FANUC技术使用内嵌以太网口进行程序传输
FANUC的网络配置
F A N U C的网络配置Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】FANUC以太网接口技术交流ID号_ dwxc2009004 _日期 _文件使用的限制以及注意事项等文件版本更新的纪录目录FANUC 0i-D系列系统的以太网硬件设备主要有以下两种:快速以太网板(Fast Ethernet Board)和数据服务器板(Fast Data Server Board),对应功能叫做以太网功能(Ethernet Function)和数据服务器功能(Date Server Function)。
现0i-MD和0i-TD系统都标配有内嵌式以太网和PCMCIA网卡,而0i-Mate MD和0i-Mate TD只标配PCMCIA网卡。
PCMCIA网卡和内嵌式以太网的功能接近,只是PCMCIA网卡不支持FANUC程序传输软件。
1. 内嵌式以太网FANUC 0i-D系列中的0i-MD/0i-TD系统都标准配置有支持100Mbps 的内嵌式以太网。
将CNC 与电脑连接起来,即可进行NC 程序的传输、机械的控制和运行状态的监视、机械的调整和维护。
其基本功能包括:·基于FTP 传输功能的NC 程序传输可通过CNC 画面的操作来传输NC 程序。
电脑侧使用FTP 服务器软件,所以,可以与Windows 环境以外的主机一起传输NC 程序。
·基于FOCAS2/Ethernet 的机械的控制和监视可利用i CELL 和CIMPLICITY,创建进行机械的控制和监视系统。
此外,可以直接使用FOCAS2/Ethernet 功能,创建独特的应用软件;也可通过CNC 主导信息通知功能,利用NC 程序、或者梯图程序发出的指令,从CNC 自发地向电脑的应用程序通知信息(CNC/PMC数据)。
·可以在线进行基于FANUC LADDER-Ⅲ以及SERVO GUIDE 的机械的调整和维护、梯图程序的维护和伺服电机的调整。
FANUC实用软件介绍

F A N U C实用软件介绍 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】FANUCPROGRAMTRANSFERTOOL程序传输软件是FANUC提供的一种,在计算机和NC通过以太网连接后,进行加工程序、刀具信息、宏变量等数据传输工具。
系统方面可在0i-B/C/D、16i/18i/21i-A/B、30i/31i/32i-A、PMi-D/H等系统上使用。
计算机方面要求操作系统环境为Windows2000/XP/Vista/7。
FANUCCNCSETTINGTOOL向用户提供参数设定工具是为了在电脑上设置和管理CNC参数的工具。
能够进行参数设定、传输同时能够显示参数具体含义。
FANUCCNCSETTINGTOOL软件可实现NC在线读取、下载、设定参数、参数文件离线查看等功能,将参数说明书与CNC的设置结合,为客户进行呈现当前参数设置的含义。
BASICOPERATIONPACKAGE2(BOP2)FANUC基本操作软件包BOP是基于以太网连接或HSSB连接的应用软件。
通过该软件可以实现除PLC程序编辑显示,图形仿真及用户功能之外的绝大部分NC操作,例如坐标显示,程序管理,参数管理等。
CNCSCREENDISPLAYCNCSCREENDISPLAY软件可以通过快速以太网在线实时显示系统画面、监测系统状态、完成对系统的操作,一台显示设备可以监测1个NC设备。
FANUCSERVOGUIDE向用户提供参数设定、数据测量、简单测试程序生成等伺服和主轴调整所需要的综合调整平台,除了在伺服方面,在主轴调整也同样可以发挥作用。
FANUCSERVOGUIDE主要用于整机伺服、主轴性能调整,利用内嵌以太网可以在电脑利用测试到的数据,科学、准确的查找到整机性能的不足,调整电机的性能,提高机床整体性能。
FANUCLADDERIIIFANUCLADDERIII简单实用性FANUCPLC电脑端编辑平台。
FANUC以太网接口.

