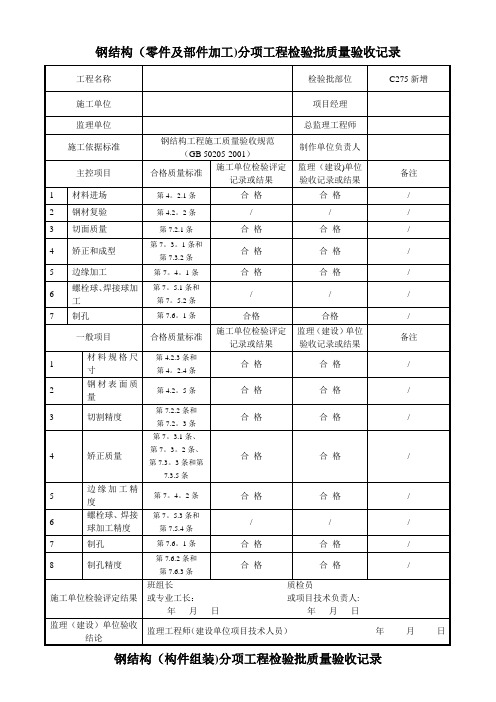
钢结构(零件及部件加工)分项工程检验批质量验收记录
零件及部件加工检验批质量验收记录

零件及部件加工检验批质量验收记录编号:
填表说明:
1、检验批容量填写: 同一检验批内,填写构件的总数
2、最小/实际检查数量栏中,实际检查数量:按实填写且不少于最小数量。
1)材料进场:质量证明文件全数检查;抽样数量按进场批次和产品的抽样检验方案确定。
2)2~5:全数检查。
3)螺栓球、焊接球加工:每种规格抽查 5%, 且不应少于3个。
4)制孔:按钢构件数量抽查 10%, 且不应少于3件。
5)材料规格尺寸:全数检查。
6)钢材表面质量:全数检查。
7)切割精度:按切割面数抽查 10%, 且不应少于3个。
8)矫正质量:全数检查。
9)边缘加工精度:按加工面数抽查 10%, 且不应少于3个。
10)螺栓球、焊接球加工精度:每种规格抽查 5%, 且不应少于3个。
11)管件加工精度:按杆件数抽查 10%, 且不应少于3个。
12)制孔精度:按规格抽查 10%, 且不应少于3个。
表头中“施工依据”栏目应依照实
际的施工操作依据填写,如施工企业的操作规程、工法、施工工艺标准。
钢构件(单节、多节钢柱)组装检验批质量验收记录编号:。
钢结构工程检验批质量验收记录表全套
钢结构工程检验批质量验收记录表全套钢结构焊接工程检验批质量验收记录工程名称:XXX环境集烟系统综合处理项目总包单:XXX分包单:XXX检验部位:45万方钢结构平台监理:项目经理施工单位检查记录:1.焊材与母材必须相互匹配,并按要求烘焙存放。
按照施工质量验收规范规定,焊条、焊丝、焊剂、电渣焊熔嘴等焊材与母材的匹配应符合行业标准81规定。
同时,焊接材料应按产品说明书及焊接工艺文件的规定进行烘焙和存放。
2.焊工必须考试合格并取得合格证书。
持证焊工必须在其考试合格项目及其认可范围内施焊。
3.施工单位对首次采用的钢材、焊接材料、焊接方法,焊后热处理等应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
4.设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷检验。
不能对缺陷作出判断时,采用射线探伤。
5.T型、十字、角接接头要求熔透的对接和角对接组合焊缝设计有疲劳验算要求的吊车梁或类似构件的腹板与上翼缘连接焊缝应为≥t/40~4mm4.6.焊缝表面不得有裂纹、焊瘤等缺陷。
一、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
焊缝表面无裂纹、气孔、夹渣、焊瘤等缺陷。
焊工有焊工证,符合设计以及规范要求。
7.对于需要进行焊前预热或焊后热处理的焊缝,其预热或后热温度应符合国家现行标准的规定或通过工艺试验确定。
预热区在焊道两侧,每侧宽度均应大于焊件厚度的1.5倍,且不小于100mm。
后热处理应在焊后立即进行,保温时间应根据板厚按每25mm板厚1h确定。
8.焊缝凹形的角焊缝,焊缝金属与母材间应平缓过渡。
加工成凹形的角焊缝,不得在其表面留下切痕。
9.焊缝感观应达到:外形均匀成型好,焊道与焊道、焊道与基础金属间过渡平滑,焊渣和飞溅物基本清除干净。
10.二、三级焊缝外观质量标准应符合规范规定。
三级对接焊缝应按二级焊缝标准进行外观质量检验。
以上记录符合执行企业标准名称及编号《钢结构工程施工质量验收规范》GB-2001的要求。
钢零部件加工检验批质量验收记录
