卷烟生产线废料回收物流系统建模分析
烟草工业企业卷烟成品精益物流体系构建研究

烟草工业企业卷烟成品精益物流体系构建研究烟草工业企业卷烟成品精益物流体系构建研究随着经济的发展,烟草行业也在不断发展中。
烟草工业企业作为烟叶生产、加工和销售的重要角色,其物流体系也越来越受到关注。
从供应链角度来看,如何构建一个高效稳定的物流体系对于卷烟深加工和分销市场的发展具有重大的战略性意义。
近年来卷烟市场竞争加剧,企业需要求变创新,提高生产效率,提高服务质量,降低成本。
卷烟成品精益物流体系构建提供了一个新的方向和思路,它是在保证产品质量的前提下,通过消除浪费、降低库存等方式来提高物流运作效率。
本文旨在探讨烟草工业企业卷烟成品精益物流体系的构建及其作用。
一、卷烟成品生产过程的物流特点卷烟成品的生产过程是一个集生产、冷却、包装、运输于一体的全过程。
对于烟草工业企业而言,生产效率的提升、成本的控制和客户的需求反应速度都是非常关键的。
因此,卷烟生产具有以下几个物流特点:(一)生产规模大、周期长:卷烟生产周期长、生产面广,涉及到大量的辅材、包材、机械设备及人力资源等。
因此,烟草工业企业在卷烟成品生产过程中需要建立完善的物流体系,并与各供应商和客户建立长期的战略合作关系。
(二)产品的高价值、易损耗、质量要求高:卷烟成品的价值比较高,一旦损坏就会导致经济损失。
同时,由于烟草行业对卷烟品质的要求十分严格,因此在物流过程中需要进行品质管理和控制,以确保产品货品的产出质量达到标准。
(三)物流环节复杂、环节多:卷烟生产涉及到物流环节多、环节复杂、流程长的问题。
包括原辅材料的采购、生产的排期、成品的配送、订单管理等。
而为了确保物流的快速高效,不但要适应市场需求,还需协调各个环节的关系,尽量避免流程带来的风险。
(四)供应链协调度高:从供应链实际经验来看,烟草行业的供应链的链上环节较多,相当多的企业在链上环节中处于相对独立的地位。
例如,从烟草生产企业开始,使用的原辅材料供应商、对外销售卖家、对外配送物流运营供应商等。
而对于卷烟成品来说,生产过程涉及到的环节多、强制性规定较多,因此烟草工业企业在物流协调度上需要考虑在供应链建设中的流程设计和资金的管理问题。
物流管理案例之废弃物及回收物流案例分析(PPT 33页)
版权所有:
10.2 四家国外企业的逆向供应链 CellStar
Omnigistics不仅带来成本的降低和客户服务水平的 提高,而且使企业获取了更多的信息。CellStar向零售 商和制造商报告修理任务的总数,可以获取许多有关 有价值的可靠信息,这可以使企业提前采取措施。另 外,CellStar按照环保要求处理退货产品为公司的发展 提供了很大的发展空间。
4
版权所有:
10.1 美国钢铁企业的废弃物与回收物流案例
问题综述
钢铁企业为节约经费常常缩减一些长远的研究计划, 造成钢铁企业自身没有能力去解决日益严重的环境问 题。尽管在过去的10年中,在减少和有效利用钢厂废 物方面有了重大进展,例如从高炉灰中收集石墨;从 酸洗液中获取高磁性材料,但对高炉渣和炼钢炉渣等 废物的利用,仍需进一步研究。
物流案例分析
1
版权所有:
内容概要
版权所有:
废弃物与回收物流案例
10.1 美国钢铁企业的废弃物与回收物流案例 10.2 四家国外企业的逆向供应链
2
10.1 美国钢铁企业的废弃物与回收物流案例
逆向物流涵盖退货物流和回收物流两部分。退货物流是 指下游顾客将不符合定单要求的产品退回上游供应商。 而回收物流是指将最终顾客所持有的废旧物品回收到供 应链各节点企业,主要包括回收分捡、储存、拆分处理 及处理后可再次使用的材料或没有使用价值要填埋的废 弃物等环节,处理后再次使用的材料又可回到原供应商, 因此,回收物流也被称为“环保物流”。逆向物流是现 代物流供应链中不可缺少的一部分,它与正向物流一起 构成循环的物流体系。
美国及世界各国都在进行大量的研究和开发工作,以促进这 一新的冶炼技术发展。此法还能使环境质量大为改观,废弃物 产生量比传统练钢法降低了几十倍。
烟草自动化物流系统分析
烟草自动化物流系统分析1.背景1.1.行业背景在全国经济体制改革和市场经济发展的推动下,我国的卷烟生产迅猛发展,产量增长很快,特别是一些名烟的生产供不应求,并占有一定的国际市场。
但就管理而言,多数烟厂采用的是传统的人工管理方式,工作量大,效率低,差错率高,物资积压周期长,各个生产环节衔接配合不好等弊端,使企业难以保证产品质量,无法实现预期经营目标。
这说明人工管理方式已不能适应现代经济竞争的需要,因而引进物流系统,加强企业管理势在必行。
自动化物流系统也是烟草行业步入现代化的重要标志之一。
美国的PHILIPMORRIS卷烟厂、R.J.REYNOLDS卷烟厂、英美烟草公司B.A.T卷烟厂,早在10年前就已建立了制丝原料自动化立体仓库和卷烟成品、辅料自动化立体仓库。
采用自动化物流系统,相关的各种信息均可通过计算机集成管理技术得到行之有效的管理,计算机根据信息的属性,制定统一标准进行存储,做到信息标准化、规范化。
自动化物流系统的先进设备处理速度快、准确率高,可缩短物资积压周期,增强企业活力。
自动化物流系统可解决大规模卷接包生产中的多品种、多规格原、辅料的储存与供应,以及成品的入库、储存、发运中的大量数据的灵活处理与实时调整等。
诸多烟草企业已经意识到自动化物流系统将会带来巨大经济效益。
1.2.案例背景1.2.1.项目背景广东某烟草企业成立于20世纪90年代,成立之初一直是采用租赁仓库的形式,为适应新的发展形势,决定投资新建一座仓库,新仓库为单层钢筋混凝土结构的仓库(仓库的建筑平面图见附件一)。
新仓库内部设施安装完成后,将现有业务全部移至新库,不再继续租用其他企业仓库。
1.2.2.业务基本情况新仓库主要为100km范围内的10家供应商提供配送服务,涉及的产品可大致将其划分为八大类,每大类货物的基本信息见附件二。
各种商品均无特殊储存要求。
根据实际运用需求,仓库以储存区域为主,同时设立独立拣选区,库存量的10%需要进入拣选区后供拣选,仓库货物需要进行刷贴标签等简单的流通加工作业。
烟草物流系统模型研究及设计

烟草物流系统模型研究及设计作者:叶为全,庄镇泉,方兆本来源:《电脑知识与技术》2010年第02期摘要:研究与探索烟草行业当前的物流工作如何能适应未来发展的需要,使烟草物流系统从全局的角度达到最优,具有重要意义。
该文对此问题进行了分析与研究,对烟草行业物流体系进行了规划与初步设计,并对其中的一些问题进行了探讨。
