钻头切削参数表
CNC各种材料选用刀具与转速参数表
50-80
80-100 100-150 150-200 200-300 20-50 50-80 80-100 100-120 120-150 20-50 50-80 80-100 100-120 120-150 40-80 80-100 100-150 150-200 200-300 10-20 20-50
CNC各种材料选用刀具和转速参数表
CNC钻头切削参数表
CNC铰刀切削参数表
材料名 称
刀具材 质
铣刀直径
主轴转速 (转/分)
2 5000-6000
有机玻 白钢立 璃 铣刀
3-4 5-6 8-10
4000-5000 3000-4000 3000-4000
12以上 3000-4000
2 5500-6500
铝
<10% Si >10% Si
2000-3000 100-120 塑料
1500-2000 80-100
镁
1500-2000 50-80 黄钢&软 自由马赫
800-1200 30-50 青铜
强硬
3000-4000 100-120
25HRC以上
2000-3000 100-120 1500-2000 80-100 硬钢
50-60 60-80 60-80
0.3-0.5
0.5-1 1 1-2 2-3
0.1-0.3 0.3-0.5 0.5-0.8 0.5-1
1-2 0.3-0.5 0.5-0.8 0.8-1
1-2 2-3 0.3-0.5 0.3-0.5 0.5-1 1-2 2-3 0.2-0.3 0.3-0.4
0.4-0.6 0.6-0.8 0.8-1
常用普通螺纹钻、攻切削参数
M16×2
13.9 9(23) 460
220
400
800 M20×1.5 18.5
M20×2.5 17.4 10(24) 365
180
320
800 M20×1.5 18.5
M24×3
21 11(25) 340
160
250
750
M30X3.5
26.5
250
125
200
700
M10×1
9 12(26) 700
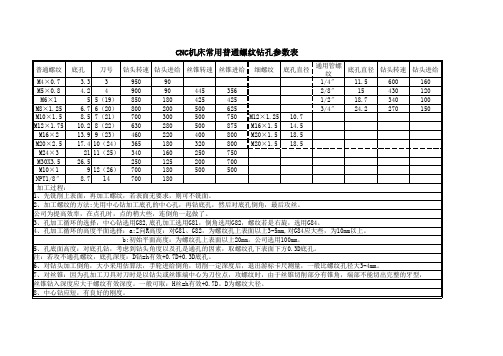
4、孔加工循环的高度平面选择:a:Z向R高度:对G81、G82,为螺纹孔上表面以上3-5mm,对G84应大些,为10mm以上。
b:初始平面高度:为螺纹孔上表面以上20mm。公司选用100mm。
5、孔底面高度:对底孔钻,考虑到钻头角度以及孔是通孔的因素,取螺纹孔下表面下方0.3D底孔。
注:若攻不通孔螺纹,底孔深度:D钻=h有效+0.7D+0.3D底孔。
425
425
1/2″
18.7
340
100
M8×1.25
6.7 6(20) 800
200
500
625
3/4″
24.2
270
150
M10×1.5
8.5 7(21) 700
300
500
750 M12×1.25 10.7
M12×1.75 10.2 8(22) 630
280
500
875 M16×1.5 14.5
6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,一般比螺纹孔径大3-4mm。
7、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型,
钻头切削参数
1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9 1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4
高速钢
1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3
Coolant
soluble oil oil air
