输煤皮带机胶带跑偏的原因及调整办法分析25页PPT
带工输送机胶带跑偏的原因及解决方法粗解管理

2.胶带本身的的问题,由于胶带使用时间过长,而产生老化变形、边缘磨损等问题,或者胶带损坏后重新制作的接头中心不正,这些都会使胶带受运行方向上的牵引力不一致而导致跑偏。所以在制作胶带接头时必须对正中心。胶带老化变形就必须更换。
三、其它问题而造成的跑偏 源自当输送机由底处向高处运输时,带式输送机就会形成一段凹弧,如凹弧的曲率半径过小,在启动时如果输送机上没有物料,在凹弧段胶带就会跳起,遇到其它外力会将胶带偏离,因此,所以我们一般在凹弧段会采用压带轮来避免皮带的弹起。
带式输送机是一种摩擦驱动以连续方式并由胶带、钢管、钢纤维带、塑料带和化纤带作为传送物料和牵引工件的输送机械。它既可以进行碎散物料的输送,也可以进行成品的输送。除进行物料输送外,还可以与各企业生产的工艺过程的相配合,还可以形成流水作业运输线。
由于带式输送机其输送能力大、运行费用低、使用成本低、工作阻力小,所以带式输送机在现代化的各种工业企业中应用较为广泛。在矿山的井下巷道、矿井地面运输、露天采矿场及选矿厂等中,得到了广泛应用。它的安全稳定地运行直接影响到企业生产的稳定性。带式输送机最常见的故障就是胶带的跑偏,长时间的跑偏运转,不仅漏料和不正常磨损并且生产能力下降,甚至导致输送带边拉毛被撕裂,降低输送带使用寿命,更重要的是影响整套设备的正常工作,从而影响生产。为了使厂矿能安全地稳定地有效率地运行对带式输送机跑偏现象进行及时准确的处理尤为重要。
不管是以上的哪一种跑偏原因都是因为我们的安装误差大而造成的,为了减少带式输送机跑偏为后期生产带来不必要的麻烦,我们更应该标准地安装输机,以下是在实际生产中总结出来的安装注意事项:
(1)在安装前,首先要确定的是输送机安装中心线和驱动滚筒的安装位置。并其在相应的位置上标示出来。同时对皮运机通廊做平整。
皮带跑偏原因及纠正措施
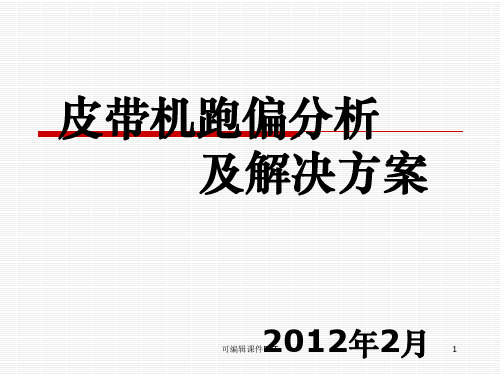
胶带跑偏原因及纠正措施一、导致皮带跑偏的主要因素1、胶带的结构、类型和工作条件(机架地基出现不均匀沉降、风霜雨雪的影响)2、由驱动和张紧装置所传递的功率和张力大小3、胶带接头对准程度4、非承载面存在灰尘和水5、加载方向和落料点是否对中二、各种跑偏原因及对策措施1、所有胶带在机架的某一部位向一侧跑偏。
One or more idlers immediately preceding trouble point not at right angles to the direction of belt travel.一个或多个拖辊在前述故障点上延胶带运动方向角度不正Advance, in the direction of belt travel, the end of the idlerto which the belt has shifted. Square idlers.首先延着胶带运动方向,对胶带跑偏的哪一侧托辊进行方形校正Conveyor frame or structure crooked.皮带机架弯曲Stretch string along edge to determine extent and makecorrection.沿机架边缘拉一条直线来判断弯曲程度,然后进行校正。