关键词:烟草;物流;系统中图分类号:TP311 文献标识码:A文章编号:1009-3044(2010)02-470-02The Study and Design of the Tobacco Logistics SystemYE Wei-quan1,2, ZHUANG Zhen-quan3, FANG Zhao-ben1(1.School of Management, University of Science and Technology of China, Hefei 230026, China;2.Investment Management Department, Anhui China Tobacco Industry Corporation, Hefei 230088, China;3.School of Information Science and Technology, University of Science and Technology of China, Hefei 230027, China)Abstract: It is deserved us thinking and studying about how to do that the tobacco logistics system can accommodate to the future development and achieve optimization of system design and avoid new logistics isolated island. It is analysed and studied about the tobacco logistics system, planned and designed of Modern Logistics System about the overall structure of chinese tobacco industry. Some question is discussed and some advice is put forward about the tobacco logistics system.Key words: tobacco; logistics; system中国烟草在物流配送环节,基本是人工划定配送区域,安排配送路线。
卷烟厂物流系统设计与分析

卷烟厂物流系统设计与分析摘要在烟草企业中开发设计物流系统,使物流实现自动化,可以帮助企业提高管理水平,提高产量,进而降低企业成本。
【关键词】烟草公司;物流系统;自动化1自动化物流系统概述卷烟厂中的物流系统主要是在一系列物流流程规划的基础上运用相关计算机系统对相关设备进行控制,以此来控制卷烟厂中的信息流和物流,实现物流的自动化、信息化管理。
现代物流系统是一个整体系统,其中又包括了几大系统,主要有计算机管控系统、自动作业系统、自动控制系统、自动仓储系统、远程服务诊断系统、自动输送系统等。
2物流系统设计分析2.1电气控制系统设计电气控制系统在物流系统中作用是巨大的:上面和调度计算机进行连接,接收输送命令;下面和设备驱动、检测等设备进行连接,对输送过程进行控制。
另外在电气控制系统中还有安全保护措施、丰富形象的人机界面及多种操作模式等,对相关人员在对设备进行操作和维护时给予一定的辅助作用,因此在物流系统中电气控制系统是不可或缺的一部分。
电气控制系统结构:物流系统中一般有生产管理层、监控调度层和设备执行层三个层次。
电气控制系统是位于设备执行层中,这一层次中物流任务主要是由电气元器件的自动控制实现的,又通过总线网络对实时信息进行控制。
以太网会将电气控制系统和上位调度系统、管理系统和监控系统等进行连接使数据和物流信息可以呈现到监控调度层中,同时执行监控调度系统发布的命令以此实现另外两个层次的信息交互。
2.1.1设备控制层、监控调度层之间接口通讯的实现(1)以太网为基础使用OPC协议实现调度计算机和电气控制系统之间的接口通讯工作。
调度计算机将各种命令下达到PLC中,任务执行完毕后PLC会将完成的相关信息报给调度计算机。
(2)以太网为基础使用TCP/IP协议实现调度计算机和AGV控制系统之间的接口通讯工作。
(3)通过PROFIBUS实现往复式穿梭车和电气控制系统之间的通信工作。
(4)以太网为基础使用TCP/IP协议实现调度计算机和堆垛机控制系统之间的接口通讯工作。
C烟厂卷包车间的物流分析与优化布置
C烟厂卷包车间的物流分析与优化布置摘要:通过对C烟厂卷包车间的现有设施布置的分析,发现现有设施布置存在的问题,从而提出此次的优化目标。
首先对卷包线内部的设施布置进行了优化,然后利用系统化布置设计(SLP)方法对卷包车间整体的设施布置进行了改善设计,发现改善后的卷包车间降低了系统量距积,从而降低物料搬运和运输成本。
关键词:卷包车间;物流分析;设施布置随着现代工业的发展,越来越多的企业已经意识到高效的物流运作可以保障物流流畅,运输路线最短,缩短生产周期,降低生产成本,最后提高企业的市场竞争力。
而对于制造型企业,车间的设施布置在企业物流中是相当重要的,物料搬运和运输的成本约占制造业总成本的20%~50%。
而一个好的设施布置可以使物料的搬运成本最低,人员走动的距离最短,工作效率最高,并使费用减少10%~30%。
C烟厂卷包车间按照生产工艺顺序排列工作地及设备,使产品按照一定的速度,连续和有节奏地经过各个工作地及设备依次加工,直到生产包装出成品。
也就是说卷包车间的物料供应模式在逐渐地向准时制(JIT,Just in Time)模式发展。
在这种情况下,卷包车间现有的设施布局的许多问题日渐显见,为此,进行卷包车间的物流分析和布置优化势在必行。
1 卷包车间物流分析与优化布置C烟厂卷包车间长185 m,宽60 m,总面积为11 100 m2,共有卷包机组26台,其中硬卷包(Y)机组13台,软卷包(R)机组10台,独立的硬包机(B)组3台。
1.1 假设条件与优化目标①假设条件。
原材料随时可用,即原材料库不会出现缺货现象;AGV总是可用的,即不会出现因AGV不可用而导致机组的待料现象;生产1万支的盖烟,需要原材料15 kg;生产1万支的软烟,需要原材料10 kg;独立的硬包机生产1万支烟,需要原材料8 kg;AGV每次可运送物料10 kg。
②优化目标。
本文的优化目标为物流费用最低,且卷包车间在不同路线上的物料搬运成本差异可以忽略,故卷包车间的物料搬运费用是与系统量距积呈正比关系的。
物流师案例分析:某省中烟公司综合物流运输调度系统设计