FANUC系统的以太网接口技术交流ID号_ dwxc2009004 _日期_ 2009.12.15文件使用的限制以及注意事项等文件版本更新的纪录修订日期版本号文件名称修订内容修订人2009.12.15 V1.0 FANUC系统的以太网首次发布朱辉接口目录1. 内嵌式以太网 (1)2. 以太网和数据服务器软硬件的比较 (2)2.1 以太网板和快速数据服务器板 (2)2.2 以太网功能和数据服务器功能 (2)3. 以太网功能 (2)3.1 以太网功能及其相关软件 (2)3.2 以太网功能在CNC上的设定 (2)3.3 以太网功能应用 (4)4. 数据服务器功能 (5)4.1 实现数据服务器功能的基本工作模式 (5)4.2 CNC和电脑的连接 (7)4.3 关于FTP文件传输协议 (7)4.4 使用电脑作为FTP传输的服务器端 (8)4.5 使用CNC作为FTP传输的服务器端 (9)5. Windows XP下FTP服务的使用和设定 (10)5.1 使用Windows XP自带的IIS (10)5.2 使用Serv-U (14)6. CNC系统和PC的连接调试步骤和技巧 (17)6.1 在本地确认FTP服务器工作正常 (17)6.2 检查网络连接是否正常 (18)6.3 确认CNC设置并联机调试 (20)7. 附录 (21)FANUC 0i-D系列系统的以太网硬件设备主要有以下两种:快速以太网板(Fast Ethernet Board)和数据服务器板(Fast Data Server Board),对应功能叫做以太网功能(Ethernet Function)和数据服务器功能(Date Server Function)。
现0i-MD和0i-TD系统都标配有内嵌式以太网和PCMCIA网卡,而0i-Mate MD和0i-Mate TD只标配PCMCIA网卡。
PCMCIA网卡和内嵌式以太网的功能接近,只是PCMCIA网卡不支持FANUC程序传输软件。
FANUC CNC与电脑通过以太网连接WFTPD
CNC与电脑通过内置以太网连接传输方法
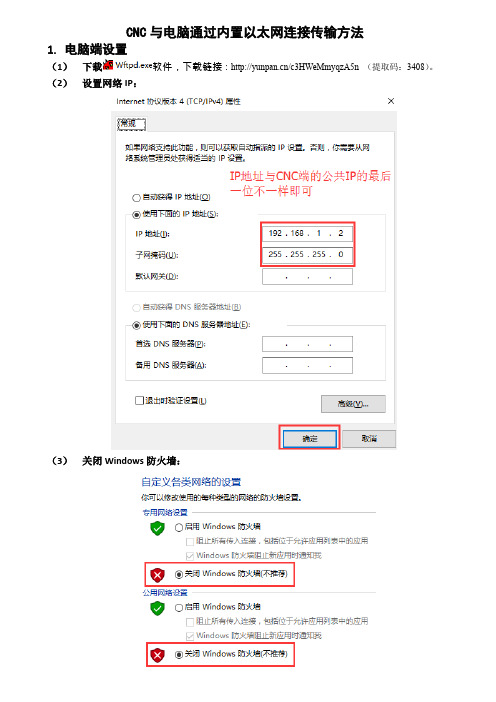
1.电脑端设置
(1)下载软件,下载链接:/c3HWeMmyqzA5n (提取码:3408)。
(2)设置网络IP:
(3)关闭Windows防火墙:
(4)Wftp.exe软件设置:
打开软件,点击菜单栏的Security—>Usesr/rights…
弹出Uses/rights Security对话框,点击New User…创建用户(用户名和密码)
点击Browse…,选择电脑中程序所在的文件目录:
点击Rights<<,设定用户权限,勾选完成后点击Done完成设定。
C端设置
(1)共同设定
按—>—>—>:
按—>—>—> :
(2)FTP传输设定
按—>—>—> :
C与电脑传输(通过内置以太网)
(1)通道号(参数号No.20)改为9,使用内嵌(网线)进行传输:
(2)在模式下,按—>—>—>—>,即可在CNC上显示电脑中的程序文件。
FANUC技术文档-使用内嵌以太网口进行程序传输
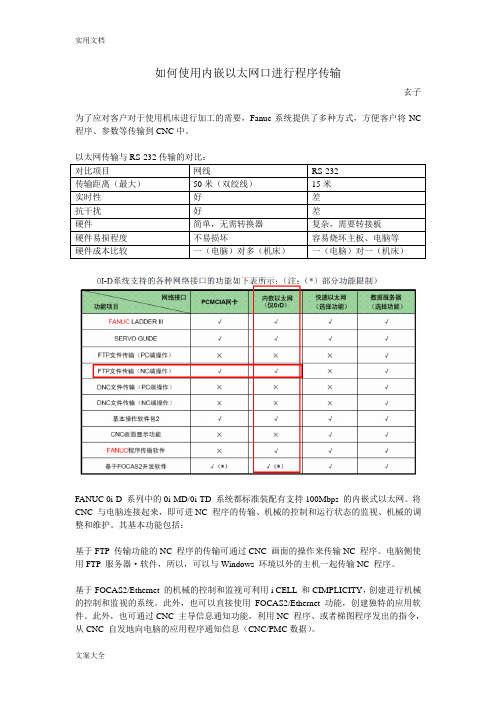
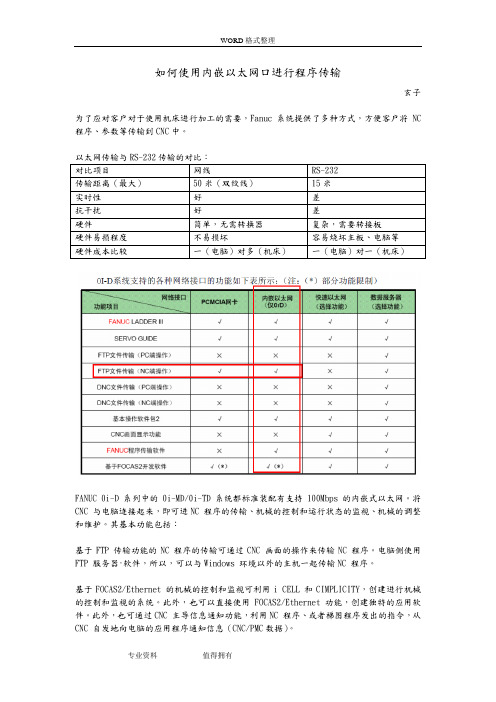
如何使用内嵌以太网口进行程序传输玄子为了应对客户对于使用机床进行加工的需要,Fanuc系统提供了多种方式,方便客户将NC 程序、参数等传输到CNC中。
FANUC 0i-D 系列中的0i-MD/0i-TD 系统都标准装配有支持100Mbps 的内嵌式以太网。
将CNC 与电脑连接起来,即可进NC 程序的传输、机械的控制和运行状态的监视、机械的调整和维护。
其基本功能包括:基于FTP 传输功能的NC 程序的传输可通过CNC 画面的操作来传输NC 程序。
电脑侧使用FTP 服务器·软件,所以,可以与Windows 环境以外的主机一起传输NC 程序。
基于FOCAS2/Ethernet 的机械的控制和监视可利用i CELL 和CIMPLICITY,创建进行机械的控制和监视的系统。
此外,也可以直接使用FOCAS2/Ethernet 功能,创建独特的应用软件。
此外,也可通过CNC 主导信息通知功能,利用NC 程序、或者梯图程序发出的指令,从CNC 自发地向电脑的应用程序通知信息(CNC/PMC数据)。
可以在线进行基于FANUC LADDER-Ⅲ以及SERVO GUIDE 的机械的调整和维护、梯图程序的维护和伺服电机的调整。
本篇主要介绍如何利用第三方FTP软件,实现CNC和个人电脑的连接和参数、NC程序等的传输。
NC侧参数设定选择I/O通道20=99:嵌入式以太网口[SYSTEM]→[+]若干次→[内藏口]→[公共]IP地址:192.168.1.2子网掩码:255.255.255.0路由器地址:不设置如果错误输入路由器内容,请在MDI键盘上找到[SP],输入即可清除数据。
[SYSTEM]→[+]若干次→[内藏口]→[FOCA32]TCP:8193UDP:0时间间隔:0[SYSTEM]→[+]若干次→[内藏口]→[FTP传输]主机名:192.168.1.1此处输入与CNC连接的个人电脑的IP地址端口号:2121此处输入的端口应与个人电脑上的FTP软件设定的端口相同用户名:WL密码:123可自行设置,应与个人电脑上过的FTP软件设定的用户名、密码相同登陆地址:/NCDATA登陆地址为电脑内所设置FTP传输文件的文件夹名称,注意此文件夹不能放在硬盘的根目录下。
