日本图纸说明
如何快速看懂外国图纸
秘籍:如何快速看懂国外机械图纸
自改革开放以来,我国引进了不少国外设备、图纸和其它技术资料,有不少发达国家的机械图样投影方法与我国所采用的投影方法不同。为了更好地学习发达国家的先进技术,故快速看懂国外机械图纸很有必要。
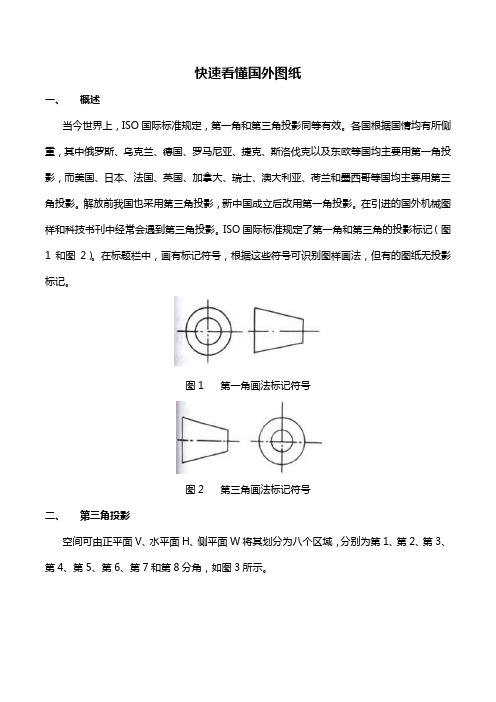
1 概述
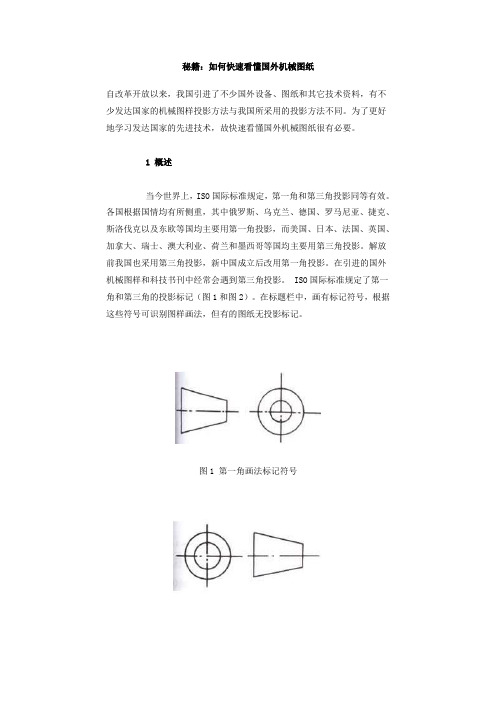
当今世界上,ISO国际标准规定,第一角和第三角投影同等有效。各国根据国情均有所侧重,其中俄罗斯、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影,而美国、日本、法国、英国、加拿大、瑞士、澳大利业、荷兰和墨西哥等国均主要用第三角投影。解放前我国也采用第三角投影,新中国成立后改用第一角投影。在引进的国外机械图样和科技书刊中经常会遇到第三角投影。 ISO国际标准规定了第一角和第三角的投影标记(图1和图2)。在标题栏中,画有标记符号,根据这些符号可识别图样画法,但有的图纸无投影标记。
图1 第一角画法标记符号
图2 第三角画法标记符号
2 第三角投影
空间可由正平面V、水平面H、侧平面W将其划分成八个区域,分别为第1、第2、第3、第4、第5、第6、第7、第8分角,如图3所示。
图3
2.1 将物体放在第一分角内投影称为第一角投影,又称E法——欧洲的方法。
2.2 将物体放在第三分角内投影称为第三角投影,又称为A法——美国的方法。
我国用的是第三角投影法。
第三角投影是假想将物体放在透明的玻璃盒中,以玻璃盒的每个侧面作为投影面,按照人—面—物的位置作正投影而得到图形的方法,如图4、图5。
图4 图5
2.3 第三角投影中六个基本视图的位置
ISO国际标准规定,第三角投影中六个基本视图的位置如图6所示。
中日表面粗糙度对比
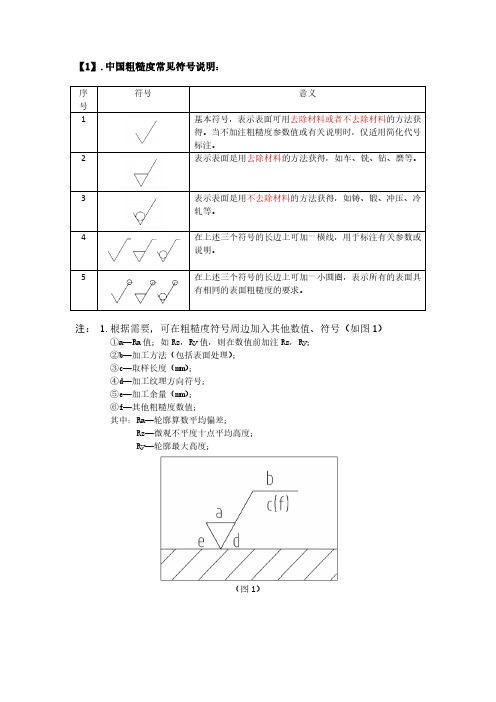
基本符号,表示表面可用
得。当不加注粗糙度参数值或有关说明时,仅适用简化代号
标注。
表示表面是用
表示表面是用
轧等。
在上述三个符号的长边上可加一横线,用于标注有关参数或
说明。
在上述三个符号的长边上可加一小圆圈,表示所有的表面具
