355ml罐装可乐包装系统设计
定量罐装系统的设计与实现

定量罐装系统的设计与实现随着现代工业的快速发展,越来越多的产品需要进行定量罐装。
定量罐装系统可以非常精确地控制物料的分配,从而确保产品的质量和规格。
本文将详细讨论定量罐装系统的设计和实现,包括系统组件、流程和优化。
一、系统组件定量罐装系统通常由以下组件组成:1.容器:容器是用来存放物料的地方,包括原料罐和成品罐。
2.计量装置:计量装置可以根据需要精确地控制物料的分配,通常使用计量泵。
3.控制系统:控制系统可以实时监控计量泵的运行状态,并根据需求调整罐装流程,常用的控制系统包括PLC控制系统和微型机控制系统。
4.输送系统:输送系统用于将物料从原料罐输送到成品罐,通常使用输送管道或管道组装。
输送系统需要与计量泵紧密配合,确保物料定量精度。
二、流程设计定量罐装系统的运行流程分为以下几个步骤:1.准备工作:包括原料罐和成品罐的清洗、计量泵的检验和调整、控制系统的设置等。
2.起动系统:启动控制系统、计量泵和输送系统,确保物料能够顺畅地输送和计量。
3.套袋:将袋子套在成品罐下方,并通过人工、机械或气动等方式将袋子张开。
4.充装:将物料充填进袋子中。
充填过程需要根据产品规格调整计量泵的输出,确保产品的准确计量。
5.热封:将袋子的开口通过热封的方式封闭起来。
热封需要根据不同的袋子材质和物料类型进行调整,以确保封口质量和完整性。
6.成品罐替换:当成品罐装满时,需要将其更换成新的成品罐,以保证罐装过程的连续性。
三、优化方案定量罐装系统是一个非常复杂的系统,需要通过优化方案来提高其效率和准确性。
以下是一些常见的优化方案:1.使用精密计量泵:精密计量泵可以更加精确地控制罐装过程,从而提高物料计量的准确性。
2.优化输送系统:输送系统的设计和优化可以提高物料的输送速度,并避免物料积压或泄漏等问题。
3.改进热封技术:热封技术的改进可以提高封口的质量和速度,从而缩短罐装周期和提高生产效率。
4.增加自动控制功能:通过增加自动控制功能,可以减少人力操作的误差,提高罐装的准确性和效率。
打包饮料包装设计方案
打包饮料包装设计方案
设计方案:
1. 总体概述:
本设计方案旨在打造一种具有吸引力、富有创意的饮料包装,以吸引消费者目光,提升产品的市场竞争力。
2. 包装理念:
以自然、健康和活力为主题,通过色彩和图案的组合,传达
产品与消费者之间的关联和共鸣。
3. 色彩选择:
选取鲜艳而又不失温和的色彩,如绿色、蓝色、黄色等,来
营造清新、舒适的感觉,同时也能传达产品的自然、健康属性。
4. 图案设计:
采用简洁而富有个性的图案设计,如鲜果形状、植物元素等,来呈现产品与天然原料的紧密联系,以及产品的活力和清新感。
5. 材质选择:
选用环保友好的材质,如可回收的纸盒、纸袋,以及可降解
的塑料材料,来传达产品的可持续发展理念,符合现代社会对环保的追求。
6. 文字设计:
使用简洁明了的文字描述,如产品名称、成分列表、健康宣
传语等,以便消费者快速了解产品信息。
文字的排版和字体选
择可以结合图案设计风格,保持一致性和整体美感。
7. 包装结构:
设计一个便于打开和倒出饮料的包装结构,以提升产品的用户体验。
同时,要确保包装具有足够的密封性和耐用性,能够保持产品的质量和卫生。
8. 市场定位:
针对特定的消费群体进行市场定位,如年轻人群体、健康追求者等,通过包装设计来吸引目标人群的关注,并传达产品的核心价值和优势。
9. 参考与测试:
在设计过程中,可以参考其他成功的饮料包装设计案例,并进行功能测试和市场调研,以获得消费者的反馈和意见,不断优化设计方案。
请注意,在实际设计中,建议根据具体情况进行调整和改进,以满足产品的需求和市场的变化。
易拉罐碳酸饮料生产线工程设计方案1

第一章、工程介绍工程名称:易拉罐碳酸饮料生产线工程简介:整线包括卸垛机、灌装机、封罐机、混合机、温罐机、人工包装或全自动纸箱包装机〔二选一〕、冲罐翻罐输送等。
额定产量: 300罐/分钟产品:碳酸饮料适用罐型:355ml易拉罐冲罐介质:纯洁水冲洗灌装方式:采用等压灌装灌装温度:含气饮料采用4~6℃灌装输罐方式:空实罐为动力输送灌装生产线流程示意图:水处理调配混合机卸垛机冲罐机〔带翻罐〕灌装机封罐机检测液位包装翻罐喷码吹干温罐机翻罐第二章、工程涉及的设备及价格报价单位:人民币万元第三章、主要设备描述及技术参数一、卸垛机(含出罐平台)1.适用范围:对各种金属罐进展分层卸垛2.构造组成及材质:〔1〕地脚入罐平台输送链,可预备放置三个包装体。
碳钢构造。
〔2〕分层卸罐主机室。
框架碳钢构造,三面内主板为3mm厚不锈钢板。
〔3〕卸罐主机室内短输送链。
碳钢构造。
〔4〕出罐输送平台,高3.3米,宽1.2米,长5米。
不锈钢外观构造,进口美国Rexnord 4707型优质塑钢网链。
〔5〕栈板出板输送链及气动升降自动叠板机,碳钢构造。
〔6〕减速电机自锁式罐体升降系统,升降速度变频控制,碳钢构造。
〔7〕采用三菱〔MITSUBISHI〕PLC可编程控器、升降电机用三菱〔MITSUBISHI〕变频器、施克〔SICK〕光电开关、施耐德〔SCHNEIDER〕行程开关及按钮、西门子〔SIEMENS〕接触器等〔8〕纸板放置平台,碳钢构造。
〔9〕宽阔高架行人平台及踏梯。
碳钢构造。
〔10〕所有电机采用国产电机。
3.功能:本机升降由电眼感应自动控制分层上升,自动定位,罐体由电眼控制自动出罐。
由人工抽出每层罐的隔层纸板。
空栈板自动装叠。
4.技术参数:〔1〕生产能力: 300罐/分钟〔2〕电源:动力电源380V × 50 Hz× 3控制电源220V × 50 Hz ×2功率:6KW〔3〕空气源:使用压力 6kg/cm2〔4〕使用栈板的尺寸:1100mm ×1400mm〔5〕可卸最大高度:2300mm〔6〕机体尺寸:长12.2米×宽3.5米×高3.8米注:人工推罐的机型配置和上略有不同。
碳酸饮料瓶包装工艺学课程设计

碳酸饮料瓶包装工艺学课程设计碳酸饮料瓶包装工艺学课程设计一、引言碳酸饮料瓶包装工艺学是研究碳酸饮料瓶的生产、包装和质量控制等方面的学科。
本课程设计旨在通过对碳酸饮料瓶包装工艺的深入研究,探索最佳的生产流程和质量控制方法,以提高碳酸饮料瓶的生产效率和产品质量。
二、背景知识1. 碳酸饮料瓶的材质:常见的碳酸饮料瓶材质有聚乙烯(PE)、聚丙烯(PP)、聚对苯二甲酸乙二醇(PET)等。
2. 碳酸饮料瓶的生产过程:包括原材料准备、注塑成型、冷却定型、喷码标签、灌装密封等环节。
3. 碳酸饮料瓶的包装要求:防震防漏、易于搬运和储存、美观大方等。
三、工艺流程1. 原材料准备a. 根据产品要求选择适当的材料,如PET等。
b. 进行原材料的配比和混合,确保材料质量稳定。
2. 注塑成型a. 将准备好的原材料放入注塑机中。
b. 设置注塑机的工艺参数,如温度、压力等。
c. 开始注塑成型,并通过模具将熔融的原材料注入模具中。
d. 等待注塑过程完成后,取出成型的碳酸饮料瓶。
