有铅焊膏制程
有铅锡膏HC6337使用说明书

华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -2-
三、有铅焊锡膏标准参数
有铅锡膏型号
HC6337
HC6337
溶点(℃)
183℃
锡粉合金成份
锡 63%,铅 37%
In house
☆ 印刷时需注意的技术要点: ①印刷前须检查刮刀、钢网等用具:
化学物比重(20℃)
1.10
IPC-TM-650
水卒取阻抗(Ω·cm)
>1×105
J-STD-004,IPC-TM-650
铬酸银纸测试
合格
J-STD-004,IPC-TM-650
铜板腐蚀测试
合格
J-STD-004,IPC-TM-650
坍塌试验
合格
J-STD-005
锡珠测试
合格
In house
48gF(0 小时)
华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -5-
易燃限制:无 灭火材料及方式:使用适合金属火情的专门化学粉末,如干沙、白云石、石墨、苏打粉末。
不要将水直接浇于正在燃烧或熔化的金属上。可用水为容器降温。 自燃温度:不会自燃。 五、稳定性和反应性 热分解/应避免的条件:依说明书使用不会引起分解 不可接触的物质:强酸和强氧化剂 危险的反应:未知有危险的反应 有害分解产物:加热时,溶剂挥发,松香可被热分解成自由的脂肪醛、酸和萜烯、一氧化碳
相对湿度为 80%)条件下仍能使用。
下面是我们认为比较理想的印刷作业条件:
刮刀硬度 刮印角度 印刷压力 印刷速度
环境状况
铅膏生产工艺

铅膏生产工艺
铅膏是一种常见的金属材料,由于其较低的熔点和良好的可塑性,被广泛应用于电子、化工等行业中。
下面是铅膏的生产工艺,大致分为材料准备、熔炼、浇铸、冷却和包装几个步骤。
首先是材料准备。
铅膏的主要成分是铅和锑,所以需要准备适量的铅和锑粉末。
此外,还需要一些辅助材料,如矿化剂、稀释剂等。
接下来是熔炼。
将铅和锑粉末按一定的比例混合,然后放入熔炉中进行熔炼。
熔炉可以是电炉或者火炉,熔炼温度一般在300-400摄氏度之间。
在熔炼过程中,需要适当搅拌铅锑混合物,以确保其均匀熔化。
然后是浇铸。
熔融的铅锑混合物倒入铅膏模具中进行浇铸。
铅膏模具可以是金属模具,也可以是硅胶模具。
浇铸后,需要将模具放在通风处进行自然冷却。
接着是冷却。
铅膏在模具中自然冷却,待铅膏完全冷却后,可以取出模具,得到成品的铅膏块。
铅膏块的尺寸和形状可以根据需要进行调整。
最后是包装准备。
将铅膏块进行研磨或者打磨,使其表面更加光滑。
然后将其切割成适当的尺寸,并根据需要进行一些后续加工,如铅膏的表面涂覆等。
最后将铅膏块进行包装,通常采用塑料袋或者纸箱进行包装。
以上就是铅膏生产工艺的大致流程。
铅膏生产需要严格控制材料比例、温度和时间等参数,以确保质量稳定可靠。
此外,生产过程中要注意安全,避免铅和锑对人体的伤害。
混合工艺之有铅锡膏与无铅BGA的焊接-陶鹏
混合工艺之有铅锡膏与无铅BGA 的焊接北京德天泉机电设备有限公司 陶 鹏引言在当前表面贴装技术(SMT)中,我们对有铅无铅的混合焊接方式并不陌生,尤为代表性的是:有铅锡膏与无铅BGA 的焊接。
这也是我们今天所要介绍的主题与实际案例。
1. 从有铅与无铅的特殊性来分析,我们可以先看以下几点首先,从润湿性的角度看,我们先考虑焊料的特性:相对来说含铅焊料的表面张力较小;而无铅焊料的表面张力相对较大。
