UASB/SBR工艺处理制糖废水
AO工艺、SBR工艺、UASB工艺优缺点比较

UASB的主要优点是:1、UASB内污泥浓度高,平均污泥浓度为20-40gVSS/1;2、有机负荷高,水力停留时间长,采用中温发酵时,容积负荷一般为10kgCOD/m3.d左右;3、无混合搅拌设备,靠发酵过程中产生的沼气的上升运动,使污泥床上部的污泥处于悬浮状态,对下部的污泥层也有一定程度的搅动;4、污泥床不填载体,节省造价及避免因填料发生堵赛问题;5、UASB内设三相分离器,通常不设沉淀池,被沉淀区分离出来的污泥重新回到污泥床反应区内,通常可以不设污泥回流设备。
主要缺点是:1、进水中悬浮物需要适当控制,不宜过高,一般控制在100mg/l以下;2、污泥床内有短流现象,影响处理能力;3、对水质和负荷突然变化较敏感,耐冲击力稍差。
SBR的主要优点是1、理想的推流过程使生化反应推动力增大,效率提高,池内厌氧、好氧处于交替状态,净化效果好。
2、运行效果稳定,污水在理想的静止状态下沉淀,需要时间短、效率高,出水水质好。
3、耐冲击负荷,池内有滞留的处理水,对污水有稀释、缓冲作用,有效抵抗水量和有机污物的冲击。
4、工艺过程中的各工序可根据水质、水量进行调整,运行灵活。
5、处理设备少,构造简单,便于操作和维护管理。
6、反应池内存在DO、BOD5浓度梯度,有效控制活性污泥膨胀。
7、SBR法系统本身也适合于组合式构造方法,利于废水处理厂的扩建和改造。
8、脱氮除磷,适当控制运行方式,实现好氧、缺氧、厌氧状态交替,具有良好的脱氮除磷效果。
9、工艺流程简单、造价低。
主体设备只有一个序批式间歇反应器,无二沉池、污泥回流系统,调节池、初沉池也可省略,布置紧凑、占地面积省。
缺点1、自动化控制要求高。
2、排水时间短(间歇排水时),并且排水时要求不搅动沉淀污泥层,因而需要专门的排水设备(滗水器),且对滗水器的要求很高。
3、后处理设备要求大:如消毒设备很大,接触池容积也很大,排水设施如排水管道也很大。
4、滗水深度一般为1~2m,这部分水头损失被白白浪费,增加了总扬程。
气浮提取蛋白—UASB&SBR工艺处理淀粉废水

Ke r s: t r h wa tw t r arf aa in; p o n e o i su g l n e ; e u n i g b t h r a t r y wo d sa c se a e ; i l t t o o u f w a a r b c ld e b a k t s q e c n ac e co l
t e r q i me to e s c n r d f o r n t n lw se ae ic a g tn a d A h a i h e ur e n ft e o d g a e o u a i a a t w tr d s h r e s d r . t t e s me t h o a me.h r ti t e p oe n fd e n h rh g sa e ma e d r g t e w twae r ame t g t n ma k b e e vr n n a n c n mi o d ra d t e ma s a r d u n a e t rt t n . et g r i h s e i e r a l n i me tla d e o o c o
某味 精 厂 以 毛米 为 原料 生 产味 精 , 生产 1 艺 为 : : 玉米 、 粉 乳 、 萄 糖 液 、 淀 葡 发酵 、 提取 、 氨 酸 、 制 、 谷 精
19 ) 9 6 二级 标 准 , 时 在 处 理 过 程 中能 够 获 得 蛋 白 同
饲 料 和沼 气 , 现 了环境 效 益 和经 济效 益 的统 一 。 实
维普资讯
20 0 2年 6月 第2 2卷 6期
I 业水 处 理
l u ti lW ae e t e t d o sra tr Tr am n
XX食品厂制程废水UASB+MBR处理工艺方案
XXXX食品厂制程废水处理工艺方案XXXX环境工程有限公司一前言二工艺流程图三原水水量水质及处理后水质四处理流程说明五工程预算根据业主提供的相关信息,XX食品厂以面包、碳酸饮料和果汁饮料的生产为主。
所以该废水主要来自车间及设备冲洗、原料粉碎、榨汁等工序,具有有机物浓度高、SS浓度高、pH偏低、水质变化大等特点,废水可生化性高。
二工艺流程图本方案主要采用UASB+MBR为主的优化组合废水处理工艺。
三原水水量水质及处理后水质1 原水水量根据业主提供的水量,每天的废水量为:Q=5000m3/d2 原水水质估测根据废水特点,进水水质估测如下:表2-1 进水水质估测表3 处理后水质根据业主要求,废水处理站处理出水水质达到业主所提供的马来西亚废水排放标准的A标准,具体要求见表2-2。
在具体设计中,要求污水处理站出水低于该标准。
表2-3 处理后的水质标准四处理流程说明1机械格栅设置粗细两道格栅,去除污水中较大的果粒漂浮物和悬浮物,减少后续处理单元负荷,保证处理效果。
拦截的格渣外运进行处理。
2 隔油池设置机械除油机,隔离污水中的动植物油污,另外进行处置。
3调节池和事故池调节池用于原污水的均质均量,事故池用于系统维修时污水的暂时存储。
4 UASB反应器UASB反应器,即上流式厌氧污泥床反应器(flow Anaerobic Sludge Bed),是一种高效的厌氧反应器。
图1-1是UASB反应器及其设备的图示。
图5-2 厌氧UASB反应器示意图(1)工作原理UASB由污泥反应区、气液固三相分离器(包括沉淀区)和气室三部分组成。
在底部反应区内存留大量厌氧污泥,具有良好的沉淀性能和凝聚性能的污泥在下部形成污泥层。
要处理的污水从厌氧污泥床底部流入与污泥层中污泥进行混合接触,污泥中的微生物分解污水中的有机物,把它转化为沼气。
沼气以微小气泡形式不断放出,微小气泡在上升过程中,不断合并,逐渐形成较大的气泡,在污泥床上部由于沼气的搅动形成一个污泥浓度较稀薄的污泥和水一起上升进入三相分离器,沼气碰到分离器下部的反射板时,折向反射板的四周,然后穿过水层进入气室,集中在气室沼气,用导管导出,固液混合液经过反射进入三相分离器的沉淀区,污水中的污泥发生絮凝,颗粒逐渐增大,并在重力作用下沉降。