近两年,中国烟草⼯业公司物流已逐渐成为⾏业开展物流⼯作的重点,国家局⾼度重视⼯业企业的物流建设⼯作,要求⼯业企业要认真学习和把握国务院有关⽂件精神,在新⼀轮联合重组中推进物流建设。
烟草公司要适应多点⽣产、集中采购、集中销售的新业务模式,研究物流体系和组织体系问题,在企业内部系统整合物流资源。
⽽只有建设统⼀的物流运输调度系统,才能建⽴起真正的⼤企业物流、现代物流,降低⼯业公司的物流成本,提⾼⼯业公司的物流响应速度,切实提⾼我国烟草⾏业的竞争⼒。
⼀、某省中烟公司物流运输调度系统存在的问题 某省中烟⼯业公司下辖两个独⽴法⼈的⽣产企业,⽣产企业分布在三个城市,经过整合,该省中烟公司的采购中⼼,技术中⼼,营销中⼼,⽣产中⼼的模式初步建⽴,并对原来企业的相关职能进⾏了上划,对供应物流、⽣产物流、销售物流进⾏了初步整合,实⾏统⼀管理。
经过前期的深⼊调研以及与某省中烟公司各个部门的沟通,可以得知⽬前某省中烟公司的运输调度存在如下问题: 1.车辆管理分散 ⽬前各个分⼚车辆管理已经集中到物流中⼼集中管理,但是还属于各个分⼚⾃⾏管理,同时车辆的调度分属于不同的⽣产环节,物流中⼼只是起到了车辆基本管理,并没有从根本上掌握车辆具体的⾏驶状况。
2.运输计划不合理 ⽬前运输的规划已满⾜⽣产为主,按照不同的运输功能设定不同运输⼩组,如成品运输专门安排成品运输组,还没有到达按需制定车辆运输计划,极⼤地造成了运输的浪费 3.车辆空载严重 由于缺少统⼀的管理调度,原材料的运输还以各个⼚为主,缺少信息的沟通,造成车辆的返程空载普遍,随着业务量的增加,必然会增加车辆运输⼯作量,如不能统⼀调配,必然造成物流成本的不断增加和浪费。
4.物流信息系统缺乏有效的集成 公司和各直属企业各⾃均具有较⾼的信息化⽔平,但物流信息系统的功能不够完善,数字化仓储、GPS运输调度等经典物流软件还没有使⽤;同时,各分⼚很多信息系统为不同⼚家开发,各系统间相对独⽴,缺乏有效集成。
物流系统规划——建模及实例分析
物流系统规划——建模及实例分析一、物流系统建模1.确定物流系统的边界和组成要素。
物流系统可以包括采购、仓储、运输、配送等环节,确定物流系统的边界可以帮助规划人员更好地把握系统的整体结构和功能。
2.制定物流系统的功能流程。
根据物流系统的边界和组成要素,通过对每个环节的功能进行分析和归纳,建立物流系统的功能流程图,明确每个环节的输入、输出和相互关系。
3.确定物流系统的主要约束条件。
物流系统建模过程中需要考虑一系列的约束条件,如时间、空间、成本、质量等。
确定并量化这些约束条件有助于规划人员全面了解物流系统的运营环境。
二、物流系统实例分析以一个电商平台的物流系统为例进行分析,该物流系统包括采购、仓储、运输和配送等环节。
1.采购环节:该环节主要负责从供应商处采购商品,需要考虑采购成本、采购周期和采购量等因素。
建模时,可以考虑通过建立供应商数据库和采购需求系统,实现供应商的自动选择和采购订单的自动生成。
2.仓储环节:该环节主要负责商品的入库、出库和库存管理等工作。
建模时,可以采用仓库管理系统,实现商品的条码识别、入库出库的自动化操作,从而提高仓库的运作效率和准确性。
3.运输环节:该环节主要负责将商品从供应商处运送到仓库,以及从仓库运送到消费者。
建模时可以考虑通过建立运输路线规划系统和运输状态跟踪系统,提高物流运输的效率和安全性。
4.配送环节:该环节主要负责将商品从仓库配送到消费者手中。
建模时可以考虑通过建立配送路线规划系统和配送员管理系统,实现配送路线的优化和配送员的实时管理。
通过以上的物流系统建模和实例分析,可以发现物流系统规划对于提高物流运作效率和管理水平具有重要作用。
规划人员可以根据具体的需求和运营情况,对物流系统进行全面的建模和分析,找出问题并加以优化,从而实现物流系统的高效运作和优化管理。
卷烟物流分析报告
卷烟物流分析报告1. 引言卷烟是全球最受欢迎的消费品之一,其物流管理对烟草行业的成功至关重要。
本报告旨在对卷烟物流进行分析,并提供相关数据和建议,以帮助烟草公司优化其物流运营。
2. 数据收集在进行物流分析之前,我们需要收集相关数据。
以下是我们所收集到的数据:•卷烟生产厂家的名称和位置•卷烟的销售渠道和销售量•物流运输方式和运输距离•仓储设施和库存管理•物流成本和交付时间指标3. 物流网络分析我们通过分析收集到的数据,可以绘制出卷烟物流网络图。
该图显示了卷烟的流动路径,包括从生产厂家到分销中心、零售商和最终消费者的供应链。
4. 物流成本分析物流成本是卷烟物流管理的一个重要指标。
我们需要计算各个环节的物流成本,包括运输成本、仓储成本和库存成本等。
通过比较不同环节的物流成本,我们可以找出成本较高的环节,并提出相应的改进建议。
5. 物流效率分析物流效率是另一个关键指标,它衡量了物流运营的效果和效率。
我们可以通过计算交付时间和准时交货率等指标来评估物流效率。
同时,我们还可以分析物流过程中的瓶颈和延误,以找出改进的机会。
6. 建议与改进基于物流网络分析、物流成本分析和物流效率分析的结果,我们可以提出以下建议和改进措施:•优化运输路线和运输方式,以减少运输成本和提高交付效率。
•改善仓储设施和库存管理,以减少仓储成本和库存风险。
•使用物流技术和信息系统,提高物流过程的可见性和跟踪能力。
•加强与供应商和分销商的合作,以优化供应链协同和协作。
•提高物流人员的培训和专业素质,以提高物流运营的管理水平。
7. 结论卷烟物流分析是烟草公司成功的关键因素之一。
通过对物流网络、物流成本和物流效率的分析,我们可以找出改进的机会,并提出相应的建议和措施。
通过优化物流运营,烟草公司可以提高交付效率、降低成本,并为客户提供更好的服务。
废塑料回收物流配送信息系统分析与设计
一
系 统 的 配送 请求 , 优化 配 送 方 案 , 组织 废 塑 料 配送 , 进 行 车辆 管理 和 调度 。物 流配送 中心具 体业 务流 程如 图
1所 示 。
等 问题 , 一方 面造成 大量 数据 的闲置 , 形成 较 大 的资
料编 码 标 准 ,并对 关键 技 术 问题进 行 了深入 剖 析 。
【 键词 】废 塑料 ,物 流配 送 ,信 息 系统 关
中 图 分 类 号 :TP 9 31 文 献 标 识 码 :A
ABS RACT I c o d n e wih p a t a u i e sp o e so g s is d s rb to o s ep a t e y l , h u h r n e t a e T n a c r a c t r c i lb sn s r c s f o itc it i u i n f r wa t l s i r c c e t e a t o s i v s i t c l c g