FANUC技术文档使用内嵌以太网口进行程序传输

如何使用内嵌以太网口进行程序传输玄子为了应对客户对于使用机床进行加工的需要,Fan uc系统提供了多种方式,方便客户将NC程序、参数等传输到CNC中。
以太网传输与RS-232传输的对比:FANUCOi-D系列中的Oi-MD/Oi-TD 系统都标准装配有支持 100Mbps的内嵌式以太网。
将CNC与电脑连接起来,即可进 NC程序的传输、机械的控制和运行状态的监视、机械的调整和维护。
其基本功能包括:基于FTP传输功能的NC程序的传输可通过CNC®面的操作来传输NC 程序。
电脑侧使用FTP服务器•软件,所以,可以与 Windows环境以外的主机一起传输NC程序。
基于F0CAS2/Ethernet的机械的控制和监视可利用iCELL和CIMPLICITY,创建进行机械的控制和监视的系统。
此外,也可以直接使用FOCAS2/Ethernet功能,创建独特的应用软件。
此外,也可通过CNC主导信息通知功能,利用 NC程序、或者梯图程序发出的指令,从CNC自发地向电脑的应用程序通知信息(CNC/PM数据)。
可以在线进行基于FANUCLADDER以及SERVOGUIDE机械的调整和维护、梯图程序的维护和伺服电机的调整。
本篇主要介绍如何利用第三方FTP软件,实现CNC和个人电脑的连接和参数、NC程序等的传输。
NC侧参数设定选择I/O通道20=99:嵌入式以太网口[SYSTEM严[+]若干次-[内藏口]-[公共]路由器地址:不设置如果错误输入路由器内容,请在 MDI键盘上找到[SP],输入即可清除数据。
[SYSTEM—[+]若干次—[内藏口]—[FOCA32]TCP:8193UDP:0时间间隔:0[SYSTEM—[+]若干次—[内藏口]—[FTP传输]此处输入与CNC连接的个人电脑的IP地址端口号:2121此处输入的端口应与个人电脑上的 FTP软件设定的端口相同用户名:WL密码:123可自行设置,应与个人电脑上过的 FTP软件设定的用户名、密码相同登陆地址:/NCDATA登陆地址为电脑内所设置FTP传输文件的文件夹名称,注意此文件夹不能放在硬盘的根目录下。
FANUC技术文档_使用内嵌以太网口进行程序传输
如何使用内嵌以太网口进行程序传输玄子为了应对客户对于使用机床进行加工的需要,Fanuc系统提供了多种方式,方便客户将NC 程序、参数等传输到CNC中。
FANUC 0i-D 系列中的0i-MD/0i-TD 系统都标准装配有支持100Mbps 的内嵌式以太网。
将CNC 与电脑连接起来,即可进NC 程序的传输、机械的控制和运行状态的监视、机械的调整和维护。
其基本功能包括:基于FTP 传输功能的NC 程序的传输可通过CNC 画面的操作来传输NC 程序。
电脑侧使用FTP 服务器·软件,所以,可以与Windows 环境以外的主机一起传输NC 程序。
基于FOCAS2/Ethernet 的机械的控制和监视可利用i CELL 和CIMPLICITY,创建进行机械的控制和监视的系统。
此外,也可以直接使用FOCAS2/Ethernet 功能,创建独特的应用软件。
此外,也可通过CNC 主导信息通知功能,利用NC 程序、或者梯图程序发出的指令,从CNC 自发地向电脑的应用程序通知信息(CNC/PMC数据)。
可以在线进行基于FANUC LADDER-Ⅲ以及SERVO GUIDE 的机械的调整和维护、梯图程序的维护和伺服电机的调整。
本篇主要介绍如何利用第三方FTP软件,实现CNC和个人电脑的连接和参数、NC程序等的传输。
NC侧参数设定选择I/O通道20=99:嵌入式以太网口[SYSTEM]→[+]若干次→[内藏口]→[公共]IP地址:192.168.1.2子网掩码:255.255.255.0路由器地址:不设置如果错误输入路由器内容,请在MDI键盘上找到[SP],输入即可清除数据。
[SYSTEM]→[+]若干次→[内藏口]→[FOCA32]TCP:8193UDP:0时间间隔:0[SYSTEM]→[+]若干次→[内藏口]→[FTP传输]主机名:192.168.1.1此处输入与CNC连接的个人电脑的IP地址端口号:2121此处输入的端口应与个人电脑上的FTP软件设定的端口相同用户名:WL密码:123可自行设置,应与个人电脑上过的FTP软件设定的用户名、密码相同登陆地址:/NCDATA登陆地址为电脑内所设置FTP传输文件的文件夹名称,注意此文件夹不能放在硬盘的根目录下。
FANUC以太网接口.
