渣油加氢失活催化剂有效利用的新途径
溶剂萃取恢复渣油加氢转化催化剂活性的研究

石 油 炼 制 与 化 工 P T (I UM RO E S N D P TR CHE C E R) E P C S I G AN E O MI AI S
第 3 9卷 第 1 期 1
溶剂 萃取 恢 复 渣 油 加 氢 转 化 催 化 剂 活 性 的研 究
这 些 溶 剂 的 强 吸 附作 用 污 染 催 化 剂 ; 酸 洗 涤 能 有 效 去 除 催 化 剂 表 面 的 钙 、 沉 积 层 , 不 能 去 除 盐 铁 但
焦 炭 ; 芳 香 性 的 加 氢 瓦 斯 油 在 4 0。 H。 力 为 1 a 反 应 1h的 条 件 下 可 部 分 去 除 催 化 剂 上 低 0 C、 压 0MP 、 的 焦 炭 , 不 具 备 强 的 氢 化 焦 炭 作 用 ;, , , 但 1 2 3 4四 氢 化 萘 因 具 有 供 给 原 子 氢 的 能 力 , 以 有 效 地 氢 可 化 和 去 除 催 化 剂 的焦 炭 。 一 旦 除 去 一 定 量 的焦 炭 或 金 属 化 合 物 沉 积 物 , 活催 化 剂 的 加 氢 脱 硫 一 失 活性将得到恢复 。
替 代 方法是 通过 溶 剂 处 理 来 改善 失 活 催 化 剂 的活
性 。例如 , 加 氢 处 理沸 点小 于 5 4。 馏 分 时 , 在 2 C的 部 分焦 炭沉 积 物 可 以被 适 合 的溶 剂 ( 苯 l 二 如 】或 。 氯 甲烷 [_溶解 去 除 ; 油作 为溶 剂 与 氢气 一 起 在 1) l 汽
1 ~ 1 ( 量 分 数 ) Mo a 比表 面 积 10 O 5 质 的 O, 5 ~
2 0m / , 体 积 0 4 0 8mL g 平 均 孔 直 径 0 g 孔 . ~ . / , 1 ~ 1 m。失 活 催 化 剂 样 品 取 自一 个 日处 理 量 0 5n 为 4 0 b( b≈1 9 ) 00 0b l1 l 5 的工业渣 油加 氢处理 装 b L 置 , 反应温 度为 4 0 5 其 2  ̄4 0℃, 压力为 1 ~1 a O 5 MP ,
渣油加氢失活催化剂回收与再利用的研究进展

2018年%月第26卷第%期工业催化INDUSTRIAL CATALYSISMar. 2018Vol. 26 No. %综述与展望渣 催化剂回收与用的研究进展徐景东1!2!,王娇红#’2,车晓瑞#’2(1.中化泉州石化有限公司,福建泉州362105;2.中化泉 科技有 任,福建泉州362000)摘要:近年来,淹油加氢处理规模不断提高,由此产生的淹油加氢失活催化剂量随之增长。
'油加氢失活催化剂的回收与再利用能够减少环境污染,提高炼油厂经济效益。
围绕渣油加氢失活催化剂的再生使用、失活催化剂在其他领域的利用以及从失活催化剂中回收有价金属等方面探讨提升失活催化剂附加值的方法。
关键词:三废处理与综合利用;渣油加氢;失活催化剂;再生;回收;再利用doi:10.3969/j.issn. 1008-1143. 2018. 03. 003中图分类号:TE426. 9;0643. 