( VC、 盖 、 片 ) 量不 同 , 成 颜 色 、 度 、 点 等 P 瓶 纸 含 造 粘 熔 都 参差 不 齐 , 呈 动态 变化 , 且 因此在 规格 型号 的识 别及 计算 机 编码 上 产生 很 大的难 度 。同时各 个废 塑 料 回收 点 多 分布 在城 乡结 合部 , 地域 分 散 , 个站 点 物流 编 且 各 码 t成 体 系 , 而 带来 整个 物 流链 上信 息沟 通 的不 畅 , l 进
( 南工 业 大学 湖 南株 洲 湖 4 20 ) 100
【 摘 要】以废 塑料 回收物流 配送 实际业 务流 程 为依据 ,对 配送 中心 信息 系统 需 求进行 了认 真调 查和 分析 ,设计
p垃圾回收物流仿真系统设计

p垃圾回收物流仿真系统设计1.垃圾回收物流系统介绍都市某一区域,共有7个居民小区,每个小区有一个固定垃圾投放处,两个垃圾箱分不投放完全废弃垃圾和可回收利用垃圾;每天有专门公司(垃圾处理公司)派运输车收集垃圾,将垃圾从居民区运送之中转站,再由中转站运至目的地—垃圾处理中心。
仿真程序研究如何设计物流系统,能够使收集系统在满足时刻约束、载重约束的条件下,使垃圾处理公司的物流总成本最低。
系统配置的项目要紧有车辆载重量、随车工作人员数、客户中意度。
2.数据信息仿真系统涉及的数据信息如下:(1)地理及需求信息各个收集点所有的人口数、距离垃圾转运站、公司停车场的距离信息如表一所示。
各收集点之间以及停车场和转运站之间的距离信息如表二所示。
表一收集点信息表二点间距离(2)与收集车辆有关的信息①固定成本[price(i)]:收集车辆的购买费用;②可变成本[cost(i)]:车辆的行驶费用、爱护费用和雇职员资;③行驶速度:分为空车行驶速度[unloadspeed(i)]和载重行驶速度[loadsp eed(i)];④收集时刻[loadtime(i)]:在垃圾收集点收集垃圾所需的时刻⑤卸载时刻[unloadtime(i)]:在转运站卸载垃圾所需的时刻具体信息如表三所示:表三收集车辆信息讲明:车1用来收集不可回收垃圾;车2用来收集可回收利用垃圾;X1,X2为现有两种车的吨位数,X1取值:3,4或5吨;X2取值:1. 5;2;2.5;y为每次收集的垃圾量,单位--吨;P1,P2为两种车可配备的随车工作人员数(能够是1,2,3)。
(3)与垃圾有关的信息①人均垃圾量:平均每人每天产生的垃圾数量②垃圾比例:各种垃圾成分所占比例假设人均垃圾量服从均值为1.2kg/天的埃尔郎分布,垃圾成分分为两类:一类为可重复利用资源,一类为无用需销毁垃圾,两者比例为1:2。
(4)收集垃圾的成本函数现在假设仿真一年365天的垃圾回收工作,决定两种型号的车配置何种吨位以及随车工作人员数,垃圾回收物流成本(Total Logistic Cost,TL C)最低。
垃圾回收物流仿真系统设计精编WORD版

垃圾回收物流仿真系统设计精编WORD版一、引言垃圾回收是一个关乎环境保护和资源循环利用的重要问题,设计一套高效的垃圾回收物流系统对于减少环境污染和提高资源利用率具有重要意义。
本文将介绍一个基于仿真的垃圾回收物流系统设计,通过对系统中各个环节的模拟和优化,提高垃圾回收物流的效率和可持续性。
二、系统总体设计垃圾回收物流系统主要由以下几个模块组成:垃圾收集模块、垃圾分类处理模块、物流运输模块和资源回收利用模块。
收集垃圾的中心由垃圾回收站点组成,通过预先设定的区域划分和收集计划,将垃圾分为不同的类别。
收集后的垃圾将通过物流运输模块运送到相应的分类处理中心,进行进一步的处理和资源回收利用。
三、垃圾收集模块垃圾收集模块主要负责收集垃圾站点的划分和垃圾收集计划的制定。
首先,通过对城市的划分,确定不同的垃圾分类区域。
然后,根据垃圾产生的数量和种类,制定垃圾收集计划,确定每个垃圾站点的收集频率和时间。
同时,为了确保垃圾车辆能够按时到达各个垃圾站点进行垃圾收集,可以使用GPS和调度算法对垃圾车辆进行实时调度和导航。
四、垃圾分类处理模块垃圾分类处理模块主要负责对收集回来的垃圾进行分类和处理。
对于可回收垃圾,可以设计一个自动分类装置,通过机器学习算法对垃圾进行识别和分类,提高分类效率。
对于不可回收垃圾,可以设计一个高效的处理设备,如焚烧炉或填埋场,将垃圾进行无害化处理。
此外,还可以设计一个有机垃圾处理设备,将有机垃圾进行堆肥或发酵,作为肥料或能源的利用。
五、物流运输模块物流运输模块主要负责将分类后的垃圾从垃圾站点运输到相应的分类处理中心。
首先,需要根据垃圾站点的位置和分类处理中心的位置,设计一个优化的路径规划算法,确定最短路径和最优调度方案。
然后,可以借助现代化的物流运输工具,如电动车辆或无人驾驶车辆,提高运输效率和降低环境污染。
同时,可以利用物联网和传感器技术,对运输过程进行实时监控和管理,及时处理运输中的异常情况。
卷烟企业成品物流智能配送模型及系统研究
137
流
该数据 放 。
化数据 包括 数据和新产 的 数据。
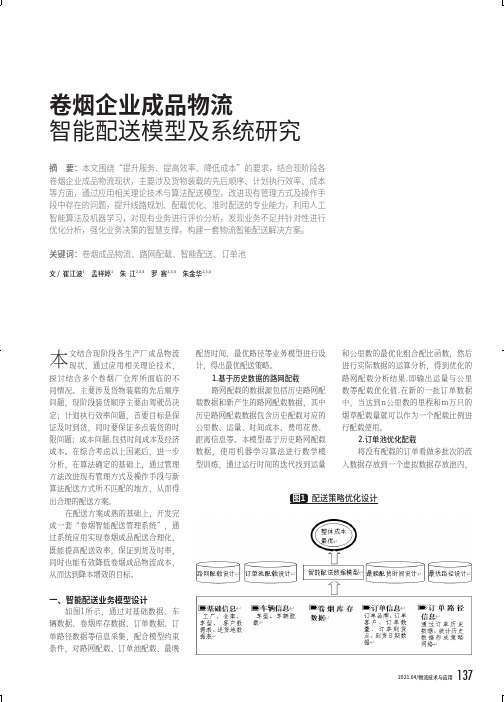
其中 数据包括 数据的品规、 量及 个工 多个 的实时 品规、 有量数据等信息。
通过将 数据进行合理 , 出 流数据 结 。
最 配货时间数据 包括 数据 的发货信息和新产 的 数时调度。
最 路径算法设 数据 包括配送车辆发货地数据、多个配送车辆 货地数据、配送路 数据等。
对于 的配送 据以 信息来得到问题的解,当问题比较复杂时,需要建立模型,最 求解出 个车辆的最 行车路线。
首先,对于 定的发货地信息和 货地信息,得到可行的路 配送信息; ,。
卷烟包装箱回收物流系统调度优化模型