投药气浮-UASB-SBR工艺处理淀粉废水

投药气浮-UASB-SBR工艺处理淀粉废水马铃薯生产淀粉过程中将产生大量的废水,这些淀粉废水有机物含量高,若不经过处理直接排放,其水中所含有的有机物,进入水体后迅速消耗水中的溶解氧,造成水体缺氧而影响鱼类和其他水生动物的生存,同时废水中悬浮物易在厌氧条件下分解产生臭气,恶化水质。
由于我国淀粉生产工艺相对落后,资源的利用率较低,淀粉生产过程中大量的植物蛋白未加利用而随生产废水排放,不仅影响了环境卫生,而且造成了巨大的浪费。
在淀粉废水处理过程中,如果能够同时回收植物蛋白,做到废水的资源化利用,将具有广阔的应用前景。
1.废水水质、水量该淀粉厂废水主要来源于生产过程中的工艺废水(主要包括蛋白液、中间产品的洗涤水、各种设备的冲洗水等),废水中有机物含量较高,COD cr含量为12000mg/L, BOD5 / COD cr =0.53,可生化性较好。
废水处理工程的设计规模1000m3/d,处理后水质要求达到《污水综合排放标准》(GB8978—1996)一级排放标准,进水水质和排放标准见表1。
表1 废水的污染状况及执行的排放标准Tab1 Pollution Matter Content of Wastewater2.废水处理工艺流程2.1 处理工艺的确定马铃薯淀粉生产废水本身含有机质多、浓度高且悬浮物含量大,废水BOD5/COD cr=0.53,可生化性较好,同时在本工程中出水水质要求较高。
考虑到以上因素,工艺选用物理与生化处理相结合的方式。
物理法通过药剂投加、絮凝气浮工艺主要去除悬浮物、胶体物质及部分有机物,同时回收植物蛋白饲料。
针对废水本身有机物浓度高的特点,生化处理采用厌氧-好氧相结合的处理工艺。
具体处理工艺流程见图.1。
图.1污水及污泥处理工艺流程Fig1 The process of treat waste water and sludge2.2 工艺设计说明原生产废水经机械格栅截留大块飘浮物后,进入调节池均匀调节水质与水量,调节池设机械搅拌装置,通过机械搅动使原水混合均质,阻止悬浮物沉淀,悬浮物随水流入气浮池。
制糖废水处理工艺
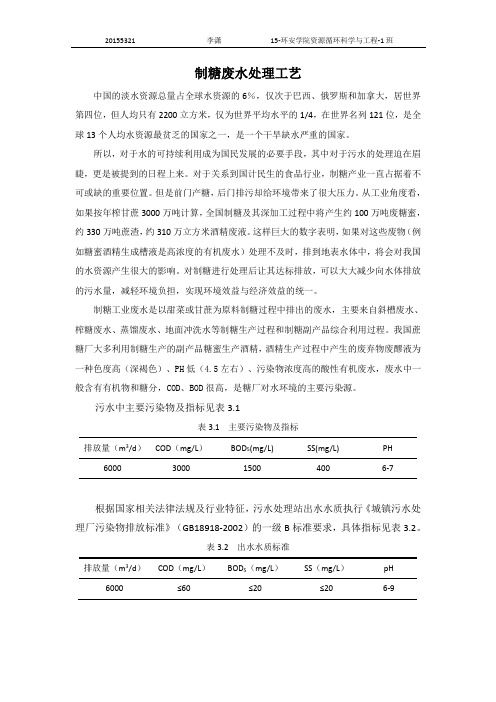
奥贝尔(Orbal)氧化沟一般由三个同心椭圆形沟道组成,污水由外沟道进入,与回流污泥混合后,由外沟道进入中间沟道再进入内沟道,在各沟道循环达数百到数十次。最后经中心岛的可调堰门流出,至二次沉淀池。在各沟道横跨安装有不同数量水平转碟曝气机,进行供氧兼有较强的推流搅伴作用。外沟道体积占整个氧化沟体积的50%-55%,溶解氧控制趋于0.0mg/L,高效地完成主要氧化作用;中间沟道容积一般为25%-30%,溶解氧控制在1.0mg/L左右,作为“摆动沟道”,可发挥外沟道或内沟道的强化作用;内沟道的容积约为总容积的15%-20%,需要较高的溶解氧值(2.0mg/L左右),以保证有机物和氨氮有较高的去除率。
(1)氧化沟法
1)Carrousel氧化沟
Carrousel氧化沟使用定向控制的曝气和搅动装置,向混合液传递水平速度,从而使被搅动的混合液在氧化沟闭合渠道内循环流动。因此氧化沟具有特殊的水力学流态,既有完全混合式反应器的特点,又有推流式反应器的特点,沟内存在明显的溶解氧浓度梯度。
普通Carrousel氧化沟的工艺中污水直接与回流污泥一起进入氧化沟系统。表面曝气机使混合液中溶解氧DO的浓度增加到大约2~3mg/L。在这种充分掺氧的条件下,微生物得到足够的溶解氧来去除BOD;同时,氨也被氧化成硝酸盐和亚硝酸盐,此时,混合液处于有氧状态。在曝气机下游,水流由曝气区的湍流状态变成之后的平流状态,水流维持在最小流速,保证活性污泥处于悬浮状态(平均流速>0.3m/s)。微生物的氧化过程硝耗了水中溶解氧,直到DO值降为零,混合液呈缺氧状态。经过缺氧区的反硝化作用,混合液进入有氧区,完成一次循环。该系统中,BOD降解是一个连续过程,硝化作用和反硝化作用发生在同一池中。由于结构的限制,这种氧化沟虽然可以有效的去处BOD,但除磷脱氮的能力有限。
水解酸化UASB,SBR处理印染废水
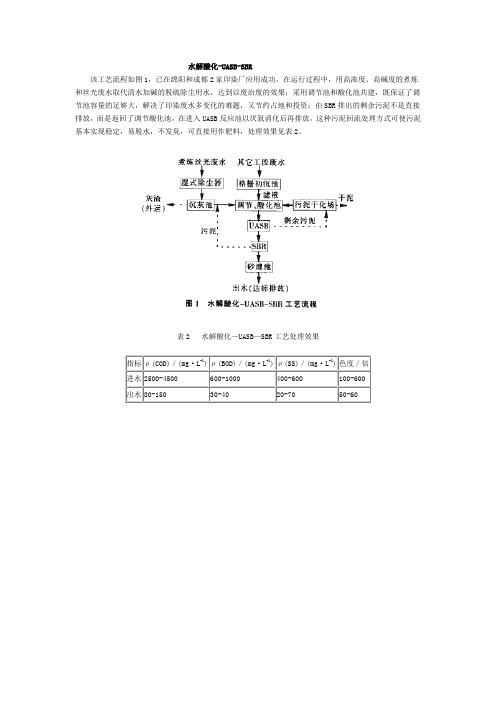
水解酸化-UASB-SBR
该工艺流程如图1,已在绵阳和成都2家印染厂应用成功,在运行过程中,用高浓度、高碱度的煮炼和丝光废水取代清水加碱的脱硫除尘用水,达到以废治废的效果;采用调节池和酸化池共建,既保证了调节池容量的足够大,解决了印染废水多变化的难题,又节约占地和投资;由SBR排出的剩余污泥不是直接排放,而是返回了调节酸化池,在进入UASB反应池以厌氧消化后再排放,这种污泥回流处理方式可使污泥基本实现稳定,易脱水,不发臭,可直接用作肥料,处理效果见表2。
表2 水解酸化—UASB—SBR工艺处理效果
指标ρ(COD)/(mg·L-1) ρ(BOD)/(mg·L-1) ρ(SS)/(mg·L-1) 色度/倍
进水2500-4500 600-1000 400-600 100-600
出水80-150 30-40 20-70 50-60。
UASB—SBR联用处理印染废水的实验研究

UASB—SBR联用处理印染废水的实验研究- 行业污水简介:摘要实验利用上流式厌氧污泥床(UASB)和序批式反应器(SBR)设备,模拟工业厌氧—好氧生物法处理印染废水,通过控制停留时间和反应温度来研究这两个因素对CODcr和色度去除率的影响。
结果表明:温度35℃、停留时间18 h为厌氧阶段的理想工艺条件,此时,色度和CODcr去除率分别为87.5%和78.8%;温度30℃、反应时间为4 h为好氧阶段的理想工艺条件,色度和CODcr去除率分别为90%和87.8%,而且操作管理非常方便。
关键字:印染废水UASB SBR 随着染料纺织工业的迅速发展,染料品种和数量日益增加,印染废水已成为水系环境重点污染源之一。
目前印染废水处理的常用方法有物化法和生化法。
尽管物化法能起很大作用,但由于耗资大、运行费用高及适用条件的限制,目前国内外仍以生化法处理为主。