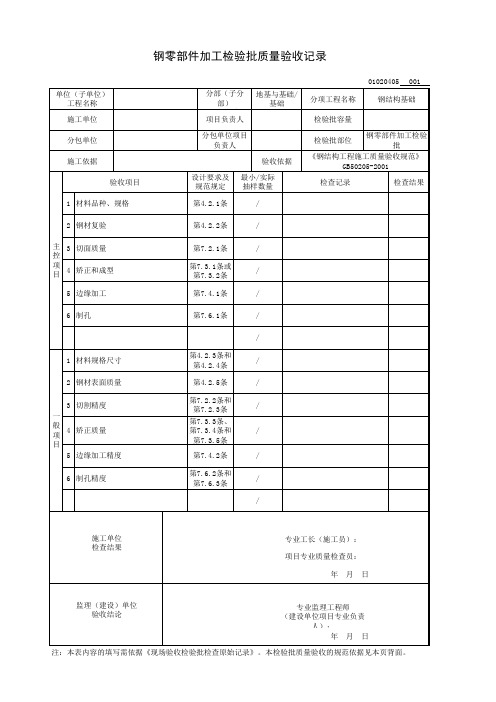
钢零部件加工检验批质量验收记录注:本表内容的填写需依据《现场验收检验批检查原始记录》。
本检验批质量验收的规范依据见本页背面。
一、填写依据1 《钢结构工程施工质量验收规范》GB50205-2001。
2 《建筑工程施工质量验收统一标准》GB50300-2013。
二、检验批划分钢零件及钢部件加工工程可按相应的钢结构制作工程或钢结构安装工程检验批的划分原则划分为一个或若干个检验批。
单层钢结构安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
多层及高层钢结构安装工程可按楼层或施工段等划分为一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
钢网架结构安装工程可按变形缝、施工段或空间刚度单元划分成一个或若干检验批。
压型金属板的制作和安装工程可按变形缝、楼层、施工段或屋面、墙面、楼面等划分为一个或若干个检验批。
三、GB50205-2001规范摘要主控项目4.2.1 钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。
进口钢材产品的质量应符合设计和合同规定标准的要求。
检查数量:全数检查。
检验方法:检查质量合格证明文件、中文标志及检验报告等。
4.2.2 对属于下列情况之一的钢材,应进行抽样复验,其复验结果应符合现行国家产品标准和设计要求。
1 国外进口钢材。
2 钢材混批。
3 板厚等于或大于40mm,且设计有Z向性能要求的厚板。
4 建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材。
5 设计有复验要求的钢材。
6 对质量有疑义的钢材。
检查数量:全数检查。
检验方法:检查复验报告。
7.2.1 钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm的缺棱。
检查数量:全数检查。
检验方法:观察或用放大镜及百分尺检查,有疑义时作渗透、磁粉或超声波探伤检查。
7.3.1 碳素结构钢在环境温度低于-16℃、低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲。
钢结构工程检验批质量验收记录表
钢结构工程检验批质量验收记录表旁站监理方案本文介绍了钢结构零部件加工工程的检验批质量验收记录表,以及钢构件组装工程检验批质量验收记录表。
其中,钢结构天桥和吊车梁(桁架)是本文中需要进行验收的两个部位。
钢结构零部件加工工程检验批质量验收记录表中,需要检验的内容包括材料品种、规格、钢材复验、切面质量、矫正和成型、边缘加工和制孔等方面。
具体的验收标准和规定在表格中有详细说明。
钢构件组装工程检验批质量验收记录表中,需要检验的内容包括焊接H型钢接缝、焊接H型钢精度、焊接组装精度、顶紧接触面、轴线交点错位、焊缝坡口精度、铣平面保护和外形尺寸等方面。
同样,具体的验收标准和规定在表格中有详细说明。
在进行验收时,需要由专业工长(施工员)进行检查评定,并由施工单位进行检查评定记录。
如果符合验收标准和规定,则为合格,否则为不合格。
最后,本文提供了监理(建设)单位验收结论的空白表格,需要由专业监理工程师进行填写,并由建设单位项目专业技术负责人进行签字确认。
总之,本文提供了一份完整的钢结构零部件加工工程和钢构件组装工程的验收记录表格,有助于确保工程质量的合格性。