从其特性可以看出焊膏的流动性与实际焊接的润湿能力存在最直接的关系。
所以与锡铅或是普通的低熔点焊料合金相比,无铅焊料合金的润湿效果较差。
其次,我们从其本身的自我矫正的角度来看,与之润湿能力成正相关,以BGA 焊接为例,有铅BGA 的自我矫正(焊球对位)焊接能力明显强于无铅BGA 的自矫正能力。
再之,我们来看它们在可靠性方面的特点,对于无铅焊料合金的长期可靠性目前还没有定论,但其焊点在受力的情况下表现出较大的离散性而容易损伤,值得一提的是在所受应力较低的情况下,SAC 合金的可靠性能与SnPb 合金水平相当或者比它稍好。
针对这种混合制程的焊接方法,我们知道很多产品因为设计的需求或考虑其成本等各方面因素不可避免的采用有铅无铅混做的方式对产品进行焊接加工,所以在可制造性方面形成了阻力,而各个厂家以及各类辅材供应商也就此做出了针对性的试验与改良。
2. 下面,我们通过针对有铅制程无铅BGA 的实际焊接过程进行详述(1)通常我们使用的锡铅焊膏的回流温度范围在215-235℃。
(2)BGA 焊球SAC 合金的回流温度范围在235±5℃。
以上是我们在回流制程中的重要参数和基本条件。
我们调出在进行混合制程生产过程中曾出现过的问题标本: 首先了解一下产品的相关基础数据:① PCB 为四层板,厚度1.6mm,长宽210*185mm,PCB 表面处理采用浸锡工艺;② BGA(SAC)尺寸27*27 225球,pitch1.5mm;(如图2.1,图2.2) U n R e g i s t e r e d图2.1图2.2③ BGA 在PCB 中心偏右2-3cm 位置;(PCB 入厂无变形和划伤,BGA 外观检验合格)④ 使用的焊膏:铟泰锡铅SP8系列,推荐120-175恒温60-120秒,215-235回流45-90秒;⑤ 回流焊:八温区 热风 非氮气 ;⑥ 工艺参数:120 140 160 180 190 220 245 255 链速68cm/min;(上下温区温度一致)温度测量:Profile 测温板针对BGA 做底部的热偶采点;测试数据: Peak --228℃ >217℃--32秒;其它数据都均在锡膏Datasheet 工艺窗口范围内。
有铅焊膏说明书
相对湿度为 80%)条件下仍能使用。
下面是我们认为比较理想的印刷作业条件:
刮刀硬度 刮印角度 印刷压力 印刷速度
环境状况
60~90HS(金属刮刀或聚胺甲酸脂刮刀)
0
0
45 ~60
(2~4) ×105pa
正常标准:20~40mm/sec 印刷细间距时:15~20mm/sec 印刷宽间距时:50~100mm/sec 温度:25+3℃ 相对湿度:40~70% 气流: 印刷作业处应没有强烈的空气流动
和二氧化碳。 六、健康危害 进入人体方法与途径:1、呼吸进入;2、皮肤接触;3、吞食。 感染之微兆与症状:呼吸不适或偶有头眩,接触部分可能红痒 急性健康危害效应:过量吸入会引起头痛、晕眩、恶习心以及心律不整,甚至引起轻微的哮
喘。 慢性健康危害效应:目前尚无形医学报导 紧急处理急救措施:1.皮肤接触时,可用清水与肥皂洗涤。
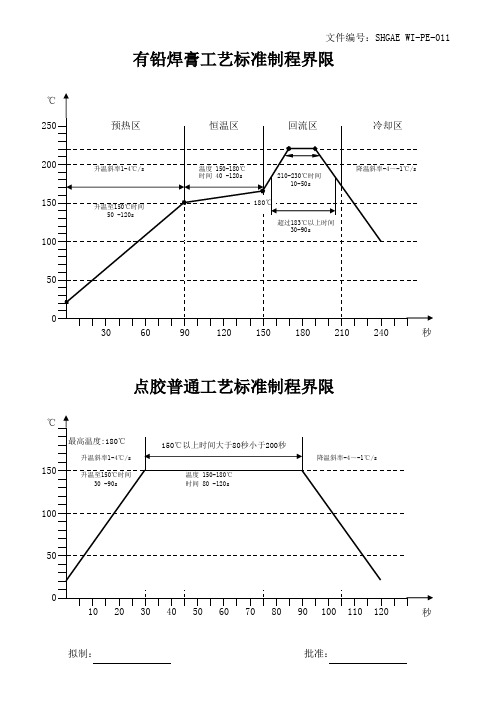
3、回焊区:锡膏中的金属颗粒熔化,在液态表面张力作用下形成焊点表面: 要求:最高温度:210~240℃ 时间:183℃以上 40~90 秒(Important) 高于 210℃时间为 20~50 秒。若峰值温度过高或回焊时间过长,可能会导致焊点变暗、助焊剂残留物碳化变色、 元器件受损等。若温度太低或回焊时间太短,则可能会使焊料的润湿性变差而不能形成高品 质的焊点,具有较大的热容量的元器件的焊点甚至会形成虚焊。