近年来由于化纤织物的发展和印染后整理技术的提高,PV A浆料、新型助剂等降解物大量进入印染废水,使印染废水CODcr达到2000~3000 mg/L,因此传统的处理工艺已很难适应印染废水的处理要求,其CODcr去除率一般仅能达到30%~50%。
现在,厌氧一好氧工艺处理印染废水已引起国内广泛的重视和关注,并得到了较深入的研究和应用,取得了明显的效果[1,2]。
某毛毯厂新建了一个印花车间,该车间废水主要来自冲版和染整两个工段,所排废水pH为6~7,CODcr、色度等均较高,根据水质特点,在反复实验的基础上,采用UASB—SBR联用的方法对该废水进行了实验处理,在CODcr 及色度的去除率等方面均取得了良好的效果,出水水质达到了国家一级排放标准。
1废水水质及排放标准 1.1废水水质、水量及排放标准根据厂家提供的数据及实际监测,该车间日(24 h)排废水300 m3,废水水质如表1。
表 1 废水水质指标CODcr/(mg˙L-1)色度/倍pH废水水质400014006.5~7.0由于该车间位于白洋淀地区,废水排放执行《纺织染整工业污染物排放标准》(GB4287—92)中的一级标准[3],见表2。
UASB反应器在有机工业废水处理中的应用案例分析报告

UASB反应器在有机工业废水处理中的应用案例分析报告目录一、淀粉工业废水处理案例 (2)二、食品加工废水处理案例 (4)三、酿酒工业废水处理案例 (7)四、制药工业废水处理案例 (11)五、造纸工业废水处理案例 (14)声明:本文内容来源于公开渠道或根据行业大模型生成,对文中内容的准确性不作任何保证。
本文内容仅供参考,不构成相关领域的建议和依据。
一、淀粉工业废水处理案例(一)淀粉工业废水特性与处理需求淀粉工业在生产过程中会产生大量含有高浓度有机物的废水,这些废水不仅含有大量的悬浮物、油脂,还具有高COD(化学需氧量)和高氨氮的特点。
由于淀粉工业废水的复杂性和高污染性,其处理难度相对较大。
为实现达标排放和环保要求,需要采用高效、稳定的废水处理技术。
UASB(升流式厌氧污泥床)反应器作为一种高效的厌氧生物处理系统,特别适用于处理此类高浓度有机废水。
(二)UASB反应器在淀粉工业废水处理中的应用1、预处理阶段在淀粉工业废水进入UASB反应器之前,通常需要进行预处理,以去除废水中的大颗粒杂质、悬浮物和油脂。
预处理阶段可以采用格栅、调节池、混凝沉淀池等设备。
格栅用于去除大块悬浮物,调节池用于调节废水的pH值和温度,混凝沉淀池则通过投加混凝剂使废水中的悬浮物和胶体形成絮凝体,并通过沉淀去除。
这一预处理过程不仅有助于减少UASB反应器的负荷,还能提高后续生物处理的效率。
2、UASB反应器处理阶段经过预处理后的废水进入UASB反应器。
在UASB反应器内部,废水从池底均匀进入,以一定速度向上流动。
在此过程中,废水中的有机物与厌氧污泥中的微生物充分接触并发生反应,有机物被微生物降解为甲烷和二氧化碳等气体,同时产生沼气。
沼气上升过程中将污泥颗粒托起,形成污泥悬浮层,实现气、水、泥三相分离。
UASB反应器具有较高的COD去除率,能够有效处理高浓度有机废水,降低出水COD浓度。
3、后处理阶段UASB反应器出水后,通常还需要进行后处理以进一步去除有机物和氨氮。
AO工艺、SBR工艺、UASB工艺优缺点比较,适用范围

A/O工艺、SBR工艺、UASB工艺优缺点比较,适用范围UASB的主要优点是:1、UASB内污泥浓度高,平均污泥浓度为20-40gVSS/1;2、有机负荷高,水力停留时间长,采用中温发酵时,容积负荷一般为10kgCOD/m3.d左右;3、无混合搅拌设备,靠发酵过程中产生的沼气的上升运动,使污泥床上部的污泥处于悬浮状态,对下部的污泥层也有一定程度的搅动;4、污泥床不填载体,节省造价及避免因填料发生堵赛问题;5、UASB内设三相分离器,通常不设沉淀池,被沉淀区分离出来的污泥重新回到污泥床反应区内,通常可以不设污泥回流设备。
主要缺点是:1、进水中悬浮物需要适当控制,不宜过高,一般控制在100mg/l以下;2、污泥床内有短流现象,影响处理能力;3、对水质和负荷突然变化较敏感,耐冲击力稍差。
SBR 的主要优点是1、理想的推流过程使生化反应推动力增大,效率提高,池内厌氧、好氧处于交替状态,净化效果好。
2、运行效果稳定,污水在理想的静止状态下沉淀,需要时间短、效率高,出水水质好。
3、耐冲击负荷,池内有滞留的处理水,对污水有稀释、缓冲作用,有效抵抗水量和有机污物的冲击。
4、工艺过程中的各工序可根据水质、水量进行调整,运行灵活。
5、处理设备少,构造简单,便于操作和维护管理。
6、反应池内存在DO、BOD5浓度梯度,有效控制活性污泥膨胀。
7、SBR法系统本身也适合于组合式构造方法,利于废水处理厂的扩建和改造。
8、脱氮除磷,适当控制运行方式,实现好氧、缺氧、厌氧状态交替,具有良好的脱氮除磷效果。
9、工艺流程简单、造价低。
主体设备只有一个序批式间歇反应器,无二沉池、污泥回流系统,调节池、初沉池也可省略,布置紧凑、占地面积省。
缺点1、自动化控制要求高。
2、排水时间短(间歇排水时),并且排水时要求不搅动沉淀污泥层,因而需要专门的排水设备(滗水器),且对滗水器的要求很高。
3、后处理设备要求大:如消毒设备很大,接触池容积也很大,排水设施如排水管道也很大。
SBR法在糖厂废水处理中的应用
SBR法在糖厂废水处理中的应用摘要:SBR是序列间歇式活性污泥法,是一种按间歇曝气方式来运行的活性污泥污水处理技术,又称序批式活性污泥法。
广西大多数制糖厂COD和BOD排放量比较大,无法达到目前糖厂外排废水COD值100毫克每升的标准,因此,本文提出了采用SBR工艺,经处理后糖厂废水基本达标。
关键词:SBR法;糖厂废水;活性污泥一、前言广西是全国最大的甘蔗糖主产区, 产糖量连续多年居全国首位。
糖厂的排水量大,COD值浓度高、总量大。
糖厂要做到稳定的达标排放, 就必须减排污染物, 控制COD的总量。
糖厂废水稳定的达标排放是指糖厂从开榨起生产期间的全过程至停机为止, 外排废水的COD值均能做到达标排放。
目前, 糖厂外排废水COD值执行标准为100毫克升。
由于广西糖厂缺乏严格规范的在线监测设施, 因此, 糖厂废水稳定的达标排放情况就难以说清。
一般糖厂废水处理有几种方法,如传统的活性污泥法、生物接触氧化法、SBR法、氧化沟、ABJ生物处理法、生物厌氧法等工艺流程。