FANUC系统的以太网接口技术交流ID号_ dwxc2009004 _日期_ 2009.12.15文件使用的限制以及注意事项等文件版本更新的纪录修订日期版本号文件名称修订内容修订人2009.12.15 V1.0 FANUC系统的以太网首次发布朱辉接口目录1. 内嵌式以太网 (1)2. 以太网和数据服务器软硬件的比较 (2)2.1 以太网板和快速数据服务器板 (2)2.2 以太网功能和数据服务器功能 (2)3. 以太网功能 (2)3.1 以太网功能及其相关软件 (2)3.2 以太网功能在CNC上的设定 (2)3.3 以太网功能应用 (4)4. 数据服务器功能 (5)4.1 实现数据服务器功能的基本工作模式 (5)4.2 CNC和电脑的连接 (7)4.3 关于FTP文件传输协议 (7)4.4 使用电脑作为FTP传输的服务器端 (8)4.5 使用CNC作为FTP传输的服务器端 (9)5. Windows XP下FTP服务的使用和设定 (10)5.1 使用Windows XP自带的IIS (10)5.2 使用Serv-U (14)6. CNC系统和PC的连接调试步骤和技巧 (17)6.1 在本地确认FTP服务器工作正常 (17)6.2 检查网络连接是否正常 (18)6.3 确认CNC设置并联机调试 (20)7. 附录 (21)FANUC 0i-D系列系统的以太网硬件设备主要有以下两种:快速以太网板(Fast Ethernet Board)和数据服务器板(Fast Data Server Board),对应功能叫做以太网功能(Ethernet Function)和数据服务器功能(Date Server Function)。
现0i-MD和0i-TD系统都标配有内嵌式以太网和PCMCIA网卡,而0i-Mate MD和0i-Mate TD只标配PCMCIA网卡。
PCMCIA网卡和内嵌式以太网的功能接近,只是PCMCIA网卡不支持FANUC程序传输软件。
维护应用FANUC几种常用文件传输方式小结
维护应用FANUC几种常用文件传输方式小结
FANUC系统是符合工业标准的通用性机床操作系统,系统中参数、梯形图、程序有着高度的可重复利用性,可以通过相应接口进行文件的输入、输出。
现在常用的文件输入输出方式有以下几种——CF卡、U盘、内嵌以太网端口和快速以太网端口,下面就详细为大家介绍这几种接口。
CF卡:通过CF卡槽与系统相连,也可以通过与PC相连,主要用于系统内部、系统和PC端文件的互传。
另外,使用CF卡也是一种方便稳定的DNC加工方式。
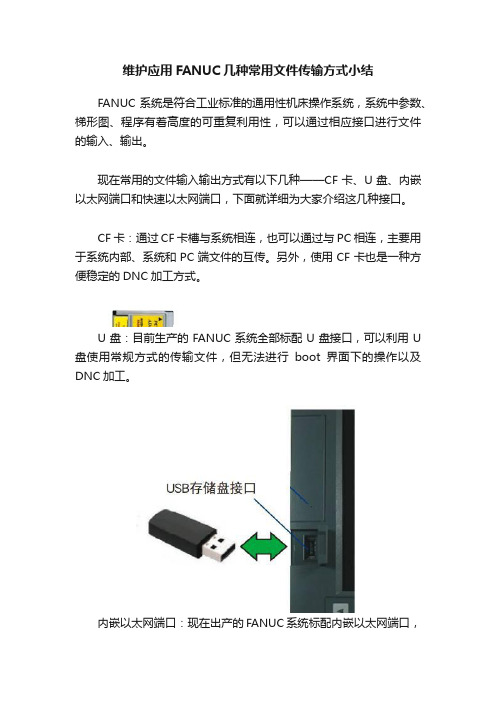
U盘:目前生产的FANUC系统全部标配U盘接口,可以利用U 盘使用常规方式的传输文件,但无法进行boot界面下的操作以及DNC加工。
内嵌以太网端口:现在出产的FANUC系统标配内嵌以太网端口,
其既可以用于PC与系统文件传输也可以用于PC端实时监控。
快速以太网端口:快速以太网端口具有内嵌以太网端口能力,同时可以应用其他第三方软硬件连接(机器人等),支持协议更多、传输速率更快。
但需要其他选配硬件支持,成本较高。
现在为大家对比一下各传输方式:
同时FANUC最新推出的0i-F系统,具备了USB、PC向CF卡的非插拔式程序传输功能,可以解决使用中来回插拔CF卡而带来的不便,大大提升了系统的操作便利性。
(来自“Fanuc数控技术”)。
PC如何通过以太网上传程序到FANUC机床

PC通过以太网上传程序至FANUC机床实例简介:本实例是基于VB语言编写的,可实现PC通过局域网以太网上传程序到FANUC机床进行,该功能对于我们数控编程的人来说还是比较实用的.数控程序截图:具体实现步骤:1,设置机床网络(包含IP地址及端口号),2,将PC即就是电脑确保通过以太网连接在同一个局域网内 .即:(相信大家都会)3,使用VB6.0建如图界面:4,实现的具体全代码,可以联系我获取(可能会要一个20块钱的红包而已)这里给大家讲下具体是如何实现的1>,调用FANUC提供的Fwlib32.dll文件,定义相应的数据结构及定义相应的函数:如:2>,使用所定义的cnc_allclibhndl3函数连接机床,并且获得函数句柄;Dim i As Integeri = cnc_allclibhndl3(Form1.Text1.Text, 8193, 1, FlibHndl)If i = 0 Thenmand1.BackColor = RGB(0, 255, 0)MsgBox "Connected Successfully... FlibHndl=" & FlibHndl, vbInformation, "Fanuc-Hugl"Elsemand1.BackColor = RGB(255, 0, 0)MsgBox "Connected Failed!", vbQuestion, "Fanuc-Hugl"End If3>,选择自己需要上传的程序,但是务必确保所选的程序满足以下固定格式:%O7008(06.2281-7008.1 ANCHOR)此处中间为你所要写入的程序内容M30%即:你要上传的程序必须满足,“%”开头及结尾,第二行为“Oxxxx”的程序号,程序倒数第二行为”M30“程序结束符。
否则上传就会出错。
FANUC程序传输工具的使用
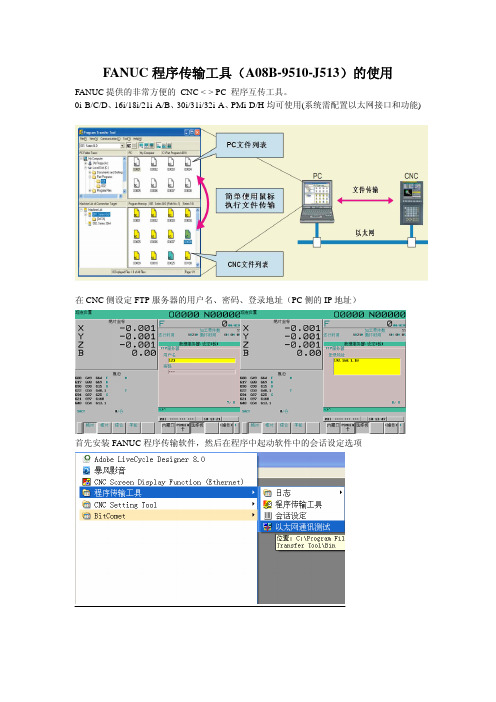
FANUC程序传输工具(A08B-9510-J513)的使用
FANUC提供的非常方便的 CNC <-> PC 程序互传工具。
0i-B/C/D、16i/18i/21i-A/B、30i/31i/32i-A、PMi-D/H均可使用(系统需配置以太网接口和功能)
在
CNC侧设定FTP服务器的用户名、密码、登录地址(PC侧的IP地址)