项目经理XXX加强分包项目经理施工执行标准名称及编号为《钢结构工程施工质量验收规范》(GB-2001)。
其中,多层板叠螺栓孔第9.2.1条规定施工单位检查评定记录监理(建设)单位验收记录通过率应达标。
经检查,主控项目符合要求,一般项目抽样检查均符合设计及规范要求。
针对涂料性能第4.9.1条,涂装基层验收、涂层厚度、涂料质量、表面质量、附着力测试、标志等方面的验收,施工单位检查评定记录应符合设计标准要求。
经检验,涂层符合要求,无结皮、结块、误涂、漏涂,标志清晰。
施工班组长表示主控项目检验合格,一般项目抽样检验符合设计及规范要求。
针对钢结构防火涂料涂装工程的验收,施工单位检查评定记录应符合《钢结构工程施工质量验收规范》(GB-2001)的规定。
涂层表面质量的验收应符合第14.3.6条。
钢结构分项工程检验批质量验收记录
第14.2.5条
合格
合格
/
施工单位检验评定结果
班组长质检员
或专业工长:或项目技术负责人:
年月日年月日
监理(建设)单位验收结论
监理工程师(建设单位项目技术人员)年月日
钢结构(高强度螺栓连接)分项工程检验批质量验收记录
工程名称
检验批部位
施工单位
项目经理
监理单位
总监理工程师
施工依据标准
钢结构工程施工质量验收规范
1
成品包装
第4。4.4条
合格
合格
2
表面硬度试验
第4.4.5条
/
/
3
初拧、复拧扭矩
第6.3.4条
/
/
4
连接外观质量
第6。3。5条
/
/
5
摩擦面外观
第6。3。6条
/
/
6
扩孔
第6。3.7条
/
/
7
网架螺栓紧固
第6。3。8条
/
/
施工单位检查评定结果
班组长质检员
或专业工长:或项目技术负责人:
年月日年月日
监理(建设)单位验收结论
第4。3.4条
合格
合格
/
2
预热和后热处理
第5。2.7条
/
/
/
3
焊缝外观检查
第5.2。8条
合格
合格
/
4
焊缝尺寸偏差
第5.2.9条
合格
合格
/
5
凹型角焊缝
第5.2。10条
/
/
/
6
焊缝感观
第5。2。11条
合格
合格
钢结构工程检验批质量验收记录表
钢结构工程检验批质量验收记录表
施工测量放线报验单工程名称:贡山县丹当公园修复(二期)工程
土方开挖工程检验批质量验收记录表TJ4.1.1
钢结构零件及部件加工工程检验批质量验收记录
GB50202-2001
钢结构零件及部件加工工程检验批质量验收记录
GB 50205-2001
钢结构防火涂料涂装工程检验批质量验收记录
钢结构制作(安装)焊接检验批质量验收记录
钢构件(钢梯、平台及栏杆)安装检验批质量验收记录表
T
防腐涂料涂装检验批质量验收记录表
技术交底记录GJ1.4
注:本记录一式两份,一份交接受交底人,一份存档。
结构工程质量控制资料核查表GJ1.7
钢结构工程观感质量检查记录GJ1.9
焊缝检查记录GJ2.3.1(通用表)(强制性条文检查通用表)。
钢结构检验批

钢结构分部(子分部)工程验收记录(GB50300-2001)表编号:□□□□□□注:除地基基础分部外,勘察单位可不参加。