4、冷却区:离开回焊区后,基板进入泠却速度也十分重要,焊点强度会随冷却速率增加。 要求:降温速率<4℃,冷却终止温度最好不高于 75℃;若冷却速率太快,则可能会因承受过 大的热应力而造成元器件受损,焊点有裂纹等不良现象若冷却速率太慢,由可能会形成较大 的晶粒结构,使焊点强度变差或元件移位。 注: ☆上述温度曲线是指点处的实际温度,而非回焊炉的设定加热温度(不同)
一种高铅焊锡膏助焊剂及其制备方法与流程
一种高铅焊锡膏助焊剂及其制备方法与流程本发明涉及一种高铅焊锡膏助焊剂及其制备方法与流程,属于电子元器件焊接领域。
本发明的高铅焊锡膏助焊剂由以下重量份数的成分组成:活性剂2-10份,助焊剂10-30份,树脂15-40份,高铅焊锡粉40-70份。
其中,所述的活性剂为氧化锡、氧化铅等;所述的助焊剂为钴、镍、钨等;所述的树脂为巴西松香、甲基丙烯酸酯等。
本发明的制备方法包括以下步骤:(1)将所需的活性剂、助焊剂、树脂和高铅焊锡粉按照上述重量比例混合均匀;(2)将混合均匀的物料加入球磨机中进行球磨处理,使其细度分布均匀;(3)将球磨处理后的焊锡膏助焊剂进行筛分,并将符合要求的焊锡膏助焊剂包装成所需规格的产品。
本发明的制备流程包括以下步骤:(1)配料——将活性剂、助焊剂、树脂和高铅焊锡粉按照上述重量比例配制;(2)混合——将配制好的各种物料混合均匀;(3)球磨——将混合均匀的物料加入球磨机中进行球磨处理,使其细度分布均匀;(4)筛分——将球磨处理后的焊锡膏助焊剂进行筛分;(5)包装——将符合要求的焊锡膏助焊剂包装成所需规格的产品。
本发明的高铅焊锡膏助焊剂具有优良的焊接性能和可靠性,可广泛应用于电子元器件焊接领域。
其制备方法简单易行,生产成本低,具有很好的应用前景。
- 1 -。
有铅锡膏HC6040使用说明书

模版厚度
间距
模版厚度
间距
50mil
1.270mm
10mil
0.25mm
25mil
0.635mm
8mil
0.20mm
20mil
0.500mm
6mil
0.15mm
16mil
0.400mm
5mil
☆ 印刷方式:人工印刷或使用半自动和自动印刷机印刷均可。
0.125mm
☆ 钢网印刷作业条件:华创锡膏为非亲水性产品,对湿度并不敏感,可以在较高的湿度(最高
180±10%
IPC-TM-650
硬度
13HB
IPC-TM-650
触变指数
0.59±0.05
In house
热导率Biblioteka 50J/M.S.KIPC-TM-650
拉伸强度
44Mpa
IPC-TM-650
延伸率
25%
IPC-TM-650
导电率
11.0%ofIACS
IPC-TM-650
扩展率(%)
>89%
Copper plate(Sn63,T3,90%metal)
3、回焊区:锡膏中的金属颗粒熔化,在液态表面张力作用下形成焊点表面: 要求:最高温度:210~240℃ 时间:183℃以上 40~90 秒(Important) 高于 210℃时间为 20~50 秒。若峰值温度过高或回焊时间过长,可能会导致焊点变暗、助焊剂残留物碳化变色、 元器件受损等。若温度太低或回焊时间太短,则可能会使焊料的润湿性变差而不能形成高品 质的焊点,具有较大的热容量的元器件的焊点甚至会形成虚焊。