首先安装FANUC程序传输软件,然后在程序中起动软件中的会话设定选项
进入会话设定画面后,在机床信息一栏中选择目前连接的CNC类型
在选择程序存储器一览进行设定IP地址、TCP端口号
侧设置一
在数据服务器一栏中输入用户名、密码(与CNC致)和FTP端口号
在
显示一栏中选择PC侧的显示路径
会话设定完成后,在程序中选择以太网程序测试选项,进入一下画面可测试PC和CNC的连接(包括PING IP地址、FOCAS2、FTP连接)
在确认以上测试完成后确认在程序中选择程序传输项,进入以下画面
上图中的NC按钮代表PC和CNC程序内存之间的程序传输,(该功能使用内嵌式以太网、快速以太网板、DATA SERVE板均可实现)
点击机床列表中的的机床名,进入一下画面
例如把PC侧目录下的程序O0037传输到CNC测的程序存储器中,只要把O0037直接拖至程序存储器框中然后放开鼠标,机会出现一下对话框
点击下载即可把O0037程序传至CNC侧的程序存储器中。
点击DS按钮则进入DATA SERVER传输画面(该功能只能在安装DATA SERVER板才可使用)
通过鼠标把PC框中的程序直接拖至数据服务器框中,显示以下选择框
点击下载
点击确定后,程序RD.NC即传送到数据服务器中。
FANUC的网络配置

FANUC以太网接口技术交流ID号_ dwxc2009004 _日期 _文件使用的限制以及注意事项等文件版本更新的纪录目录FANUC 0i-D系列系统的以太网硬件设备主要有以下两种:快速以太网板(Fast Ethernet Board)和数据服务器板(Fast Data Server Board),对应功能叫做以太网功能(Ethernet Function)和数据服务器功能(Date Server Function)。
现0i-MD和0i-TD系统都标配有内嵌式以太网和PCMCIA网卡,而0i-Mate MD和0i-Mate TD只标配PCMCIA网卡。
PCMCIA网卡和内嵌式以太网的功能接近,只是PCMCIA网卡不支持FANUC程序传输软件。
1. 内嵌式以太网FANUC 0i-D系列中的0i-MD/0i-TD系统都标准配置有支持100Mbps 的内嵌式以太网。
将CNC 与电脑连接起来,即可进行NC 程序的传输、机械的控制和运行状态的监视、机械的调整和维护。
其基本功能包括:·基于FTP 传输功能的NC 程序传输可通过CNC 画面的操作来传输NC 程序。
电脑侧使用FTP 服务器软件,所以,可以与Windows 环境以外的主机一起传输NC 程序。
·基于FOCAS2/Ethernet 的机械的控制和监视可利用i CELL 和CIMPLICITY,创建进行机械的控制和监视系统。
此外,可以直接使用FOCAS2/Ethernet 功能,创建独特的应用软件;也可通过CNC 主导信息通知功能,利用NC 程序、或者梯图程序发出的指令,从CNC 自发地向电脑的应用程序通知信息(CNC/PMC数据)。
·可以在线进行基于FANUC LADDER-Ⅲ以及SERVO GUIDE 的机械的调整和维护、梯图程序的维护和伺服电机的调整。
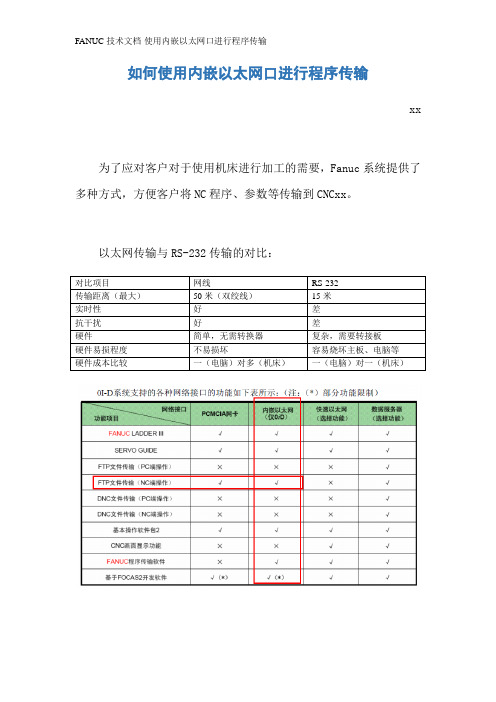
0i-D系统支持的各种网络接口的功能如下表所示:(注:(*)部分功能限制)2. 以太网和数据服务器软硬件的比较以太网板和快速数据服务器板无论快速以太网板(A02B-0309-J299)还是快速数据服务器板(A02B-0309-J146),都可以认为是FANUC提供的可直接连接以太网的硬件接口,所谓的“快速”是针对以太网传输速度而言,理论上的传输速率可以达到100 Mbps。
FANUC数控系统以太网功能的应用(下)

FANUC数控系统以太网功能的应用(下)《制造技术与机床》杂志创刊于1951年,是我国机械工业科技期刊中创刊早、发行量大、影响面广的刊物之一,拥有广泛、专业的读者群体。
本刊属中文核心期刊,中国科技论文统计用刊和《中国学术期刊文摘》摘录用期刊。
FANUC数控系统以太网功能的应用(下)导读介绍FANUC 0i系列数控系统内嵌以太网口的连接方法以及FANUC FOCAS接口的应用,通过FOCAS编制监控软件,实现FANUC数控系统的以太网连接,实时进行机床信息采集、远程监控、程序传送、故障诊断等功能,提高数控机床的运作效率。
2FOCAS应用程序接口FOCAS是FANUC Open CNC API Specifications的缩写,目前通用的是第2版,第1版适用于早期的系统,对于0i系统来说两个版本没有什么太大的区别,FANUC以太网相关的软件功能,都是在这个平台上完成的。
作为用户,如果没有选择系统的快速以太网板或数据服务器板功能,可以使用Microsoft Visual Basic或者Visual C++,配合FANUC提供的FOCAS进行自主编程,通过以太网连接,实现对FANUC数控系统的远程监控、状态信息采集以及数据传送等功能。
自主编程还能适应过去老机型的CNC系统,软件也能体现出个性化和独立性。
FOCAS内置的函数具有CNC/PMC数据窗口功能,可以通过以太网(TCP/IP)接口在PC和CNC之间完成数据交换和信息共享。
FOCAS 功能丰富,不仅能实时读取CNC文件数据,还能进行PMC相关数据的读写。
下面结合应用Visual Basic语言编写的监控程序画面着重介绍它的几个常用功能。
(1)绝对位置坐标显示应用Visual Basic语言,调用cnc_absolute函数,正确设置函数参数及返回值,即可实现绝对位置坐标显示。
图4所示即为VB程序通过调用cnc_absolute函数完成的坐标显示画面。
发那科内置以太网口DNC加工测试v2
1.0 2014.3.28
Ver
Date
.