3. 冷却定型a. 将成型的碳酸饮料瓶放入冷却装置中进行快速冷却,使其固化和定形。
b. 控制冷却时间和温度,以确保碳酸饮料瓶具有良好的物理性能。
4. 喷码标签a. 在碳酸饮料瓶上喷码标签,包括生产日期、批号、条形码等信息。
b. 使用喷码机进行喷码操作,并确保喷码清晰可读。
5. 灌装密封a. 准备好碳酸饮料,并将其倒入已经成型的瓶子中。
b. 确保灌装过程中不会出现漏液或污染等问题。
c. 使用封口机对瓶子进行密封,确保产品的密封性和保质期。
四、质量控制1. 原材料质量控制a. 对原材料进行严格的检测和筛选,确保其符合相关标准。
b. 定期抽样检测原材料的物理性能和化学成分。
2. 注塑成型质量控制a. 监控注塑机的工艺参数,如温度、压力等,以确保成型质量稳定。
b. 对成型的碳酸饮料瓶进行外观检查和尺寸测量,排除缺陷产品。
3. 冷却定型质量控制a. 控制冷却时间和温度,以确保碳酸饮料瓶具有一致的物理性能。
等级包装设计案例
等级包装设计案例咱都知道可口可乐这饮料界的大明星,它的包装设计在等级包装这块就很有一套。
一、普通版包装。
1. 瓶身设计。
可口可乐的普通版塑料瓶那是超级经典。
透明的塑料瓶身,一眼就能看到里面诱人的黑色可乐液体。
瓶身的曲线很贴合人手,拿着方便又舒服,就像是为手量身定制的小窝一样。
而且上面的标签,红色为主色调,白色的可口可乐英文“Coca Cola”字样超级醒目,就像在大声喊着“我在这儿呢,快来喝我”。
这个红色啊,特别鲜艳,在超市货架上那是相当吸引眼球,就像一群人中最耀眼的明星。
易拉罐的普通版也是经典中的经典。
银色的罐体,配上那标志性的红色可口可乐标志和白色字体,简洁又大气。
罐体上还有一些小小的棱纹,一方面增加了罐体的强度,另一方面拿在手里也不容易滑,这小细节做得相当贴心。
2. 营销目的。
这种普通版包装主要是面向大众日常消费的。
它价格亲民,你在大街小巷的便利店、超市都能轻松找到。
它的设计就是要做到简单明了,让消费者一眼就能认出是可口可乐,然后毫不犹豫地放进购物篮。
就像是一个老朋友,大家都熟悉它的样子,不需要过多的花哨装饰就能赢得消费者的喜爱。
二、纪念版包装。
1. 瓶身设计。
可口可乐经常会推出纪念版包装。
比如说在世界杯期间,瓶身就会印上各国的国旗或者是足球明星的图案。
像有一届世界杯,它的瓶身印上了梅西的超酷照片,那对于梅西的球迷来说,简直就是必须收藏的宝贝。
瓶子的形状可能也会有一些小变化,比如做成足球的形状或者是带有一些世界杯元素的特殊造型。
还有一些节日纪念版,像圣诞节的时候,瓶身会变成白色为主色调,印上圣诞老人、驯鹿、雪花这些圣诞节元素,红色的可口可乐标志在白色瓶身上就像一个温暖的小太阳。
而且瓶盖可能也会设计成特殊的形状,像是一个小铃铛之类的,超级可爱。
2. 营销目的。
纪念版包装主要是为了抓住特殊事件或者节日的营销热点。
它能吸引那些对特定事件或节日有浓厚兴趣的消费者,而且还能激发消费者的收藏欲望。
你想啊,对于球迷来说,收集一套世界杯纪念版可口可乐瓶,那多有成就感。
包装系统课程设计

包装系统课程设计一、教学目标本课程的学习目标包括知识目标、技能目标和情感态度价值观目标。
知识目标要求学生掌握包装系统的基本概念、组成部分、工作原理和设计方法。
技能目标要求学生能够运用所学知识进行包装系统的分析和设计,提高实际操作能力。
情感态度价值观目标要求学生培养对包装系统的兴趣和热情,增强环保意识和创新精神。
通过分析课程性质、学生特点和教学要求,我们将目标分解为具体的学习成果。
学生将通过课堂学习、实践操作和小组讨论,逐步掌握包装系统的基本知识,提高实际应用能力。
同时,学生将培养对包装系统的热爱,增强团队协作和沟通能力。
二、教学内容根据课程目标,我们选择和了以下教学内容:1.包装系统的基本概念:介绍包装系统的定义、功能和分类,使学生了解包装系统在生产和物流中的重要性。
2.包装系统的组成部分:讲解包装材料、包装结构、包装设备和技术,帮助学生掌握包装系统各部分的作用和相互关系。
3.包装系统的工作原理:阐述包装系统的流程、工艺和操作方法,培养学生对包装系统运行机制的理解。
4.包装系统的设计方法:介绍包装系统设计的原则、方法和步骤,引导学生学会运用所学知识进行包装系统的分析和设计。
5.包装系统的应用案例:分析实际生活中的包装系统案例,让学生了解包装系统在不同领域的应用和挑战。
三、教学方法为了激发学生的学习兴趣和主动性,我们采用以下教学方法:1.讲授法:通过讲解包装系统的基本概念、工作原理和设计方法,使学生掌握相关知识。
2.讨论法:学生进行小组讨论,培养学生的思考能力和团队协作精神。
3.案例分析法:分析实际生活中的包装系统案例,让学生学会将理论知识应用于实际问题。
4.实验法:安排学生进行包装系统实验,提高学生的实际操作能力和创新能力。
四、教学资源为了支持教学内容和教学方法的实施,我们选择和准备以下教学资源:1.教材:选用权威、实用的教材,为学生提供系统、全面的学习资料。
2.参考书:推荐学生阅读相关参考书籍,丰富学生的知识体系。
饮料包装设计方案
饮料包装设计方案饮料包装设计方案一、设计背景随着人们对生活品质的要求不断提高,饮料作为生活中不可缺少的一部分,包装设计也变得越发重要。
良好的包装设计既能引起消费者的购买兴趣,也能保护饮料的品质,提高产品的附加值。
二、设计目标1. 突出产品特色:通过包装设计突出饮料的特色,使其在众多竞争产品中脱颖而出。
2. 提高产品辨识度:通过独特的包装设计,使消费者能够一眼辨认出该产品,并形成品牌记忆。
3. 强调产品的健康与环保特性:推出环保材料制作的包装,强调产品的健康与环保特性,符合现代消费者对健康生活方式的追求。
三、设计方案1. 包装外观设计饮料的包装外观设计应该简约大方、美观耐看。
可以尝试采用瓶身造型的创新设计,例如采用造型独特的塑料瓶身,呈现流线型的外观,增加产品的科技感和现代感。
同时,在瓶身上印制有产品特色的图案或标志,如植物、水果等,增加产品的识别度和吸引力。
2. 包装材料选择考虑到现代消费者对环保的重视,包装材料可以选择使用PETG材料,它具有良好的透明度、韧性和可塑性,同时也可以通过回收再利用来减少对环境的影响。
3. 包装尺寸设计包装尺寸的设计应该便于携带和储存,方便消费者在户外运动、旅行等情况下方便携带。
同时,也要考虑到包装尺寸对产品保质期的影响,避免产品在运输过程中受损。
4. 包装标签设计包装标签应该清晰、明了地标示产品的名称、种类、规格、生产商等相关信息。
可以使用亮丽的色彩和吸引人的图案,增加产品的视觉效果。
5. 包装使用说明设计为了方便消费者使用饮料,可以在包装上加上使用说明,如适宜的饮用温度、使用方法等,以提醒消费者正确使用产品。
四、设计效果及创新点通过以上设计方案的实施,可以达到以下效果和创新点:1. 突出产品特色,通过独特的包装设计使产品在市场上与其他产品有明显的区别。
2. 提高产品的辨识度,通过独特的外观设计和标志,使消费者能够一眼辨认出该产品。