One or more idler stands not centered under belt.一个或多个拖辊不正Center them. Same as above.校正拖辊Sticking idlers.拖辊粘滞Clean and lubricate.清理和润滑拖辊Belt runs off terminal pulley.Check terminal pulley assignment. Check alignments ofidlers approaching terminal pulley.Build up of material on idlers.物料粘结在拖辊表面Clean them. Install cleaning device.清洗掉物料安装清理设备Structure not level and belt tends to shift to low side.机架不平导致皮带向较低一侧偏移Level structure.调平机架2、胶带的某一段沿整机向一侧跑偏。
带式输送机胶带跑偏的原因及调整

增 刊 20 0 6年 6月
山 西 焦 煤 科 技
S nxiCo n a c e c ha ki g Co lS i n e Te hno og c l y
S p lme t u pe n
J n 2 0 u .06
・
技术经验 ・
的余 量为 准 。
4 结 语
总之 , 理皮带 机 的跑 偏 , 分 析胶 带跑偏 的原 处 要
因, 采取相 应 的措施 , 时 清除 引起皮 带 跑偏 的各 种 及
表 面粘 有物 料 ;
2 )在尾 部输送 带 跑偏 。 部滚 筒 的调整方 法 与 尾
8 )使 用维 护不 好 以及维 修不 当 。
2 胶 带跑偏 现 象 带 式输 送 机 在 运转 过程 中 , 能 会产 生 各 种 不 可
头 部滚 筒 刚 好相 反 , 整 尾部 改 向滚筒 或螺 纹 拉 紧 调
承 座后 移 , 其方 向见 图 1 调整 好后 将 轴 承座 处 的定 , 位块 焊死 , 时驱 动装 置 可 以不再跟 随移 动 。 此
跑 偏方 向 滚 筒轴 承
座 调整 方向
量、 操作 等有 关 , 归纳起 来 主要 有 以下 几个 原 因 :
1 )机 架地基 出现不 均匀 沉降 ; 2 )机 架 、 筒 安装质 量 不高 ; 滚
( )机 架 是 否倾 斜 , 2 滚筒 中心 线 和 皮 带 中 心线 是 否
重 合 。( )各滚 筒轴 线是 否平 行 。( )给料 方 向是否 3 4
合 适 。 防止 给料 口把物 料偏 置 于胶带 , 转换 溜槽 为 在 出 口应 设 可调挡 料 板 , 以调节 物料 落点 。 5 导 料板 ()
带式输送机胶带的跑偏与对策

带式输送机胶带的跑偏与对策摘要带式输送机在采矿业和其他行业中应用日益广泛,为更好发挥其效益减少事故,除保证加工和安装质量、加强管理外,还应掌握科学的纠偏对策和方法。
关键词带式输送机;胶带;跑偏;对策带式输送机在煤矿业和非煤企业生产中的应用越来越广泛。
在使用中会出现胶带起热甚至着火的现象,这是由于运转时胶带中心线脱离输送机机架的中心线而偏向一边,即胶带跑偏。
它造成胶带边缘与机架相互磨损,使胶带边缘起热变形,过早磨损坏。
跑偏严重时,胶带将脱离托辊而掉下来,造成停机重大事故,甚至引发重大安全事故。
为了有效地解决这一问题,需从几个环节入手和把握:1严把产品质量关,抓好每个生产环节的质量检查在产品的生产过程中,每道工序都必须按图纸施工,同时做好工序检验。
从下料、机加工、铆焊、组装、试车等严格按图纸技术要求作业。