王馨正 Design
新发布 Description
Title
内置以太网口 DNC 加工测试
No. Pag 3 / 15 e
新建“域”,即对 CNC 设置的网段提供 FTP 服务。点击右键新建域如下图所示。 填写电脑测 FTP 服务器的 IP 地址。
对于域名,如果是内网,可以随便填域名或者填 IP 都可以,这里我们测试填写的域 名为 ,配置如下图所示。
D5F3/4.0 or later 以太网口的软件版本号为:
NET CONTROL
658F/07 or later
EMBED ETHER 参数设置:
658E/08 or later
NO.20=9 使用内置以太网口。 NO.14885#0 使用内置以太网口作为 IO 设备是,输入输出采用
0:ASCII 格式 1:ISO 格式 NO.14885#1 DNC 加工时采用内置以太网口进行 0:不使用 1:使用 系统升级:
但是,这里要特别说明的是,关于 M198 调用的程序文件号: (1) 程序的文件号必须是以大写 O 开头加上四位数字组成,如上图调用 P6 子程序,
则文件号设定为 O0006; (2) 文件必须是去掉.txt 后缀名的文件,若文件名不正确或是采用.txt 后缀名的文件
进行调用的时候,会出现 SR2032 嵌入式以太网/数据服务器错误。 (3) 不能以 O0000 命名文件名,否则会发生 SR1079 未找到程序文件的报警。 (4) 参数 3404#2(SBP)无效,M198 只能采用文件号调用。
原则上文件号是不允许重复的,但是以.txt 为后缀名和去掉.txt 后缀名的文件可以取 成相同的文件名,并且加工过程中没影响。
FANUC程序传输工具的使用(1)

FANUC程序传输工具(A08B-9510-J513)的使用
FANUC提供的非常方便的 CNC <-> PC 程序互传工具。
0i-B/C/D、16i/18i/21i-A/B、30i/31i/32i-A、PMi-D/H均可使用(系统需配置以太网接口和功能)
在
CNC侧设定FTP服务器的用户名、密码、登录地址(PC侧的IP地址)
首先安装FANUC程序传输软件,然后在程序中起动软件中的会话设定选项
进入会话设定画面后,在机床信息一栏中选择目前连接的CNC类型
在选择程序存储器一览进行设定IP地址、TCP端口号
侧设置一
在数据服务器一栏中输入用户名、密码(与CNC致)和FTP端口号
在
显示一栏中选择PC侧的显示路径
会话设定完成后,在程序中选择以太网程序测试选项,进入一下画面可测试PC和CNC的连接(包括PING IP地址、FOCAS2、FTP连接)
在确认以上测试完成后确认在程序中选择程序传输项,进入以下画面
上图中的NC按钮代表PC和CNC程序内存之间的程序传输,(该功能使用内嵌式以太网、快速以太网板、DATA SERVE板均可实现)
点击机床列表中的的机床名,进入一下画面
例如把PC侧目录下的程序O0037传输到CNC测的程序存储器中,只要把O0037直接拖至程序存储器框中然后放开鼠标,机会出现一下对话框
点击下载即可把O0037程序传至CNC侧的程序存储器中。
点击DS按钮则进入DATA SERVER传输画面(该功能只能在安装DATA SERVER板才可使用)
通过鼠标把PC框中的程序直接拖至数据服务器框中,显示以下选择框
点击下载
点击确定后,程序RD.NC即传送到数据服务器中。
法那科传输软件,FTPSERV软件DNC使用方法

FTPSERV软件DNC使用方法
1、CNC设定
参数:11630#1=1
14885#0=0
14885#1=1
20=9
其他:内嵌以太网选择
公共设定:IP地址:设定NC的IP地址(保证电脑IP地址与NC的IP地址在同一网段,即前三个字节相同,最后一个不同)
子掩码:255.255.255.0
路由器地址:如无路由器无需设定
FOCAS2设定:TCP=8193 UDP=8192 时间间隔=30
设备有效:内置板
TFP传送:
主机名:电脑IP地址
端口号:21
用户名:USER
密码:123
登陆地址:C:/FANUC
PING下测试下联通情况
2、电脑IP地址设定
本地连接IPV4:
IP地址:设定与NC的IP地址同一网段地址
子掩码:255.255.255.0
默认网关:无需设定
3、电脑其他:
关闭防火墙
关闭所有杀毒软件
关闭占用FTP的21号端口的软件(例如:三菱FTP传入软件) 4、打开软件
5、设定---用户设定
设定用户:USER
密码:123
目录:C:/FANUC
属性:不能勾选“没有数据”、“虚拟连接“,其他都勾上。
6、设定——设置
检查端口号为21号端口
7、设定——IP限制设定允许IP地址为:192.168.1.*。
内嵌以太网的一台电脑对多台CNC的FTP传输

0I-D系统基于内置以太网的FTP功能导言:0I-D系统较0I-C系统标配了内嵌的以太网口,这样我们就可以只用一根网线与CNC 进行通信,进行伺服优化,梯形图的在线编辑,FTP的文件传输。
下面详细说明一下基于内置以太网的FTP功能。
现在我们可以将一台电脑当服务器,多台CNC当客户端进行对电脑的访问。
这样可以大大提高用户的效率,节省他们的时间。
主要的原理图如下:具体的设置如下:首先对嵌入式以太网的公共部分和FOCAS部分进行设定。
注意在选择设备时要选择内置板有效。