抗拉强度 N/mm2 ≦500 >500 -850 ≦850 850 -1000 ≦700 700 -850 850 -1000 850 -1000 1000 -1200 ≦750 850 -1000 ≧1080500-1- 200 1000 1000 -1200 ≦850 ≧85605-010- 00 1000
表面硬化低碳钢
1.0301 C10, 1.1121 C10E
表面硬化合金钢
1.7043 38Cr4 1.5752 15NiCr13, 1.7131 16MnCr5, 1.7264 20CrMo5
氮化钢
1.8505 34CrA16 1.8519 31CrMoV9, 1.8550 34CrAlNi7
工具钢
进给
7 6 8 8 8 7 7 7 7 8 7 5 7 5 6 5 5 3 5 5 5 3 2 4 9 9 9 8 3 4 4 9 9 9 9 8 7* 8 7 7* 6* 6*
vC
m/min
130 110 145 110 120 110 105 105 100 130 120 85 100 90 65 55
vC
m/min
145 120 170 145 130 125 120 120 105 145 120 85 110 105 80 65 60 60 60 55 45 55 35 35 210 180 160 130 40 40 40 310 310 260 220 280 125 325 220 125 105 90
CNC各种材料选用刀具与转速参数表
铝
A3或45# 钢
环氧板 /合成石
电木/胶 木
不锈钢
1-2
2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3
3-5 5-8 8以上
4000-5000 100-120
中等
4000-5000 100-120 铸铁
3-4 4500-5000
POM
白钢立 铣刀
5-6 8-10
3000-4000 3000-4000
12以上 3000-4000
进给率
80-120 100-150 200-300 250-350 250-350 100-130 120-180 200-300
250-350
250-350
最大切削 深度
加工材料 钻头直径
软的
主轴转速
200-300 125-200 50-125 50-125 150-250 150-250 80-120 80-120
60-100
150-250
进给率
61-92 38-61 15-38 15-38 46-76 46-76 24-37 24-37
18-31
46-76
铝
白钢立 铣刀
A3或 钨钢立 45#钢 铣刀
CNC各种材料选用刀具和转速参数表
CNC钻头切削参数表
CNC铰刀切削参数表
材料名 称
刀具材 质
铣刀直径
主轴转速 (转/分)
2 5000-6000
有机玻 白钢立 璃 铣刀
3-4 5-6 8-10
4000-5000 3000-4000 3000-4000
钻头切削参数表

铸钢
500~600
——
~
~
35~38
38~40
不锈钢
——
——
~
~
25~27
27~35
耐热钢
——
——
~
~
3~6
5~8
灰铸铁
——
200
~
~
40~45
45~60
干切或乳化液
合金铸铁
——
230~350
~
~
20~40
25~45
非水溶性切削油或乳化液
——
350~400
~
~
8~20
10~25
可锻铸铁
——
118
~0.90C
175~225
88~96
17
25~35
118
合金钢
~0.25C
175~225
88~98
21
25~35
118
~0.65C
175~225
88~98
15~18
25~35
118
工具钢
196
94
18
25~35
118
灰铸铁
软
120~150
~80
43~46
30~30
90~118
中硬
160~220
进给量f/(mm/r)
切削速度V/(m/min)
切削液
d/mm
5~10
11~30
5~10
11~30
工具钢
1000
1800~1900
2300
300
500
575