36j1文献标识码:A文章编号:1008-1143(2018)03-0011-07Research progress of recycling and reutilization of spentresid hydrotreating catalystsXu Jingdong1,2*,Wang Jiaohong1,1,Che Xiaorui1,2(1. Sinochem Quanzhou Petrochemical Company Limited,Quanzhou 362103,Fujian,China;2. Sinochem Quanzhou Energy Technology Company Limited,Quanzhou 362000,Fujian,China)Abstract:Spent resid hydrotreating catalysts increased significantly in the last decade due to constantscale expansion of r esid treatment.Recycling and reutilization of spent resid hydrotreating catalysts couldreduce pollution and improve economic efficiency of refinery.In this paper,we focus on upgrading added value of spent catalysts,including but not limited to the regeneration of resi catalysts,their reutilization in o tlier fields and the recovery of valuable metals from the spent catalysts.Key words:three waste treatment and comprehensive utilization;resid hydrotreating;spent catalyst;regeneration;recycling;reutilizationdoi:10. 3969/j.issn. 1008-1143. 2018. 03. 003CLC number:TE426.9;0643. 36j1Document code:A Article ID:1008-1143(2018$03-0011-07近年来,原油资源的重质化越来越明显,随着对 消费 的增长和环境保护法规的日益严格,氢 成为 化和优质化的重[1]。
渣油加氢处理催化剂失活的探讨

d c e s fn r s a t i d h c e s e e t fn e n l i u i n A e n t e n t e a g t l e o i e r a e i t n i r c i t a e n r a e f f c i t r a f so . th do h , h r e o i ce vyn t i o o d f t e f r u l mea p st d s
堵塞造成的最后 阶段 的快速失活。 积炭失活与许多因素有关 , 包括原料油的性质 , 催化剂性质 , 工艺条件。金属硫化物在催化剂 上 的沉积会造成催化剂本征活性 的降低及内扩散阻力的增加。最后阶段的快速失活 的原因是大量金属与积炭堵塞 了孔道。
关 键词 : 渣油加氢处理; 失活; 积炭; 金属沉积
a dc k r to a a tv t0 yp r l g n . n o ef ma inl dt de ci ai nb o ep ug i g o e o