接着是对FTP进行设定,注意用户名设定为ANONYMOUS。
密码随意。
登陆地址为电脑内所设置FTP传输文件的文件夹名称,注意此文件夹不能放在硬盘的根目录下。
之后是对电脑侧进行设定,此次使用FTP功能用的是微软自带的INTERNET 信息服务软件。
设置步骤如下:注意:上面fanuc为电脑硬盘根目录下设的一个文件夹,IP为电脑的IP.安全账户内允许匿名连接。
点击浏览将fanuc文件夹填入,然后系统连接后会自动找到设置在fanuc文件夹内的目标文件夹。
此时如果正常连接成功在CNC侧进行操作,在程序页面下选择设备:选择ENBETH嵌入式以太网就可以看到下面的NCDATA文件夹里的内容。
也有可能由于之前设置的一些原因FTP服务器没有连接,当我们选择设备连接时会出现以下的报警说明服务器还没有连接上,想查看哪里设定出现了问题,到message—扩展----内嵌板可以看到SR2032报警的详细信息,我们可以参加0I-D维修说明书找到细节所对应的含义。
如果连接成功就可以正常地进行读写参数,读写程序了。
由于是内置以太网,存储媒介为SRAM,所以没有数据服务器板装载的文件容量大。
不过对于一般用户存取程序已经是足够了。
此功能可以方便用户使用一台计算机对多台CNC进行控制,这将大大节省用户的时间,提高他们的效率。
FANUC技术文档-使用内嵌以太网口进行程序传输
如何使用内嵌以太网口进行程序传输xx为了应对客户对于使用机床进行加工的需要,Fanuc系统提供了多种方式,方便客户将NC程序、参数等传输到CNCxx。
以太网传输与RS-232传输的对比:对比项目网线RS-232传输距离(最大)50米(双绞线)15米实时性好差抗干扰好差硬件简单,无需转换器复杂,需要转接板硬件易损程度不易损坏容易烧坏主板、电脑等硬件成本比较一(电脑)对多(机床)一(电脑)对一(机床)FANUC 0i-D 系列中的0i-MD/0i-TD 系统都标准装配有支持100Mbps 的内嵌式以太网。
将CNC 与电脑连接起来,即可进NC 程序的传输、机械的控制和运行状态的监视、机械的调整和维护。
其基本功能包括:基于FTP 传输功能的NC 程序的传输可通过CNC 画面的操作来传输NC 程序。
电脑侧使用FTP 服务器·软件,所以,可以与Windows 环境以外的主机一起传输NC 程序。
基于FOCAS2/Ethernet 的机械的控制和监视可利用i CELL 和CIMPLICITY,创建进行机械的控制和监视的系统。
此外,也可以直接使用FOCAS2/Ethernet 功能,创建独特的应用软件。
此外,也可通过CNC 主导信息通知功能,利用NC 程序、或者梯图程序发出的指令,从CNC 自发地向电脑的应用程序通知信息(CNC/PMC数据)。
可以在线进行基于FANUC LADDER-Ⅲ以及SERVO GUIDE 的机械的调整和维护、梯图程序的维护和伺服电机的调整。
本篇主要介绍如何利用第三方FTP软件,实现CNC和个人电脑的连接和参数、NC程序等的传输。
NC侧参数设定选择I/O通道20=99:嵌入式以太网口[SYSTEM]→[+]若干次→[xx]→[公共]IP地址:192.168.1.2子网掩码:255.255.255.0路由器地址:不设置如果错误输入路由器内容,请在MDI键盘上找到[SP],输入即可清除数据。
FANUC实用软件介绍
FANUCPROGRAMTRANSFERTOOL程序传输软件是FANUC提供的一种,在计算机和NC通过以太网连接后,进行加工程序、刀具信息、宏变量等数据传输工具。
系统方面可在0i-B/C/D 、16i/18i/21i-A/B 、30i/31i/32i-A 、PMi-D/H 等系统上使用。
计算机方面要求操作系统环境为Windows2000/XP/Vista/7 。
FANUCCNCSETTINGTOOL向用户提供参数设定工具是为了在电脑上设置和管理CNC参数的工具。
能够进行参数设定、传输同时能够显示参数具体含义。
FANUCCNCSETTINGTOO软件可实现NC在线读取、下载、设定参数、参数文件离线查看等功能,将参数说明书与CNC的设置结合,为客户进行呈现当前参数设置的含义。
BASICOPERATIONPACKAGE(2BOP2)FANUC基本操作软件包BOP是基于以太网连接或HSSB连接的应用软件。
通过该软件可以实现除PLC程序编辑显示,图形仿真及用户功能之外的绝大部分NC操作,例如坐标显示,程序管理,参数管理等。
CNCSCREENDISPLAYCNCSCREENDISPLA软件可以通过快速以太网在线实时显示系统画面、监测系统状态、完成对系统的操作,一台显示设备可以监测1个NC设备。
FANUCSERVOGUIDE 向用户提供参数设定、数据测量、简单测试程序生成等伺服和主轴调整所需要的综合调整平台,除了在伺服方面,在主轴调整也同样可以发挥作用。
FANUCSERVOGUID庄要用于整机伺服、主轴性能调整,利用内嵌以太网可以在电脑利用测试到的数据,科学、准确的查找到整机性能的不足,调整电机的性能,提高机床整体性能。
FANUCLADDERIIIFANUCLADDERII简单实用性FANUCPLC电脑端编辑平台。
此软件可以通过内嵌以太网与电脑相连,线上上传、下载PMC相关文件。
也可以在线方式下,电脑端切换监视PMC信号状态和梯形图编辑状态。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何使用内嵌以太网口进行程序传输