各种配合保证在公差范围之内,确保各零部件性能优良,工作平稳可靠,滚筒和托辊的同心度,表面径跳都控制在公差范围之内且运行平稳,转动灵活,各部分受力均匀,这也是保证胶带不跑偏的基础和前提条件。
2安装调试是关键安装调试质量的好坏直接影响到输送机运转能否正常。
1)制定安装调试质量标准。
其内容是:机架在水平及垂直方向上的公差;各滚筒轴线与皮带机中心线的垂直度,各滚筒轴线与水平方向的水平度;托辊架横向中心线与胶带机中心线的垂直度等。
2)确定输送机中心线。
在浇筑地脚螺栓孔之前,一定要确定输送机的中心线,对于固定式的,要确保机身各段的中心线在一条直线上;长距离、需转弯的,转弯半径一定要与输送机中心线设计基准一致,一旦确定好,不可随意改变,否则在运行过程中就会出现跑偏,而且这种跑偏是不可避免的,不易控制。
3)采用前倾位置安装托辊。
在目前输送机生产过程中为了便于调整,一般都采用托辊的边支撑有三个槽,这就使得托辊的安装可能有三种位置:前倾、后倾或中间位。
在安装时要采用前倾位置安放,当输送机运行时,前倾的托辊使胶带始终受到一个指向胶带机中心线的横向力,这个作用力的存在,使胶带运行具有一定的自纠偏能力。
皮带机跑偏分析及解决方案ppt课件
20
举例说明几种跑偏的原因及处理方法二:
二、头部驱动 滚筒或尾部改 向滚筒的轴线 与输送机中心 线不垂直,造 成胶带在头部 滚筒或尾部改 向滚筒处跑偏。
输送带的宽度一般为:500mm、650mm、800mm、 1000mm、1200mm、1400mm、1600mm、1800mm等。
我国规定,所有煤矿井下所使用的输送带产品必须为符合我国相 关标准的阻燃抗静电输送带。现在煤矿企业常用的输送带有: PVC整芯阻燃抗静电输送带、PVG整芯阻燃抗静电输送带、钢丝 绳芯阻燃抗静电输送带。
(2) 跑高不跑低:支承托辊不在与胶带 运行方向平行的同一个水平位置上而是一头 高一头低,则胶带就会向高的一端移动;
(3) 跑后不跑前:托辊不在与胶带运行方 向垂直的截面上,而是一端前,一端后(按 胶带运行方向而定),则胶带就会向后的一 端移动。
可编辑课件PPT
8
影响跑偏的一些因素:
可编辑课件PPT
9
输送带的基本知识:
定义:输送带又叫运输带,是用于皮带输送 带中起承载和运送物料作用的橡胶与纤维、 金属复合制品,或者是塑料和织物复合的制 品。皮带输送机在农业、工矿企业和交通运 输业中广泛用于输送各种固体块状和粉料状 物料或成件物品,输送带能连续化、高效率、 大倾角运输,输送带操作安全,输送带使用 简便,维修容易,运费低廉,并能缩短运输 距离, 降低工程造价,节省人力物力。
皮带跑偏的目的,其受力情况和承载托辊组偏
斜受力情况相同。一般在带式输送机总长度较
短时或带式输送机双向运行时采用此方法比较
合理,原因是较短带式输送机更容易跑偏并且
不容易调整。而长带式输送机最好不采用此方
法,因为调心托辊组的使用会对胶带的使用寿
命产生一定的影响。
胶带输送机跑偏问题的原因与应对措施
胶带输送机跑偏问题的原因与应对措施摘要胶带跑偏是胶带输送机在运行过程中最常见也最为棘手的故障,直接影响到胶带输送机的安全运行,针对这一典型故障,在对胶带跑偏原因分析基础上,结合自己实际工作经验,采取了相应的调整纠偏措施,达到了比较理想的效果。
关键词胶带输送机;跑偏;措施胶带输送机是一种摩擦驱动以连续方式运输相对零散和不间断物料的机械设备,具有输送距离长、运量大、结构简单、维修方便、成本低、通用性强、易于实现自动化和集中化控制等特点,被广泛应用于冶金、交通、水电、化工等部门,更多的是作为最理想的高效连续运输设备被煤矿企业所应用。