卷烟包装箱回收物流系统调度优化模型李家斌;何世伟;胡红春;崔晓云【摘要】为优化烟草行业包装箱回收工作,结合烟草行业包装箱回收物流过程的特殊性,针对卷烟工厂、卷烟包装箱回收中心、卷烟商业地区性配送中心构成的闭环物流系统网络,将卷烟工厂生产计划所需包装箱需求、卷烟包装箱回收过程中各环节的回收合格率、包装箱处理检测费用、处理中心回收能力、各环节之间单位运费等因素引入模型,建立了总成本费用最小的卷烟包装箱回收物流系统调度优化模型,结合实际案例数据,利用优化软件CPLEX得到其最优调度方案,并对影响优化方案的两个关键因素进行了分析.研究结果表明:利用包装箱回收物流系统调度优化模型可提高企业的经济效益,回收的包装箱合格率越高,回收经济效果越好;回收环节处理的成本越高,回收包装箱越没有价值.%To address problems in closed loop logistics system composed of cigarette factory,recycling center and distribution center of tobacco companies,the optimal scheduling model for recycling logistics system of cigarette cases was established at the lowest cost by taking into account the cases demand,recycling passrate,processing and detection costs,recycling capacity of processing center and transportation cost between different points of the processinglink.Based on actual case data,the optimal scheduling scheme is obtained by using optimization software CPLEX and two key factors influencing the optimization model were analyzed.Results showed that the higher the rate of the reclaimed cigarette cases,the better economic efficiency; the higher the cost of recycling operations,the less significant the recycling program.【期刊名称】《中国烟草学报》【年(卷),期】2018(024)003【总页数】7页(P106-112)【关键词】回收物流;调度优化;卷烟包装箱【作者】李家斌;何世伟;胡红春;崔晓云【作者单位】北京交通大学,交通运输学院,北京市海淀区上园村3号 100044;河南工程学院,工商管理学院,河南省郑州市新郑龙湖祥和路1号 451191;北京交通大学,交通运输学院,北京市海淀区上园村3号 100044;中国烟草总公司职工进修学院,烟草流通研究室,河南省郑州市鑫苑路7号 450008;河南省烟草公司郑州市公司卷烟配送中心河南省郑州市经开区第四大街66号 450000【正文语种】中文党的“十九大”报告提出,要“推进资源全面节约和循环利用”,开展卷烟包装箱循环利用工作无疑是深入贯彻党的“十九大”精神、加快转变发展方式、构建循环型物流体系的重要举措。
回收物流系统生产库存优化模型
回收物流系统生产库存优化模型狄卫民;王梅杰【摘要】为降低回收物流成本,提出了合理控制回收物流系统生产库存的方法.考虑到回收中心和处理工厂对废旧产品的供应与需求关系,建立了关于回收中心和处理工厂的二级生产库存优化模型.利用该模型可以得到回收中心在一个运作周期中的运输批次、每次运输量与首次运输量的最优比值和回收物流系统单位时间与生产库存有关的平均费用.由此,可以确定回收中心和处理工厂所需的最小仓储空间,以及它们在一个运作周期内的平均库存量和相应库存费用.为便于模型应用,探讨了最佳运输次数的上界确定方法,给出了模型的分解一比较算法.通过算例,验证了模型及其算法的有效性.【期刊名称】《计算机集成制造系统》【年(卷),期】2010(016)007【总页数】6页(P1539-1544)【关键词】叫收物流;库存控制;回收中心;处理工厂;优化模型;非线性规划【作者】狄卫民;王梅杰【作者单位】郑州大学,管理工程系,河南,郑州,450001;华北水利水电学院环境与市政工程学院,河南,郑州,450011【正文语种】中文【中图分类】F252;O220 引言近年来,随着循环经济的逐渐兴起和生产商责任延伸制的不断落实,制造企业越来越重视资源节约、环境保护和废旧产品的回收再利用问题,同时回收物流也成为学者们的研究热点[1-4]。
在回收物流系统运作过程中,各级生产库存均具有较大的关联性,不同的调度方式将会产生不同的生产库存费用,因此,有必要深入研究多级生产库存的控制问题。
但是,从回收物流方面的文献看,学者们主要对多级生产库存中的某一具体库存进行了研究,很少见到同时考虑多级生产库存的研究成果[5-12]。
文献[13]和文献[14]研究了传统物流系统中的类似问题,建立了关于供货商和销售商的二级生产库存优化模型,得出了一些有价值的结论。
但是,由于回收物流不是传统物流的简单对称[15],所得结论难以应用于回收物流系统。
针对以上问题,为降低回收物流运作费用,本文建立了关于回收中心和处理工厂的二级生产库存优化模型,探讨了模型的解算方法。
卷烟厂成品物流自动化控制系统设计
卷烟厂物流自动化PLC控制系统的设计摘要可编程控制器(programmable logic controller)简称PLC。
它是历年代以来,在集成电路计算机技术基础上发展起来的一种新兴工业控制设备。
目前,国外已广泛的应用于自动化控制领域。
PLC的生产商正不断地开发PLC,使PLC的应用面越来越广。
近几年,国内在PLC开发应用方面的发展也很快,除许多从国外引进的设备、自动化生产线外,国产的机床设备已越来越多地采用PLC控制系统取代传统的机电接触、控制系统。
在控制功能方面,PLC机与计算机相比,编程可靠,工业化强,应用和调试周期短,可以在工作环境恶劣下工作。
很容易实现机电一体化,因此PLC机受到人们的普遍欢迎,成为工业控制领域方面的主流。
卷烟厂物流自动控制系统利用PLC控制技术,按照生产指令,通过系统的自动识别功能和输送系统,自动地和柔性地把托盘箱上生产物料,以最佳的路径,最快的速度,准确地从生产场地的一个位置输送到另一个位置,完成托盘箱和生产物料的时空转移,以保证工厂的设备和生产的高效率地运行。
在本次设计中我们采用了可编程序控制器来控制物流设备的工作,真正实现了卷烟厂的自动化,这不仅节省了卷烟厂的人力,还提高了工作效率,降低了维护和操作者的劳动强度,改善了工作环境。
增强了物流系统在运行中的实时性,而且操作简单易懂过程明确易于发现故障并且在短时间内排查,为检修带来了很大的方便。