玄子为了应对客户对于使用机床进行加工的需要,Fanuc系统提供了多种方式,方便客户将NC程序、参数等传输到CNC中。
以太网传输与RS-232传输的对比:
FANUC 0i-D 系列中的0i-MD/0i-TD 系统都标准装配有支持100Mbps 的内嵌式以太网。
将CNC 与电脑连接起来,即可进NC 程序的传输、机械的控制和运行状态的监
视、机械的调整和维护。
其基本功能包括:
基于FTP 传输功能的NC 程序的传输可通过CNC 画面的操作来传输NC 程序。
电脑侧使用FTP 服务器·软件,所以,可以与Windows 环境以外的主机一起传输NC 程序。
基于FOCAS2/Ethernet 的机械的控制和监视可利用i CELL 和CIMPLICITY,创建进行机械的控制和监视的系统。
此外,也可以直接使用FOCAS2/Ethernet 功能,创建独特的应用软件。
此外,也可通过CNC 主导信息通知功能,利用NC 程序、或者梯图程序发出的指令,从CNC 自发地向电脑的应用程序通知信息(CNC/PMC数据)。
可以在线进行基于FANUC LADDER-Ⅲ以及SERVO GUIDE 的机械的调整和维护、梯图程序的维护和伺服电机的调整。
本篇主要介绍如何利用第三方FTP软件,实现CNC和个人电脑的连接和参数、NC程序等的传输。
NC侧参数设定
选择I/O通道
20=9
9:嵌入式以太网口
[SYSTEM]→[+]若干次→[内藏口]→[公共]
IP地址:
子网掩码:
路由器地址:不设置
如果错误输入路由器内容,请在MDI键盘上找到[SP],输入即可清除数据。
[SYSTEM]→[+]若干次→[内藏口]→[FOCA32]
TCP:8193
UDP:0
时间间隔:0
[SYSTEM]→[+]若干次→[内藏口]→[FTP传输]
主机名:
此处输入与CNC连接的个人电脑的IP地址
端口号:2121
此处输入的端口应与个人电脑上的FTP软件设定的端口相同
用户名:WL
密码:123
可自行设置,应与个人电脑上过的FTP软件设定的用户名、密码相同
登陆地址:/NCDATA
登陆地址为电脑内所设置FTP传输文件的文件夹名称,注意此文件夹不能放在硬盘的根目录下。
此处可以不填写,根据FTP软件中设定的根目录进行连接。
[再启动]→[执行中]
注意:每台系统可以保存3个主机IP地址和相关设定,方便在局域网中切换。
选择主机有相应的操作。
电脑侧的设定:
在个人电脑上,首先在硬盘分区中建立一个文件夹,名称建议使用全英文,例如D:\NCDATA。
在个人电脑上有很多中软件可以实现建立FTP服务器的效果,在这里使用TYPSoft。
修改个人电脑IP地址:
需设定为与CNC系统中设定相同的IP地址和子网掩码
例
IP地址:
子网掩码:
TYPSoft:
设置→用户
新建用户
需要设置与CNC中相同的用户名和密码,此处设置用户名“WL”和密码“123”
设置用户根目录(个人电脑中存放程序等的文件夹,例D:\NCDATA),在右边选中根目录,设置访问权限(打对勾)
保存
设置→服务器
设置FTP端口
此处需设置与CNC中相同的端口号,例“2121”,端口号的设定原则,请参加下文
关于端口号的设定原则
什么是端口
在网络技术中,端口(Port)有好几种意思。
集线器、交换机、路由器的端口指的是连接其他网络设备的接口,如RJ-45端口、Serial端口等。
我们这里所指的端口不是指物理意义上的端口,而是特指TCP/IP协议中的端口,是逻辑意义上的端口。
根据端口号分类
公认端口(WellKnownPorts):从0到1023,它们紧密绑定(binding)于一些服务。
通常这些端口的通讯明确表明了某种服务的协议。
例如:80端口实际上总是HTTP 通讯。
注册端口(RegisteredPorts):从1024到49151。
它们松散地绑定于一些服务。
也就是说有许多服务绑定于这些端口,这些端口同样用于许多其它目的。
例如:许多系统处理动态端口从1024左右开始。
动态和/或私有端口(Dynamicand/orPrivatePorts):从49152到65535。
理论上,不应为服务分配这些端口。
在设置端口时,可以使用1024-49151中的端口,避免端口被其他程序占用这一情况出现。
服务器→启动
至此NC侧和个人电脑的设置已经完成,使用网线连接CNC和个人电脑,确认网口黄、绿灯闪烁正常。
测试连接是否正常
电脑侧:
开始→运行→输入cmd→输入ping (CNC的IP地址)
NC侧:
[SYSTEM]→[+]若干次→[内藏口]→[公共] →[+]→[PINGFT1]
显示“收到应答”为正常,否则请检查参数和设置
向NC传输程序:
选择[编辑]方式
[PROG]→[列表]→[操作]→[设备选择]→[内置以太网]
此时会显示出个人电脑上FTP文件夹里面的内容
电脑→CNC:程序
[文件输入]
F NAME=文件名
O NO.=在CNC中的程序号
[执行]
[PROG]→[列表]→[操作]→[设备选择]→[CNCMEM],即可看到程序已经传到CNC中,可以使用。
CNC→电脑:程序
方法相似
类似的,系统的参数、刀补等文件,也可以在电脑和CNC之间进行传输。
内嵌以太网的缺陷:
不能进行DNC
程序受到CNC的SRAM容量的限制。