材料车刀刀杆尺寸 B ×H /mm工件直径 d /mm 进给量f /mm·r –116×2520 4060 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.6~0.9 0.8~1.2 — 0.3~0.4 0.4~0.6 0.5~0.6 0.7~1.0 — — 0.3~0.5 0.5~0.6 0.6~0.8 — — — 0.4~0.5 0.5~0.6 — — — — — 碳素钢、合金钢、耐热钢20×30 25×2520 40 60 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.8~1.0 1.2~1.4 — 0.3~0.4 0.5~0.7 0.7~0.9 1.0~1.2 — — 0.4~0.6 0.5~0.7 0.8~1.0 — — — 0.4~0.7 0.6~0.9 — — — — 0.4~0.6 16×254060 100 400 0.4~0.5 0.5~0.8 0.8~1.2 1.0~1.4 — 0.5~0.8 0.7~1.0 1.0~1.2 — 0.4~0.6 0.6~0.8 0.8~1.0 — — 0.5~0.7 0.6~0.8 — — — — 铸铁 铜合金20×30 25×2540 60 100 4000.4~0.5 0.5~0.9 0.9~1.3 1.2~1.8— 0.5~0.8 0.8~1.2 1.2~1.6— 0.4~0.7 0.7~1.0 1.0~1.3— — 0.5~0.8 0.9~1.1— — — 0.7~0.9 注:1. 加工断续表面及有冲击的工件时,表内进给量应乘系数k =0.75~0.85。
加工中心常用刀具参数
加工中心常用刀具参数加工中心是一种用来进行金属材料的数控加工的机床,常用刀具参数是决定加工质量和效率的重要因素之一、以下是一些常用的加工中心刀具参数。
1.刀柄类型:加工中心常用的刀柄类型有普通刀柄、卡盘刀柄和棒料刀柄。
普通刀柄适用于一般的加工需求,卡盘刀柄适用于需要多次换刀的加工,棒料刀柄适用于棒料材料的加工。
2. 刀具直径:刀具直径是指刀具刃部的直径,常用的刀具直径有2mm、4mm、6mm等。
刀具直径的选择要根据加工件的尺寸、加工深度和加工材料的硬度等因素确定。
3.切削长度:切削长度是指刀具的刃部可以进入工件的深度。
切削长度的选择主要根据加工件的尺寸和形状来确定。
4.刀具材料:常用的刀具材料有硬质合金、高速钢和陶瓷等。
硬质合金的刀具具有较高的硬度和耐磨性,适用于加工硬度较高的材料;高速钢的刀具耐热性较好,适用于高速加工;陶瓷刀具具有良好的耐磨性和耐高温性,适用于高精度加工。
5.刀具涂层:刀具涂层可以提高刀具的耐磨性和切削性能。
常用的刀具涂层有涂层碳化物、涂层氮化物和涂层氧化物等。
不同的刀具涂层适用于不同的加工材料和加工工艺。
6.切削速度:切削速度是指刀具在切削过程中切削的线速度。
切削速度的选择要根据加工材料的硬度、刀具的材料和刀具的刃数等因素确定。
7.进给速度:进给速度是指刀具在切削过程中每分钟进给的长度。
进给速度的选择要根据加工材料的硬度、刀具的材料和加工质量要求等因素确定。
8.加工参数:加工参数是指切削深度、切削宽度和进给量等加工过程中的参数。
加工参数的选择要根据加工材料的硬度、刀具的材料和加工质量要求等因素确定。
常用刀具参数的选择要根据具体的加工要求和材料特性等因素来确定,可以通过试刀和实验等方式来确定最佳的刀具参数。
刀具参数的正确选择可以提高加工效率和加工质量,减少加工成本和损耗。
常用刀具的切削参数

常用刀具的切削参数1.钻头:钻头是一种旋转式刀具,通常用于在硬材料上钻孔。
切削速度是指钻头每分钟旋转圈数,一般以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型和钻头直径的影响。