关键词PLC(可编程控制器);读码器;计算机技术;分流器可修改编辑Cigarette Factory Automation PLC logisticscontrol system designAbstractProgrammable controller (programmable controller).Is called PC. Since it has been undergoes the age,develops one emerging industry control device in the integrated circuit computer technology base. At present,overseas already widespread application to automated control present,overseas already widespread application to automated control domain. The Pc producer unceasingly is developing pc,causes pc the application surface to be more and more broad.In recent years,domestic is also very quick in the pc development application aspect development,except many from outside the overseas可修改编辑introduction equipment,the automatic production line,the domesticallyproduced engine bed equipment more and more many has used the pc control system substitution tradition the mechanical and electrical contact,the control system. In the control function aspect,pc machine and the computer compare,programming reliable,industrialization strong,application and debugging cycle short under,may be bad in the working conditions works. Very easy to realize the integration of machinery,therefore pc machine receives people's universal welcome,becomes the industry control domain aspect the mainstream.Cigarette Factory logistics control system uses PLC control technology,according to production orders through the system of automatic identification and distribution systems,automatic and flexible manner to the production of materials on the pallet boxes,to the best path,the fastest speed,accuracy From the production sites of a transfer to another location,pallet boxes and complete the space-time transfer of production materials to ensure that the equipment and factory production of high-efficient operation.In the design we have adopted a programmable logic controller to control the work of logistics equipment,real cigarette factory automation,not only save human cigarette factory,but also improve work efficiency and reducethe maintenance and operation of the Labor intensity,improved work可修改编辑environment. Enhanced logistics system in operation in real time,but the process is simple easy to understand clear and easy to find fault in a short period of time investigating,for the overhaul has brought great convenience. Keywords PLC; reading; computer technology; shunt可修改编辑目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 课题背景 (1)1.1.1 PLC产生 (6)1.1.2 PLC的定义 ............................................... 错误!未定义书签。
垃圾回收物流仿真系统设计

垃圾回收物流仿真系统设计一、引言垃圾回收是城市管理的重要组成部分,而物流在垃圾回收中也扮演着重要角色。
为了提高垃圾回收的效率和质量,可以采用仿真系统来模拟和优化物流过程。
本文将介绍一个垃圾回收物流仿真系统的设计。
二、系统需求分析1.模拟物流过程:系统需要能够模拟整个垃圾回收物流过程,包括垃圾收集、运输、处理和投放等环节。
通过模拟可以更好地了解整个物流过程中的关键环节和瓶颈,从而提供优化建议。
2.数据录入和管理:系统需要支持数据的录入、管理和查询功能。
例如,可以录入垃圾收集点、处理设施、运输车辆等基础数据,同时系统还需能记录每个环节中的具体数据,如垃圾收集量、运输距离等。