Ke r s r sd e h d or a i g c tl s; e cia i n c k ; tld p s y wo d : e i u y r te t aay t d a t t ; o e me a e o i n v o t
在不 同的运转 阶段 , 催化剂 的失 活规律也 不一样 。一般 认为 , 在催 化剂的运转过程 中催 化剂逐渐失 活 , 其失活 经历 三个阶段 , 即初期的快速失 活 , 是 由于易生焦物质在催 化 这 剂表面的吸附并进一 步生成焦炭 而引起的 ;中期 的缓 慢失 活, 在这 一阶段焦炭在催化剂 上的沉积达到 了平衡 , 活主 失 要由于金属硫化物在催化剂上的沉积所致 ; 最后阶段的快速
稠油高温加氢裂化废催化剂再生技术研究
稠油高温加氢裂化废催化剂再生技术研究近年来,稠油资源的开采已成为我国能源战略的重要一环。
然而,由于稠油中含有大量难以分解的高分子杂质,传统的炼油工艺难以处理这些杂质,导致废催化剂产生,同时也给环境带来了严重的污染。
针对这一问题,稠油高温加氢裂化废催化剂再生技术应运而生。
本文将从催化剂再生的原理、技术路线以及工业应用等方面进行探讨。
一、催化剂再生的原理废催化剂再生技术是指将已经失去催化活性的废催化剂通过化学、物理等方法再生,使其重新得到催化活性的过程。
在稠油高温加氢裂化过程中,废催化剂中的大分子杂质会在重油加热后大量附着在催化剂表面,导致催化剂失去活性。
因此,如何有效地清除这些杂质成为了催化剂再生的关键。
首先,化学方法是指通过化学反应将污染物质转化为易于去除的物质。
通常采用酸、碱等强酸性物质对废催化剂进行处理,将其表面上的杂质成分转化为溶解性较强的物质,通过水洗或其他方式进行去除。
其次,物理方法是指通过吸附、分离或其他物理性质将催化剂表面的污染物物理去除。
通常采用热氧化、高压水洗或超声波清洗等方式,将催化剂表面的附着物彻底去除。
最后,生物方法指通过生物降解或微生物代谢将废催化剂表面附着的杂质分解为无害物质。
该方法具有经济、环保、高效的优点,在稀有金属含量较高的废催化剂处理方面具有不可替代的优势。
二、技术路线当前,稠油高温加氢裂化废催化剂再生技术主要应用于化工、石化、冶金等领域。
该技术的关键在于催化剂再生的方法选择,不同的催化剂需要采用不同的处理方式。
通常,催化剂再生技术可以分为以下三个步骤:1.废料催化剂的预处理:首先将污染催化剂经过破碎、磨粉等处理方式,使催化剂表面的附着物均匀分布。
这样可以提高再生效率,降低再生成本。
2.催化剂停产性能测试:在处理前测试废催化剂的结构、物理性能、表面性质等,判断催化剂的活性损失程度,为后续处理提供依据和参数。
3.催化剂再生处理:根据催化剂类型和活性损失程度,选择相应的催化剂再生技术。
沸腾床渣油加氢处理催化剂失活研究
CB-1S
图 3 新鲜催化剂和失活催化剂 SEM
Fe V
C
图 4 金属和炭在催化剂单一颗粒上的径向分布
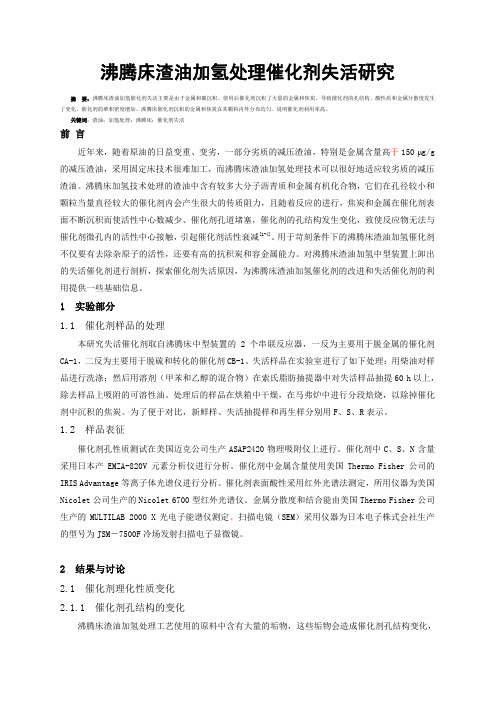
由图 3 可知,新鲜催化剂横断面粒子堆积松散,而失活催化剂粒子表面有一层覆盖物,微区成 分分析结果表明,覆盖物主要由 C、V 等金属组成,因此,沸腾床渣油加氢催化剂的失活主要为重 金属如钒、镍、铁和炭的沉积所引起的,这与前面的分析相一致。由图 4 可以看出,铁、钒和碳在 颗粒外部直至中心均有沉积,且沉积较均匀,表明铁、钒和碳均穿透了整个催化剂颗粒,同时也说 明催化剂具有较高的利用率。