甘蔗制糖生产废水,是以糖元素为主的溶解体有机物,是多种微生物的营养源。
这些高能位的有机物质,经一系列的生化反应,逐步释放能量,最终以低能位的无机物质稳定下来,达到无害化处理的要求。
二、糖厂废水处理的SBR法广西对甘蔗制糖生产废水处理的工艺技术选择上,目前大多数趋向于运用生物接触法和氧化沟工艺流程。
生物接触氧化法和氧化沟工艺同属于好氧生物处理技术的一类工艺。
好生物处理技术是在提供游离氧的前提下,以好氧微生物为主体的微生物菌群使废水中的有机物得以降解,是去除废水中溶解性有机物质,降低B0D的有效途径,其操作管理简单,运行费用低,为国内城市生活污水处理所普遍使用。
但应用于甘蔗制糖生产工业废水,即突现其不足的缺陷:如对负荷冲击敏感,受高浓度废水冲击时,出现溶解氧严重下降,活性污泥出现非丝状菌污泥膨胀等,废水处理系统控制指标骤然恶化、处理系统效果下降,严重时导致废水处理系统瘫痪,无法抗衡COD浓度多变的甘蔗制糖生产废水,其废水处理系统运行稳定率差。
预处理-UASB-SBR处理高浓度制药废水的工艺研究的开题报告

预处理-UASB-SBR处理高浓度制药废水的工艺研究的开题报告一、选题背景制药废水是一种难以处理的特种工业废水,特别是高浓度制药废水更是如此。
传统的废水处理方法,如化学沉淀、生化处理等,只能处理低浓度的废水,且存在处理效果不稳定、处理成本高、投资周期长等问题。
而UASB-SBR(上升式厌氧污泥床-间歇式SBR工艺)技术已经被广泛应用于废水处理,具有处理效果好、投资成本低、操作维护简单、占用土地少等优点,但在处理高浓度制药废水方面的应用还不够成熟和普及,因此具有一定的研究价值。
二、研究内容和方案本课题的研究内容是预处理-UASB-SBR处理高浓度制药废水的工艺研究。
具体方案如下:1. 首先,对高浓度制药废水进行预处理,去除药品残留、悬浮物、油脂等,以保证后续工艺的稳定性和效果。
2. 接着,运用UASB-SBR技术处理高浓度制药废水,分两个阶段进行。
第一阶段采用UASB工艺,通过污泥颗粒化作用实现对有机物质的去除和转化,促进污泥微生物群落结构的调整。
第二阶段采用SBR工艺,进行其它有机污染物的去除和废水处理的进一步稳定。
3. 对上述处理过程进行数据分析,研究工艺参数对处理效果的影响,并对UASB-SBR工艺在处理高浓度制药废水时的适应性、稳定性和优良性进行评估。
三、研究意义1. 为高浓度制药废水的治理提供一种有效、经济、稳定的技术路线。
2. 为废水处理领域的技术研究和应用提供有益启示和借鉴。
3. 为制药企业的环保治理提供技术支持和方案咨询。
四、研究方法1. 首先进行现场采集和样品分析,了解废水的性质和成分。
2. 对样品进行处理实验,确定最优的预处理方案。
3. 设计实验,建立UASB-SBR的废水处理模型,分析废水处理效果和变化规律。
4. 对实验数据进行分析和评估,探究影响废水处理效果的因素,制定优化方案。
5. 多次实验验证并总结结论。
五、研究的难点和可行性分析本研究的难点在于高浓度制药废水的复杂性和难以处理性,以及UASB-SBR工艺在处理高浓度制药废水方面的技术难点。
0193.制糖废水的厌氧处理
制糖废水的厌氧处理废水的厌氧处理在有机物含量较高时是很适用的。
由于厌氧处理时,去除1kg COD能产生0.35m3的甲烷,反应器不受氧传递的限制,其中的固体停留时间(SRT)比水利停留时间(HRT)高出约10-100倍,单位体积负荷远高于好氧系统,污泥产生量少,运行费用低。
因而在制糖工业废水处理中得到了广泛的应用。
上流式厌氧污泥床反应器(UASB)是厌氧处理的一个有代表性的形式。
在这种反应器中,废水从底部均匀进入并向上运动,反应器下部为浓度较高的污泥床,上部为浓度较低的悬浮污泥床。
正常情况下,有机物负荷可达到l5kg COD/m3.d,COD去除率为90%左右时,其污泥负荷可高达30-50kg COD/m3.d。
在利用UASB反应器处理甘蔗糖蜜时,有机物体积负荷率、营养平衡状况和碱度对厌氧污泥粒化特性的影响很大。
Gonzalez et aL.发现,通过控制碱度和微量元素来使以甘蔗糖蜜为基质的厌氧污泥形成颗粒状。
在16.51m3的UASB反应器中,基质浓度调节到COD为3750mg/1,碱度:COD为1.06,N:COD 为0.018,P:COD为0.0028的情况下,30天后形成厌氧生物颗粒,通过调节其他条件,在90天后形成了平均粒度达3.1mm的最大颗粒。
在其他条件不变的情况下,碱度:COD降为0.4时,加入的营养物可使形成的颗粒自动悬浮分散。
故对于改善工艺条件大有裨益。
Khursheed et al引的实验是在2.83m3的UASB反应器中进行的。
在甘蔗制糖废水的水利停留时间为5.5h时,平均有机物负荷率为13kgCOD/m3.d,COD去除率75%-80%。
在温度为34度时,产生甲烷的回收率约为0.22m3 CH4/kg•COD,Thaveesri et aL.研究的是实验室条件下,反应器中的溶液张力对粒状污泥的生长特性的影响。
Jimenez发现悬浮固定化细胞生物反应器厌氧处理糖蜜酒精发酵废水时,应用青霉菌属进行好氧前处理可以明显改善随后的厌氧处理。
含糖污水处理工艺流程
含糖污水处理工艺流程
含糖污水处理工艺流程如下:
1.将生产废水和生活污水分别用泵提升至调节池,在调节池混合均匀,并同时投加碳酸钠,将混和废水的pH控制在6.5~7.5范围内。
2.调节池的混合废水用泵送UASB反应器,废水经底部布水系统分配后,以一定流速自下向上流动,在厌氧过程产生的大量沼气的搅拌作用下,废水与污泥充分混和,有机质被吸附分解。
3.所产沼气经由反应器上部三相分离器的集气室排出,含有悬浮污泥的废水进入三相分离器的沉降区,沉淀性能良好的污泥经沉降面返回反应器主体部分,含有少量较轻污泥的废水从反应器上部排出。
4.出水自流进SBR反应器进行好氧处理,SBR反应器采用罗茨风机进行供氧,出水进清水池后排放。
uasb加sbr工艺流程