~
~
<
~
枪钻切削速度参数【一览表】
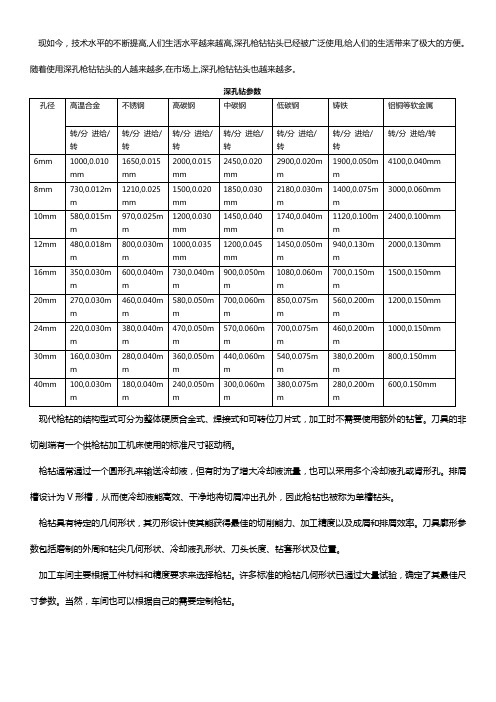
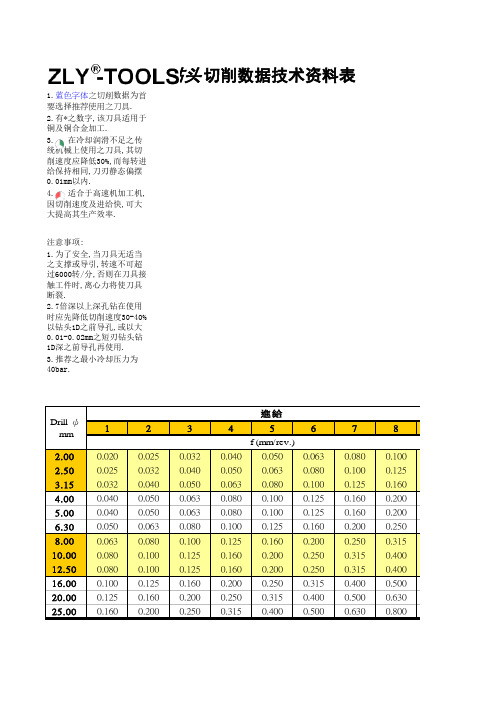
现如今,技术水平的不断提高,人们生活水平越来越高,深孔枪钻钻头已经被广泛使用,给人们的生活带来了极大的方便。
随着使用深孔枪钻钻头的人越来越多,在市场上,深孔枪钻钻头也越来越多。
现代枪钻的结构型式可分为整体硬质合金式、焊接式和可转位刀片式,加工时不需要使用额外的钻管。
刀具的非切削端有一个供枪钻加工机床使用的标准尺寸驱动柄。
枪钻通常通过一个圆形孔来输送冷却液,但有时为了增大冷却液流量,也可以采用多个冷却液孔或肾形孔。
排屑槽设计为V形槽,从而使冷却液能高效、干净地将切屑冲出孔外,因此枪钻也被称为单槽钻头。
枪钻具有特定的几何形状,其刃形设计使其能获得最佳的切削能力、加工精度以及成屑和排屑效率。
刀具廓形参数包括磨制的外周和钻尖几何形状、冷却液孔形状、刀头长度、钻套形状及位置。
加工车间主要根据工件材料和精度要求来选择枪钻。
许多标准的枪钻几何形状已通过大量试验,确定了其最佳尺寸参数。
当然,车间也可以根据自己的需要定制枪钻。
当所需孔的直径小于50-75mm,深径比(D/d)超过20:1时,最适合采用枪钻加工。
枪钻在深径比高达400:1的情况下仍能保持很高的加工精度。
该工艺可采用3种加工方式:①刀具旋转,工件固定;②工件旋转,刀具固定;③刀具与工件相互反转。
后一种方式特别适合精度要求较高的深孔加工,可以达到0.08mm/m的直线度和Ra0.2μm的表面粗糙度。
对于直径较大的孔,可以先用其他深孔钻削刀具进行钻孔,然后通过二次加工(如铰孔)进一步提高孔的圆度、直线度和表面光洁度。
性能优势与其他钻削加工方法相比,枪钻具有一些性能优势,能够降低生产成本和缩短加工时间。
如前所述,枪钻能通过一次进刀加工出精密深孔。
枪钻的钻套对孔壁具有挤光作用,也有助于提高孔壁表面光洁度,因此往往可以省略二次精加工。
当对深孔的圆度或直线度公差要求严格,或工件材料硬度较高时,枪钻加工也是首选的加工方式,因为枪钻能够达麻花钻难以企及的加工精度。
此外,枪钻的刀头磨损后可以重磨修复,从而可以大大延长刀具的使用寿命。
钻头规格型号表

钻头规格型号表
钻头规格型号一览
在工业生产中,钻头是一种常用的切削工具,用于在金属、木材、混凝土等材料上进行孔洞加工。
不同的应用领域和材料需要不同规格和型号的钻头才能达到最佳效果。
以下是一份钻头规格型号表,以帮助选择合适的钻头进行工件加工。
钻头规格型号表
序号钻头规格适用材料使用范围(毫米)适用机器
1 Φ3.0金属 1.0 - 5.0 手持钻
2 Φ5.0木材 3.0 - 8.0 台式钻床
3 Φ8.0水泥 6.0 - 10.0 锤钻
4 Φ10.0瓷砖8.0 - 12.0 电动钻
5 Φ12.0塑料10.0 - 14.0 CNC机床
6 Φ15.0玻璃12.0 - 16.0 钻孔机
钻头规格说明
1.钻头规格:指钻头的直径尺寸,一般用Φ表示。
2.适用材料:描述钻头适用的材料种类。
3.使用范围:指钻头在实际工作中可加工的孔径范围。
4.适用机器:描述该规格钻头适用的加工设备类型。
钻头选型注意事项
•在选择钻头时,需根据加工材料的种类和加工要求来确定规格型号。
•使用时要根据钻头的适用范围来选择合适的加工参数,以避免损坏钻头和工件。
•定期检查钻头的磨损情况,及时更换磨损严重的钻头,以确保加工质量和效率。
通过钻头规格型号表的对比和选择,可以更准确地进行钻孔加工,提高生产效率和产品质量,达到预期的加工效果。
以上是钻头规格型号表的简要介绍,希望对钻头选择和应用有所帮助。
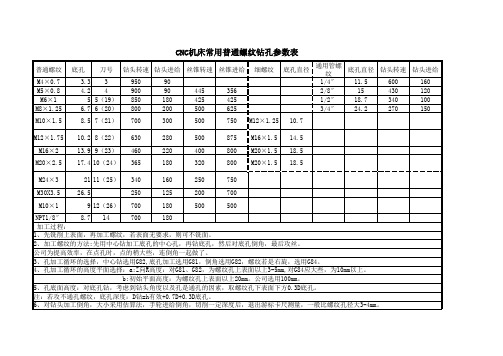
常用普通螺纹钻、攻切削参数
6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,一般比螺纹孔径大3-4mm。