有铅锡膏 HC6040 说明书
使 用 说 明 书
深圳市华创精工科技有限公司
第五章 铅膏制造过程及质量控制
Z型和膏机是一种老式小型和膏机,每次和膏量为50~100kg,和膏机的桨叶为Z字型,搅拌过程靠两个桨叶的回转方向及回转速度的不同,搅动粉膏做轴向运动及径向运动而进行粉膏的混和。其优点是易于操作和控制,缺点是生产效率低且在和膏过程中形成的块状膏团在搅拌中不易揉碎,和膏均匀性较差,并且要掀盖加料,翻转出膏,不利于上下工序的连接和密闭化。同时,铅膏温度的监控较为困难。
一、铅膏的类型
铅膏的类型可分为“膏型膏”(或称软铅膏)和“砂型膏”(或称硬铅膏)二类。
膏型膏当用手指揉捏时像面团一样滑软,和膏时是采用较低密度的硫酸所致,一般密度为1.100~1.250g/cm3(15℃),每千克铅粉的含酸量约在20~30g。这种铅膏适用于链式涂板机和手工涂板时应用。
砂型膏用手指揉捏时有沙沙作响的感觉,和膏时是采用较高密度的硫酸所致,一般密度为1.300~1.400g/cm3(15℃),每千克铅粉的含酸量约为35~45g。这种铅膏适应于带式涂板机时应用。
铅膏视密度的测量方法:用小钢铲分几处取适量的铅膏装入容积为100cm3的不锈钢杯内,并在平板上不断地振动,使铅膏填充钢杯内无空隙和气泡,重复进行直至铅膏充满钢杯后,用直刀沿杯口上沿刮去多余的铅膏,并将钢杯外部擦干净,放在天平上,称出其总重量(即铅膏重量与钢杯重量之和),按下式计算出铅膏的视密度。
m2-m1
其优点是易于操作和控制缺点是生产效率低且在和膏过程中形成的块状膏团在搅拌中不易揉碎和膏均匀性较差并且要掀盖加料翻转出膏不利于上下工序的连接碾式和膏机由碾轮圆筒状碾盘犁形式刮片和传动装置等组成每次和膏量为200300kg混和搅拌时碾轮作圆周运动碾压粉膏同时将粉膏向碾盘的中心及边缘压去犁型刮片本身绕轴作四周运动时将粉膏送到碾道上进行碾压反复进行混合及搅拌出料口设在碾盘底部出料时用杠杆将出料门打开碾轮和刮刀将铅膏推到出料口处铅膏即落在出料门下面的容器内
铅膏工艺流程题

铅膏工艺流程题铅膏工艺流程铅膏工艺流程是指在制作铅膏的过程中,所采取的一系列操作和步骤。
下面将详细介绍一下铅膏工艺流程。
第一步:原材料准备铅膏的原材料为铅粉、树脂、活性剂等,首先需要准备这些原材料。
通常情况下,铅粉是以特定粒径和纯度的金属铅为原料制成。
树脂是根据产品要求选择相应的配方进行配置,一般常用的树脂有有机溶剂型、无机水性型等。
活性剂是根据不同的工艺需求和产品性能要求添加的。
第二步:原料混合将准备好的铅粉、树脂和活性剂按照一定的比例进行混合。
混合的目的是将各种原料均匀分布并形成均一的混合体,以保证产品的性能和质量。
第三步:加热熔化将混合后的原料放入熔炉中进行加热熔化。
加热的温度和时间根据不同的铅膏配方确定。
熔化过程中,原料会逐渐变为液体状态,并保持一定的温度和时间,使得各种原料充分融合。
第四步:过滤熔化后的铅膏需要进行过滤,以去除其中的杂质和不溶性物质,确保产品的纯净度和质量。
过滤可以采用机械过滤或者化学过滤等方法,具体的选择根据实际情况而定。
第五步:冷却固化经过过滤的铅膏需要进行冷却固化。
冷却固化的目的是使得铅膏逐渐凝固并形成固体状态,以便后续的加工和使用。
冷却固化可以通过自然冷却或者以一定的温度和时间进行冷却。
第六步:成型冷却固化后的铅膏可以进行成型。
成型可以采用模具成型、手工挤出、喷涂等方法,具体的方式根据产品要求和工艺流程而定。