3.运输路径优化:系统需要能够根据实际情况,使用算法来计算最佳的运输路径。
运输距离的优化可以减少时间和成本,并提高整个物流过程的效率。
4.环境影响评估:系统还可提供环境影响评估功能,根据具体数据进行分析并给出报告。
例如,根据垃圾排放量和处理设施的处理能力可以评估垃圾处理的合理性,并提供相应建议。
5.仿真结果可视化:系统需要能够将仿真结果以图形化的方式展现出来,让用户能够直观地了解各个环节的数据和效果。
三、系统设计方案1.前端界面设计:系统的前端需要设计一个用户友好的界面,包括数据录入、管理界面和仿真结果可视化界面。
界面设计需要简洁明了,方便用户操作和数据查看。
2.数据库设计:系统需要设计合理的数据库结构,以便存储和管理各类相关数据。
数据库的设计需要考虑灵活性和扩展性,以满足系统的日常使用需求。
3.模拟算法设计:系统需要设计合理的模拟算法,以模拟整个物流过程。
算法的设计需要结合实际情况,并考虑到不同环境下的变化。
例如,对于城市区域,算法可以考虑交通状况和道路拥堵情况,以寻找最佳的运输路径。
4.报告生成功能:系统可以根据仿真结果自动生成相关报告,并提供可视化的展示。
报告可以包括各个环节的数据统计、图表展示等内容,方便用户了解整个物流过程的情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
烟草科技/T obacco Sc ience &T echno logy 设备与仪器/Equ i p m en t&A pparatus 2010年第12期(总第281期)作者简介:刀荣贵(1978-),在读硕士研究生,工程师,研究方向:物流分析与设施规划。
E m a i:l daoo fyx@hong ta .com 收稿日期:2010-05-19责任编辑:曹娟 E m a i:l yck@j t obacco i n f o .co 卷烟生产线废料回收物流系统建模分析刀荣贵1,2,张进武1,杨 祥11.红塔烟草(集团)有限责任公司玉溪卷烟厂,云南省玉溪市红塔大道118号 6531002.昆明理工大学机电工程学院,昆明市一二一大街文昌路68号 650093关键词:卷烟生产线;废料回收;物流系统;自动导引小车;排队论;建模摘要:为解决卷烟生产线废料回收物流系统处理废料能力不足、回收效率低的问题,应用排队论建模方法建立了适合于废料回收物流系统的模型。
结果显示: M /M /1/N / 模型适用于日处理量低于219箱的废料回收系统;!M /M /c /N / 模型适用于日处理量大于220箱的废料回收系统;∀两个串列的M /M /1/N / 模型适用于日处理量220~735箱之间废料回收系统。
卷烟生产线可根据需要按照系统的日处理能力、废料回收效率、平均逗留时间、投入的服务台数和需要系统容量、占用AGV 的时间等各项指标,组合优化建立模型并进行设施改造,可较好地解决当前卷烟废料回收业务效率低的问题。
中图分类号:TS432 文献标识码:B 文章编号:1002-0861(2010)12-0016-05M odeli n g and Analysis of Logistic Syste m for R ec lai m ingW ast e from C igaretteM aking Lines DAO RONG GU I(1,2),Z HANG JI N W U (1),and YANG XI ANG (1)1.Yux iC i g arette Factory ,H ong ta Tobacco (Group)Co .,Ltd .,Yux i 653100,Yunnan ,China2.Facu lty o f M echan ical and E lectrica l Eng ineeri n g ,Kun m i n g Un i v ersity of Sc i e nce and Techno logy ,Kun m ing 650093,Ch i n a K eywords :C i g arette production line ;W aste rec lai m ;Log istic syste m ;AGV (Auto m atic Guide Veh icle );Queu i n g theory ;M odeli n gAbst ract :A s a solution to the pr oble m s o f insufficient capac ity o f w aste handli n g and lo w efficiency o f the log istic syste m for recla i m i n g w aste fro m cigarette m ak i n g li n es ,m odels for the log i s tic syste m w ere established by queuing theory .The resu lts sho w ed tha:t 1)M /M /1/N / m ode l fitted to the syste m handling less than 219w aste con tainers da ily ;2)M /M /c /N / m ode l fitted to the syste m handli n g over 220w aste conta i n ers per day ;3)2 tande m M /M /1/N / m odel fitted to the syste m hand li n g 220to 735w aste conta i n ers .The facto rs involv i n g i n the m ode ls i n cluded daily hand li n g capacity ,w aste rec lai m efficiency ,average li n gering ti m e ,num ber of the m achine i n use and de m anded syste m capac ity ,and ti m e of AGV s be i n g occupied . 回收物流是指为了获取使用后的产品或有缺陷产品的残余价值,以及使废弃物得到正确处理,而将它们移出传统的最终目的地的过程[1]。