3. 强调产品的健康与环保特性,通过使用环保材料和清晰的包装标签,传达产品的健康与环保形象。
碳酸饮料自动灌装生产线ioa设计

碳酸饮料自动灌装生产线ioa设计1、系统概述本系统是一个自动灌装碳酸饮料的生产线,采用PLC控制,实现自动灌装、消毒、贴标等工序,提高生产效率,减少人工成本。
2、系统功能(1)自动灌装:系统将碳酸饮料灌装到瓶子中,根据设定的容量自动控制灌装过程,实现自动灌装。
(2)自动消毒:系统自动控制灌装后的瓶子进行消毒,以确保生产的产品清洁卫生。
(3)自动贴标:系统自动控制消毒后的瓶子进行贴标,以确保生产的产品符合规定的标准。
(4)自动检测:系统自动检测每一瓶产品,以确保生产的产品质量达标。
3、系统设计(1)系统结构:系统采用PLC控制,结合传感器、马达、机械手、贴标机等元器件实现自动灌装、消毒、贴标等工序的自动控制。
(2)系统编程:系统采用PLC语言进行编程,实现自动控制,并实现自动检测功能。
(3)系统监控:系统采用SCADA软件实现远程监控,可实时监控系统的运行状态,并可对系统进行远程控制。
4、自动灌装生产线IOA设计1. 输入:(1)瓶子放置装置:用于放置空瓶,并将空瓶送入灌装机。
(2)灌装机:用于将碳酸饮料灌装到瓶子中。
(3)灌装检测装置:用于检测灌装是否正确,如果不正确,则将瓶子送回灌装机重新灌装。
(4)封口机:用于将瓶口封口。
(5)封口检测装置:用于检测封口是否正确,如果不正确,则将瓶子送回封口机重新封口。
(6)热封机:用于热封瓶口,以防止碳酸饮料泄漏。
(7)热封检测装置:用于检测热封是否正确,如果不正确,则将瓶子送回热封机重新热封。
(8)包装装置:用于将灌装完成的碳酸饮料瓶进行包装。
2. 输出:(1)碳酸饮料灌装完成的瓶子。
(2)碳酸饮料灌装完成的瓶子经过封口、热封和包装后的成品。
易拉罐形状和尺寸的最优设计
承诺书我们仔细阅读了中国大学生数学建模竞赛的竞赛规则.我们完全明白,在竞赛开始后参赛队员不能以任何方式(包括电话、电子邮件、网上咨询等)与队外的任何人(包括指导教师)研究、讨论与赛题有关的问题。
我们知道,抄袭别人的成果是违反竞赛规则的, 如果引用别人的成果或其他公开的资料(包括网上查到的资料),必须按照规定的参考文献的表述方式在正文引用处和参考文献中明确列出。
我们郑重承诺,严格遵守竞赛规则,以保证竞赛的公正、公平性。
如有违反竞赛规则的行为,我们将受到严肃处理。
我们参赛选择的题号是(从A/B/C/D中选择一项填写): C我们的参赛报名号为(如果赛区设置报名号的话):所属学校(请填写完整的全名):中央财经大学参赛队员(打印并签名) :1. 张文姝2. 史云涛3. 王腾指导教师或指导教师组负责人(打印并签名):指导小组日期:2006年 9月 18 日赛区评阅编号(由赛区组委会评阅前进行编号):编号专用页赛区评阅编号(由赛区组委会评阅前进行编号):全国统一编号(由赛区组委会送交全国前编号):全国评阅编号(由全国组委会评阅前进行编号):易拉罐形状和尺寸的最优设计摘要在我们的日常生活中,易拉罐产品的畅销量很大。
以规格为355ml为例,可口可乐等碳酸饮料,以及啤酒的饮料罐,在中国大陆的包装很多都是采取统一的形式。
这种标准化的设计,可以取得规模效益的优势,其存在的广泛性也说明了其设计具有一定的合理性。
但是,如果从数学模型来考虑,如何设计才能保证所耗材料最省,即达到成本的最小化。
这个问题的探讨,对于大规模生产易拉罐的厂商以及使用者,都将会是一个很有意义的。
问题一要求实际测量易拉罐的各种尺寸数据,我们小组以355ml的可口可乐易拉罐作为模型,采取一些简化的方法,进行了相关数据的测量,并将数据以列表形式表示出来。
对于问题二的处理,我们小组在合理假设的前提下,建立了非线性最优化模型。
并采取了多元函数求极值的常用方法,利用了一些相关的数据,对模型进行了求解。
课程设计 饮料罐装生产流水线的PLC控制
第一章工艺过程分析和控制要求饮料灌装机用于罐装各种各样的瓶装饮料,适合大中型饮料生产厂家。
早期的罐装机械大多数采用容积泵式、蠕动泵式作为计量方式。
这些方式存在一些缺点。
例如:罐装精度和稳定性难以保证、更换罐装规格困难等。
本系统采用的饮料分装计量是通过时间和单位时间流量来确定的,计量精度由可编程控制器(PLC)控制确定。
PLC控制具有编程简单、工作可靠、使用方便等特点,在工业自动化控制领域应用广泛。
专为PLC应用而设计的触摸屏集主机、输入和输出设备于一体,适合在恶劣的工业环境中使用。
饮料灌装装置主要包括两部分:恒压储液罐灌液和计数部分。
在恒压储液罐灌液中,里面有上限液位和下限液位传感器,它们被淹没时是1状态。
液面低于下限液位时恒压储液罐为空。
饮料通过进液电磁阀流入恒压储液灌,液面到达上限位时进液电磁阀断电关闭,使液位保持稳定。
恒压储液罐下面是罐装头部分,共有若干个灌装头。
夹瓶装置由气缸1驱动下降,下降到位后,夹瓶装置由气缸2夹紧定位,下降及夹紧由行程开关控制位置。
定位夹紧后,罐装头由气压缸3驱动下降,到位后灌装头电磁阀打开,开始灌液,延时后电磁阀关闭,通过电磁阀的开启达到罐装容量控制。
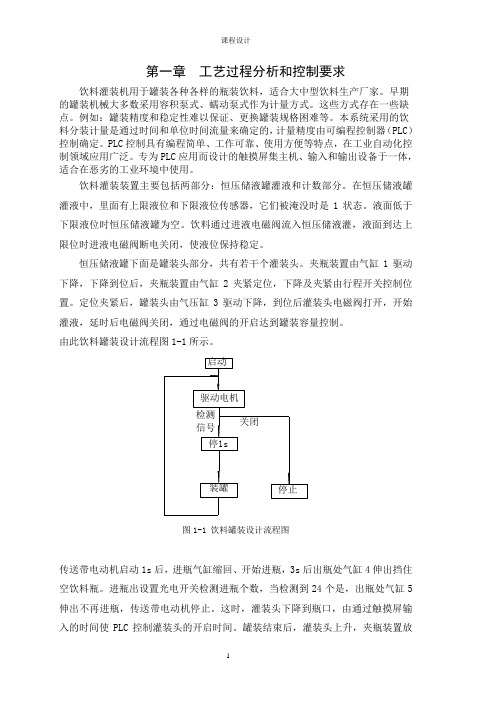
由此饮料罐装设计流程图1-1所示。
图1-1 饮料罐装设计流程图传送带电动机启动1s后,进瓶气缸缩回、开始进瓶,3s后出瓶处气缸4伸出挡住空饮料瓶。
进瓶出设置光电开关检测进瓶个数,当检测到24个是,出瓶处气缸5伸出不再进瓶,传送带电动机停止。
这时,灌装头下降到瓶口,由通过触摸屏输入的时间使PLC控制灌装头的开启时间。
罐装结束后,灌装头上升,夹瓶装置放松、上升。
出瓶处气缸缩回,传送带电动机有开始启动,1s后进瓶处气缸5缩回,光电开关开始检测进瓶个数。
工艺控制要求如下:(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动饼一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警(3)用两个传感器和若干加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶。
可口可乐包装设计

可口可乐包装设计
一、设计背景
现今,可口可乐作为一款经典汽水品牌,在世界各地拥有大量粉丝和拥护者。
可口可乐的包装一直备受瞩目,因为它不仅仅是一款汽水品牌,它改变着人们心灵的视角,表达着精神上的向往,与消费者的情感相连。
有效的包装设计,不仅仅是传达行业信息和解决实际需求的一种实用性工具,还可以激发消费者的购买欲望,甚至可以让消费者分享一种相同的文化。
基于此,在重新设计可口可乐包装时,应该考虑以下几个方面:
1.在提升产品的吸引力的同时,更强调可口可乐的经典历史文化;
2.建立一个杰出的可口可乐品牌形象,让消费者感受到可口可乐与众不同;
3.实现简单而又醒目的外观形式,强化立体感;
4.让消费者感受到可口可乐传递的活力,并与可口可乐更加贴近。