对于大型孔径和脆性材料,较低的切削速度可能更合适。
进给量是指每转刀具在轴向(沿钻孔方向)上移动的距离。
进给量的选择将受到钻头直径和材料类型的影响。
较大直径的钻头可能需要较大的进给量。
切削深度是指钻头在一次进给中的轴向深度。
如果切削深度太大,可能会导致钻头断裂或切削不洁净。
切削深度的选择还将受到材料类型和钻头直径的影响。
2.铣刀:铣刀是一种回转和前进运动刀具,常用于平面加工、开槽和切割。
切削速度是指铣刀每分钟旋转圈数,同样以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、铣刀材料和刀具直径的影响。
进给量是指铣刀在工件表面上移动的距离。
较大的进给量将导致更高的切削速度,但也可能影响切削表面的质量。
切削深度是指铣刀在一次运动中与工件表面的最大距离。
切削深度的选择将受到材料类型和铣刀直径的影响。
3.车刀:车刀是一种在工件上进行旋转切削的刀具,常用于车削和车削加工。
切削速度是指车刀每分钟旋转圈数,仍然以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、车刀材料和刀具直径的影响。
进给量是指车刀在工件上移动的距离。
较大的进给量可以提高生产效率,但也可能影响切削表面的质量。
切削深度是指车刀与工件表面的最大距离。
切削深度的选择将受到材料类型和车刀直径的影响。
4.锯片:锯片是一种用于切割材料的刀具,常用于金属、木材和塑料加工。
切削速度是指锯片每分钟旋转圈数,仍然以转/分钟(RPM)为单位。
切削速度的选择将受到材料类型、锯片材料和刀具直径的影响。
进给量是指锯片在工件上移动的距离。
较大的进给量可以提高切割速度,但也可能导致切割表面质量的下降。
切削深度是指锯片与工件表面的最大距离。
切削深度的选择通常由锯片的直径和材料类型确定。
切削参数sfm
切削参数sfmSFM(Surface Feet per Minute)是切削参数的重要指标,用于描述切削工具在单位时间内在工件表面上移动的距离。
它是衡量切削速度的一种常用单位,对于切削加工的质量和效率有着重要的影响。
切削参数是指在切削加工过程中,通过调整切削速度、进给速度、切削深度等参数来控制和调整切削过程的技术参数。
而SFM就是切削速度的一种常用参数,它是指在每分钟内切削刀具与工件之间接触的表面长度。
SFM的计算公式是:SFM = π × 刀具直径 × 转速 / 12在实际应用中,切削参数的选择对于保证切削加工质量、提高生产效率和延长刀具寿命都起着至关重要的作用。
而SFM作为切削速度的重要指标,对于刀具的磨损、切削力的大小、加工表面的质量等都有着直接的影响。
适当调整SFM可以有效控制刀具的磨损。
切削速度过高会使刀具受热过多,导致刀具的硬度降低和刃口的磨损加剧;而切削速度过低则容易使刀具产生冷磨损,影响刀具的切削性能和寿命。
因此,在实际加工中,根据材料的硬度和刀具的材质,合理选择适当的SFM 可以减少刀具的磨损,延长刀具的使用寿命。
合理调整SFM对于控制切削力的大小也非常重要。
切削速度的增加会导致切削力的增加,而切削力的大小直接影响到切削过程中刀具和工件的力学性能。
如果切削力过大,不仅会导致刀具的振动和变形,还会使工件的表面质量下降;而切削力过小则可能导致切削过程不稳定。
因此,在切削加工过程中,要根据具体的加工要求和刀具的特性,合理选择适当的SFM,以控制切削力的大小。
调整SFM还可以影响加工表面的质量。
切削速度的大小会直接影响到加工表面的光洁度和粗糙度。
通常情况下,较高的切削速度可以获得较好的加工表面质量,但是如果切削速度过高,会导致切削过程中产生较大的热量,使工件表面容易产生烧伤和粘结现象;而切削速度过低则容易使切削过程中产生较大的切削力,影响加工表面的质量。
因此,在实际加工中,要根据具体的材料和加工要求,选择适当的SFM,以获得较好的加工表面质量。