7、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型, 丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。
通用管螺 纹
1/4″ 2/8″ 1/2″ 3/4″
底孔直径
11.5 15
18.7 24.2
钻头转速
600 430 340 270
钻头进给
160 120 100 150
8.5 7(21) 700
37
M12×1.75 10.2 8(22) 630
280
500
875 M16×1.5 14.5
180
500
500
NPT1/8″
8.7 14
700
180
加工过程:
1、先铣削上表面,再加工螺纹,若表面无要求,则可不铣面。
2、加工螺纹的方法:先用中心钻加工底孔的中心孔,再钻底孔,然后对底孔倒角,最后攻丝。
公司为提高效率,在点孔时,点的稍大些,连倒角一起做了。
3、孔加工循环的选择,中心钻选用G82,底孔加工选用G81,倒角选用G82,螺纹若是右旋,选用G84。
M16×2
13.9 9(23) 460
220
400
800 M20×1.5 18.5
M20×2.5 17.4 10(24) 365
180
320
800 M20×1.5 18.5
M24×3
21 11(25) 340
160
250
750
钻头切削参数表

球墨铸铁
190~225
~98
18
0.08
0.13
0.20
0.26
0.32
14~25
90~118
塑料
—
—
30
0.08
0.13
0.20
0.26
0.32
15~25
118
硬橡胶
—
—
30~90
0.05
0.09
0.15
0.21
0.26
10~20
90~118
加工材料
拉强度抗σb/MPa
硬度HBS
进给量f/(mm/r)
0.2~0.4
35~38
38~40
干切或乳化液
黄铜
——
——
0.07~0.15
0.1~0.2
70~100
90~100
铸造青铜
——
——
0.07~0.1
0.09~0.2
50~70
55~75
铝
——
——
0.15~0.3
0.3~0.8
250~270
270~300
干切或汽油
硬橡胶
——
——
0.2~0.4
30~60
热固性树脂
10~70
60
0.08
0.15
0.25
0.40
0.48
15~40
118
低加工性
~124
10~70
20
0.08
0.15
0.25
0.40
0.48
0~25
118
镁及镁合金
50~90
~52
45~120
钻头切削参数表

14~25
90~118
可锻铸 铁
112~126
~71
27~37
20~30
90~118
球墨铸 铁
190~225
~98
18
14~25
90~118
塑料
30
15~25
118
硬橡胶
30~90
10~20
90~118
(2
加工材料
拉强度抗(T
b/MPa
硬度HBS
进给量f/(mm/r)切削速度V/(m/min)
硬橡胶
30~60
热固性树 脂
60~90
塑料
30~60
玻璃
手进
玻璃纤维 复合材料
198
钻孔切削用量的选
(1)咼速钢钻头钻削不同材料的切削用量
加工
材料
硬度
切削速
度V/(m/
mi n)
钻头直径d/mm
钻头 螺旋 角
/(°)
钻尖角/(°)
布氏
HBS
洛氏
HRB
<3
3~6
6~13
13~19
19~25
进给量f/(mm/r)
铝及铝合
金
45~105
~62
105
32~42
90~118
铝及铝合金
高加 工性
~0.9
0C
175~225
88~96
17
25~35
118
合金钢
~0.25
C
175~225
88~98
21
25~35
118
〜0.65
C
175~225
88~98
15~18ቤተ መጻሕፍቲ ባይዱ
钻头切削参数表讲课讲稿

250~270
270~300