有相同的表面粗糙度的要求。
注: 1.根据需要,可在粗糙度符号周边加入其他数值、符号(如图1)
①a—Ra值;如Rz,Ry值,则在数值前加注Rz,Ry;
②b—加工方法(包括表面处理);
③c—取样长度(mm);
④d—加工纹理方向符号;
⑤e—加工余量(mm);
⑥f—其他粗糙度数值;
其中:Ra—轮廓算数平均偏差;
Rz—微观不平度十点平均高度;
Ry—轮廓最大高度;
(图1)
精加工记号
注:1.日本图纸中粗糙度分为有数字标注和无数字标注:
①.无数字标注:当上表【2】中的粗糙度的取值恰好取表中的最大值时;
②.数字标注:当粗糙度的值不等于最大值时,则需要在上方加数字标注。
2.图例,具体的数值参照表【3】
(1).去除材料的加工面
①.一般性表示(下图表示Rz≤6.3;Ra≤1.6)
②.指定表面粗糙度时(下图表示Rz≤1.6;Ra≤0.4)
(2).非去除材料的加工面
①.一般性表示必须同时表示出表面粗糙度数值(下图表示Rz≤25;Ra≤6.3)
②.若表面粗糙度可为100S以下时,可略去数值(下图表示Rz≤100;Ra≤25)
(3).去除材料的加工面或非去除材料的加工面的任何一种都可以
①. 25S以下即可时(下图表示Rz≤25;Ra≤6.3)
②.指定表面粗糙度时(下图表示Rz≤12.5;Ra≤3.2)
日本设计案例施工cad设计详细图纸
图纸日语术语
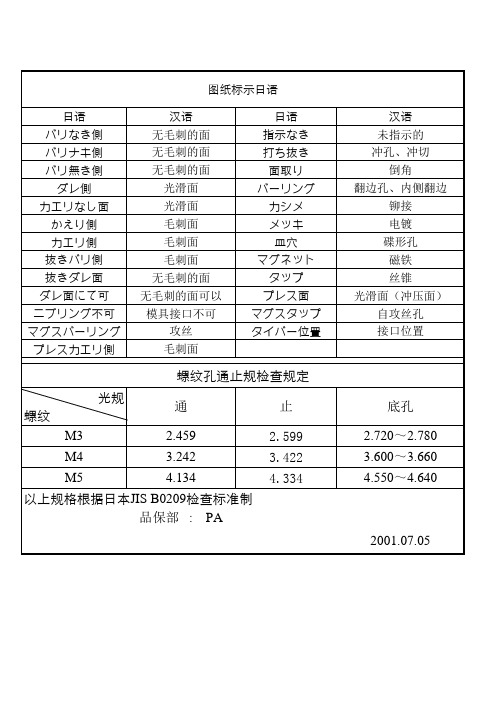
螺纹孔通止规检查规定 光规wk.baidu.com螺纹 M3 M4 M5 通 2.459 3.242 4.134 止 2.599 3.422 4.334 底孔 2.720~2.780 3.600~3.660 4.550~4.640
以上规格根据日本JIS B0209检查标准制 品保部 : PA 2001.07.05
图纸标示日语 日语 バリなき側 バリナキ側 バリ無き側 ダレ側 カエリなし面 かえり側 カエリ側 抜きバリ側 抜きダレ面 ダレ面にて可 ニブリング不可 マグスバーリング プレスカエリ側 汉语 无毛刺的面 无毛刺的面 无毛刺的面 光滑面 光滑面 毛刺面 毛刺面 毛刺面 无毛刺的面 无毛刺的面可以 模具接口不可 攻丝 毛刺面 日语 指示なき 打ち抜き 面取り バーリング カシメ メッキ 皿穴 マグネット タップ プレス面 マグスタップ タイバー位置 汉语 未指示的 冲孔、冲切 倒角 翻边孔、内侧翻边 铆接 电镀 碟形孔 磁铁 丝锥 光滑面(冲压面) 自攻丝孔 接口位置