二、设计要点
1.色彩:选用可口可乐固定标志颜色红色作为主要色调,表达品牌的认知度和有区分度,同时加入一些淡色,温和、自然的色调配合,使设计更具有活力和时尚感。
2.历史文化:运用可口可乐在历史上的成就以及所代表着的文化历史进行设计,考虑加入可口可乐的历史文化,以呈现可口可乐的不断发展,正在不断改变消费者日常生活的特性。
包装系统设计课程设计

包装系统设计课程设计一、教学目标本课程旨在让学生了解和掌握包装系统设计的基本理论、方法和实践技能。
通过本课程的学习,学生应能理解包装系统的功能、组成和设计原则,掌握包装材料的选择和应用,了解包装技术的发展趋势。
在知识目标方面,学生需要掌握包装系统的基本概念、包装材料的特点和应用、包装技术的发展趋势。
在技能目标方面,学生需要能够运用所学知识进行包装系统的设计和分析,能够选择合适的包装材料和工艺,提高包装系统的功能和性能。
在情感态度价值观目标方面,学生需要培养对包装系统设计的兴趣和热情,提高创新意识和团队协作能力,增强环保意识和可持续发展观念。
二、教学内容本课程的教学内容主要包括包装系统设计的基本理论、方法和实践。
第一部分:包装系统设计基本理论。
介绍包装系统的功能、组成和设计原则,包括包装材料、包装结构、包装技术等方面的知识。
第二部分:包装材料的选择和应用。
介绍常见包装材料的性质、特点和应用,包括塑料、纸箱、金属、玻璃等材料。
第三部分:包装系统设计实践。
通过案例分析、实验等环节,使学生掌握包装系统设计的方法和技巧,提高实际操作能力。
三、教学方法为了提高教学效果,本课程将采用多种教学方法,包括讲授法、案例分析法、实验法等。
讲授法:通过教师的讲解,使学生掌握包装系统设计的基本理论和方法。
案例分析法:通过分析实际案例,使学生了解包装系统设计的实践技巧和应用。
实验法:通过动手实验,使学生掌握包装材料的选择和应用,提高实际操作能力。
四、教学资源为了支持本课程的教学,我们将准备以下教学资源:教材:《包装系统设计》。
参考书:相关包装设计的书籍和论文。
多媒体资料:包装设计的图片、视频等。
实验设备:包装材料、包装结构等实验设备。
五、教学评估为了全面、客观地评估学生在包装系统设计课程中的学习成果,我们将采用多种评估方式。
平时表现:通过课堂参与、提问、讨论等环节,评估学生的学习态度和理解能力。
作业:布置相关的设计作业,评估学生的设计能力和应用能力。
自动饮料灌装系统的设计(毕业设计)

摘要随着工业自动化水平日益提高,众多工业企业均面临着传统生产线的改造和重新设计问题。
PLC(可编程序控制器)是以微处理器为核心的工业控制装置,它将传统的继电器控制系统与计算机技术结合在一起,近年来在工业自动控制、机电一体化、改造传统产业等方面得到普遍应用。
作为通用工业控制计算机,其实现了工业控制领域接线逻辑到存储逻辑的飞跃,在世界工业控制中发挥着越来越重要的作用。
在饮料行业,自动化生产线的生产方式是推广的最普及的一种生产模式,它促使灌装的速度大幅提升,同时也使得灌装精度更高,给企业带来了不可小觑的生产力。
鉴于此,设计者利用PLC的功能和特点设计出了一款饮料灌装生产流水线控制系统。
本文所涉及的饮料灌装自动化生产线采用PLC控制,流量计计量,确保了灌装的速度和精度。
本文详细论述了饮料灌装机控制系统的设计步骤,通过对灌装机系统的充分了解,以行业现状为出发点,结合其他行业自动控制技术的应用情况,提出了基于PLC的饮料灌装机控制系统的基本结构。
本系统设计中完成了饮料灌装机控制系统的硬件的配置和软件方面的设计,实现了饮料灌装机控制系统的自动化。
对劳动生产率的提高,对饮料的质量和产量的提高都具有深远的意义。
利用PLC控制饮料灌装生产过程,可有效提高灌装生产效率,并显著增加控制系统的可靠性和柔性。
关键词:可编程控制器;自动化;灌装;生产线AbstractWith the increasing level of industrial automation, many industrial enterprises are faced with the transformation of traditional production line and re-design problem. PLC (programmable logic controller) is a microprocessor as the core of industrial control devices, it will relay the traditional control system combined with computer technology in recent years in industrial automation, mechanical and electrical integration, the transformation of traditional industries such as generally applied. As a general-purpose industrial control computer, the realization of industrial control wiring logical leap in logic to storage, industrial control in the world is playing an increasingly important role. In beverage industry, automated production line mode of production is to promote the most popular a kind of production mode, it causes the filling speed increases, but make the filling a higher precision, to bring enterprise cannot small gaze of productivity. In view of this, the designers of the use of PLC functions and features designed a beverage filling production line control system.This paper involves the drinks filling automation production line adopts PLC control, flow meter metering, insure the filling speed and precision.This paper describes in detail the control system of the drinks filling machine design