干切或汽油
硬橡胶
——
——
0.2~0.4
30~60
热固性树脂
——
——
0.04~0.1
60~90
塑料
——
——
0.05~0.25
30~60
玻璃
——
——
手进
4.5~4.7
玻璃纤维
复合材料
——
——
0.063~0.127
198
钻头切削参数表
钻孔切削用量的选用
(1)高速钢钻头钻削不同材料的切削用量
加工
材料
硬度
切削速度V/
(m/
min)
钻头直径d/mm
钻头螺旋角
/(°)
钻尖角
/(°)
布氏
HBS
洛氏
HRB
<3
3~6
6~13
13~19
19~25
进给量f/(mm/r)
铝及铝合金
45~105
~62
105
0.08
0.15
0.25
0.40
0.08
0.13
0.20
0.26
0.32
20~30
90~118
球墨铸铁
190~225
~98
18
0.08
0.13
0.20
0.260.32Βιβλιοθήκη 14~2590~118
塑料
—
—
30
0.08
0.13
0.20
0.26
0.32
15~25
118
硬橡胶
—
—
30~90
0.05
钻头切削参数表

60
15~40
118
低加工性
~124
10~70
20
0~25
118
镁及镁合金
50~90
~52
45~120
25~35
118
锌合金
80~100
41~62
75
32~42
118
碳钢
~0.25C
125~175
71~88
24
25~35
118
~0.50C
175~225
88~98
20
25~35
118
~0.90C
切削速度V/(m/min)
切削液
d/mm
5~10
11~30
5~10
11~30
工具钢
1000
1800~1900
2300
300
500
575
~
~
<
~
~
<
35~408~11<640~4511~14
7~10
非水溶性
切削油
镍铬钢
1000
1400
300
420
~
~
~
~
35~40
15~20
40~45
20~25
铸钢
500~600
14~25
90~118
可锻铸铁
112~126
~71
27~37
20~30
90~118
球墨铸铁
190~225
~98
18
14~25
90~118
塑 料
—
—
30
15~25
118
硬橡胶
钻头切削参数表

铝及铝合金
高加工性
~124
10~70
60
0.08
0.15
0.25
0.40
0.48
15~40
118
低加工性
~124
10~70
20
0.08
0.15
0.25
0.40
0.48
0~25
118
镁及镁合金
50~90
~52
45~120
0.08
0.15
0.25
0.40
0.48
25~35
118
锌合金
80~100
38~40
不锈钢
——
——
0.08~0.12
0.12~0.2
25~27
27~35
耐热钢
——
——
0.01~0.05
0.05~0.1
3ቤተ መጻሕፍቲ ባይዱ6
5~8
灰铸铁
——
200
0.2~0.3
0.3~0.5
40~45
45~60
干切或乳化液
合金铸铁
——
230~350
0.03~0.07
0.05~0.1
20~40
25~45
非水溶性切削油或乳化液
0.13
0.20
0.26
0.32
20~30
90~118
球墨铸铁
190~225
~98
18
0.08
0.13
0.20
0.26
0.32
14~25
90~118
塑 料
—
—
30
0.08
0.13
0.20
0.26
CNC各种材料选用刀具与转速参数表.doc

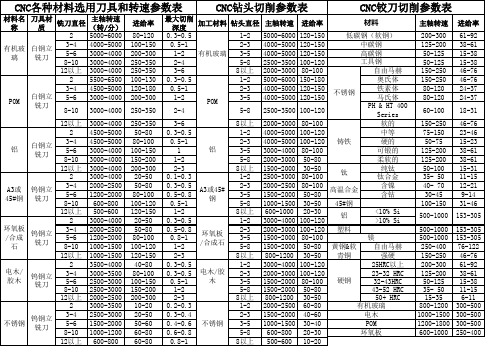
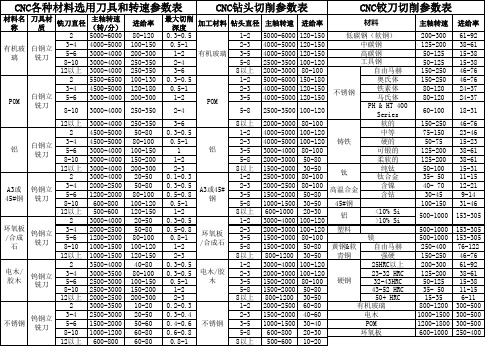