图纸日语说明
日本图纸专业术语简译
1.关于焊接
1.1 トビ---飞石法 就是间断性焊接。断续焊、托焊。
1.2 WT ---防水焊接,焊后要用水试漏,或煤油试漏。
1.3 OT ---防油焊接,煤油试漏。
1.4 AT ---防烟焊接,排烟设置用。
1.5 溶接不可に注意---指示处不允许有焊接,防装配时干扰。
2.关于螺纹、焊接螺母
2.1 ネジトオシ - 螺纹贯通
2.2 ポツプナツト - 拉铆螺母 注:3015激光机在矩形管、SECC加工时使用拉铆螺母,其它可改焊接螺母。 ユ-トサ-ト - 拉铆螺母
2.3 ウエルドナツト - 焊接螺母
2.4 ナット - 螺母
3.焊接螺母对应的底孔加工尺寸(非SUS品),SUS材质底孔加大1mm或2mm 。
M4 - ∮7 , M8 - ∮11 , SUS M4 - ∮5
M5 - ∮7 , M10 - ∮13 , SUS M6 - ∮7
M6 - ∮9 , M12 - ∮15 , SUS M12 - ∮13
4.关于加工中日语的意思
4.1 ノミ - 只,仅仅 例:(H01ノミ) 只在H01上加工
4.2 バリ、カエリ 毛刺、飞边、尖角。
4.3 面取リ - 打磨、表面加工处理。
4.5 パテ - 腻子 涂装前打腻子处理。
4.6 曲ゲ - 弯曲、折弯 4.8 ピツチ - 间距、斜度、误差
4.7 キリ - 去掉,开孔 4.9 ダルマ穴 - 挂钩孔,(尺寸另附)
4.10 仕上げ - 精加工,钣金件打磨 4.11 仕上げ真土 - 摸泥子
4.12 打拔キ - 冲裁、冲孔、落料 4.13 ベンド - 弯头
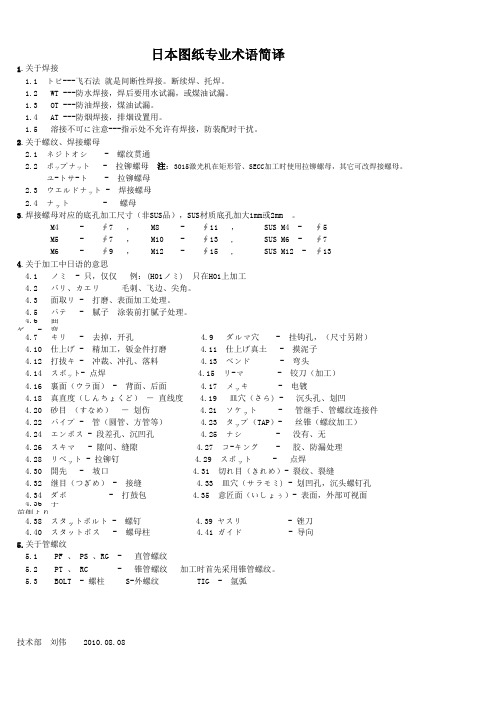
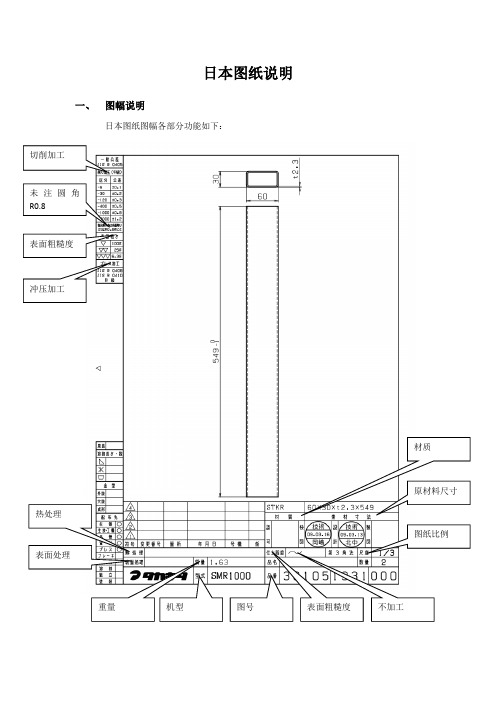
日本图纸说明
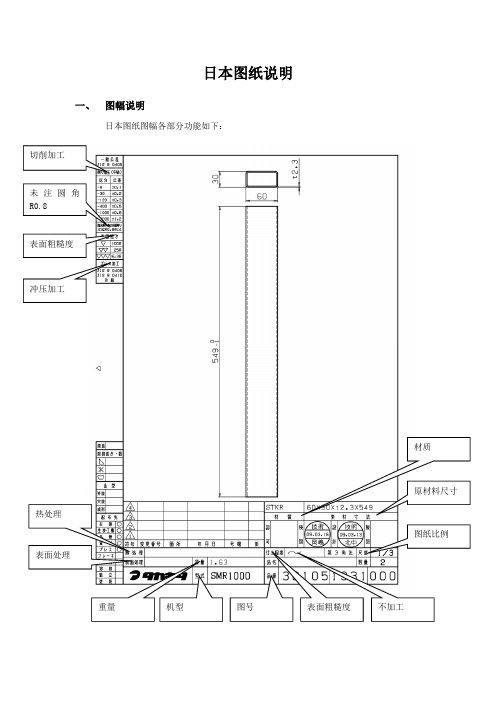
图幅说明
日本图纸图幅各部分功能如下:
切削加工
未注圆角
表面粗糙度
loos
■5?