作为煤矿企业运输系统的核心设备,胶带输送机的运行状态将直接关系到企业的安全生产组织,而胶带跑偏又是输送机在运行过程中常见的故障,胶带输送机在运转中一旦出现跑偏,轻者造成物料散落和输送机的破坏,重者造成机架和输送带之间的摩擦,从而划伤输送带、造成输送带异常老化,更为严重者会导致火灾的发生,甚至造成人员伤亡,因此科学合理地解决好胶带输送机跑偏这一问题事关重大。
1 输送机跑偏的原因分析1.1 安装不当导致的跑偏1)输送带两端的接头过于弯曲。
胶带接头制作过程中接头未对正,发生弯曲,接头两侧胶带中心线不一致,致使输送带所受的张力不均匀,此时输送带往往会向张力大的一边靠拢而发生跑偏;2)机架发生歪斜。
机架的歪斜分为机架两边高低不平的歪斜和机架中间架前后不一致的歪斜,这两种情况中的任何一种都会导致跑偏发生。
一旦发生,将很难调整过来;3)在导料槽的橡胶板上产生的压力不够均匀。
由于两端橡胶板对胶带产生的压力不够均匀,致使输送带运行时两边所受阻力不一样,导致了输送带的跑偏。
1.2 输送机在运行过程中的跑偏1)滚筒和托辊上粘料而导致的跑偏。
胶带输送机在使用一段时间后,由于各种物料的粘性比较大,一些物料会被吸附在滚筒和托辊上,滚筒或托辊在沾上物料后直径就会变大,造成输送带两端的张力不均匀,引起跑偏;2)输送带的松紧不均导致的跑偏。
胶带跑偏原因及纠正措施
皮带平跑偏故障:原因:1.胶带的结构、类型和工作条件(机架地基出现不均匀沉降、风霜雨雪的影响)2.由驱动和张紧装置所传递的功率和张力大小3. 胶带接头对准程度4 . 非承载面存在灰尘和水5. 加载方向和落料点是否对中6.滚筒是否与皮带运行方向。
皮带跑偏处理方法:(1)胶带的某一段沿整机向一侧跑偏。
1.皮带接头不正,处理方法:调正接头。
2.皮带弯卷,处理方法:张紧皮带或更换.(2)胶带在较长距离一段机架位置向一侧跑偏。
1.落料点偏离皮带中心,处理方法:调整溜槽或落料点使物料落在皮带中心2.皮带机架弯曲,处理方法:调直机架(3).胶带无规律跑偏。
1.皮带太硬无法调整,处理方法:采用自调偏拖辊增大牵引力用柔韧性好的皮带替换2.槽形拖辊向前翘起,但不超过2度需用更多的槽形拖辊,处理方法:首先调整落料点,然后再考虑其它办法。
整机纠偏顺序(1)检查胶带首要的、基本的原则是“胶带朝与托辊最先接触的一端运动”(2)检查胶带的正常顺序是先从下皮带开始,向机尾处检查;随后延皮带运行方向检查上皮带。
先空载检查,之后再带载检查。
(3)应在皮带运行时对前述故障区域进行调整,在拖辊调整后如还需进行额外调整,皮带应先运行至少三圈。
如果皮带调整过头,需要及时对所调过的拖辊进行恢复,不能调整其它拖辊或辊筒。
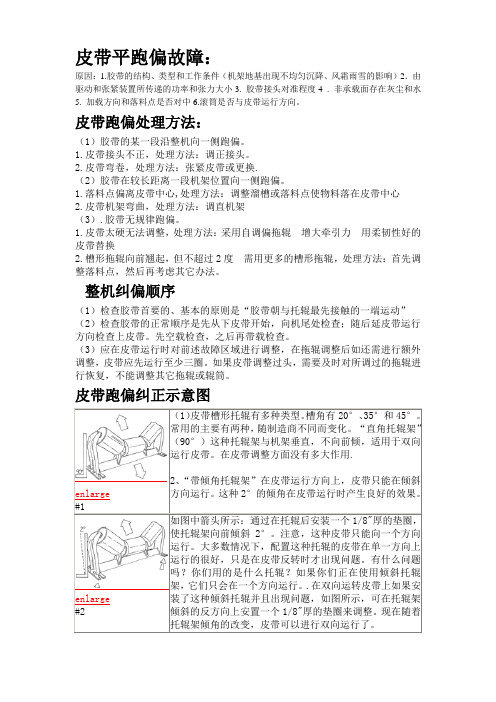
皮带跑偏纠正示意图enlarge #1 (1)皮带槽形托辊有多种类型。
槽角有20°、35°和45°。
常用的主要有两种,随制造商不同而变化。
“直角托辊架”(90°)这种托辊架与机架垂直,不向前倾,适用于双向运行皮带。
在皮带调整方面没有多大作用.2、“带倾角托辊架”在皮带运行方向上,皮带只能在倾斜方向运行。
这种2°的倾角在皮带运行时产生良好的效果。
enlarge #2 如图中箭头所示:通过在托辊后安装一个1/8"厚的垫圈,使托辊架向前倾斜2°。
注意,这种皮带只能向一个方向运行。