uasb加sbr工艺流程英文回答:UASB (Upflow Anaerobic Sludge Blanket) and SBR (Sequential Batch Reactor) are two different wastewater treatment processes that can be used individually or in combination to effectively treat organic wastewater.The UASB process is a high-rate anaerobic treatment technology that utilizes anaerobic bacteria to convert organic matter into biogas in the absence of oxygen. Inthis process, wastewater is introduced at the bottom of the reactor and flows upwards through a suspended sludge blanket. As the wastewater rises, the organic matter is converted into biogas by the anaerobic bacteria present in the sludge blanket. The biogas produced can be captured and used as a source of renewable energy.On the other hand, the SBR process is a batch-operated activated sludge process that combines several treatmentsteps in a single reactor. It involves filling the reactor with wastewater, allowing it to undergo a series of treatment phases including aeration, settling, and decanting. The different treatment phases are controlled by a sequence of operations, hence the name "sequential batch reactor". This process allows for flexibility in operation and can be easily adjusted to accommodate variations in influent characteristics.Combining the UASB and SBR processes can provide a comprehensive wastewater treatment solution. The UASB process can be used as a pre-treatment step to remove a significant portion of the organic matter and solids from the wastewater, while the SBR process can further polish the effluent by removing residual organic matter and nutrients. This combination can result in a more efficient and cost-effective treatment system.For example, let's say I am a wastewater treatment plant operator and my facility receives a high-strength organic wastewater from a food processing plant. I can use the UASB process as the first step to remove a largeportion of the organic matter and reduce the overall organic load on the treatment system. The UASB reactor will generate biogas, which can be collected and used to generate electricity for the plant. The effluent from the UASB reactor can then be further treated in the SBR process to remove any remaining organic matter and nutrients. This combined approach allows for effective treatment of the wastewater while also harnessing renewable energy.中文回答:UASB(上流式厌氧污泥床)和SBR(顺序批处理反应器)是两种不同的污水处理工艺,可以单独使用或结合使用来有效处理有机废水。
UASB-SBR污水处理工艺的应用实践

UASB-SBR污水处理工艺的应用实践摘要:本文以UASB+SBR工艺处理乳化剂废水为例,对UASB-SBR污水处理工艺的应用实践进行了探讨。
研究乳化剂废水的COD去除效果,为工程项目的设计、调试、运行等工作提供试验依据。
采用UASB+SBR工艺处理乳化剂废水,并探讨了运行过程中出现的问题。
试稳定运行71d,在进水COD浓度(最高10924mg/L,最低2880mg/L,平均5751mg/L)波动较大的情况下,UASB的出水COD去除效率维持在70%以上,SBR的出水COD去除率在60%以上,出水能够达标排放。