钢结构焊接分项工程质量验收表(GB50300-2001)表编号:□□□□□□钢结构(钢构件焊接)分项工程检验批质量验收记录(GB50205-2001)表编号:010901/020401□□□零件及部件加工分项工程质量验收表(GB50300-2001)表编号:□□□□□□钢结构(零件及部件加工)分项工程检验批质量验收记录(GB50205-2001)表编号:010905/020405□□□构件组装分项工程质量验收表(GB50300-2001)表编号:□□□□□□钢结构(构件组装)分项工程检验批质量验收记录(GB50205-2001)表编号:020406□□□预拼装分项工程质量验收表(GB50300-2001)表编号:钢结构(预拼装)分项工程检验批质量验收记录(GB50205-2001)表编号:020407□□□单层结构安装分项工程质量验收表(GB50300-2001)表编号:钢结构(单层结构安装)分项工程检验批质量验收记录(GB50205-2001)表编号:020408□□□普通坚固件连接分项工程质量验收表(GB50300-2001)表编号:□□□□□□钢结构(普通紧固件连接)分项工程检验批质量验收记录(GB50205-2001)表编号:010903/020403□□□高强度螺栓连接分项工程质量验收表(GB50300-2001)表编号:□□□□□□钢结构(高强度螺栓连接)分项工程检验批质量验收记录(GB50205-2001)表编号:010904/020404□□□压型金属板分项工程质量验收表(GB50300-2001)表编号:□□□□□□钢结构(压型金属板)分项工程检验批质量验收记录(GB50205-2001)表编号:020411□□□防腐涂料涂装分项工程质量验收表(GB50300-2001)表编号:□□□□□□钢结构(防腐涂料涂装)分项工程检验批质量验收记录(GB50205-2001)表编号:020412□□□(GB50300-2001)表编号:□□□□(GB50300-2001)表编号:□□□□金属板材屋面分项工程质量验收表(GB50300-2001)表编号:□□□□□□钢结构(金属板材屋面)分项工程检验批质量验收记录(GB50207-2002)表编号:040403□□□细部构造分项工程质量验收表(GB50300-2001)表编号:□□□□□□钢结构(细部结构)分项工程检验批质量验收记录(GB50207-2002)表编号:040404□□□。
钢结构分部分项及检验批质量验收记录
钢结构制作(安装)焊接分项工程质量验收记录表钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构零、部件加工分项工程质量验收记录表钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)钢构件组装分项工程质量验收记录表钢构件组装工程检验批质量验收记录表GB50205—2001钢构件组装工程检验批质量验收记录表GB50205—2001钢构件组装工程检验批质量验收记录表GB50205—2001钢构件组装工程检验批质量验收记录表GB50205—2001钢构件预拼装分项工程质量验收记录表钢构件预拼装工程检验批质量验收记录表GB50205-2001钢构件预拼装工程检验批质量验收记录表GB50205-2001钢构件预拼装工程检验批质量验收记录表GB50205-2001钢构件预拼装工程检验批质量验收记录表GB50205-2001单层钢构件安装分项工程质量验收记录表单层钢构件安装工程检验批质量验收记录表GB50205-2001单层钢构件安装工程检验批质量验收记录表GB50205-2001钢结构分部分项及检验批质量验收记录(不用打印)单层钢构件安装工程检验批质量验收记录表GB50205-2001单层钢构件安装工程检验批质量验收记录表GB50205-2001高强度螺栓连接分项工程质量验收记录表高强度螺栓连接工程检验批质量验收记录表GB50205-2001(Ⅱ)高强度螺栓连接工程检验批质量验收记录表GB50205-2001(Ⅱ)高强度螺栓连接工程检验批质量验收记录表GB50205-2001(Ⅱ)高强度螺栓连接工程检验批质量验收记录表GB50205-2001(Ⅱ)。