CKIG
冲压加工
原材料尺寸
FTKR
X1
热处理
图纸比例
表面处理
重量
机型
1000
000
图号
表面粗糙度
不加工
日本图纸视角
日本采用的是第三视角法(在图纸图框右下角用“第3角法”标出),中国采用的是第
一视角法。
第一视角法,也称第一象限法,俗称投影法;第三视角法,也称第三象限法,俗称镜面 法。第一角和第三角的区别:
任何物体在空间位置都有八个位置,即所谓视角。
第一视角就是把物体放在座标系的第一象限;人在第一象限前方,人眼位置是光源,是
人眼—物体—图形的顺序。把物体向YZ平面投影得到主视图,向XY平面投ຫໍສະໝຸດ Baidu得到府视图,
向XZ平面投影得到右视图。即物体放在图纸和你的眼睛中间,从眼睛方向投影到图纸上。
日本JIS标准图纸标注说明
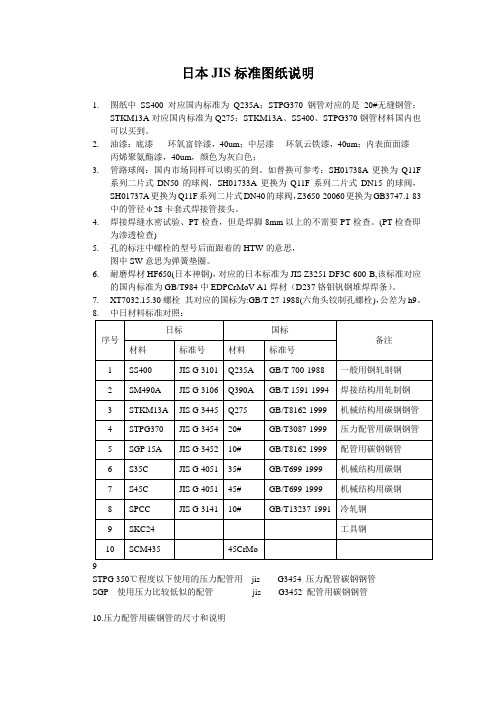
日本JIS标准图纸说明
1.图纸中SS400对应国内标准为Q235A;STPG370钢管对应的是20#无缝钢管;
STKM13A对应国内标准为Q275;STKM13A、SS400、STPG370钢管材料国内也可以买到。
2.油漆:底漆-----环氧富锌漆,40um;中层漆----环氧云铁漆,40um;内表面面漆----
丙烯聚氨酯漆,40um,颜色为灰白色;
3.管路球阀:国内市场同样可以购买的到。如替换可参考:SH01738A更换为Q11F
系列二片式DN50的球阀,SH01733A更换为Q11F系列二片式DN15的球阀,SH01737A更换为Q11F系列二片式DN40的球阀,Z3650-20060更换为GB3747.1-83中的管径φ28卡套式焊接管接头。
4.焊接焊缝水密试验、PT检查,但是焊脚8mm以上的不需要PT检查。(PT检查即
为渗透检查)
5.孔的标注中螺栓的型号后面跟着的HTW的意思,
图中SW意思为弹簧垫圈。
6.耐磨焊材HF650(日本神钢),对应的日本标准为JIS Z3251 DF3C-600-B,该标准对应
的国内标准为GB/T984中EDPCrMoV-A1焊材(D237铬钼钒钢堆焊焊条)。
7.XT7032.15.30螺栓其对应的国标为:GB/T 27-1988(六角头铰制孔螺栓),公差为h9。
8.中日材料标准对照:
序号
日标国标
备注材料标准号材料标准号
1 SS400 JIS G 3101 Q235A GB/T 700-1988 一般用钢轧制钢
2 SM490A JIS G 3106 Q390A GB/T 1591-1994 焊接结构用轧制钢
日本电气施工图CAD图纸
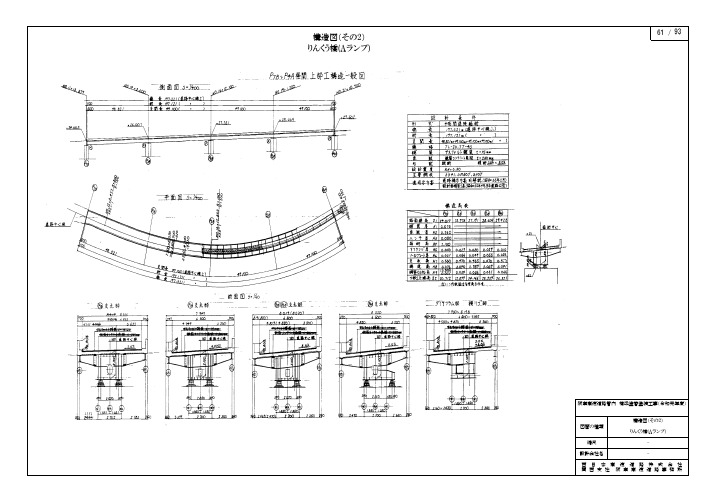
日本 4x49.1m非合成手绘组合梁图纸
阪奈高速道路管内 橋梁塗替塗装工事(令和元年度)設計会社名-
図面の種類
構造図(その2)
りんくう橋(Aランプ)
縮尺-
阪奈高速道路管内 橋梁塗替塗装工事(令和元年度)設計会社名-
図面の種類
構造図(その3)
りんくう橋(Aランプ)
縮尺-
阪奈高速道路管内 橋梁塗替塗装工事(令和元年度)設計会社名-
図面の種類
構造図(その4)
りんくう橋(Aランプ)
縮尺-
阪奈高速道路管内 橋梁塗替塗装工事(令和元年度)設計会社名-
図面の種類
構造図(その5)
りんくう橋(Aランプ)
縮尺-
阪奈高速道路管内 橋梁塗替塗装工事(令和元年度)設計会社名-
図面の種類
構造図(その6)
りんくう橋(Aランプ)
縮尺-
阪奈高速道路管内 橋梁塗替塗装工事(令和元年度)設計会社名-
図面の種類
構造図(その7)
りんくう橋(Aランプ)
縮尺-
阪奈高速道路管内 橋梁塗替塗装工事(令和元年度)
設計会社名-
図面の種類
構造図(その8)
りんくう橋(Aランプ)
縮尺
-
阪奈高速道路管内 橋梁塗替塗装工事(令和元年度)
設計会社名-
図面の種類