CNC各种材料选用刀具和转速参数表CNC钻头切削参数表CNC铰刀切削参数表材料名称刀具材质铣刀直径主轴转速(转/ 分)进给率最大切削深度加工材料钻头直径主轴转速进给率材料主轴转速进给率2 5000-6000 80-120 0.3-0.5 1-2 5000-6000 120-150 200-300 61-92低碳钢(软钢)有机玻璃白钢立铣刀3-4 4000-5000 100-150 0.5-1 2-3 4000-5000 120-150 中碳钢125-200 38-615-6 3000-4000 200-300 1-2 有机玻璃3-5 4000-5000 120-150 高碳钢50-125 15-388-10 3000-4000 250-350 2-4 5-8 2500-3500 100-120 工具钢50-125 15-38 12以上3000-4000 250-350 3-6 8以上2000-3000 80-100 自由马赫150-250 46-762 5500-6500 100-130 0.3-0.5 1-2 5000-6000 150-180 奥氏体150-250 46-76POM 白钢立铣刀3-4 4500-5000 120-180 0.5-1 2-3 4000-5000 120-150 铁素体80-120 24-37不锈钢5-6 3000-4000 200-300 1-2 3-5 4000-5000 120-150 马氏体80-120 24-37POMPH & HT 400 8-10 3000-4000 250-350 2-4 5-8 2500-3500 100-120 60-100 18-31Series 12以上3000-4000 250-350 3-6 8以上2000-3000 80-100 软的150-250 46-762 4500-5000 50-80 0.3-0.5 1-2 4000-5000 100-120 中等75-150 23-46铝白钢立铣刀3-4 4500-5000 80-100 0.5-1 2-3 4000-5000 100-120 50-75 15-23硬的铸铁5-6 3000-4000 100-150 1 3-5 3000-4000 80-100 125-200 38-61铝可锻的8-10 3000-4000 150-200 1-2 5-8 2000-3000 50-80 125-200 38-61柔软的12以上3000-4000 200-300 2-3 8以上1500-2000 30-50 纯钛50-100 15-31钛2 3000-4000 20-50 0.1-0.3 1-2 2500-3000 80-100 35- 50 11-15钛合金A3或45#钢钨钢立铣刀3-4 2000-2500 50-80 0.3-0.5 2-3 2000-2500 80-100 含镍40- 70 12-21A3或45#高温合金5-6 1200-2000 80-100 0.5-0.8 3-5 1500-2000 50-80 含钴30-45 9-14钢8-10 600-800 100-120 0.5-1 5-8 1000-1500 30-50 45#钢100-150 31-462 3000-4000 20-50 0.3-0.5 1-2 3000-4000 100-120 >10% Si12以上500-600 120-150 1-2 8以上600-1000 20-30 <10% Si铝500-1000 153-305环氧板/ 合成石钨钢立铣刀3-4 2000-2500 50-80 0.5-0.8 2-3 2000-3000 100-120 塑料500-1000 153-305环氧板5-6 1200-2000 80-100 0.8-1 3-5 1500-2000 80-100 500-1000 153-305镁/ 合成石8-10 1000-1500 100-120 1-2 5-8 1500-2000 50-80 黄钢&软自由马赫250-400 76-12212以上1000-1500 120-150 2-3 8以上800-1200 30-50 强硬150-250 