steps, a brief introduction of the drinks filling machine control system and base on the self-industry and the application of the other trade on auto-control technique, proposed the frame of the control system based on programmable logical controller. This design completes the drinks production line hardware configuration and software design, to a chieve the automation of the carbonated drinks filling machine. Not only improve the labor productivity, but also has far-reaching significance of the improvement of quality and yield.PLC control of the use of beverage filling production process, which can effectively improve the production efficiency of filling, and significantly increase the reliability of control systems and flexible. Keywords: Programmable controller;Automation;Filling;Production line目录摘要 (I)ABSTRACT ................................................................................................................. I I 前言 .. (1)1.概述 (2)1.1概论 (2)1.2设计任务与要求 (3)1.3相关预备知识 (3)1.3.1 PLC的定义 (3)1.3.2 PLC的基本组成 (3)1.3.3 PLC的功能与特点 (4)1.3.4 PLC的应用范围 (4)1.4总体方案设计 (5)2.系统机械结构设计 (7)2.1电机的选择 (7)2.1.1 丝杠电机的选择 (7)2.1.2 传送带电机的选择 (10)2.2滚珠丝杠副的计算 (11)2.2.1 最大工作载荷F m的计算 (11)2.2.2 最大动载荷C的计算 (11)2.2.3 额定动载荷C a的校核 (11)2.2.4 刚度的验算 (12)2.3滚动轴承的选择 (12)2.3.1 丝杠滚动轴承的选择 (13)2.3.2 滚筒滚动轴承的选择 (13)2.4联轴器的选择 (14)2.4.1 传送带电机联轴器的选择 (14)2.4.2 丝杠电机联轴器的选择 (14)2.5灌装机储液箱的尺寸确定 (14)3.电气控制系统硬件设计 (15)3.1总体方案分析 (15)3.2控制系统的I/O点及地址分配 (15)3.2.1 输入信号I/O点地址分配 (15)3.2.2 输出信号I/O点地址分配 (16)3.3电气元件选型 (17)3.3.1 PLC的选型 (17)3.3.2 断路器的选型 (17)3.3.3 接触器的选型 (18)3.3.4 行程开关的选型 (18)3.3.5 光电传感器的选型 (18)3.3.6 流量计的选型 (19)3.3.7 电磁阀的选型 (19)3.4电气控制系统原理图 (20)3.4.1 电气原理图总体设计 (20)3.4.2 传送带电机接线图 (20)3.4.3 丝杠电机接线图 (21)3.4.4 电磁阀接线图 (22)3.4.5 控制系统接线图 (22)4.电气控制系统软件设计 (23)4.1STEP7-M ICRO/WIN软件介绍 (23)4.2电气控制系统程序设计 (25)4.2.1 电气控制系统流程图 (25)4.2.2 传送带前进 (26)4.2.3 光电传感器开始计瓶数 (27)4.2.4 喷口下压 (28)4.2.5 系统开始进行灌装 (29)4.2.6 喷口上抬 (30)4.3PLC程序调试 (31)4.3.1 调试思路 (31)4.3.2 调试结果 (31)总结与体会 (34)致谢 (35)参考文献 (36)附录:系统程序梯形图 (37)前言工业现代化的进程,对生产过程的自动控制和信息通信提出了更高的要求。
355ml罐装可乐包装系统设计

355ml罐装可乐包装系统设计简介随着可乐这种碳酸饮料的普及和市场需求的增大,相应的包装系统也变得越来越重要。
本文将介绍一种针对355ml罐装可乐的包装系统设计方案,包括可乐罐的结构、包装流程、生产线设备等方面的介绍。
可乐罐的结构首先,我们要了解355ml罐装可乐的结构。
它通常由铁制罐体、铝制盖子、防水塑料垫、压力平衡阀、易拉罐环等部分组成。
其中,铁制罐体是罐装饮料的容器,具有一定的强度和密封性,防水塑料垫和压力平衡阀保证罐装饮料的稳定性和口感,易拉罐环方便消费者开启罐装饮料。
包装流程基于可乐罐的结构特点,我们设计了以下包装流程:1.罐体清洗:将铁罐体清洗干净,除去表面污染物。
2.喷涂保护漆:在铁罐体表面喷涂一层防锈漆,提高其耐腐蚀性。
3.烤漆处理:对于喷涂了保护漆的铁罐体,进行烤漆处理,使其耐久度和美观度更高。
4.灌装可乐:将准备好的可乐注入到罐体中。
5.给易拉罐环安装:在罐体顶部安装易拉罐环,方便消费者开启罐装饮料。
6.包装成箱:将装有可乐的罐体按照设定数量装入纸箱中,然后贴上标签。
生产线设备为了实现上述的包装流程,我们需要以下设备:1.清洗机:用来清洗铁罐体表面的污渍和杂质。
2.喷涂机:喷涂防锈漆,提高铁罐体的耐腐蚀性。
3.烤漆炉:对喷涂了防锈漆的铁罐体进行烤漆处理。
4.灌装机:将可乐装入铁罐体中,需要一定的计量和灌装速度。
5.易拉罐环安装机:自动安装易拉罐环,提高生产效率。
6.包装机:将装好可乐的罐体包装成纸箱。
需要注意的是,以上设备的制造品质和性能都需要符合标准,以保证整个包装系统的质量和生产效率。
结论本文介绍的355ml罐装可乐包装系统设计方案主要包括可乐罐的结构、包装流程和生产线设备等方面的内容。
在实际生产中,需要根据具体情况进行调整和改进,以达到更优的包装系统设计效果。
可口可乐包装教学设计
可口可乐包装教学设计在当今消费市场上,产品包装是至关重要的一环。
一个吸引人、独特而有创意的包装设计可以帮助产品在竞争激烈的市场中脱颖而出。
本文将为您介绍可口可乐包装的教学设计,旨在帮助学生了解包装设计的基本原则,并激发他们的创造力和设计思维。
1. 设计目标在进行包装教学设计之前,首先需要明确设计的目标。