该组合工艺对乳化剂废水具有较好的处理效果。
关键词:UASB+SBR法;乳化剂废水;中试;COD浓度0.引言乳化剂是能改善乳化体中各种构成相之间的表面张力,形成均匀分散体或乳化体的物质。
它能稳定食品的物理状态,改进食品组织结构,简化和控制食品加工过程,改善食品风味、口感,提高食品质量,延长货架寿命等。
乳化剂从来源上可分为天然物和人工合成品两大类。
而按其在两相中所形成的乳化体系的性质又可分为水包油(O/W)型和油包水(W/O)型2类。
某乳化剂公司主要通过收购废油脂生产工业油酸和亚油酸,生产过程中,会排放一定量高浓度有机废水,水质成分复杂,如直接排放,将对周边环境造成很大污染。
处理此类废水时,若采用好氧技术,将会存在运行不稳定、处理水量小、出水水质差、COD去除效果差、无法达标排放等问题。
笔者在厌氧小试的基础上,研究对该公司现场水质应用厌氧-好氧联合工艺技术的可行性,为设计、调试启动工作提供试验依据。
1材料与方法1.1试验用水为某乳化剂公司提供的工艺废水,主要来源为生产废水、车间及仓库地面冲洗水、洗桶废水等,其主要污染因子为动植物油。
生活废水即为该公司员工区的生活污水。
2种来源废水水质和水量状况见表1。
1.2污泥接种接种污泥为无锡某污水厂的消化污泥(含水率为95%),接种量为0.75m31.3工艺流程该废水中试处理工艺流程见图1。
[UASB和SBR联合工艺在糖业废水处理工程中的应用]a2o污水处理工艺原理
![[UASB和SBR联合工艺在糖业废水处理工程中的应用]a2o污水处理工艺原理](https://img.taocdn.com/s3/m/4b2e2d4558fb770bf78a55c7.png)
[UASB和SBR联合工艺在糖业废水处理工程中的应用]a2o污水处理工艺原理UASB和SBR联合工艺在糖业废水处理工程中的应用程亚宁(湖北省**市环境保护局,湖北 **) [摘要]介绍一种UASB和SBR联合工艺处理糖业废水的工程应用。
通过沉砂、气浮、UASB和SBR工艺,废水出水CODCr达到52.3mg/L,SS达到27.852.3mg/L,实现达标排放。
一、工程概况该企业排放的废水主要4个方面:①淘米废水;②脱胶废水;③滤布冲洗水和地面冲洗水;④容器冲洗水。
废水的主要污染物指标见表1。
其污水的日排放量为523 m3/d,按600m3/d设计。
外排的污水执行《污水综合排放标准》(GB8979-1996)一级标准,见表1。
表1 废水出水水质及排放水质标准水质指标 CODCr/(mg/L) SS (mg/L) NH3-N(mg/L) pH 出水水质≤4060 ≤1932 ≤324.75~8.80 排放标准≤100 ≤70 ≤15 6~9 二、工艺说明(一)工艺流程(见图1)废水格栅池沉砂池调节池气浮池 UASB SBR 达标排放风机房污泥池压滤机房污泥外运加药浮渣 pH 调节图1 污水处理系统工艺流程图(二)构筑物简介(1)格栅池池。
污水先经过格栅去除较大的悬浮性物质。
格栅池的尺寸为:1.5 m×1.0 m×1.0 m,容积1.5 m3,有效水深0.5 m,有效容积0.75 m。
格栅尺寸为1.2 m×1.0 m,用Φ10 mm的圆钢制作,格栅间隙10mm,安装角度为60°。
(2)隔渣沉砂池。
利用隔油池的原理,在沿池长的方向居中设一挡板,水从档板下面通过,以进一步除去污水中漂浮的糠等物质,同时可以去除废水中的砂粒。
池的尺寸为3.0 m×2.0 m×2.5 m,容积15.0 m,有效水深2.0 m,有效容积12.0 m3。
(3)调节池。
由于该企业的废水非连续性的排放,调节池必须有足够的容积容纳间歇排放的废水。
uasb-sbr
uasb-sbr摘要摘要:本污⽔处理⼚是为某制药⼚的⽣产废⽔和⽣活污⽔⽽设计的。
该⼚废⽔的主要成分为盐酸林可霉素原料药的⽣产废⽔,要求⽇处理量为3100吨/天,⽣活污⽔为100吨/天。
制药废⽔⽔质成分复杂,废⽔中污染物质含量⾼,⽣物难降解物质多,COD浓度⾼,BOD5/COD很低,废⽔的⾊度⾼,从⽽影响⽔⽣⽣物的⽣长,影响⽔体⾃净.。
因此对制药废⽔进⾏处理对于整体⽔质管理体系来说⾮常重要。
⽣产废⽔进⽔⽔质指标:CODcr 7800mg/L、BOD5 1540 mg/L、SS 300~400 mg/L、PH 7~8;⽣活污⽔进⽔⽔质指标:CODcr 400 mg/L、BOD5 200 mg/L 、SS 200 mg/L、PH 7~8。
针对该制药废⽔的特点,本设计以混凝沉淀、UASB厌氧法和SBR好氧法为主体⼯艺处理该废⽔。
整个处理⼯艺流程分为三个部分:预处理、⼆级处理和污泥处理。
该⼯艺设计合理,具有处理效率⾼、运⾏费⽤底、占地⾯积⼩等特点。
通过本⼯艺的处理,废⽔中的有机物可以得到⾼效降解,处理后的废⽔⽔质:BOD5 20mg/L、COD 131mg/L、SS 28mg/L,均达到国家综合废⽔排放⼀级标准。
关键词:制药废⽔;混凝沉淀;UASB;SBR;设计ABSTRACTAbstract: This wastewater treatment factory is designed to treat production wastewater and life sewage from a pharmaceutical factory. The main composition of the factory's waste water is the production waste water about a hydrochloric acid mildewed raw material medicine. The character parameters of wastewater are listed as follows: production wastewater,3100 m3/d, life sewage ,100 m3/d. The composition of pharmaceutical waste water is complicated, and the pollut ants’ concentration is high as well as the COD. The BOD5/COD