钢零部件加工检验批质量验收记录(模板)
单位(子单位) 工程名称
市政
分部(子分部) 工程名称
主体结构钢结构
施工单位
项目负责人
分包单位
分包单位 项目负责人
施工依据
钢结构工程施工规范(GB507552012)
验收依据
验收项目
设计要求及 规范规定
最小/实际 抽样数量
1 材料品种、规格
第4.2.1条
/
2 钢材复验
主 3 切面质量 控 项 目 4 矫正和成型
5 边缘加工
第4.2.2条
/
第7.2.1条
/
第7.3.1条或 第7.3.2条
/
第7.4.1条
Байду номын сангаас
/
6 制孔
1 材料规格尺寸
2 钢材表面质量 一 3 切割精度 般 项 目 4 矫正质量
5 边缘加工精度
6 制孔精度
第7.6.1条
/
第4.2.3条和 第4.2.4条
/
第4.2.5条
/
第7.2.2条和 第7.2.3条
/
第7.3.3条、
第7.3.4条和
/
第7.3.5条
第7.4.2条
/
第7.6.2条和 第7.6.3条
/
分项工程名称
钢零部件加工
检验批容量
检验批部位
钢零部件加工检验批 质量验收记录(最 新)
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查 结果
施工单位 检查结果
监理单位 验收结论
专业工长: 项目专业质量检查员:
年月日
专业监理工程师: 年月日
1-1-9钢结构-5_钢结构(零件及部件加工)工程检验批质量验收记录
640505
1
2
3
4
5
6
7
8
9
10
1 4.2.1条
2 4.2.2条37.2.1条47.3.1条和7.3.2条
57.4.1条67.5.1条和7.5.2条
7
7.6.1条
1
2
3
4
5
6
7
8
9
10
1 4.2.3条和4.2.4条
2 4.2.5条37.2.2条或7.2.3条47.3.3条、7.3.4条和7.3.5条
57.4.2条
67.5.3条和7.5.4条77.5.5条8
7.6.2条和7.6.3条
监理(建设)单位验收部位项目经理专业工长施工班组长
项目专业质量检查员:
分包项目经理
施工单位检查评定记录
施工单位检查评定记录
班组长或专业工长:
年 月 日
年 月 日
制孔
材料规格尺寸一般项目
制孔精度
规范规定
规范规定
材料进场钢材复验切面质量矫正和成型边缘加工
螺栓球、焊接球加工施工单位检查评定结果监理(建设)单位验收结论
钢材表面质量切割精度矫正质量边缘加工精度
螺栓球、焊接球加工精度管件加工精度钢结构(零件及部件加工)工程检验批质量验收记录
1.1.9钢结构-5
工程名称施工单位
施工执行标准名称及编号
分包单位
主控项目
年 月 监理工程师(建设单位项目技术负责人):
注:本表由施工项目专业质量检查员填写,监理工程师(建设单位项目技术负责人)组织项目专业质量检查员等进行验收。
)单位验收记录日
月 日验收。
钢结构零部件加工工程检验批质量验收记录

说 明
(Ⅰ)020303一般项目:
12 检查数量:全数检查。
检验方法:用套模或游标卡尺检查。
13 检查数量:按加工面数抽杳10%,且不应少于3件。
检验方法:观察检查和实测检查。
14 检查数量:按零部件数抽查10%,且不应少于3个。
检验方法:用卡尺、直尺、角度尺检查。
注:L为加工面边长或加工边长度。
15 检查数量:按加工面数抽查10%,且不应少于3件。
检验方法:实测检查。