运煤输送机胶带跑偏的原因分析及调控方法
运煤输送机胶带跑偏的原因分析及调控方法摘要:本文浅析煤矿皮带机输送带造成跑偏的主要原因,并相应提出了调整、控制跑偏的具体措施和方法。
关键词:煤矿输送机;输送带跑偏;原因;调控方法一、引言当前,煤矿井下运煤,基本上全靠皮带机来完成煤炭的运送任务。
在长期的运行过程中,难免不出现皮带机输送带跑偏的问题,特别是在煤炭的运输过程中常会发生此类故障。
严重的情况下,如果处理不及时,就会造成输送机局部或全线撒料、输送带边缘磨损、撕裂等事故发生。
输送带的价格也比较昂贵,它大约占整台输送机成本的30%~50%之间。
因此,对于皮带机输送带跑偏的应予以高度重视,它不但会给煤矿造成重大经济损失,缩短输送带的使用期限,而且还会影响到安全生产。
二、输送带跑偏因素分析在多年的生产现场实践中,对皮带机跑偏的问题,我们摸索出了发生的根本原因,并积累了调控经验。
发现出现此故障的原因与设备制造质量、施工安装、布置及选型、现场维护等方面都有一定的关系,这些是造成输送带跑偏的主要因素。
最常见的皮带跑偏因素有:①机架刚度差,产生变形;②驱动滚筒和改向滚筒外圆圆柱度制造有误差;③设计时未采用调偏装置或调偏装置运转不灵;④单侧托辊轴承转动不灵活,或托辊上沾有脏杂物;⑤驱动滚筒与改向滚筒中心线不平行;⑥驱动滚筒中心线与机架中心线不垂直;⑦输送带搭接时两边中心线不重合,或者输送带边缘磨损严重;⑧输送机来料方向、高度布置不合理;⑨给料器、卸料器和清扫器安装有误差。
其实,在皮带机运行现场,造成输送带跑偏的因素是很多的,但是从最终结果来说,都是使输送带在运动中受力不平衡,从而形成了垂直于带速方向的水平分速度,以致造成皮带跑偏。
三、调整、控制跑偏的措施根据上述简要分析,处理皮带输送机皮带跑偏的问题,应从以下几个方面来着手进行控制。
1)从设备采购源头上加强质量控制。
在订购设备时要严把关,到货应严格执行到货检验制度。
若发现设备存在质量问题(比如:钢绳芯输送带制造质量有问题;滚筒加工外圆圆柱有误差等) 要及时地进行处理,以免投入运行后给生产造成更大的损失。
(完整版)带式输送机皮带跑偏原因分析及调整
带式输送机皮带跑偏原因分析及调整1、皮带跑偏现象及原因造成皮带跑偏的根本原因是胶带所受的外力在皮带宽度方向上的合力不为零,或垂直于皮带宽度方向上的拉应力不均匀,从而导致托辊或滚筒等对皮带的反力产生—个向一侧的分力,在此分力的作用下引起皮带向一侧偏移。
皮带的跑偏规律是“跑紧不跑松":即皮带两侧的松紧度不一时,皮带向紧的—侧移动;“跑高不跑低":如果皮带两侧的高低不一样,皮带向高的-侧移动;“跑后不跑前”:如果托辊支架等装置没有安装在皮带运行方向的垂直截面上,而是一端在前,一端在后(沿皮带运行方向),则皮带会向后端移动,常见的跑偏现象如下。
(1)机头、机尾、中间架的中心不在一条直线上造成的皮带跑偏。
这种情况通常是由于安装造成的。
由于这三者的中心不在一条直线上,使得皮带纵向中心线与滚筒轴线不垂直,从而造成皮带机在运行中跑偏。
(2)滚筒的安装位置不正造成皮带在滚筒处跑偏。
一条带式输送机有多个滚筒,所有滚筒的安装位置必须保证垂直于胶带的中心线且与水平面平行,如果滚筒的安装水平不够,滚筒轴向窜动,或滚筒的一端在前一端在后,使得滚筒的安装位置和胶带的纵向中心线不垂直或滚筒轴线与水平面不平行,则皮带所受的外力在皮带宽度方向上的合力不为零,皮带会向合力所指方向跑偏。