第七步:烘干成型后的铅膏需要进行烘干,以去除其中的水分和挥发物。
烘干的温度和时间根据产品要求而定,通常采用低温烘干或者高温烘干等方式。
第八步:包装和贮存经过烘干后的铅膏可以进行包装和贮存。
包装可以采用袋装、罐装、桶装等方式,根据产品规格和用途而定。
贮存要求铅膏存放在干燥、阴凉、通风的地方,以保证产品的质量和性能。
以上就是铅膏工艺流程的详细介绍。
通过以上步骤的操作和处理,可以生产出高质量的铅膏产品,为各个行业和领域提供优质的铅膏材料。
SMT标准回流制程界限
秒
拟制:
批准:
文件编号:SHGAE WI-PE-011
有铅焊膏工艺标准制程界限
℃
250
预热区
恒温区
回流区
冷却区
200 150 100
升温斜率1-4℃/s
升温至150℃时间 50 -120s
温度 150-180℃ 时间 40 -120s
210-230℃时间 10-50s
180℃
超过183℃以上时间 30-90s
降温斜率-4~-1℃/s
秒
拟制:
批准:
文件编号:SHGAE WI-PE-011
无铅焊膏工艺标准回流焊接曲线图
锡膏品名:千住 M705-GRN360-K2-V 锡膏成分:Sn96.5 Ag3.0 Cu0.5 ℃
预热区 250
均温区
回流区
230℃ 20S至30S
冷却区
200 150
升温速率控制在1.5至3℃ 90秒内升温至150℃
维持时间 60-120S
180℃
220℃ 以上 30S至 60S
100
50
0
30
60
90
120 150 180 210 240
秒
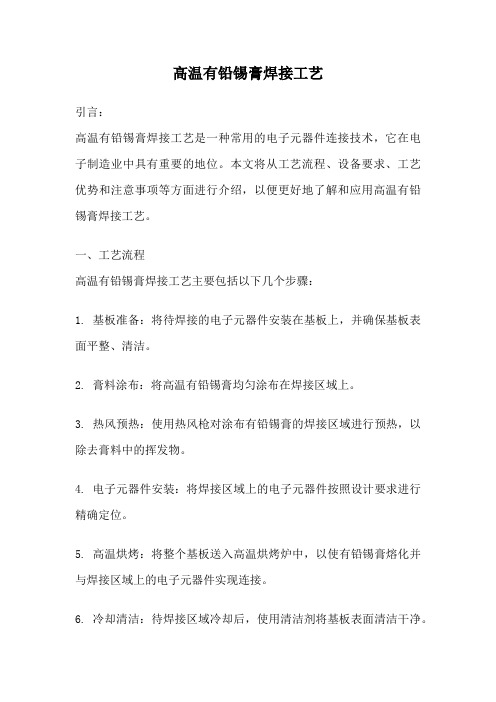
点胶低温工艺标准回流固化曲线图
胶水品名:富士 NE8800K 胶水成分:环氧树脂 ℃
150 最大值:140℃ 100 50
120℃以上大于90秒小于200秒
0
10 20 30 40 50 60 70 80 90 100 110 120
Байду номын сангаас
50
0
30
60
90
120 150 180 210 240
秒
点胶普通工艺标准制程界限
高温有铅锡膏焊接工艺
高温有铅锡膏焊接工艺引言:高温有铅锡膏焊接工艺是一种常用的电子元器件连接技术,它在电子制造业中具有重要的地位。
本文将从工艺流程、设备要求、工艺优势和注意事项等方面进行介绍,以便更好地了解和应用高温有铅锡膏焊接工艺。
一、工艺流程高温有铅锡膏焊接工艺主要包括以下几个步骤:1. 基板准备:将待焊接的电子元器件安装在基板上,并确保基板表面平整、清洁。
2. 膏料涂布:将高温有铅锡膏均匀涂布在焊接区域上。
3. 热风预热:使用热风枪对涂布有铅锡膏的焊接区域进行预热,以除去膏料中的挥发物。
4. 电子元器件安装:将焊接区域上的电子元器件按照设计要求进行精确定位。
5. 高温烘烤:将整个基板送入高温烘烤炉中,以使有铅锡膏熔化并与焊接区域上的电子元器件实现连接。
6. 冷却清洁:待焊接区域冷却后,使用清洁剂将基板表面清洁干净。
二、设备要求高温有铅锡膏焊接工艺需要一些特殊的设备来完成,主要包括以下几种:1. 热风枪:用于预热焊接区域,除去膏料中的挥发物。
2. 焊接机:用于控制焊接温度和时间,确保焊接的质量。
3. 高温烘烤炉:将整个基板送入高温烘烤炉中,使有铅锡膏熔化并与电子元器件连接。
4. 清洁剂:用于清洁焊接后的基板表面,去除焊接过程中产生的残留物。