構造図(その9)
りんくう橋(Aランプ)
縮尺
-
阪奈高速道路管内 橋梁塗替塗装工事(令和元年度)
設計会社名-
図面の種類
構造図(その10)
りんくう橋(Aランプ)
縮尺
-
設計会社名-
図面の種類
構造図(その11)
りんくう橋(Aランプ)
縮尺
-阪奈高速道路管内 橋梁塗替塗装工事(令和元年度)
設計会社名-
図面の種類
構造図(その12)
りんくう橋(Aランプ)
縮尺
-阪奈高速道路管内 橋梁塗替塗装工事(令和元年度)
設計会社名-
図面の種類
構造図(その13)
りんくう橋(Aランプ)
图面重要用语说明
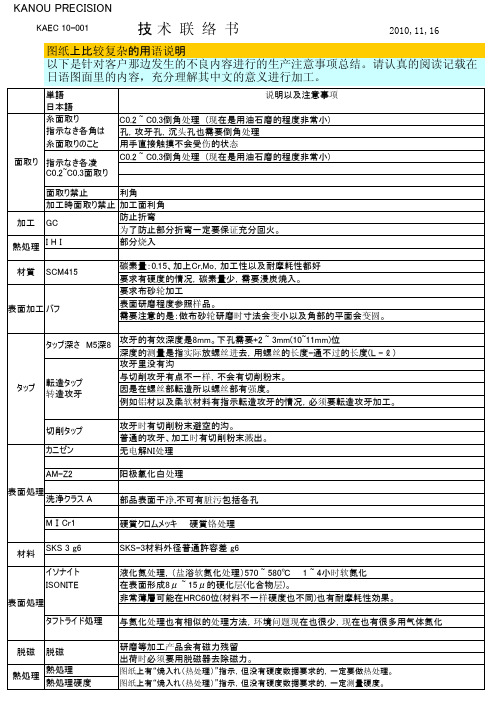
単語
说明以及注意事项日本語
糸面取り
C0.2 ~ C0.3倒角处理 (现在是用油石磨的程度非常小)指示なき各角は
孔,攻牙孔,沉头孔也需要倒角处理糸面取りのこと
用手直接触摸不会受伤的状态C0.2 ~ C0.3倒角处理 (现在是用油石磨的程度非常小)
面取り禁止利角加工時面取り禁止加工面利角防止折弯为了防止部分折弯一定要保证充分回火。I H I 部分烧入碳素量:0.15、加上Cr,Mo,加工性以及耐摩耗性都好
要求有硬度的情况,碳素量少,需要浸炭焼入。
要求布砂轮加工
表面研磨程度参照样品。
需要注意的是:做布砂轮研磨时寸法会变小以及角部的平面会变圆。
攻牙的有效深度是8mm。下孔需要+2 ~ 3mm(10~11mm)位
深度的测量是指实际放螺丝进去,用螺丝的长度-通不过的长度(L - ℓ )
攻牙里没有沟
与切削攻牙有点不一样,不会有切削粉末。
因是在螺丝部転造所以螺丝部有强度。
例如铝材以及柔软材料有指示転造攻牙的情况,必须要転造攻牙加工。
攻牙时有切削粉末避空的沟。
普通的攻牙、加工时有切削粉末溅出。
カニゼン无电解NI 处理
AM-Z2阳极氧化白处理
洗浄クラス A 部品表面干净,不可有脏污包括各孔
MⅠCr1硬質クロムメッキ 硬質铬处理
SKS 3 g6SKS-3材料外径普通許容差 g6
イソナイト液化氮处理,(盐浴软氮化处理)570 ~ 580℃ 1 ~ 4小时软氮化
ISONITE 在表面形成8μ ~ 15μ的硬化层(化合物层)。
非常薄層可能在HRC60位(材料不一样硬度也不同)也有耐摩耗性効果。
タフトライド処理与氮化处理也有相似的处理方法,环境问题现在也很少,现在也有很多用气体氮化
快速看懂国外图纸
快速看懂国外图纸
一、概述
当今世界上,ISO国际标准规定,第一角和第三角投影同等有效。各国根据国情均有所侧重,其中俄罗斯、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影,而美国、日本、法国、英国、加拿大、瑞士、澳大利亚、荷兰和墨西哥等国均主要用第三角投影。解放前我国也采用第三角投影,新中国成立后改用第一角投影。在引进的国外机械图样和科技书刊中经常会遇到第三角投影。ISO国际标准规定了第一角和第三角的投影标记(图1和图2)。在标题栏中,画有标记符号,根据这些符号可识别图样画法,但有的图纸无投影标记。
图1 第一角画法标记符号
图2 第三角画法标记符号
二、第三角投影
空间可由正平面V、水平面H、侧平面W将其划分为八个区域,分别为第1、第2、第3、第4、第5、第6、第7和第8分角,如图3所示。
图3
1.将物体放在第一分角内投影称为第一角投影,又称E法——欧洲的方法。
2.将物体放在第三分角内投影称为第三角投影,又称A法——美国的方法。
我国用的是第一角投影法。
第三角投影是假象将物体放在透明的玻璃盒中,以玻璃盒的每个侧面为投影面,按照“人-面-物”的位置作正投影而得到图形的方法,如图4、图5所示。
图4 图5
3.第三角投影的六个基本视图的位置。
ISO国际标准规定,第三角投影中六个基本视图的位置如图6所示。
图6