16 检查数量:按加工面数抽查10%,且不应少于3件。
检查方法:用钢尺、塞尺检查。
17 检查数量:按钢构件数量抽查10%,且不少于3件。
检验方法:用钢尺检查。
注:①在节点中连接板与一根杆件相连的所有螺检孔为一组。
②对接接头在拼接板一侧的螺检孔为一组。
③在两相邻节点或接头间的螺检孔为一组,但不包括上述两款所规定的螺检孔。
④受弯构件翼缘上的连接螺检孔,每米长度范围内的螺检孔为一组。
18 检查数量:全数检查。
检查方法:观察检查。
19 检查数量:按规定抽查10%,且不应少于3个。
检验方法:用卡尺、直尺、角度尺检查。
注:d为轴(外圆)直径或孔径。
(整理)钢结构分项工程检验批质量验收记录

钢结构(钢构件焊接)分项工程检验批质量验收记录
钢结构(焊钉焊接)分项工程检验批质量验收记录
钢结构(普通紧固件连接)分项工程检验批质量验收记录
钢结构(高强螺栓连接)分项工程检验批质量验收记录
钢结构(零件及部件加工)分项工程检验批质量验收记录
钢结构(构件组装)分项工程检验批质量验收记录
钢结构(预拼装)分项工程检验批质量验收记录
钢结构(单层结构安装)分项工程检验批质量验收记录
钢结构(多层结构安装)分项工程检验批质量验收记录
钢结构(网架结构安装)分项工程检验批质量验收记录
钢结构(压型金属板)分项工程检验批质量验收记录
钢结构(防腐涂料涂装)分项工程检验批质量验收记录
钢结构(防火涂料涂装)分项工程检验批质量验收记录。
钢结构检验批.(修订版)

钢结构分部(子分部)工程验收记录(GB50300-2001)表E.0.1 编号:□□□□□□注:除地基基础分部外,勘察单位可不参加。
钢结构焊接分项工程质量验收表(GB50300-2001)表E.0.1编号:□□□□□□钢结构(钢构件焊接)分项工程检验批质量验收记录(GB50205-2001)表J.O.1编号:010901/020401□□□零件及部件加工分项工程质量验收表(GB50300-2001)表E.0.1编号:□□□□□□钢结构(零件及部件加工)分项工程检验批质量验收记录(GB50205-2001)表J.0.5 编号:010905/020405□□□构件组装分项工程质量验收表(GB50300-2001)表E.0.1编号:□□□□□□钢结构(构件组装)分项工程检验批质量验收记录(GB50205-2001)表J.0.6 编号:020406预拼装分项工程质量验收表(GB50300-2001)表E.0.1编号:□□□□□□钢结构(预拼装)分项工程检验批质量验收记录(GB50205-2001)表J.O.7编号:020407□□□单层结构安装分项工程质量验收表(GB50300-2001)表E.0.1编号:□□□□□□钢结构(单层结构安装)分项工程检验批质量验收记录(GB50205-2001)表J.0.8 编号:020408□□□普通坚固件连接分项工程质量验收表(GB50300-2001)表E.0.1编号:□□□□□□钢结构(普通紧固件连接)分项工程检验批质量验收记录(GB50205-2001)表J.O.3编号:010903/020403□□□高强度螺栓连接分项工程质量验收表(GB50300-2001)表E.0.1编号:□□□□□□钢结构(高强度螺栓连接)分项工程检验批质量验收记录(GB50205-2001)表J.O.4编号:010904/020404□□□压型金属板分项工程质量验收表(GB50300-2001)表E.0.1编号:□□□□□□钢结构(压型金属板)分项工程检验批质量验收记录(GB50205-2001)表J.0.11 