各材料常用刀具转速进给参数对照表

各材料常用刀具转速进给参数对照表一、钢材钢材是机械加工中最常见的材料之一,包括低碳钢、中碳钢和高碳钢等。
对于低碳钢,如 A3 钢,在使用硬质合金刀具进行车削时,转速一般可设置在 800 1200 转/分钟,进给量为 015 03 毫米/转。
而在铣削加工中,转速可在 1000 1500 转/分钟,进给速度为 200 400 毫米/分钟。
中碳钢,例如 45 号钢,车削时转速通常在 600 1000 转/分钟,进给量 01 02 毫米/转。
铣削时,转速约 800 1200 转/分钟,进给速度 150 300 毫米/分钟。
高碳钢由于硬度较高,车削转速一般在 400 800 转/分钟,进给量008 015 毫米/转。
铣削时,转速 600 1000 转/分钟,进给速度 100 200 毫米/分钟。
二、铝材铝材具有良好的延展性和导热性。
在车削铝材时,如 6061 铝合金,转速可高达 1500 2500 转/分钟,进给量 02 04 毫米/转。
铣削时,转速能达到 2000 3000 转/分钟,进给速度 400 600 毫米/分钟。
对于硬度较高的 7075 铝合金,车削转速稍低,约 1200 2000 转/分钟,进给量 015 03 毫米/转。
铣削时,转速 1500 2500 转/分钟,进给速度 300 500 毫米/分钟。
三、铸铁常见的铸铁有灰铸铁和球墨铸铁。
灰铸铁在车削加工中,转速一般为 500 800 转/分钟,进给量 01 02 毫米/转。
铣削时,转速 600 1000 转/分钟,进给速度 100 200 毫米/分钟。
球墨铸铁的硬度相对较高,车削时转速 400 600 转/分钟,进给量008 015 毫米/转。
铣削时,转速 500 800 转/分钟,进给速度 80 150 毫米/分钟。
四、铜材铜材包括黄铜和紫铜。
黄铜的车削转速通常在 800 1500 转/分钟,进给量 015 03 毫米/转。
铣削时,转速 1000 1800 转/分钟,进给速度 200 400 毫米/分钟。
各材料常用刀具转速进给参数对照表

各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
常用刀具的切削参数

常用刀具的切削参数刀具切削参数是指在切削过程中,对刀具进行设置和调整的一系列参数。
这些参数包括切削速度、进给速度、切削深度、切削角度等,它们的选择和调整直接影响到切削效果和刀具寿命。
下面是常用刀具的切削参数的一些介绍:1. 切削速度(Cutting Speed):切削速度是指刀具在切削过程中移动的速度,一般用单位时间内刀具切削的长度来表示。
切削速度的选择取决于工件材料的硬度和切削材料的种类。
一般来说,硬度较高的材料需要较低的切削速度,而硬度较低的材料则可以使用较高的切削速度。
2. 进给速度(Feed Rate):进给速度是指刀具在切削过程中每分钟进给到工件上的距离。
进给速度的选择取决于工件的材料和切削操作的要求。
较低的进给速度可以获得更好的切削质量,而较高的进给速度可以提高生产效率。
3. 切削深度(Depth of Cut):切削深度是指刀具切削时每次切削进入工件的深度。
切削深度的选择需要考虑工件材料的硬度和切削工具的强度。
一般来说,较硬的材料需要较小的切削深度,而较软的材料则可以选择较大的切削深度。
4. 切削角度(Cutting Angle):切削角度是指刀具切削刃与工件表面之间的夹角。
切削角度的选择取决于工件材料的硬度和切削操作的要求。
一般来说,较硬的材料需要较大的切削角度,而较软的材料则可以选择较小的切削角度。
5. 切削液(Cutting Fluid):切削液是在切削过程中起冷却、润滑和清洁作用的液体。
切削液的选择取决于切削材料的种类和切削条件的要求。
常见的切削液有切削油、切削液和切削蜡等。