以上视图是将物体投影到一个封闭矩形(透明的)“投影箱”的各个投影面上的到的。
每个视图都可以理解为:当观察者的视线垂直于相应的投影面时,他所看到的物体的实际图像。
前视图即观察者假想自己处于物体的前面,并逐点移动眼睛的位置,且视线始终垂直于一个假想的正立投影面,其它视图可按类似方法获得。
日本图纸说明
日本图纸说明
一、 图幅说明
日本图纸图幅各部分功能如下:
切削加工
未注圆角R0.8
冲压加工
原材料尺寸
材质
表面粗糙度
二、日本图纸视角
日本采用的是第三视角法(在图纸图框右下角用“第3角法”标出),中国采用的是第一视角法。
第一视角法,也称第一象限法,俗称投影法;第三视角法,也称第三象限法,俗称镜面法。第一角和第三角的区别:
任何物体在空间位置都有八个位置,即所谓视角。
第一视角就是把物体放在座标系的第一象限;人在第一象限前方,人眼位置是光源,是人眼-物体-图形的顺序。把物体向YZ平面投影得到主视图,向XY平面投影得到府视图,向XZ平面投影得到右视图。即物体放在图纸和你的眼睛中间,从眼睛方向投影到图纸上。
第三视角就是把物体放在座标系的第三象限,人还是在第一象限前方,用人眼透过座标平面去看物体,是人眼-图形-物体的顺序。人眼所看到的物体在YZ平面留下的投影得到主视图,在XY平面留下的投影得到仰视图,在XZ平面留下的投影得到左视图。第三视角是所见即所得,眼前看到什么就画下什么。即图纸放在实物和你的眼睛中间,实物往你的眼睛方向投影到图纸上,简单说就是左视图在左边,右视图在右边。
三、表面粗糙度
日本用倒三角符号表示粗糙度,如下表所示,一个▽表示粗糙度25,两个▽表示6.3,三个▽表示1.6,四个▽表示0.2,“~”表示不作表面粗糙度要求的表面(按原材料的精度控制)。
注:1、若表面粗糙度符号上有字母“G”,代表研磨、磨削加工。
四、尺寸公差
日本图纸中很少标注尺寸公差,一般根据制作工艺的不同和孔、外形的类别加以区分。
童装日本原型图纸教程
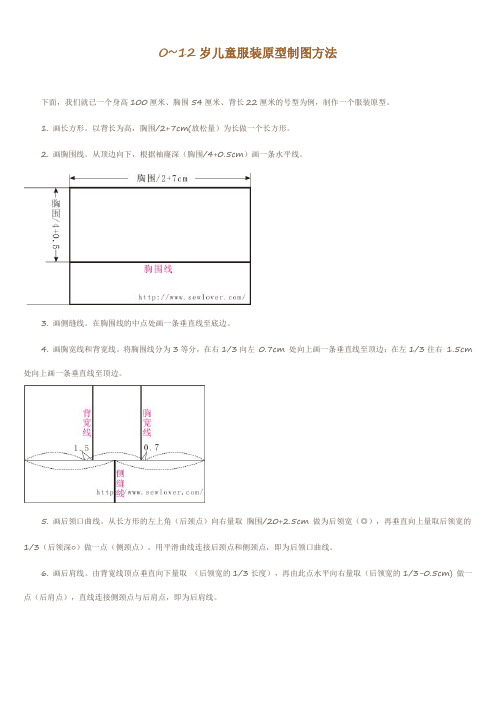
0~12岁儿童服装原型制图方法
下面,我们就已一个身高100厘米、胸围54厘米、背长22厘米的号型为例,制作一个服装原型。
1.画长方形。以背长为高,胸围/2+7cm(放松量)为长做一个长方形。
2.画胸围线。从顶边向下,根据袖窿深(胸围/4+0.5cm)画一条水平线。
3.画侧缝线。在胸围线的中点处画一条垂直线至底边。
4.画胸宽线和背宽线。将胸围线分为3等分,在右1/3向左0.7cm处向上画一条垂直线至顶边;在左1/3往右1.5cm 处向上画一条垂直线至顶边。
5.画后领口曲线。从长方形的左上角(后颈点)向右量取胸围/20+2.5cm做为后领宽(◎),再垂直向上量取后领宽的1/3(后领深○)做一点(侧颈点)。用平滑曲线连接后颈点和侧颈点,即为后领口曲线。
6.画后肩线。由背宽线顶点垂直向下量取(后领宽的1/3长度),再由此点水平向右量取(后领宽的1/3-0.5cm)做一点(后肩点),直线连接侧颈点与后肩点,即为后肩线。
7.画前领口曲线。从长方形的右上角水平向左量取(前领宽=后领宽长度)做前侧颈点,再从右上角垂直向下量取(前领深=后领宽+0.5cm)做前颈点。经由这两点做一矩形,连接矩形的右上角和左下角,从左下角开始沿这条对角线量取后领宽的
1/3+0.5cm做一辅助点。用圆顺曲线连接前侧颈点、辅助点和前颈点,即成前领口曲线。
8.画前肩线。从胸宽线顶点垂直向下量取后领宽/3+1cm做一点,直线连接前侧颈点和该点并向左延长,长度是后肩线-1cm。为什么后肩线要比前肩线长1厘米?这是为了适应人体后背的肩胛突起设计的省量。
中日表面粗糙度对照表
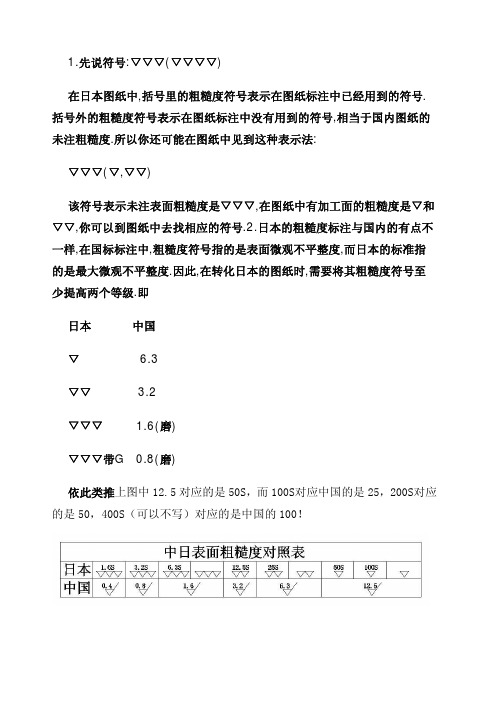
1.先说符号:▽▽▽(▽▽▽▽)