三、工艺优势高温有铅锡膏焊接工艺相比其他焊接工艺具有以下几个优势:1. 焊接质量高:高温有铅锡膏焊接工艺可以实现高精度的焊接,保证焊接质量的稳定性和可靠性。
2. 焊接速度快:相比传统的手工焊接,高温有铅锡膏焊接工艺可以大大提高焊接速度,提高生产效率。
3. 适应性广:高温有铅锡膏焊接工艺适用于多种基板材料和电子元器件,具有较强的适应性。
4. 成本低:相比其他高端焊接工艺,高温有铅锡膏焊接工艺设备成本相对较低,操作简便,维护成本也较低。
四、注意事项在进行高温有铅锡膏焊接工艺时,需要注意以下几个事项:1. 控制焊接温度:焊接温度过高会导致元器件损坏,温度过低则无法实现焊接连接,因此需要严格控制焊接温度。
铅合金焊接工艺
铅合金焊接工艺
一、介绍
铅合金焊接是指使用含铅成分的焊料进行焊接的一种焊接技术。
铅合金焊接具有低熔点、润湿性好、焊缝性能稳定的特点,广泛应
用于电子、通信、仪器仪表等领域。
二、铅合金焊接的工艺步骤
1. 准备工作
在进行铅合金焊接前,需要进行以下准备工作:
- 确定焊接材料和焊接方法
- 清洁焊接表面,除去氧化物和污染物
- 调整焊接设备,使其适应铅合金焊接的需求
2. 热处理
铅合金焊接前,需要对焊接材料进行一定的热处理,以提高焊
接性能。
常见的热处理方法有退火和时效处理。
3. 焊接操作
进行铅合金焊接时,需要注意以下几点:
- 控制焊接温度,避免过高或过低
- 控制焊接速度,确保焊缝牢固
- 确保焊接接头的对齐和稳定
4. 焊后处理
焊接完成后,需要进行焊后处理,包括焊缝清理、除渣、气孔修补等工作,以提高焊接接头的质量和稳定性。
三、注意事项
在进行铅合金焊接时,需注意以下事项:
- 需要特殊设备和环境进行焊接,确保安全性
- 对焊接操作者进行必要的防护,避免铅中毒风险
- 严格遵守相关法律法规和标准,确保焊接产品的质量和安全性
四、常见问题解答
1. 铅合金焊接的优点是什么?
铅合金焊接具有低熔点、润湿性好、焊缝性能稳定等优点。
2. 铅合金焊接的应用领域有哪些?
铅合金焊接广泛应用于电子、通信、仪器仪表等领域。
以上是关于铅合金焊接工艺的简要介绍,希望对您有所帮助。
高温有铅锡膏焊接工艺

高温有铅锡膏焊接工艺引言:在电子制造领域中,焊接工艺是非常关键的一环,而高温有铅锡膏焊接工艺是一种常用且重要的焊接方式。
本文将从高温有铅锡膏的特点、焊接工艺流程、注意事项等方面进行介绍,以帮助读者更好地理解和应用该工艺。
一、高温有铅锡膏的特点高温有铅锡膏是一种常用的焊接材料,由于其独特的特性而被广泛应用于电子制造业。
其主要特点如下:1. 高温有铅锡膏的熔点通常在183℃以上,适用于高温环境下的焊接工艺。
2. 高温有铅锡膏的熔化速度较快,可以提高焊接效率。
3. 高温有铅锡膏的可靠性较高,焊接后的连接强度好,耐高温性能强。
4. 高温有铅锡膏的润湿性好,能够很好地润湿焊接材料表面,提高焊接质量。
二、高温有铅锡膏焊接工艺流程高温有铅锡膏焊接工艺的流程主要包括以下几个步骤:1. 准备工作:对焊接设备进行检查和准备,确保设备正常工作。
2. 材料准备:将需要焊接的元件和基板进行清洁处理,确保表面干净、无尘、无油污。
3. 膏料印刷:将高温有铅锡膏均匀地印刷在基板焊盘上,确保膏料的厚度和位置符合要求。
4. 贴装元件:将元件按照要求精确地放置在膏料上,注意避免元件的偏移和倾斜。
5. 固化烘烤:将贴装好的基板放入烘烤箱中进行固化,根据高温有铅锡膏的要求设置合适的温度和时间。