46-76青铜电木/ 胶木钨钢立铣刀2 3500-4000 40-80 0.3-0.5 1-2 3000-4000 100-120 25HRC以上200-300 61-92电木/ 胶3-4 3000-3500 80-100 0.3-0.5 2-3 2000-3000 100-120 23-32 HRC 125-200 38-615-6 2500-3000 100-150 0.5-1 木3-5 1500-2000 80-100 硬钢32-43HRC 50-125 15-388-10 2500-3000 150-200 1-2 5-8 1500-2000 50-80 43-52 HRC 35- 50 11-1512以上2000-2500 200-300 2-3 8以上800-1200 30-50 50+ HRC 15-35 6-112 3000-3500 10-20 0.2-0.3 1-2 2000-2500 60-80 有机玻璃800-1200 300-500不锈钢钨钢立铣刀3-4 2500-3000 20-50 0.3-0.4 2-3 1500-2000 40-60 1000-1500 300-500电木5-6 1500-2000 50-60 0.4-0.6 不锈钢3-5 1000-1500 30-40 POM 1200-1800 300-5008-10 1000-1200 60-80 0.6-0.8 5-8 600-800 20-30 环氧板600-1000 250-400 12以上600-800 60-80 0.8-1 8以上500-600 10-20。
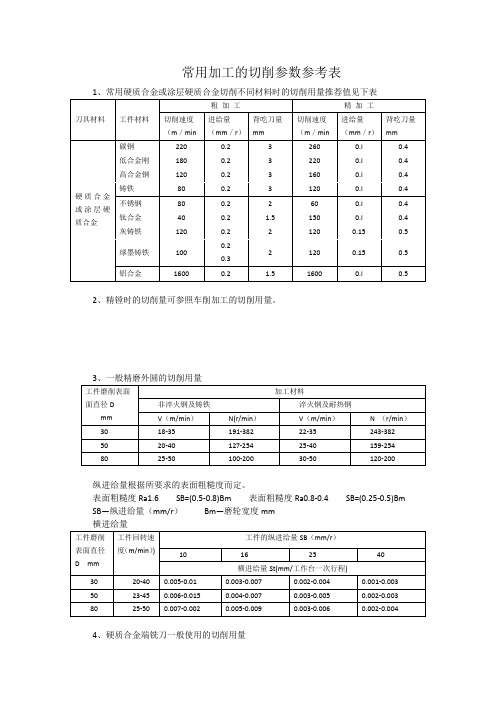
常用加工的切削参数参考表
工件磨削表面面直径D
mm
加工材料
非淬火钢及铸铁
淬火钢及耐热钢
V(m/min)
N(r/min)
V(m/min)
N(r/min)
30
18-35
191-382
22-35
243-382
50
20-40
127-254
25-40
159-254
80
25-50
100-200
30-50
120-200
常用加工的切削参数参考表
1、常用硬质合金或涂层硬质合金切削不同材料时的切削用量推荐值见下表
刀具材料
工件材料
粗加工
精加工
切削速度(m/min
进给量(mm/r)
背吃刀量mm
切削速度(m/min
进给量(mm/r)
背吃刀量mm
硬质合金或涂层硬质合金
碳钢
220
0.2
3
260
0.l
0.4
低合金刚
180
0.2
3
220
公制螺纹:t<1 dz=d-t
t>1 dz=d-(1.04-1.06)t
其中:t――螺距离d――螺纹公制直径dz――攻丝前钻头直径
7、铰孔余量见表
孔直径(mm)
<5
5-20
21-32
33-50
51-70
铰削余量(mm)
0.1-0.2
0.15-0.25
0.20-0.3
0.25-0.35
0.25-0.35
0.4
13
0.45
13
0.5
13
3-8
走刀量
切削速度
0.12
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
75
0.08
0.15
0.25
0.40
0.48
32~42
118
碳钢
~0.25C
125~175
71~88
24
0.08
0.13
0.20
0.26
0.32
25~35
118
~0.50C
175~225
88~98
20
0.08
0.13
0.20
0.26
0.32
25~35
118
~0.90C
175~225
88~96
0.08
0.13பைடு நூலகம்
0.20
0.26
0.32
25~35
118
灰铸铁
软
120~150
~80
43~46
0.08
0.15
0.25
0.40
0.48
30~30
90~118
中硬
160~220
80~97
24~34
0.08
0.13
0.20
0.26