6. 切削力(Cutting Force):切削力是指切削过程中刀具对工件施加的力。
切削力的大小受到切削参数的影响,包括切削速度、进给速度、切削深度和切削角度等。
合理选择切削参数可以降低切削力,提高切削效率和刀具寿命。
7. 切削温度(Cutting Temperature):切削温度是指刀具和工件在切削过程中产生的热量。
各类数控刀具转速进给切削量吃刀量参数

各类数控刀具转速进给切削量吃刀量参数数控刀具在加工过程中,转速、进给、切削量以及吃刀量是非常重要的参数。
这些参数的选择直接影响到加工效率和加工质量。
以下是各类数控刀具转速、进给、切削量和吃刀量的相关参数介绍。
1.钻头的转速、进给和切削量:钻头是一种主要用于钻孔加工的刀具。
在使用钻头进行加工时,转速、进给和切削量是必不可缺的参数。
转速:钻头的转速直接影响到加工的效率和刀具的使用寿命。
转速一般根据材料的硬度和直径大小来选择。
对于较硬的材料和大直径的钻孔,需要选择较低的转速以提高刀具的寿命。
进给:进给是指钻头在加工过程中前进的速度。
进给过大会导致切屑过大,反之则会导致切屑过细。
进给的选择需要根据具体材料来确定。
切削量:切削量是指钻头在一次进刀中切削的材料的厚度。
切削量的选择需要根据材料的硬度、强度和钻头的直径来确定。
过大的切削量容易导致刀具断裂,过小的切削量则会降低加工效率。
吃刀量:吃刀量是指钻头在加工过程中的进给量。
合适的吃刀量可以提高切削效率,但过大的吃刀量容易导致刀具断裂。
吃刀量的选择需要根据具体材料和钻头的直径来确定。
2.铣刀的转速、进给和切削量:铣刀是一种主要用于铣削加工的刀具。
在使用铣刀进行加工时,转速、进给和切削量同样是非常重要的参数。
转速:铣刀的转速需要根据具体材料和刀具的类型来确定。
对于硬度较高的材料,需要选择较低的转速以减少刀具磨损和提高加工质量。
进给:铣刀的进给速度直接影响到加工效率。
进给过大会导致切削力过大,进而影响加工表面质量。
进给过小则会降低加工效率。
进给的选择需要根据具体材料和刀具的直径和齿数来确定。
切削量:铣刀的切削量是指在一次进刀中切削的材料的厚度。
切削量的选择需要根据材料的硬度、强度和铣刀的直径和齿数来确定。
合适的切削量可以提高加工效率,但过大的切削量会导致刀具过载。
吃刀量:吃刀量是指铣刀在进给过程中每次移动的距离。
合适的吃刀量可以提高加工效率,但过大的吃刀量会导致切削力过大,刀具容易损坏。
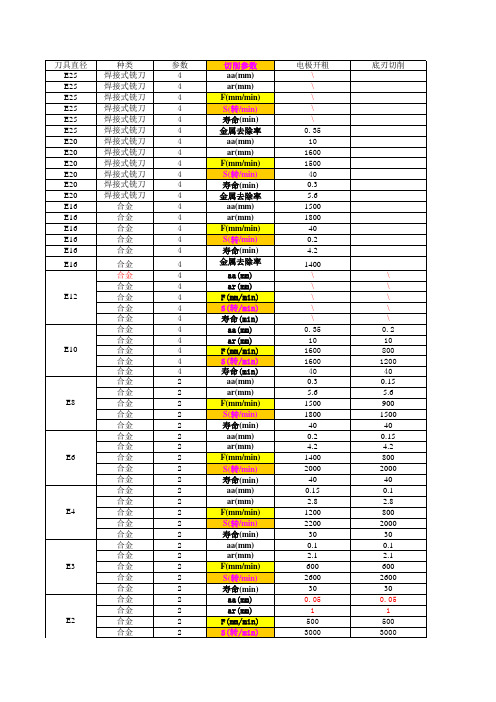
刀具切削参数表
清角
平面光刀
侧刃切削 50 0.2 180 400 \ \ 40 0.2 180 400 \ \ 36 0.15 180 600 \ \ 18 0.2 300 800 60 15 0.2 400 800 60 12 0.15 300 950 50 \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \ \
底刃切削
E12
E10
ห้องสมุดไป่ตู้E8
E6
E4
E3
E2
\ \ \ \ \ 0.2 10 800 1200 40 0.15 5.6 900 1500 40 0.15 4.2 800 2000 40 0.1 2.8 800 2000 30 0.1 2.1 600 2600 30 0.05 1 500 3000
E2 合金 2 寿命(min) \ \
刀具直径 E25 E25 E25 E25 E25 E25 E20 E20 E20 E20 E20 E20 E16 E16 E16 E16 E16 E16
种类 焊接式铣刀 焊接式铣刀 焊接式铣刀 焊接式铣刀 焊接式铣刀 焊接式铣刀 焊接式铣刀 焊接式铣刀 焊接式铣刀 焊接式铣刀 焊接式铣刀 焊接式铣刀 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金 合金