6. 冷却清洗:待焊接完成后,将基板冷却并进行清洗,去除焊接过程中产生的残留物。
7. 检测验收:对焊接后的产品进行检测和验收,确保焊接质量符合要求。
三、高温有铅锡膏焊接注意事项在进行高温有铅锡膏焊接时,需要注意以下几个方面:1. 控制温度:焊接过程中需要严格控制温度,避免温度过高或过低对焊接质量造成影响。
2. 控制时间:焊接时间的控制也非常重要,过长或过短的时间都会对焊接效果产生不良影响。
3. 焊接压力:适当的焊接压力可以确保高温有铅锡膏与焊接材料充分接触,提高焊接质量。
4. 避免振动:焊接过程中要避免过大的振动,以免影响焊接的精度和稳定性。
5. 安全操作:在焊接过程中要注意安全操作,避免因操作不当造成人身伤害或设备损坏。
铅材焊接工艺指导书

铅材焊接工艺指导书简介本指导书旨在为焊接工人提供关于铅材焊接的基本知识和操作指导。
铅材焊接是一种常见的焊接方法,广泛应用于电子、建筑和制造行业。
正确的焊接工艺和操作步骤对于确保焊接质量和安全非常重要。
焊接准备- 准备清洁的工作区,确保工作环境干燥、通风良好。
- 确保焊接设备和材料完好无损。
- 根据焊接要求选择合适的焊接材料,并准备好所需的焊接工具和辅助设备。
焊接步骤1. 表面处理:将要焊接的铅材表面清理干净,去除油脂、氧化物等污染物,以确保焊缝质量。
2. 安装焊接设备:根据焊接方法,选择合适的焊接设备,并按照设备操作手册进行正确安装和调试。
3. 焊接参数设置:根据焊接要求,调整焊接设备的焊接参数,如电流、电压和焊接速度等。
4. 预热:对较厚的铅材进行预热,以提高焊接质量和减少应力。
5. 焊接操作:将焊枪或焊条与铅材接触,按照焊接方法进行焊接。
确保焊接过程中焊接材料与铅材完全熔化并形成牢固的焊缝。
6. 检查焊缝:焊接完成后,检查焊缝质量,确保焊缝没有裂纹、夹杂物和未焊透现象。
7. 收尾工作:清理焊接区域的残留物,将设备和材料进行妥善的存放和维护。
安全注意事项- 在焊接过程中,穿戴适当的个人防护装备,包括焊接面罩、手套和防火服等。
- 避免吸入焊接烟雾和金属粉尘,保持良好的通风条件。
- 确保焊接设备接地良好,避免电击和火灾事故的发生。
- 遵守相关法规和标准,确保焊接操作符合安全要求。
结论本指导书提供了关于铅材焊接的基本知识和操作指导。
焊接人员在进行铅材焊接时,应遵循正确的焊接准备、步骤和安全注意事项,以确保焊接质量和操作安全。
焊膏助焊膏生产配方技术
资料随时可以为客户更新。
1、一种铅锡合金焊膏的制备方法及其产品2、金属软焊膏3、通过容纳焊膏堆积使衬底隆起的方法4、纯金饰品用金焊膏5、银基焊膏及银饰品的钎焊方法6、铜基焊膏及铜制饰品的钎焊方法7、银钎焊膏8、焊膏及其制备方法9、制备电路的方法及设备、使焊料均匀和传送焊膏的夹具板10 导电焊膏制造中低温、高导电性、粉末材料的电解沉积11、在利用丝网印刷工艺将焊膏涂敷到印刷电路板上时产生测试图形的方法和设备12、钎料粉末及其制造方法以及纤焊膏13、无铅含锌焊膏14、钎焊膏、使用该钎焊膏的软钎焊方法以及采用该软钎焊方法制备的焊接物15、软钎焊用焊剂及钎焊膏组合物16、制造具有焊膏连接的电路化衬底的方法17、焊膏印刷机以及用焊膏印刷的方法18、无铅焊膏19、一种电子贴装无铅焊膏用助焊剂及其制备方法20、无铅焊膏及其应用21、电子工业用焊膏22、焊料金属、助焊剂和焊膏23、热固性助焊剂、焊膏和焊接方法24、一种自动钎焊用铜焊膏及其制备方法25、