对于可口可乐包装设计来说,设计目标可能包括以下几个方面:- 强调品牌特色:可口可乐作为全球知名品牌,其包装设计应该能够清晰地传达品牌的核心价值和个性特征。
- 提升产品形象:包装设计应该能够为可口可乐营造出高品质、时尚而令人愉悦的形象。
- 引起购买欲望:包装设计应该能够吸引消费者的眼球,并激发他们的购买欲望。
2. 可乐包装的关键元素在进行可口可乐的包装设计时,以下几个元素是不可或缺的:- 标志性的红色:可口可乐的标志性红色是其品牌特色的核心元素之一,因此,在包装设计中要充分利用红色的鲜艳和活力。
- 品牌logo和名称:包装设计必须清晰地展示可口可乐的品牌logo和名称,以便消费者一眼就能够辨认出产品。
- 瓶身形状:无论是玻璃瓶还是塑料瓶,可口可乐的瓶身形状都是其包装设计的重要组成部分。
瓶身的形状可以通过创新和独特的设计来吸引消费者的注意力。
- 图形和图案:包装设计可以使用各种图形和图案来代表可口可乐的特点和形象。
例如,可以使用波浪形图案来表达可口可乐的活力和清爽感。
3. 设计步骤下面是进行可口可乐包装教学设计的基本步骤:- 研究竞争对手:首先,让学生研究可口可乐的竞争对手的包装设计。
这样可以帮助他们了解市场上的包装趋势和设计风格。
- 创意发散:鼓励学生进行创意发散,尝试各种不同的设计概念和元素组合。
可以使用手绘或计算机辅助设计软件来进行设计。
- 选择最佳设计:学生根据设计目标和创意发散的结果,选择最佳的包装设计方案。
鼓励他们进行讨论和评估,以便做出更好的选择。
- 打样和展示:在设计方案确定之后,学生可以制作包装打样,并进行展示和评审。
包装规则355

包装规则355一、什么是包装规则355包装规则355是一种针对包装设计的标准,旨在确保产品包装的安全性、可靠性和便利性。
该规则由国际包装标准化组织(ISO)制定,广泛应用于全球各个行业。
二、包装规则355的重要性2.1 保护产品包装规则355的首要目标是保护产品免受损坏和污染。
通过合理的包装设计,可以降低产品在运输、储存和销售过程中遭受的外部冲击和压力,保证产品的完整性和质量。
2.2 提高运输效率合理的包装设计可以提高运输效率,减少货物的体积和重量,降低运输成本。
符合包装规则355的包装设计可以最大限度地利用运输空间,提高运输效率,降低对环境的影响。
2.3 便利性和用户体验包装规则355要求包装设计要符合用户的使用习惯和需求,提供便利的开启和关闭方式,方便用户使用和储存产品。
良好的包装设计可以提升用户体验,增强产品的竞争力。
三、符合包装规则355的设计原则3.1 适应性和保护性包装设计应根据产品的特性和要求进行适应性设计,确保包装与产品完美契合,提供充分的保护。
包装材料的选择和结构设计要考虑到产品的易碎性、耐候性和防潮性,以最大程度地减少产品在运输和储存过程中的损坏风险。
3.2 可持续性和环保性符合包装规则355的包装设计应考虑材料的可持续性和环保性。
选择可回收、可降解的包装材料,减少对环境的负面影响。
同时,包装设计应尽量减少废弃物的产生,提倡资源的有效利用。
3.3 信息传递和品牌识别包装设计应能够清晰地传递产品的信息,包括产品名称、规格、生产日期等重要信息,便于用户了解和选择。
同时,包装设计也是品牌识别的重要手段,要能够准确传达品牌形象和价值观,提升品牌的认知度和价值。
3.4 安全性和便利性包装设计应考虑用户的安全和便利性。
包装材料应符合食品安全标准,不会对产品造成污染。
开启和关闭方式应简便易行,方便用户操作。
此外,包装设计还应考虑到老年人和残障人士的使用需求,提供无障碍的设计。
四、符合包装规则355的实例分析4.1 食品包装食品包装是包装规则355的一个重要应用领域。
饮料罐易拉罐最优设计

我们只要稍加留意就会发现销量最大的饮料、啤酒(例如饮料量为355毫升的可口可乐、青岛啤酒等) 饮料罐(易拉罐)的形状都是和可口可乐饮料罐的形状一样的。
看来,这并非偶然,应该是某种意义下的最优设计。
当然,对于单个的饮料罐来说,不同的设计可以节省的钱可能是很有限的,但是如果是生产几亿,甚至几十亿个的话,可以节约的钱就很可观了。
现在就请你们小组通过数学建模的方法来研究这个问题。
具体说,请你们完成以下的任务:1.取一个饮料量为355毫升的饮料罐(易拉罐),测量你们认为验证模型所需要的数据,例如饮料罐的各部分的半径、罐的高度,各部分的厚度等,并记录下来,加以说明;2.设饮料罐是一个正圆柱体,怎样的优化设计,其结果可以合理地说明饮料量为355毫升的可口可乐饮料罐的形状,例如说,半径和高之比等等;3.设饮料罐的中心纵断面如下图所示,即上面部分是一个正圆台,下面部分是一个正圆柱体。
怎样的优化设计,其结果接近于饮料量为355毫升的可口可乐饮料罐的形状;4.用你们自己的设想,通过数学建模的方法做出你们的饮料罐形状(尺寸)的最优设计; 5.用你们做本题以及以前学习和实践数学建模的亲身体验,写一篇短文阐述什么是数学建模以及你们认为数学建模过程中最为关键的步骤,或者最应该注意的问题。
(不超过1000字,你们的论文中必须包括这篇短文)。
可口可乐易拉罐的制作简史: 1886年第一个可口可乐罐头由美国亚特兰大的药剂师John Stith Pemberton博士作为装加奎宁水的杜松子酒而发明的. 第一个罐装可口可乐(见下图)是1955年为了运给驻在日本和太平洋地区的美军人员而制作的.大致量一下知道其直径:高大约等于3.4/6.4 ≈ 0.53.后来才逐渐演变成(大约在1980年代)下面的形状简化假设:易拉罐用材的体积与其表面积成正比;忽略折边、粘结、涂层和抽真空等因素.简化模型 1分析和假设:首先把饮料罐近似看成一个直圆柱体是有一定合理性的. 要求饮料罐内体积一定时, 求能使易拉罐制作所用的材料最省的顶盖的直径和从顶盖到底部的高之比.实际上, 用几何语言来表述就是: 体积给定的直圆柱体, 其表面积最小的尺寸 (半径和高)为多少?表面积用 S 表示, 体积用 V 表示, 则有22222(,)2 2[] , / .S r h r h r r r rh V r h h V r ππππππ=++=+== 于是我们可以建立以下的数学模型:0, 0min (,).. (,)0r h S r h s t g r h >>= 其中 S 是目标函数,2(,) 0g r h V r h π=-=是约束条件. V 是已知的(即罐内体积一定), 即要在体积一定的条件下, 求罐的体积最小的 r, h .