\ \ \ \ \ 0.2 10 1600 1600 40 0.15 5.6 1500 1800 40 0.15 4.2 1400 2000 40 0.1 2.8 1200 2200 30 0.1 2.1 600 2600 30 0.05 1 500 3000
刀具切削参数

开粗转速 1300-1500 1600-1800 2000-2200 2300-2500 3800-4200 4000-4200 4200-4500 4500-5000 4500-5000 4800-5500 4800-5500 5000-5600 5200-5800 5500-6200 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 000-3500 3000-3500 3000-3500 4500-5000 4800-5500 5000-5800 5500-6500 6000-7000 6500-7500 6500-7500 8000-12000 8000-12000 8000-12000 5000-6000 7000-8000 8000-10000 8000-10000 8000-10000 8000-12000 8000-12000 8000-12000 7000-8000 8000-10000 8000-10000 8000-10000 8000-12000 8000-12000 3000-3500 3000-3500 3500-4000 3500-4000 4000-5000 2000
设备 850 850 850 850 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机 钻攻机
开粗进给 3500-4000 3500-4000 3500-4000 3000-3500 2500-3000 2500-2800 2200-2500 2200-2500 1800-2200 1600-2000 1500-1800 1300-1600 1200-1500 1000-1300 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 无 100
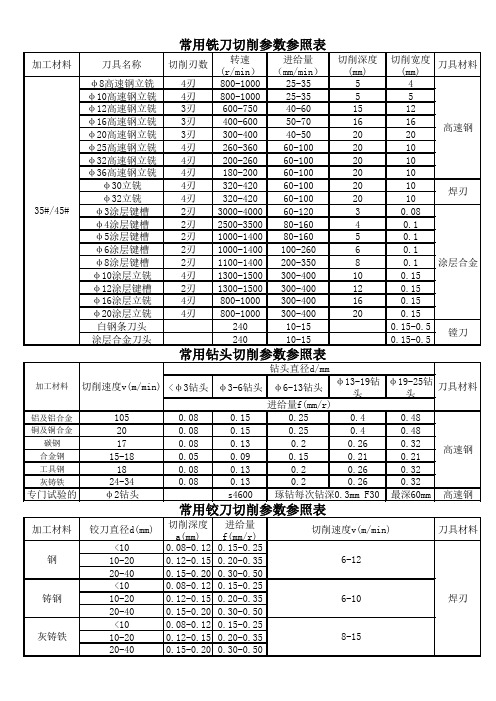
加工中心新刀具常用切削参数参照表
8-15
20-40
0.15-0.20 0.30-0.50
加工材料/ 工件
A105(相当 于25Mn) /MQL导环
加工特殊材料及工件切削参数参照表
刀具名称
切削刃数
转速 (r/min)
进给量 (mm/min)
用途
切削宽度 (mm)
刀具材料
φ5钻头 φ5.8钻头 φ10.3钻头 φ13.5钻头 φ14.5钻头 φ6铰刀 φ15铰刀
35#/45#
刀具名称
0圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
转速 (r/min)
3300 3300 1800 3000 1500 3000 1300 2500 2000 3300 1800
12
φ16高速钢立铣 3刃
400-600
50-70
16
16
高速钢
φ20高速钢立铣 3刃
300-400
40-50
20
20
φ25高速钢立铣 4刃
260-360
60-100
20
10
φ32高速钢立铣 4刃
200-260
60-100
20
10
φ36高速钢立铣 4刃
180-200
60-100
20
10
φ30立铣
4刃
刀具材料
20-40
0.15-0.20 0.30-0.50
铸钢
<10 10-20 20-40
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35 0.15-0.20 0.30-0.50