is very low and the color degree of the waste water is high, which influence the growth of the creature in water, thus influence the purification of water body. Therefore the processing of the pharmaceutical waste is very important for the whole water quality management system.The index signs of the wastewater are listed as follows, prodution water: CODcr 7800mg/L、BOD5 1540 mg/L、SS 300~400 mg/L、PH 7~8; life sewage: CODcr 400 mg/L、BOD5 200 mg/L 、SS 200 mg/L、PH 7~8. According to the characteristics of the waste water, I chose the puddle and sedimentation, UASB and SBR as the main methods to process waster water. The whole processing craft process is divided into three parts: primary processing, second class processing and the dirty mud processing. There are many advantages in this craft: the design is reasonable with high processing efficiency, the circulating expense is low and land area is few. After the treatment of this process, the organic pollutants can be discomposed efficiently. The index sign of the processed wastewater are as follows: BOD5 20mg/L, COD 131mg/L, SS 28mg/L, which all reach the Class Ⅱof the National Standard for comprehensive wastewater.Keywords: Pharmaceutical waste water;Puddle and sedimentation;UASB;SBR;Design⽬录1 概述 (1)1.1设计任务 (1)1.2设计依据 (1)1.3设计原则 (1)1.4⼯程概况 (2)2 ⼯程设计 (3)2.1⽅案⽐较 (3)2.2⼯艺确定 (4)2.3污⽔处理构筑物设计说明 (4)2.3.1 格栅 (4)2.3.2 提升泵房 (5)2.3.3 调节池 (6)2.3.4 混凝池 (6)2.3.5 沉淀池 (7)2.3.6 UASB反应器 (8)2.3.7 SBR反应池 (9)2.4污泥处理构筑物设计说明 (11) 2.4.1 污泥浓缩池 (11)2.4.2 贮泥池 (11)2.4.3 污泥脱⽔机房 (11)2.5⼚区平⾯布置 (12)2.5.1 布置原则 (12)2.5.2 功能区划分 (13)2.5.3 道路布置 (13)2.5 4 管道布置 (14)2.5.5 绿化 (14)2.5.6 给⽔ (14)2.5.7 排⽔ (14)2.5.8 围墙 (14)2.5.9 ⼯程占地 (15)2.6⾼程布置设计 (15)2.6.1 ⾼程布置的任务 (15)2.6.2 ⾼程布置原则 (15)2.7仪表及⾃动控制 (15)2.8辅助设施设计 (15)2.8.1 辅助建筑设计 (15)2.8.2 通讯 (16)2.8.3 供电 (16)2.9运⾏管理 (16)2.10安全与节能 (16)2.11环境保护 (17)3 ⼯程效益 (18)3.1⼯程的环境效益 (18)3.2⼯程的社会效益 (18)3.3⼯程的经济效益 (18)参考⽂献 (19)致谢 (20)附件 (21)附件1设计计算书 (21)附件2设计任务书 (59)附件3英⽂翻译附件4英⽂翻译原⽂附图(另附)图1 废⽔处理⼚平⾯图图2 废⽔处理⼚⾼程图图3 细格栅及⼀次提升泵房平剖⾯图图4 调节池平剖⾯图图5 絮凝沉淀池平剖⾯图图6 UASB反应池平剖⾯图图7 SBR反应池平剖⾯图图8 污泥浓缩池平剖⾯图1 概述1.1 设计任务本废⽔处理⼚设计的主要内容是确定制药废⽔处理的基本⼯艺路线和主要构筑物的类型,并对废⽔处理和污泥处理⼯艺设计计算,设计处理⼚的平⾯、⾼程布置图及主要构筑物的平⾯、剖⾯图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
张卫军 丁勇 ( 顶山 来水 ) 平 市自 公司
摘要 : 采用 U S /B A B S R工艺处理制糖 废水, 在原 水 C O1 5 0 W Q1 —1 —1, 程 1 D 10 0 0 扬 0m , 量 1 m3h, 率 1 W , 流 流 0 / 功 K 过
0 /, O  ̄ 00 / ,S 0 mg mgLB D5 0mgLS 0 / ,出水 C D 6 m /, 最 大粒径 2 mm 5 10 1 L时 O 23 gL 5 o
B D15 /,S3m /,H6 9 达到了《 O s mg S 10 gLp ~ 。 1 L 污水综合排放标准》
行 沉淀 后废 水达 标排放 。 工 艺流 程 见 图 1 。 工资 5 0元 / , U Z 天  ̄ A T资为 2 0元 / 0 天。药剂费 9 0元 , 艘 一 唯 一 一 一 . 一 一 一 一 搏 折 合吨水 成本 为 25 饿 .8元 /吨水 。
处理 。
32 工 艺流程 .