编号:020411□□□防腐涂料涂装分项工程质量验收表(GB50300-2001)表E.0.1编号:□□□□□□钢结构(防腐涂料涂装)分项工程检验批质量验收记录(GB50205-2001)表J.0.12 编号:020412□□□(GB50300-2001)表F.0.1 编号:□□□□(GB50300-2001)表F.0.1 编号:□□□□金属板材屋面分项工程质量验收表(GB50300-2001)表E.0.1编号:□□□□□□钢结构(金属板材屋面)分项工程检验批质量验收记录(GB50207-2002)表7.3编号:040403□□□细部构造分项工程质量验收表(GB50300-2001)表E.0.1编号:□□□□□□钢结构(细部结构)分项工程检验批质量验收记录(GB50207-2002)表9.0编号:040404□□□。
钢零部件加工检验批质量验收记录

/
第4.2.5条
/
第7.2.2条和 第7.2.3条
/
第7.3.3条、
第7.3.4条和
/
第7.3.5条
第7.4.2条
/
第7.6.2条和 第7.6.3条
/
施工单位 检查结果
专业工长: 项目专业质量检查员:
年月日
监理单位 验收结论
专业监理工程师: 年月日
检查记录
检查 结果
2
主3 控 项 目4
5
钢材复验 切面质量 矫正和成型 边缘加工
第4.2.2条
/第7Βιβλιοθήκη 2.1条/第7.3.1条或 第7.3.2条
/
第7.4.1条
/
6 1 2 一3 般 项 目4 5 6
制孔 材料规格尺寸 钢材表面质量
切割精度 矫正质量 边缘加工精度 制孔精度
第7.6.1条
/
第4.2.3条和 第4.2.4条
单位(子单位) 工程名称
钢零部件加工检验批质量验收记录
GD-C5-71183 0 0 1
00
分部(子分部) 工程名称
分项工程名称
施工单位
项目负责人
检验批容量
分包单位
施工依据
验收项目
1
材料品种、规格
分包单位 项目负责人
设计要求及 规范规定
第4.2.1条
验收依据
最小/实 际
抽样数量
/
检验批部位
《钢结构工程施工质量验收规范》 GB50205-2001
钢结构零部件加工检验批质量验收记录
钢结构零部件加工检验批质量验收记录日期:2024年5月10日地点:钢结构零部件加工厂项目:大型钢结构建筑项目一、检验单位:第三方检测机构二、被检单位:钢结构零部件加工厂三、检验人员:质检工程师、工程技术人员四、检验内容:钢结构零部件加工质量验收五、检验标准:国家有关钢结构零部件加工技术标准及设计图纸要求六、检验装备:测量工具、设备等七、检验结果:符合/不符合八、检验记录:如下一、样品准备在检验前,从被检单位随机抽取了各类钢结构零部件样品作为抽样检验的对象。
被检单位按照检验单位的要求将样品整理妥善,并送至检验单位进行检验。
二、检验项目1.钢板尺寸:对钢板尺寸进行测量,与设计图纸要求进行比对,确认尺寸是否符合要求。
2.焊缝质量:对钢结构零部件的焊缝进行目测和无损检测,检查焊接质量是否符合相关标准要求。
3.表面处理:对钢结构零部件的表面处理质量进行目测和触摸检查,确认表面处理是否均匀、光滑。
4.材料检验:对钢结构零部件的材料进行化学成分分析和物理性能测试,确认材料是否符合相关标准要求。
5.组件安装:对钢结构零部件的组件安装进行检查,确认安装是否正确、牢固。
6.预紧力检测:对钢结构零部件的螺栓紧固力进行检测,确认螺栓紧固是否符合相关标准要求。
7.表面涂层:对钢结构零部件的表面涂层进行目测和厚度检测,确认涂层质量是否符合相关标准要求。