各种刀具切削参数表

一般构造用钢S55C,45#
刀长350-480
刀长350-480
刀长350-480
刀长350-480 刀长350-480
调质钢(30<HRC<38)
刀长350-480 刀长350-480
刀长在200以下
刀长在200以下 刀长在200以下 一般构造用钢S55C,45#
1400
0.2 20 500 1400
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率 高速机床 S(转/min) 高速机床 S(转/min) 高速机床 金属去除率 高速机床 金属去除率 高速机床 金属去除率
1150
0.8 32.5 2000 950
1 32.5 2400 1150
0.6 32.5 1800 950
0.5 32.5 1600 1150
0.5 32.5 1200 950
2 35 5000 1300
1.5 35 3500 1000
1400
0.3 0.5 1400 1200
0.3 0.5 1600 1400
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率 Aa(切深) Ar(切宽) 普通机床 F(mm/min) S(转/min) 金属去除率
常用刀具的切削参数

附录2 常用刀具的切削参数附录2-1 硬质合金车刀粗车外圆及端面的进给量背吃刀量p a /mm≤3 >3~5 >5~8 >8~12>12工件材料车刀刀杆尺寸 B ×H /mm工件直径 d /mm 进给量f /mm·r –116×2520 4060 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.6~0.9 0.8~1.2 — 0.3~0.4 0.4~0.6 0.5~0.6 0.7~1.0 — — 0.3~0.5 0.5~0.6 0.6~0.8 — — — 0.4~0.5 0.5~0.6 — — — — — 碳素钢、合金钢、耐热钢20×30 25×2520 40 60 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.8~1.0 1.2~1.4 — 0.3~0.4 0.5~0.7 0.7~0.9 1.0~1.2 — — 0.4~0.6 0.5~0.7 0.8~1.0 — — — 0.4~0.7 0.6~0.9 — — — — 0.4~0.6 16×254060 100 400 0.4~0.5 0.5~0.8 0.8~1.2 1.0~1.4 — 0.5~0.8 0.7~1.0 1.0~1.2 — 0.4~0.6 0.6~0.8 0.8~1.0 — — 0.5~0.7 0.6~0.8 — — — — 铸铁 铜合金20×30 25×2540 60 100 4000.4~0.5 0.5~0.9 0.9~1.3 1.2~1.8— 0.5~0.8 0.8~1.2 1.2~1.6— 0.4~0.7 0.7~1.0 1.0~1.3— — 0.5~0.8 0.9~1.1— — — 0.7~0.9 注:1. 加工断续表面及有冲击的工件时,表内进给量应乘系数k =0.75~0.85。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
60~80
50~70
灰铸铁
190<HBS
90~120
190~225 HBS 80~110
高锰钢 wMn 13%
—
—
60~80 50~70 10~20
50~70 40~60
—
铜及铜合金
—
200~250
120~180
90~120
铝及铝合金
—
300~600
200~400
150~200
铸铝合金 wsi13%
附录 2-7 高速钢硬质合金镗刀镗孔切削用量
工件材料 切削用量 工序
铸 v /mimin −1
铁 f