0.32
14~25
90~118
可锻铸铁
112~126
~71
27~37
0.08
90~118
铝及铝合金
高加工性
~124
10~70
60
0.08
0.15
0.25
0.40
0.48
15~40
118
低加工性
~124
10~70
20
0.08
0.15
0.25
0.40
0.48
0~25
118
镁及镁合金
50~90
~52
45~120
0.08
0.15
0.25
0.40
0.48
25~35
118
锌合金
80~100
0.13
0.20
0.26
0.32
20~30
90~118
球墨铸铁
190~225
~98
18
0.08
0.13
0.20
0.26
0.32
14~25
90~118
塑料
—
—
30
0.08
0.13
0.20
0.26
0.32
15~25
118
硬橡胶
—
—
30~90
0.05
0.09
0.15
0.21
0.26
10~20
90~118
(2)硬质合金钻头钻削不同材料的切削用量
加工材料
拉强度抗σ b/MP a
硬度HBS
进给量f/(mm/r)
切削速度V/(m/min)
切削液
d/mm
5~10
11~30
5~10
11~30
工具钢
1000
1800~1900
2300
300
500
575
0.08~0.12
0.04~0.15
<0.02
0.12~0.2
0.05~0.08
<0.03
35~40
8~11
干切或汽油
硬橡胶
——
——
0.2~0.4
30~60
热固性树脂
——
——
0.04~0.1
60~90
塑料
——
——
0.05~0.25
30~60
玻璃
——
——
手进
4.5~4.7
玻璃纤维
复合材料
——
——
0.063~0.127
198
8~20
10~25
可锻铸铁
——
——
0.15~0.2
0.2~0.4
35~38
38~40
干切或乳化液
黄铜
——
——
0.07~0.15
0.1~0.2
70~100
90~100
铸造青铜
——
——
0.07~0.1
0.09~0.2
50~70
55~75
铝
——
——
0.15~0.3
0.3~0.8
250~270
270~300
钻孔切削用量的选用
(1)高速钢钻头钻削不同材料的切削用量
加工
材料
硬度
切削速度V/
(m/
min)
钻头直径d/mm
钻头螺旋角
/(°)
钻尖角
/(°)
布氏
HBS
洛氏
HRB
<3
3~6
6~13
13~19
19~25
进给量f/(mm/r)
铝及铝合金
45~105
~62
105
0.08
0.15
0.25
0.40
0.48
32~42
17
0.08
0.13
0.20
0.26
0.32
25~35
118
合金钢
0.12~0.25C
175~225
88~98
21
0.08
0.15
0.20
0.40
0.48
25~35
118
0.30~0.65C
175~225
88~98
15~18
0.05
0.09
0.15
0.21
0.26
25~35
118
工具钢
196
94
18
25~27
27~35
耐热钢
——
——
0.01~0.05
0.05~0.1
3~6
5~8
灰铸铁
——
200
0.2~0.3
0.3~0.5
40~45
45~60
干切或乳化液
合金铸铁
——
230~350
0.03~0.07
0.05~0.1
20~40
25~45
非水溶性切削油或乳化液
——
350~400
0.03~0.05
0.04~0.08
<6
40~45
11~14
7~10
非水溶性
切削油
镍铬钢
1000
1400
300
420
0.08~0.12
0.04~0.05
0.12~0.2
0.05~0.08
35~40
15~20
40~45
20~25
铸钢
500~600
——
0.08~0.12
0.12~0.2
35~38
38~40
不锈钢
——
——
0.08~0.12
0.12~0.2