如果考虑材料厚度的话, 并假设所用材料与罐的表面积成正比, 那么其中心断面的图形如下: F={AbsoluteThickness[1],Line[{{-3.2,12.4},{-3.2,0},{3.2,0},{3.2,12.4},{-3.2,12.4},{-3,12.2},{-3,0.2},{3,0.2},{3,12.2},{-3,12.2}}]}mygrapg = Show[Graphics[F],AxesLabel->{x,y},AspectRatio->Automatic, PlotRange->{-1,12.9}]F={AbsoluteThickness[1],Line[{{-3,0.2},{-3,0},{3,0},{3,0.2},{3.2,0.2},{3.2,12.2},{3,12.2},{3,12.4},{-3,12.4},{-3,12.2},{-3.2,12.2},{-3.2,0.2},{-3,0.2},{-3,0},{3,0},{3,0.2},{3,12.2},{-3,12.2},{-3,0.2},{3,0.2}}]}mygrapg = Show[Graphics[F],AxesLabel->{x,y},AspectRatio->Automatic, PlotRange->{-1,12.9}]把 2/ h V r π= 代入 (,)S r h , 得到222()2[]2[]V V S r r r r r r ππππ=+=+ 求驻点(临界点,critical point)32220()2(2)(2)V V S r r r r r ππππ'==-=-0r =2000 2V V h r r d ππ======又由于 0032()2(2)0r r V S r r ππ''=+>, 00r >. 所以由泰勒(Taylor)公式20000()()()()()()2!f f x f x f x x x x x ξ'''=+-+-知道0r =是一个局部极小值点. 实际上,它也是全局最小值点, 因为驻点是唯一的. 最小面积为200()6S r r == 有没有直径等于高的易拉罐吗?没有!简化模型 2分析和假设:用手摸一下顶盖就能感觉到它的硬度要比其他的材料要硬(厚, 因为要使劲拉), 假设除易拉罐的顶、底盖外, 罐的厚度相同, 记作α. 想象一下, 硬度b, 顶、底盖的厚度相同为b体现在同样材料的厚度上(前面的). 因此, 我们可以进行如下的数学建模. 这时必须考虑所用材料的体积.F={AbsoluteThickness[1],Line[{{-3.2,0},{3.2,0},{3.2,12.8},{-3.2,12.8},{-3.2,0},{3.2,0},{3,0.4},{3,12.4},{-3,12.4},{-3,0.4},{3,0.4}}]}mygrapg = Show[Graphics[F],AxesLabel->{x,y}, AspectRatio->Automatic, PlotRange->{-1,12.9}]明确变量和参数:设饮料罐的半径为r(因此,直径为d =2r), 罐的高为h. 罐内体积为V. b为除顶、底盖外(即侧面体积)的材料的厚度. 其中 r, h 是自变量, 所用材料的体积SV是因变量,而 b 和V是固定参数, α是待定参数.饮料罐侧面所用材料的体积为22(,)(())S r h r b r h ππ=+- 饮料罐顶盖所用材料的体积为 2b r απ 饮料罐底部所用材料的体积为 2b r απ 所以, SV 和 V 分别为, 22223(,)(2)2() = 22 42SV r h b r b h r b b rhb r br b h b b ππαππαπαππα=+++++++ 2(,)V r h r h π=因为 b << r , 所以带 23, b b 的项可以忽略 (极其重要的合理假设或简化, 为什么?). 因此 2(,)(,)22SV r h S r h rhb r b ππα≈=+ 记 2(,) g r h r h V π=-.于是我们可以建立以下的数学模型:0, 0min (,).. (,)0r h S r h s t g r h >>=其中 S 是目标函数,(,)0g r h =是约束条件, V是已知的(即罐内体积一定), 即要在体积一定的条件下, 求罐的体积最小的 r, h 和 α使得 r, h 和测量结果吻合. 这是一个求条件极值的问题.模型的求解:一种解法(从约束中解出一个变量,化约束(条件)极值问题为求一元函数的无约束(无条件)极值问题)从 2(,)0g r h r h V π=-= 解出 2/ h V r π=,代入 S , 使原问题化为:求 d : h 使 S 最小, 即, 求 r 使22(,()) [2]V S r h r b r rπα=+ 最小.求驻点: 令其导数为零得32222[(2](2)0.dS V b b r r V dr r rαπαπ=-=-= 解得驻点为r =, 因此222.Vh r d αααπ==== 测量数据大致为h/r=2, 即相当于=2α, 即顶、底盖的厚度是其他材料厚度的2倍.为验证这个 r 确实使 S 达到极小。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
空罐→检验→清洗→干燥→杀菌
↓
可乐→杀菌→灌装
↓
罐盖→杀菌→压盖→喷码→检验→整理计数→装箱→封箱→打印→检验→入库
2.6.1工艺要求
= + =401+3=404(mm)
= + =401+3=404(mm)
= + =269+3=272(mm)
= + =269+1=270(mm)
设计计算内容
计算结果
= +4=272+4=276(mm)
= H+4=254+4=258(mm)
2.4.5 绘制纸箱平面展开图
2.5 堆码强度校核
从包装物的性能和各方面的考虑,决定用0201箱型为运输包装。其优点有如下:1、0201箱型的机械操作简单,可实现机械化的装箱;2、结构性能好,能抵抗较大的抗压强度;3、纸箱的生产容易,节约成本。综合考虑纸板用量、抗压强度、堆码状态、美学因素等条件,0201型箱的理想尺寸比例为1.5:1:1。销售包装外尺寸:长度l=66mm,宽度b=l=66mm,高度h=122mm。
2.2确定内包装容器结构
罐壁厚度的大小以及分布的均匀性是影响强度的重要因素。罐在消毒杀菌过程中,需经受温度的激烈变化,当张应力超过一定强度时,即发生破裂。 耐热急变性能与罐壁厚度有关,罐壁越厚,越易破裂。可乐罐在生产过程中,除了稳定罐重和最薄处厚度外,还需注意厚薄分布均匀。理想的厚薄是罐身截面上厚度比不大于1倍,内应力不超过3级。
1.2可乐包装的市场分析
现代包装设计中要强调人性化,以人为本。在可乐的包装造型的设计上也不断改进和完善。做可乐饮料包装的材料也也在不断的改进,市场上有玻璃瓶、塑料瓶、易拉罐等等。玻璃瓶和易拉罐用完后可以回收利用,构成了一个完整的包装废弃物良性循环,不仅减少了制作的费用,而且也减少了污染,便于处理,能减少对环境的污染。由于可乐是含气的饮料,所以对于包装容器的抗压能力要求高,玻璃瓶和易拉罐为佳。
1、灌装方法:可乐灌装的方法分加压灌装法、抽真空充CO2灌装法、二次抽真空灌装、充CO2等压灌装法、热灌装法、无菌灌装法等。最常用的是一次或二次抽真空、充CO2等压灌装法,预抽真空充CO2的灌装方法可以减少溶解氧的含量,对产品的质量影响较小。此次设计选用充CO2等压灌装法。 等压装罐法原理:等压法灌装,利用贮液箱上部气室的压缩CO2气体,给可乐罐充气,使二者的压力接近相等, 然后可乐靠自重流入可乐罐中。