/mmir −1
粗镗
20~25 35~50
0.4~1.5
钢及其合金
ቤተ መጻሕፍቲ ባይዱ
v /mimin −1
f /mmir −1
15~30 50~70
0.35~0.7
铝铜及其合金
v /mimin −1
f /mmir −1
400
0.8~1.2 0.7~1.0 0.6~0.8 0.5~0.6 —
20
0.3~0.4 —
—
—
—
40
0.4~0.5 0.3~0.4 —
—
—
60
0.5~0.7 0.5~0.7 0.4~0.6 —
—
100
0.8~1.0 0.7~0.9 0.5~0.7 0.4~0.7 —
400
1.2~1.4 1.0~1.2 0.8~1.0 0.6~0.9 0.4~0.6
8~15
0.03~0.08
8~15
0.08~0.15
8~15
0.15~0.25
8~15
0.25~0.35
·333·
http:/·/3w3w4· 电子发烧机友床数h控tt技p术:// 电子技术论坛
附录 2-6 高速钢铰刀铰孔的切削用量
工件材料 切削用量 钻头直径/mm
切削速度 v /m·min–1 50~150 500 50~100 80~150 50~120 5~40 100~1000 200~500 3000 10~90
进给量 f /mm·r–1 0.05~0.12 0.1~0.5 0.1~0.3 0.03~0.2 0.1~0.3 0.05~0.2 0.1~0.3 0.08~0.2 0.04 0.1~0.3
0.8~1.5
1.2~5
0.5~0.6
8~12
0.8~1.5
25~40
2~6
0.8~1.5
1.2~5
0.4~0.6
8~12
0.8~1.5
40~60
2~6
1.2~1.8
1.2~5
0.5~0.6
8~12
1.5~2
注:采用硬质合金铰刀铰铸铁时取 v=8 m/min ~10m/min,铰铝时取 v=12 m/min ~15m/min。
粗车 精车 半精车 粗车 精车 粗车 精车 粗车 精车 车削 精铣
刀片牌号
FD01 FD04 FD01、FD04 FD04 FD22 FD04 FD22 FD05 FD05 FD04、FD01 FD05
切削速度 v /m·min–1 20~55 35~75 10~25 130~150 140~200 20~40 35~80 150~250 35~80 50~100 1000
附录 2-9 硬质合金外圆车刀切削速度的参考数值
工件材料
热处理状态
ap= 0.3 mm ~2mm
ap = 2 mm ~6mm ap = 6 mm ~10mm
f=0.08mm/r ~0.3mm/r f = 0.3 mm/r ~0.6mm/r f = 0.6 mm/r ~1mm/r
v
v
v
/mimin −1
铸铁件为 100 m/min ~150m/min,钢件为 150 m/min ~250m/min,铝合金为 200 m/min ~
400m/min,巴氏合金为 250 m/min ~500m/min。进给量可在 0.03mm/r ~0.1mm/r 范围内。
工件材料
钢 铸铁
附录 2-8 铣刀每齿进给量 fz
附录 2-5 高速钢钻头加工钢件的切削用量
工件材料 切削用量 钻头直径/mm
σ b =520 MPa ~700MPa (35、45 钢)
v /mimin −1
f /mmir −1
σ b =700 MPa ~900MPa (15Cr、20Cr)
v /mimin −1
f /mmir −1
1~6 6~12 12~22 22~50
附录 2-4 高速钢钻头加工铸铁的切削用量
材料硬度 切削用量 钻头直径/mm
160~200HBS
v
f
mimin −1
mmir −1
200~400HBS
v
f
mimin −1
mmir −1
1~6
16~24
0.07~0.12 10~18
0.05~0.1
6~12