在日本图纸中,括号里的粗糙度符号表示在图纸标注中已经用到的符号.括号外的粗糙度符号表示在图纸标注中没有用到的符号,相当于国内图纸的未注粗糙度.所以你还可能在图纸中见到这种表示法:
▽▽▽(▽,▽▽)
该符号表示未注表面粗糙度是▽▽▽,在图纸中有加工面的粗糙度是▽和▽▽,你可以到图纸中去找相应的符号.2.日本的粗糙度标注与国内的有点不一样,在国标标注中,粗糙度符号指的是表面微观不平整度,而日本的标准指的是最大微观不平整度.因此,在转化日本的图纸时,需要将其粗糙度符号至少提高两个等级.即
日本中国
▽ 6.3
▽▽ 3.2
▽▽▽ 1.6(磨)
▽▽▽带G 0.8(磨)
依此类推上图中12.5对应的是50S,而100S对应中国的是25,200S对应的是50,400S(可以不写)对应的是中国的100!
日本图纸说明
日本图纸说明
一、 图幅说明
日本图纸图幅各部分功能如下:
二、日本图纸视角
日本采用的是第三视角法(在图纸图框右下角用“第3角法”标出),中国采用的是第一视角法。
第一视角法,也称第一象限法,俗称投影法;第三视角法,也称第三象限法,俗称镜面法。第一角和第三角的区别:
任何物体在空间位置都有八个位置,即所谓视角。
第一视角就是把物体放在座标系的第一象限;人在第一象限前方,人眼位置是光源,是人眼-物体-图形的顺序。把物体向YZ平面投影得到主视图,向XY平面投影得到府视图,向XZ平面投影得到右视图。即物体放在图纸和你的眼睛中间,从眼睛方向投影到图纸上。
第三视角就是把物体放在座标系的第三象限,人还是在第一象限前方,用人眼透过座标平面去看物体,是人眼-图形-物体的顺序。人眼所看到的物体在YZ平面留下的投影得到主视图,在XY平面留下的投影得到仰视图,在XZ平面留下的投影得到左视图。第三视角是所见即所得,眼前看到什么就画下什么。即图纸放在实物和你的眼睛中间,实物往你的眼睛方向投影到图纸上,简单说就是左视图在左边,右视图在右边。
三、表面粗糙度
日本用倒三角符号表示粗糙度,如下表所示,一个▽表示粗糙度25,两个▽表示6.3,三个▽表示1.6,四个▽表示0.2,“~”表示不作表面粗糙度要求的表面(按原材料的精度控制)。
注:1、若表面粗糙度符号上有字母“G”,代表研磨、磨削加工。
四、尺寸公差
日本图纸中很少标注尺寸公差,一般根据制作工艺的不同和孔、外形的类别加以区分。
注意:并不是尺寸要求不严格才不标注公差的,只有在一般未注公差不能满足要求情况下才在图纸上标注公差,有时候标注的公差要比一般未注公差宽松。
日本图纸说明
日本图纸说明
日本图纸说明
一、图幅说明
日本图纸图幅各部分功能如下:
切削
未注
表面
冲压
材质
原材热处
图纸表面
重量机型图号表面不加
二、日本图纸视角
日本采用的是第三视角法(在图纸图框右下角用“第3角法”标出),中国采用的是第一视角法。
第一视角法,也称第一象限法,俗称投影法;第三视角法,也称第三象限法,俗称镜面法。第一角和第三角的区别:
任何物体在空间位置都有八个位置,即所谓视角。
第一视角就是把物体放在座标系的第一象限;人在第一象限前方,人眼位置是光源,是人眼-物体-图形的顺序。把物体向YZ平面投影得到主视图,向XY平面投影得到府视图,向XZ 平面投影得到右视图。即物体放在图纸和你的眼睛中间,从眼睛方向投影到图纸上。
第三视角就是把物体放在座标系的第三象限,人还是在第一象限前方,用人眼透过座标平面去看物体,是人眼-图形-物体的顺序。人眼所看到的物体在YZ平面留下的投影得到主视图,在XY平面留下的投影得到仰视图,在XZ平面留下的投影得到左视图。第三视角是所见即所得,眼前看到什么就画下什么。即图纸放在实物和你的眼睛中间,实物往你的眼睛方向投影到图纸上,简单说就是左视图在左边,右视图在右边。
三、表面粗糙度
日本用倒三角符号表示粗糙度,如下表所示,一个▽表示粗糙度25,两个▽表示6.3,三个▽表示1.6,四个▽表示0.2,“~”表示不作表面粗糙度要求的表面(按原材料的精度控制)。