(3)输送带接头不正,造成输送带中部跑偏.常用的皮带接头有机械接头和硫化接头两种形式,不论采用哪种接头方式,都要求接头处平整,如果接头不正,将使皮带两侧的拉力不一致,从而在运行中跑偏.胶带接头不正所造成的跑偏是胶带接头运转到哪里,那里就发生跑偏。
(4)托辊架不正或固定托辊架的螺栓松动引起的皮带跑偏。
带式输送机在安装时托辊组中心线对输送机机架中心线的对称度不得大于3。
Omm,托辊上表面应位于同一水平面或倾斜面上。
如果托辊组安装误差过大或紧固螺栓发生松动则会造成皮带跑偏。
(5)输送带损伤造成的皮带跑偏.输送带在运行过程中容易受到损伤,当输送带中心线两侧的损伤程度不一样时,往往两侧的拉伸率发生变化,当因两侧的拉伸率相差较大,致使两侧皮带的伸长量不一致时,容易造成皮带跑偏.(6)物料卸载点不在输送带中间引起的皮带跑偏.当物料卸载点不在胶带中间时,由于偏载使得胶带受力沿纵向中心线两侧的分布不均匀,两者之差较大时,将直接导致输送带在运行中发生跑偏。
煤矿胶带运输机胶带跑偏原因及处理措施
1 煤矿胶带运输机工作原理胶带输送机主要是以挠性胶带作为承载件与牵引件的运输设备。
它主要依靠连续摩擦的原理来驱动机器。
通过滚筒带动胶带,把材料运输至规定区域。
胶带经过主动滚筒与改向滚筒,最终形成无级环节带,胶带受托辊的支撑,拉紧装置负责给予胶带所需的张紧力。
输送机运转时,主动滚筒与胶带产生的摩擦力带动胶带前行,材料与胶带一同前进。
胶带输送机通常是使用上部分的胶带来传送物料,同时胶带上还放置了卸料设备,可以在任意区域进行卸料。
胶带运输机具有下列特点:运输能力高,次运送材料多;运送材料的种类繁多;可以运输块、散等不同的材料;适应性较好,多种输送路线都可适用,不但可以横向也可以倾斜输送;运送长短较为灵活,距离可长可短;不需要大量的人员,工作效率高。
2 煤矿胶带运输机胶带跑偏的原因2.1 人为因素(1)制造失误。
在制作胶带时倘若胶带质量不合要求,则会导致胶带接口处不平整,从而出现受力不均匀的问题,导致胶带跑偏。
此时,应调整滚筒两边的受力情况或更换质量合格的胶带来保证煤矿工作的安全。
(2)安装失误。
体积庞大的设备安装标准也会比较高。
如果在安装胶带时机架不正就可能会发生胶带跑偏的情况,而同时设备调整的困难系数也比较大。
在安装时需保证机架中央与两边的高度一致,且托辊组与滚筒轴线运输中心的角度为90°。
如果胶带托辊或滚筒的侧力,没有呈现90°,就会导致胶带跑偏。
(3)落料点偏移。
一般最适宜的落料点是在胶带运输机的中心位置。
物料落料点位于胶带中间时,能够大大减小胶带跑偏的概率。
倘若落料点偏向某一边,就会导致胶带向另一侧跑偏。
偶尔出现部分的落料点偏移,或落料点在两个方向上都出现了偏移,上述这两种情况在短期内并不会造成胶带的变形跑偏。
对胶带形状造成严重影响的是长时间持续的单向偏移受力,胶带会向落料点的一边发生侧移。
长久以来胶带还会出现变形,此外,因为投料太多、投料的力度大,胶带运输机也会出现胶带偏移的状况。
煤矿胶带输送机胶带跑偏原因及措施探讨

煤矿胶带输送机胶带跑偏原因及措施探讨发表时间:2012-07-27T16:40:50.640Z 来源:《时代报告》2012年6月(上)供稿作者:王俊峰[导读] 胶带输送机是由挠性带承载物料的连续输送设备,而运输工作对矿井的正常生产有非常重大的影响。
王俊峰(郑州煤电股份有限责任公司告成煤矿河南登封 452477)中图分类号:TD821 文献标识码:A摘要:胶带输送机是由挠性带承载物料的连续输送设备,而运输工作对矿井的正常生产有非常重大的影响。