B0是瓦楞纸箱外宽;L0是瓦楞纸箱的外长;Z是瓦楞纸箱的外周长;
为了能够满足瓦楞纸箱堆码的需要和对商品的保护性。本设计中将用面纸横向环压强度为450N/0.152cm,瓦楞芯纸横向环压强度为300N/0.152cm。查表可得参数aXZ=8.36,J=0.59,C=1.532
通过计算周长
将px等参数代入
本设计中采用易拉罐的容积为355ml,其平均厚度为0.15mm,高为122mm,直径为66mm。制造易拉罐的材料有两种:铝材和马口铁。可乐的易拉罐一般为铝合金板所制成的二片罐,表面性能优异。铝材料表面光泽效果好,光亮度高,不易生锈,具有良好的装潢效果及较高的热辐射反射能力,罐身和罐底做成一体,力学强度高,密封性好,内壁光滑平坦,比喻内涂涂料,热传导率高。良好的热传导能力是金属的主要的性能之一,铝的热传导率仅次于金、锡、铜,非常适合可乐的杀菌和冷藏。铝的相对密度仅为马口铁的1/3,运输和贮存的费用会大大减少。 成型加工性好。铝具有很好的延展性,因此,非常适合于各种冷热加工,冲拔压延成薄壁容器或薄片,并且具有二次加工性能和易开口性能。阻隔性好。铝对气体、水蒸气、气味物质、光线等具有优异阻隔性能,能很好地延长食品的保质期。再循环性能好。铝的包装废弃物可以有效地回收再循环,再加工能耗低,仅仅为原来的5%,并且可以同质使用。易拉罐通常是两片罐,两片罐是以金属薄板为材料经冲压、拉伸加工成型的罐型包装制品,其罐身与罐底为一体,没有罐身接缝,只有一道罐身与罐盖的卷封线的包装容器。其罐身制造有浅拉深、深拉深、变薄拉深三种方法,罐盖为易开盖。因为铝材具有优良的延展性,所以易拉罐的制造工艺一般为变薄拉伸法。
因此瓦楞纸箱的抗压强度为3051N。
式中,ps是瓦楞纸箱堆码中承受的最大负荷;kp是瓦楞纸箱抗压强度安全系数;G是瓦楞纸箱所装物品的质量;H是瓦楞纸箱堆码高度,设计堆码层数为8层,考虑到间隙和托盘等因素这里堆码高度H取300cm;H0是瓦楞纸箱的高度。
由于产品销往国内,物流贮存期平均在小于30天,kp=1.60,G=24kg,H0=35cm。代入计算得
1
分析说明1份、计算说明1份
3
包装方案设计
1
结构平面图1份、立体效果展示图1份
4
包装工艺设计
1
工艺流程图1份
5
生产线设备选型、包装生产线设计
1
生产线布局图1份、(立体效果图1份)
6
设计计算说明书
0.5
整理设计说明书
7
答辩
0.5
合计5设计计算内容Fra bibliotek计算结果
一、市场调研
1.1产品特性分析
可乐市场是很早就兴起来的消费品市场之一,而可口可乐很快就遍布世界各地,品种也不断增加。根据预测,该市场需求曲线呈上升趋势。可乐属于碳酸饮料,碳酸饮料是在一定条件下充入二氧化碳气的制品,是软饮料(非酒精饮料)的一种。它的主要成分为糖、色素、甜味剂、酸味剂、香料及碳酸水等,一般不含维生素,也不含矿物质。按照我国软饮料的分类标准,碳酸饮料(汽水)分为:果汁型碳酸饮料、果味型碳酸饮料、可乐型碳酸饮料和其他型碳酸饮料。可乐型碳酸饮料特指含有焦糖色、可乐香精或类似可乐果和水果香型的辛香、果香混合剂的碳酸饮料。香气协调柔和,味感纯正、爽口,有清凉、刹口感,由于味道独特,含有咖啡因的产品同时具有提神作用,人们对这类产品往往有自己的偏爱。
设计计算内容
计算结果
p是瓦楞纸箱的抗压强度;px是瓦楞纸板的综合环压强度;Z是瓦楞纸箱外周长;aXZ是楞型常数;J是瓦楞纸箱常数;其中,瓦楞纸板的综合环压强度px的计算公式为:
式中,Rn是面纸环压强度测试值;Rmn是瓦楞芯纸环压强度测试值;L是测试试样长度;C是瓦楞收缩率。
瓦楞纸
纸箱的外周长计算公式为:
(4)遮光性强,可乐罐一般应具有较强的遮光性,避免光对可乐质量的影响,一般选择铝制金属罐。
(5)在搬运过程中要有一定的缓冲措施,以免使可乐罐发生剧烈碰撞。
设计计算内容
计算结果
二、包装系统总体方案确定
2.1确定包装材料
为满足可乐包装的防护要求,易拉罐和玻璃瓶最佳。近年来,玻璃瓶和易拉罐被广泛应用于包装饮料。易拉罐和玻璃瓶相比,易拉罐的材料是马口铁或铝合金板,质轻,罐壁薄,力学强度高,密封性好,内壁光滑、平坦,便于内涂涂料。成型工艺简单且速度快,可实现高速机械自动化生产。易拉罐一般采用铝制易开盖,开启方便。而制造玻璃容器要严格按照配合料,经过1500℃左右温度下,进行物理和化学反应,通过硅酸盐形成—玻璃形成—澄清—均化—冷却五个阶段,最后才成为合乎成型要求的玻璃液。这是一个相当复杂的过程,就经济性而言,玻璃瓶相较于易拉罐差,玻璃比易拉罐重。
2.4外包装尺寸计算
2.4.1确定可乐罐排列方式
已知 =66mm, =66mm, =122mm,包装中包装48罐可乐。罐装可乐最佳排列方式为直立放置。综合考虑值班的用量、抗压强度、堆码状态、美学因素等条件,0201箱型比例以L:B:H=1.5:1:1为最佳。
通过计算,确定排列方式为6l×4b×2h
6×66:4×66:2×122=1.5:1:0.92
通过以上可知, ,故瓦楞纸箱满足载荷要求。
2.6包装工艺路线
设计原则:合理选择包装材料和包装容器,满足工序的集中与分散,选择工艺路线的形式,平衡工序的节拍
满足工序的集中与分散:工序集中,可减少中间输送、储存、
设计计算内容
计算结果
转向等环节,使机构得以简化,缩减生产线的占地面积。工序过分集中,会对包装工艺增加更多的限制,降低生产线的通用性,增加机构的复杂程度。采用集中工序时,应保证调整、维修方
包装系统课程设计计算说明书
设计题目:355ml罐装可乐包装系统设计
学院:轻工学院
专业:包装工程
班级:
学生姓名:
2013年11月22日
包装系统设计课程设计任务书
设计题目:
一、课程设计技术要求
1.生产纲领为5000t/年;
2.设计一个单体容积为355 ml的灌装可乐包装工艺路线
3.设计一条年产量为5000t的包装生产线,要求生产设备布局合理、设备之间配合合拍,生产顺畅,可靠性高。
设长度方向上放置N1个,宽度方向上放置N2个,高度方向上堆码N3个,针对.运输,.高度方向上只堆放二层,即N3=2。列表2-1具体分析。.
表2-1 堆码尺寸表
放置个数
N1×l
N2×b
N3×h
1
66
66
122
2
132
132
244
3
198
198
366
4
264
264
488
5
330
330
610
6
396
396
1.3流通环境分析
随着经济的不断发展,可乐的流通环境越来越城市化,很多地方的交通都很便利,可乐的运输方式主要以公路为主,但还是避免不了有冲击和碰撞的可能性。
1.4防护要求
可乐在以下情况会发生变色:色素在水、CO2、少量空气和日光作用下氧化,应隔氧保存;在受热、氧化酶作用下分解,最好在低温下保存;或者储存时间长也会分解最好在低温下保存,而且要保证保质期。
等压灌装法特点:1、可减少CO2损失,保持含气饮料的风味和质量;2、防止灌装中过量起泡,保证包装机计量准确。