在卷烟生产过程中,废辅料、废烟丝和废零件等物料,使用容器将其从产生地运送到处理地并取回容器,属于企业内部的回收物流。
卷烟生产线废料回收物流大多采取手推车、油泵车和叉车等人工参与搬运的作业方式,劳动强度大、搬运效率低、作业现场混乱且存在安全隐患等,因此利用AGV (Auto m ated Gu i d ed V eh icle ,自动导引小车)搬运系统的富余能力,通过改进物流调度系统,开发了废料回收物流子系统[2]。
但随着生产规模扩大,AGV 搬运系统的富余能力减小,生产线产生的废料增多,该回收系统出现处理废料能力不足、回收效率低等问题,因此应对废料回收系统进行优化。
在烟草行业对AGV 系统优化目前已有软件仿真方法[3],但该方法对软件和人才培养的资金投入过大且周期长,废料回收系统作为一种小系统,Jerry BAKS 等[4]并不赞成使16用仿真方法。
为此,应用运筹学方法的排队论[5]对废料回收物流系统进行建模分析,旨在解决当前卷烟废料回收业务效率低的问题,也为减少企业资源占用以及企业扩大生产规模时选取合适的物流模式提供依据。
1 系统组成卷烟生产线废料回收物流系统主要由生产线、废料房、AGV、用于输送和倒料的翻箱机、废料箱及搬运路径组成,另外还配备有相应的物流调度系统。
见图1。
废料回收作业过程中,工作人员根据废料满箱情况,通过调度系统发送信息请求AGV搬运废料箱; AGV将废料箱搬运到废料房,并转移到翻箱机上,翻箱机进行输送和倒料;AGV取回空箱返回生产线,将空箱放回原站台。
一旦回收效率低或能力不足,就会出现满箱废料堆积在生产线站台不能及时处理的现象。
2 基于排队论的废料回收物流系统建模排队论也称随机服务系统理论,用于解决顾客到达和服务时间服从随机分布的系统问题[6]。
在AGV 进行废料回收作业过程中,由于任务产生(顾客到达)和搬运时间(服务时间)的随机性,排队现象不可避免。
生产线可根据废料产生业务量和速率,通过增减翻箱机(服务台)数量和投入系统的AGV数量(系统容量),改变回收系统的业务处理能力和回收效率。
对系统进行优化,即在满足处理能力和回收效率的前提下应使服务台数量和系统容量达到最小。
建立排队系统模型后,通过计算系统各项指标以分析该模型的适用性。
因此,应用排队论建模,先对顾客到达间隔分布和服务时间分布进行统计及参数估计,然后建立适合于废料回收物流系统的模型。
2.1 顾客到达间隔分布和服务时间分布统计将废料满箱后工作人员请求AGV搬运废料箱作为顾客到达,AGV从接收到搬运废料箱任务到取回空箱放回原站台所用时间作为服务时间,观察一个工作图1 卷烟生产线废料回收物流系统结构示意图日的废料回收业务量。
一个工作日为21h,每30m i n 观察生产线废料满箱情况,共观察42次,处理247箱废料。
假设回收废料系统在稳定状态下相互独立作业,表1统计了请求AGV搬运废料n箱的次数(f n),表2统计了AGV搬运时间t分钟时的次数(f t)。
(1)计算出每次请求AGV搬运废料箱平均数= #nf n/42=5.88(箱/次);每小时请求AGV搬运废料箱平均数(顾客平均到达率)=#nf n/21= 11.76(箱/h);每次搬运废料箱平均时间= #vf v/247=0.39(h/箱);每小时完成搬运废料箱数量(平均服务率)=1/0.39=2.56(箱/h)。
(2)通过 2检验法,认为工作人员请求AGV搬运废料箱数量服从参数为5.88的泊松分布,搬运时间服从参数为2.56的负指数分布。
(3)取 =11.76,=2.56,!= /=11.76/2.56=4.59>1说明单位时间内请求AGV搬运废料箱数量大于AGV能够搬运的数量,大部分满箱废料必须排队等待AGV搬运。
2.2 3种排队模型由于!>1,当采取单队单服务台排队系统时,可用系统容量有限制的M/M/1/N/模型,见图2(a);当采取单队并列多服务台排队系统时,可用系统容量有限制的M/M/c/N/模型,见图2(b);也可以增加服务台数c,使!= /c p<1而采用标准的M/M/c模型,需要投入较多服务台和设置较大空间,目前暂不考表1 到达间隔分布满箱废料数量n(箱)出现次数fn满箱废料数量n(箱)出现次数fn 017510832193321024811以上(14)1510合计4266表2 服务时间分布服务时间t(m i n)次数fv服务时间t(m i n)次数ft0.0~0.2871.0~1.290.2~0.4651.2~1.440.4~0.6421.4以上30.6~0.823合计2470.8~1.01417图2 3种废料回收物流系统排队模型虑。
此外,为提高AGV系统资源的利用率,还可采用单队串列多服务台的排队系统,两个串列的M/M/1/N/模型同时作业,见图2(c)。
(1)当废料回收物流系统采用单队单服务台排队系统时,使用M/M/1/N/模型,分别取系统容量N=1,2,3,4,5,6,7(废料房空间和AGV系统资源有限制),计算排队系统的各项指标见表3。
(2)当废料回收物流系统采用单队并列多服务台排队系统时,若!>1,使用M/M/c/N/模型。
根据!= /cp,分别取服务台数c=2,3,4和系统容量N=2,3,4,5,6,7(废料房空间和AGV系统资源有限制),计表3 M/M/1/N/模型指标N L s L!q t∀s t∃q P%0P&N ∋e10.820.000.390.000.180.822.1021.750.790.710.320.040.792.4632.731.741.080.680.010.792.5443.722.731.461.070.000.782.5654.723.721.851.450.000.782.5665.724.722.241.840.000.782.5676.725.722.632.240.000.782.56注: Ls =!1-!-(N+1)!N+11-!N+1,排队系统中废料箱平均数量;!Lq =Ls-(1-P),系统中排队等待搬运的废料箱平均数量;∀ts =Ls(1-P),废料箱在系统中停留的平均时间,即废料箱从被请求搬运到取回空箱的平均时间;∃tq =ts-1/,废料箱在系统中排队等待的平均时间,即废料箱被请求搬运后等待运走的平均时间;%P0=1-!1-!N+1(!(1),废料箱一旦被请求搬运即被运走的概率,即系统中没有顾客的概率;&Pn =1-!1-!N+1!n(!(1,n)N),箱废料被拒绝搬运的概率,即系统容量已满的概率;∋e = (1-PN),顾客有效到达率,表示单位时间内实际被搬运的平均废料箱数,即单位时间内实际完成搬运的平均废料箱数,下同。