16~24
0.12~0.2 10~18
0.1~0.18
粗铣
每齿进给量 fz /mm•z −1
精铣
高速钢铣刀 0.10~0.15 0.12~0.20
硬质合金铣刀 0.10~0.25 0.15~0.30
高速钢铣刀 0.02~0.05
硬质合金铣刀 0.10~0.15
·334·
电子附录发2烧友常用h刀t具tp的:切//削b参bs数 电·子33技5·术论坛
>12
进给量 f /mm·r–1
16×25
碳素钢、 合金钢、 耐热钢
20×30 25×25
铸铁 铜合金
16×25
20×30 25×25
20
0.3~0.4 —
—
—
—
40
0.4~0.5 0.3~0.4 —
—
—
60
0.5~0.7 0.4~0.6 0.3~0.5 —
—
100
0.6~0.9 0.5~0.6 0.5~0.6 0.4~0.5 —
工件材料
表面粗糙度 Ra / µm
切削速度范围 v /m·min–1
(续) 刀尖圆弧半径 rε /mm
0.5
1.0
2.0
进给量 f /mm·r–1
<50 >5~10
>50
0.30~0.50 0.40~0.55
0.45~0.60 0.55~0.65
0.55~0.70 0.60~0.70
<50 碳 钢 及 合 >2.5~5
100~150 100~250
0.5~1.5
半精镗
20~35 50~70
0.15~0.45
15~50 95~135
0.15~0.45 100~200
0.2~0.5
精镗
70~90
D1 级<0.08 100~135
D 级 0.12~0.15
0.12~0.15
150~400
0.06~0.1
注:当采用高精度的镗头镗孔时,由于余量较小,直径余量不大于 0.2mm,切削速度可提高一些,
电子发烧友 电子技术论坛
附录 2 常用刀具的切削参数
附录 2-1 硬质合金车刀粗车外圆及端面的进给量
车刀刀杆尺寸 工件直径
工件材料
≤3
B×H /mm
d /mm
背吃刀量 ap /mm
>3~5
>5~8 >8~12
/mimin −1
/mimin −1
低碳钢易切钢 热 轧
140~180
100~120
70~90
中碳钢
热轧 调质
130~160 100~130
90~110 70~90
60~80 50~70
合金结构钢
热轧 调质
100~130 80~110
70~90 50~70
50~70 40~60
工具钢
退火
90~120
·335·
http:/·/3w3w6· 电子发烧机友床数h控tt技p术:// 电子技术论坛
附录 2-11 BN600(住友 CBN)切削用量推荐值
工件材料 冷硬铸铁(60≥HS) 高合金铸铁(60≥HS) 高速钢(70≥HS) 耐热合金
切削速度 vc /m·min–1 40~120 40~120 50~100 120~180
4. 加工淬硬钢时,进给量应减小。当钢的硬度为 44~56HRC 时,应乘系数 k=0.8;当钢的硬度
为 57~62HRC 时,应乘系数 k=0.5。
附录 2-2 按表面粗糙度选择进给量的参考值
表面粗糙度 切削速度范围
工件材料
Ra / µm
v /m·min–1
0.5
铸铁、青铜 铝合金
>5~10 >2.5~5 >1.25~2.5
12~22 22~50
16~24 16~24
0.2~0.4 0.4~0.8
10~18 10~18
0.18~0.25 0.25~0.4
注:采用硬质合金钻头加工铸铁时取 v=20 m/min ~30m/min。
300~400HBS
v
f
mimin −1
mmir −1
5~12 5~12 5~12 5~12
0.03~0.08 0.08~0.15 0.15~0.2 0.2~0.3
—
100~180
注:切削钢及铸铁时刀具寿命约为 60min。
80~150
60~100
附录 2-10 陶瓷刀具常用切削用量推荐值
工件材料与工序