低熔点锡锌无铅焊料合金及其焊膏26、纤焊膏焊剂体系27、一种焊膏可印刷性测试装置和测试方法28、无铅焊膏用松香型无卤素助焊剂29、提高可靠性的无铅焊膏30、无铅混合合金焊膏31、焊膏以及印刷电路板32、一种用于判断焊膏成分质量的方法和装置33、在焊膏印刷时使基板和印刷模板对准的方法和装置34、一种印刷焊膏的方法及印锡钢网35、以纳米银焊膏低温烧结封装连接大功率LED的方法36、用于形成互连结构的焊膏以及由焊膏形成的互连结构37、无铅无卤素锡焊膏及其制备方法38、一种自动钎焊用镍焊膏39、用于印刷电路板的焊接设备、焊接方法及焊膏印刷单元40、焊料金属、助焊剂和焊膏41、焊接用焊膏以及利用该焊接用焊膏的焊接方法42、向电路板提供不同水平高度的焊膏43、焊膏44、电子工业用无铅焊膏及制备方法45、利用在UV辐射之后保持其形状的焊膏的焊料凸起构造46、焊膏用Au-Sn合金粉末47、焊膏和方法48、使用焊膏凸块的基板和多层印刷电路板及其制造方法49、焊膏及使用了它的电子机器50、超级合金的焊膏焊接51、一种可变熔点无铅复合焊料和焊膏及其制备和应用方法52、无铅焊膏用低松香型无卤素免清洗助焊剂53、钎焊膏54、一种用于锡铅焊膏的无松香免清洗助焊剂及其制备方法55、用于SnAgCu系无铅焊膏的低松香免清洗助焊剂及其制备方法56、一种用于锡铅焊膏的低松香免清洗助焊剂及其制备方法57、焊膏及电子装置58、一种SMT无铅锡膏用焊膏59、无铅焊料用焊剂及焊膏60、有色金属焊膏半自动焊接设备61、PCB板焊膏印刷用钢网离网机构62、一种印刷焊膏的装置63、金属掩模和使用该金属掩膜印刷无铅焊膏的方法64、低熔点稀土氧化物增强复合无铅钎料焊膏65、一种无铅助焊膏66、散热器焊接用针筒注射式无铅焊膏67、采用不含树脂助熔剂的焊膏68、钎焊膏组合物及其用途69、水洗型耐热软钎料焊膏70、一种高效无腐蚀水基焊膏清洗剂71、锡银锌系无铅焊膏及其制备方法72、焊膏和焊料接头73、纳米无铅焊膏74、二元无铅焊膏75、锡锌系无铅合金焊膏及其制备方法76、铝钎焊用焊膏组合物77、一种适用于低银无铅焊膏制备用松香型无卤素助焊剂78、焊膏和使用该焊膏形成焊块的方法79、焊膏80、无卤素型无铅钎焊膏81、低银SnAgCu无铅焊膏用新型环保型助焊剂82、用于在焊膏印刷机中自动分配焊膏的容器83、一种含有活性控制剂的无松香无铅免洗焊膏84、一种不锈钢钎焊用水性镍焊膏85、焊膏印刷装置及网板清扫方法86、纳米Ag增强低温无铅复合焊膏及其制备方法87、电子工业用无铅无卤环保焊膏88、钎焊用焊剂、钎焊膏组合物及钎焊方法89、钎焊用焊剂及钎焊膏组合物90、纳米Ni增强低温无铅复合焊膏及其制备方法91、纳米Fe增强低温无铅复合焊膏及其制备方法92、一种银钎焊膏的制备方法及制品93、一种无铅低温焊膏用免洗型助焊剂及其制备方法94、连接器用气压点涂式焊膏95、三甲基硅烷基聚倍半硅氧烷颗粒增强型锡银铜复合焊膏及其制备方法96、一种低电阻率锡钎焊料和配套焊膏及其应用97、用于焊膏印刷的掩模及使用该掩模的印刷电路板制造方法98、无铅助焊膏99、使用锡焊膏进行的基板与焊件的接合方法100、一种锡铋铜自包裹复合粉的焊膏及其制备方法101、一种高润湿性的无铅无卤焊膏102、一种焊膏组合物、焊膏及一种助焊剂103、FPC贴片用焊膏印刷装置104、一种助焊膏制备装置1、本套技术资料160元2、资料都为电子版的技术资料,可以根据自己需要选择适合自己的进行打印。