注:1、若表面粗糙度符号上有字母“G”,代表研磨、磨削加工。
四、尺寸公差
日本图纸中很少标注尺寸公差,一般根据制作工艺的不同和孔、外形的类别加以区分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日本图纸说明
一、 图幅说明
日本图纸图幅各部分功能如下:
切削加工
未注圆角R0.8
冲压加工
原材料尺寸
材质
表面粗糙度
日本采用的是第三视角法(在图纸图框右下角用“第3角法”标出),中国采用的是第一视角法。
第一视角法,也称第一象限法,俗称投影法;第三视角法,也称第三象限法,俗称镜面法。第一角和第三角的区别:
任何物体在空间位置都有八个位置,即所谓视角。
第一视角就是把物体放在座标系的第一象限;人在第一象限前方,人眼位置是光源,是人眼-物体-图形的顺序。把物体向YZ平面投影得到主视图,向XY平面投影得到府视图,向XZ平面投影得到右视图。即物体放在图纸和你的眼睛中间,从眼睛方向投影到图纸上。
第三视角就是把物体放在座标系的第三象限,人还是在第一象限前方,用人眼透过座标平面去看物体,是人眼-图形-物体的顺序。人眼所看到的物体在YZ平面留下的投影得到主视图,在XY平面留下的投影得到仰视图,在XZ平面留下的投影得到左视图。第三视角是所见即所得,眼前看到什么就画下什么。即图纸放在实物和你的眼睛中间,实物往你的眼睛方向投影到图纸上,简单说就是左视图在左边,右视图在右边。
三、表面粗糙度
日本用倒三角符号表示粗糙度,如下表所示,一个▽表示粗糙度25,两个▽表示6.3,三个▽表示1.6,四个▽表示0.2,“~”表示不作表面粗糙度要求的表面(按原材料的精度控制)。
注:1、若表面粗糙度符号上有字母“G”,代表研磨、磨削加工。
四、尺寸公差
日本图纸中很少标注尺寸公差,一般根据制作工艺的不同和孔、外形的类别加以区分。
注意:并不是尺寸要求不严格才不标注公差的,只有在一般未注公差不能满足要求情况下才在图纸上标注公差,有时候标注的公差要比一般未注公差宽松。
1、切削加工一般公差
2、钻头加工一般公差
3、冲压加工一般公差
4、焊接加工一般公差
五、
日本的焊接符号与中国基本相同,存在以下几点差异:1、焊缝高度
日本图纸中没有对焊缝尺寸进行标注,如下表所示,焊缝高度的确定是根据焊接板材的料厚和单侧、双侧焊接确定的。
2、箭头线和焊缝的关系
a)焊缝在箭头侧:如下图(a)所示,即箭头线指在焊缝上;
b)焊缝在非箭头侧:如下图(b)所示,即箭头线指在焊缝的背面。
日本焊接符号中没有虚线,焊缝与箭头的位置关系是通过焊接符号在焊接基准线的上方或下方区分的。
a)焊缝在箭头侧:如下图所示,焊接符号在基准线下方。
b)焊缝在非箭头侧:如下图所示,焊接符号在基准线上方。
3、断续焊
1)日本断续焊
表达形式:基本符号;焊缝长度L(焊缝段数n)-焊缝间隔P
其中焊缝间隔为焊缝的中心距离。
2)中国断续焊的表达:
表达形式:基本符号;焊缝段数n×焊缝长度L(焊缝间隔P)
其中焊缝间隔为焊缝的间隔距离。
4、点焊
1)日本的点焊符号为*,一般在*上方或下方有一个“—”表示对焊接平面平坦的要求。“—”在*和基准线下方,表示要求箭头侧平面平坦。
“—”在*和基准线上方,表示要求非箭头侧平面平坦。
2)中国的点焊符号为○。
5、其他说明
1、图纸中的“低水素系”表示采用低氢型焊条焊接中碳钢的焊接。
六、未注形位公差(JIS B 0419-K)
1、直线度以及平面度的普通公差(单位mm)
2、垂直度的普通公差(单位mm)
3、对称度的普通公差(单位mm)
4、径向跳动的普通公差(单位mm)
七、常用螺栓、螺母的紧固扭矩值(N·m)
注:1、表中灰色框表示的是粗牙螺纹的标准螺距;
2、轮毂螺栓M16细牙 235.4~284.4 N·m;
3、轮毂螺栓M18细牙 353.0~431.5 N·m。