本文结合我矿的使用状况及多年的工作经验,从多方面分析胶带跑偏的原因,对如何防止跑偏及调整的方法做了说明,为煤矿井下安全高效使用胶带输送机提供了参考,有一定借鉴意义。
关键词:煤矿井下胶带输送机输送带跑偏原因调整方法引言随着煤矿井下开采综合机械化程度日益提高,带式输送机做为散状物料连续运输机械已广泛应用于煤矿井下的各个生产运输环节。
由柔性输送带作为物料承载构件和牵引构件的连续输送设备,具有输送能力大,功耗小,结构简单,对物料适应性强等优点。
但是,带式输送机输送带在输送物料过程中一旦跑偏,轻则造成撒料、输送带磨损、撕裂;重则由于输送带与机架剧烈摩擦引起输送带软化、接头卡子卡阻、断带、烧焦甚至引起火灾,造成整个生产线停产;另外,由于输送带的成本占整个输送机成本的40%—50%,因此输送带跑偏不但影响生产,缩短输送带的使用期限,还会造成重大经济损失和安全隐患。
所以如何防止输送带跑偏对煤矿安全生产具有十分重要的意义。
一、输送带跑偏的原因分析(一)胶带质量问题输送带制造质量差,材质不均匀或已经老化变形、边缘磨损,另外输送带损坏后重新制作的接头中心不正,这些都会使输送带两侧边所受拉力不一致而导致跑偏。
主要原因有:(1)胶带局部沿宽度方向长短不齐,安装后胶带在局部出现一个兜,一边松一边紧,使胶带牵引力不一样,造成胶带跑偏;(2)在胶带硫化粘接过程中,胶带接斜,也造成一边松一边紧使胶带跑偏。
皮带输送机跑偏原因和处理PPT课件
3)导料槽两侧的橡胶板压力不均匀。由于橡胶板压力不均匀,造成输 送带两边运行阻力不一致,引起输送带跑偏,这种情况的处理相对较 容易,重新调整两侧橡胶板压力即可。
第7页/共15页
2、调整传动滚筒与改向滚筒位置。带式输送机都有3个以上滚筒,所有滚筒的安 装位置必须垂直于带式输送机长度方向的中心线,若偏斜过大必然发生跑偏,如 图3所示。 滚筒偏斜时,输送带在滚筒两侧的松紧度不一致,沿宽度方向上所受的牵引力, FQ也就不一致,成递增或递减趋势,这样就会使输送带附加一个向递减方向的移 动力FY,导致输送带向松的一侧跑偏。
第4页/共15页
针对带式输送机跑偏的不同原因,采取 了相应的调整对策。对安装误差引起的跑偏, 主要采取的措施是重接接头;机架严重歪斜 的则重新安装。
运行中的跑偏,主要的调整方法有
第5页/共15页
1、调整托辊组。输送机运转过程中,若输送带在承载段向一侧跑偏, 表明承载托辊组安装位置与输送机中心线的垂直度有误差,如图1所 示。输送带在运行方向上给托辊一个牵引力Fq, Fq分解为切向力FZ 和轴向力FC,切向力FZ克服托辊阻力,使托辊旋转,轴向力FC作用 在托辊上,使托辊沿轴向窜动,由于托辊是固定的,不能轴向窜动, 这样就给输送带一个反作用力FY,它使输送带向另一侧移动,从而导 致了输送带跑偏。
第8页/共15页
调整方法:假如输送带在机头卸载滚筒处跑偏,则输送带往 哪边跑偏就将哪边的滚筒轴沿输送带运行方向前调一小段距 离,可通过调节滚筒两侧轴承的调节螺栓来进行;假如输送带在机尾 改向滚筒处跑偏,则应把输送带跑松侧滚筒沿回空输送带运行方向前 移(用调节螺栓调整)。对于驱动滚筒和储带仓内的改向滚筒,如出现 输送带跑偏现象,可参照机头卸载滚筒的调整方法进行处理。机尾滚 筒的调整方法与机头卸载滚筒刚好相反。由于驱动滚筒的调整距离有 限(10~30 mm),通常情况下,将驱动滚筒轴心线调整至与输送机长 度方向垂直后靠螺旋拉紧装置或重锤拉紧装置来调整尾部改向滚筒轴 承座的位置。