到了《 污水综 合排放标准》 B 9 8 19 ) ( 8 7 — 9 6二级标准 , : G 即
C OD  ̄3 0 / , OD < 0 mgL B 5≤1 0 / , S ≤2 0 / , H 5 mgL S 0 mgL p
废水 经 冷却 塔 、 沉砂 池 , 进入 调 节 池调 节水 质 后 进 入 6~9 。 兼 氧 处理 系统 , 出水进 入 絮 凝 沉淀 池 ,l 水 泵提 升 进 入 E污 a 42 经济 分析 . U S A B厌氧 装 置 , AS 处理后 废 水 中大 部 分有 机物 得 到 U B 废水 处理 成 本主 要包括 电费 、 人工 费 、 剂 费等 。 日 试 每 有 效 的去 除 ; 氧 出水 , 后 由泵提 升 至 S R装 置 , 进 厌 然 B 再 电费 为 2 62元 / 2. 天。废 水 水 处理 站 设工 作人 员 4人 , 日
黼菡 微淀 沉 承小池 址
墼 座 p, - 2 ×. , 效 积2- 。 量1 , -3 × - 3 m 有 容 8 m。  ̄- 6 5 5 j . 8
, 。 . .
.
水 主要来 自酒精 车 间。废 水 包括糖 蜜 酒精 生成 槽液 、 面 地 U B反 AS 和 设备 清 洗水及 酵 母分 离 时的废 水 , 中糖 蜜 酒精 生 成槽 其 数 量 2座 ,单 池 尺 寸 54×54×5 . _ - , 容 积 负 荷 / d, m。 V 液 是 高 浓度 的有 机废 水 ,直接 排 放 水域 会 造 成 严 重 的污 50 g .k COD ( ・)布水 系统 采 用 P C穿孔 管布水 器。 染。 ( S R反 应池 _ 8 Z  ̄ 2 废 水水质 及水 量 数量 2座 , 池运行 周 期 1 h 每周期 进水 时间 05 , 每 2, —h 2 1废 水水 质水 量 . 每 周期 曝 气 时间 1 h 每周 期 沉淀 时 间 1 , 周 期排 水 时 0, h每 排水 量 为每 天 2 0 , 0 m3平均 时流量 为 83 /。 .m3 根据 糖 间 05 , 高水 位 反 应 池 平 均 污 泥 浓 度 3 0 mgL 最 低 h .h 最 0 0 /, 厂 的调 查 报 告 显 示 ,废 水 水 质 如 下 : D 1 0 0 / , 水 位 反应 池平 均污 泥浓 度 5 0 mgL 每 天运 行周 期 数 2 C O1 5 0 mgL 50 /, , B  ̄5 0 mgL S 1 0 0 / , H . 45 温度 : 9 充水 比 04 , OD 5 0 0 / , S 1 0 mgL p 41 ., >0 .4 最低 水 位 .m, 高 水 位 4O 9 最 .m。 单 池尺 寸 : ℃。 1. 0×1 - 5 0×45 超 高 05 每 座 S R反应 池 设 滗 水 1 .m, .m, B
3 废水 处理 工 艺流 程的确 定 数量 1座 , 寸 36×25×35 有 效容 积 2 .m。 尺 . . .m, 88 。 31 废 水处理 工 艺流程 的选 择 . 4 工 艺运 行 糖 蜜 酒 精 废液 是 一种 量大 、 色深 、 有较 高 酸 性 的 颜 带 4 1工 艺运 行效 果分析 . 高 浓度 有机 废液 ,本 方案采 用厌 氧 +好 氧 的处理 工 艺 , 即 该 废 水 处理 工艺 经调 试 ,出水 水质 稳 定 , 高 浓 度废 水 经 U S A B反应 i . 1 进 入 S R池 进 行 好氧 C 1 -,  ̄再 B OD2 3 / , OD I 5 / , S 3 mgL p 6 mgL B  ̄1 mgL S 1 0 / , H 6—9 。达
—
某 厂 一 以 蔗 原 的 糖 业该 业 废 糖 是 家 甘 为 料 制 企 ,企 的
22 排 水要 求 .
器 1台 , 2台滗水器 , 水量 2 0 h 共 排 0 m ̄ 。
根据环保部门对厂方的要求 , 排放水应达到《 污水综 合排放标准》 B 9 8 19 ) ( 8 7 — 6二级标准。 G 9 其具体指标如下 :
④ 兼氧 处理 系统
的 理 _了 准 该 水 理 艺 稳 运 为 似 水 处 提= ! 参 。 废 处 工 的 定 行 类 废 供实 考 . 三 际
。 ~ 一
数量1 HT2 时, 尺寸5 × . 4 m, 座,R1小 单池 . 5 ×. 0 0 5
二
。
雩 程况s 废 1 概 导 水 工
6 9 ~ 。
ห้องสมุดไป่ตู้
⑧鼓风机房 数量 1 , 问 设鼓风机三 台( 二用一备)型号 J S , , T 一10 5
⑨沉淀池
C OD  ̄3 0 / , OD < 0 mgL B ≤1 0 / , S  ̄2 0 / , H 电机功 率 3 K , 量 1 .m3 n mgL S < 0 mgL p 5 3W 流 88 / 。 mi