三、检验过程1.钢板尺寸:对每个钢板进行测量,记录尺寸数据,并与设计图纸要求进行比对,确认尺寸是否符合要求。
2.焊缝质量:对焊缝进行目测,观察焊缝的形状和质量,并对焊缝进行无损检测,使用超声波检测仪对焊缝进行探伤,记录检测结果。
3.表面处理:对钢结构零部件的表面进行目测和触摸检查,确认表面处理质量是否符合要求。
4.材料检验:从每个样品中采取适量的材料进行化学成分分析和物理性能测试,使用光谱仪分析钢板材料的化学成分,使用硬度计测试钢板材料的硬度,记录分析结果。
5.组件安装:观察钢结构零部件的组件安装情况,检查安装是否正确、牢固。
钢结构制作分项工程质量验收记录

钢结构制作分项工程质量验收记录一、验收前准备1.钢结构制作单位应提供符合国家标准的施工组织设计和质量控制方案,并按照方案组织施工。
2.钢结构制作单位应提供钢材的到货验收记录,要求其满足设计要求,允许有轻微的表面划伤和刺孔,但不得有严重的锈蚀、裂纹和变形现象。
3.钢结构制作单位应提供焊工的合格证明、焊接工艺规程和焊缝外观检验报告,以确保焊接质量合格。
二、钢材加工1.钢结构制作单位应按照设计要求对钢材进行切割、焊接和钻孔等加工工艺,确保尺寸和形状符合规定,并避免产生裂纹和变形。
2.钢结构制作单位应对切割面和焊接缝进行除锈处理,确保其达到设计要求的表面清洁度和粗糙度。
三、焊接施工1.钢结构制作单位应根据设计要求选择适当的焊接工艺和焊接材料,并对焊工进行培训和监督。
2.钢结构制作单位应对焊缝进行外观检查,焊缝表面应光滑、无裂缝、夹渣和夹杂物,并符合规定的焊缝尺寸和形状要求。
3.根据设计要求,钢结构制作单位应对焊缝进行无损检测,包括超声波检测、X射线检测和磁粉检测等,确保焊缝质量合格。
四、构件安装1.钢结构制作单位应按照设计要求对构件进行编号,并制定安装顺序和方法。
2.钢结构制作单位应对构件进行预安装,检查其尺寸、位置和倾斜度是否符合要求。
3.钢结构制作单位应用吊装设备进行构件的安装,并注意控制吊装过程中的倾斜度、位移和变形。
4.钢结构制作单位应用螺栓连接构件,并根据设计要求进行紧固力的控制,确保连接的安全可靠。
五、验收记录1.钢结构制作单位应编制钢结构制作分项工程质量验收记录表,并在表中详细记录每一项验收内容和结果。
2.钢结构制作单位应将钢结构制作分项工程质量验收记录表和相关的检测报告、证书等资料提交给建设单位进行验收。
钢结构制作分项工程的质量验收是确保建筑项目质量的重要环节,有效的质量验收可以避免钢结构制作过程中出现的问题,保证建筑物的安全和稳定。
因此,钢结构制作单位应严格按照要求进行质量控制,并做好相应的验收记录,以便建设单位进行验收和监督。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一
般
项
目
1.材料规格尺寸
2.钢材表面质量
3.切割精度
4.矫正质量
5.边缘加工精度
6.螺栓球、焊接球加工精度
7.管件加工精度
8.制孔精度
施工单位检查
评定结果
项目专业质量检查员:项目专业质量(技术)负责人:年月日
监理(建设)单
位验收结论
监理工程师(建设单位项目技术负责人):年月日
钢结构(零件及部件加工)分项工程检验批质量验收记录
工人
专业工长
分包单位
项目负责人
(分包单位)
施工班组长
施工执行标准及编号
质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
主
控
项
目
1.材料进场
2.钢材复验
3.切面质量
4.矫正或成形
5.边缘加工
6.螺栓球、焊接球加工