表 1 新鲜催化剂、失活催化剂和烧炭再生催化剂组成及堆密度
金属含量,%
元素分析
V
Fe Ca Na Pb C,% S,% N/( g·g-1)
-
-
-
-
-
-
-
-
7.12 0.31 0.10 0.20 0.39 9.50 12.93
2387
15.71 0.44 0.11 0.39 0.55 0.37 4.02
CA-1F CA-1S CA-1R
1.2 1
孔容/cm3.g-1
0.8
CB-1F
0.6
CB-1S
CB-1R
0.4
0.2
0 0
200
400
600
800
孔径,Å
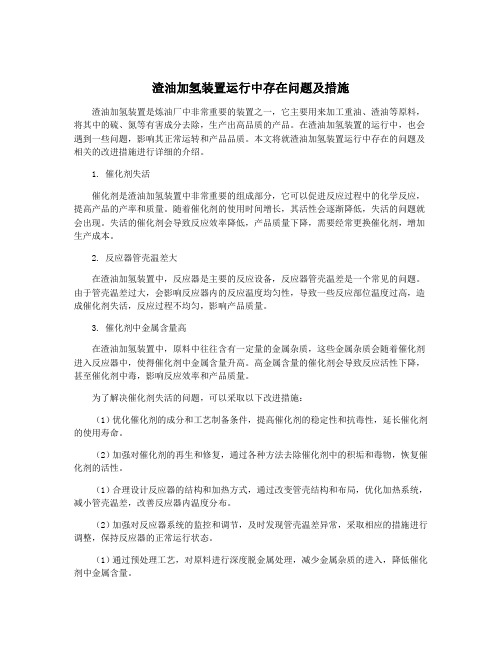
图 2 不同状态下的脱硫及转化催化剂孔结构
由图可见,与新鲜催化剂相比,CA-1S、CB-1S 失活催化剂总孔容比新鲜催化剂分别下降了 72% 和 76%;其中 CA-1 催化剂>10 nm 孔径的孔容下降的最多,为 85%,CB-1 催化剂>8 nm 孔径的孔容下 降 83%;经烧炭再生后 CA-1R 催化剂的孔容恢复了 40%,CB-1R 催化剂孔容恢复了 76%。这说明由于 金属和积炭的沉积使催化剂的孔性质发生了很大变化,从经烧炭再生后催化剂的孔容恢复情况看, 脱金属催化剂 CA-1 的失活是由积炭和金属沉积共同造成的。而脱硫及转化催化剂 CB-1 的失活主要 是由积炭造成的。CA-1 催化剂中较大的孔由于积炭和金属的沉积,变成了较小的孔,所以微孔有所 增加。当烧炭再生后小于 5 nm 的孔基本恢复,说明小孔中金属的沉积较少,大于 5 nm 的孔分布与 新鲜样品相比,由于金属的沉积与聚集而不能完全恢复,失活样品上的孔被堵塞严重,孔道内的活 性中心完全失去作用,使得催化剂表面上活性中心的数量大为减少,造成催化剂的失活,由此可以 认为,这些积炭和沉积金属对催化剂失活的影响是通过覆盖和堵塞效应引起的,高温烧炭后,催化 剂的孔结构可得到明显的改善。而沉积的金属在堵塞催化剂孔道的同时,还会破坏催化剂表面的活 性金属结构,也会导致失活[5-6]。渣油加氢处理装置在运转过程中,焦炭和金属在催化剂上的沉积是 同时进行的,且相互之间存在着协同作用[7]。
固定床渣油加氢催化剂失活的原因分析及对策

改质的重要手段, 能处理 杂质含量高的 中东减压
渣油 , 为重 油催 化裂化 提供 优质 的原 料 , 高产 品 提 的质 量及轻 油 收率 , 时也 减 缓 了下 游装 置 设 备 同 的腐蚀 。而渣油 加氢 装置 投资 大 , 产成 本 高 , 生 尤 其 是催 化剂 的用 量多 , 价格 昂贵 , 占生 产成 本 费用 的 1% , 4 因此合 理 使 用 催 化 剂 , 长催 化 剂 的 使 延 用 寿命是 降低 加 工 成本 的关 键 , 化 剂 的使 用 寿 催 命 也是 制约 渣油加 氢装 置长 运转周 期 的瓶 颈 。影
响催化剂 失 活 的因 素很 多 , 中 国石 油 化 工股 份 从 有 限公 司茂 名 分 公 司 ( 称 茂 名 石 化 ) 简 固定 床 渣 油加 氢装 置两 周期 催 化 剂 的使用 情 况 , 析催 化 分 剂失 活 的原 因 , 而 探讨催 化 剂 的级 配装 填 、 化 进 硫
作者简介 : 曾松 , 高级 工程 师 ,97年毕业于抚顺石 油学院石 18 油加工 专业 , 长期 从 事 石 油炼 制工 作 。Ema :e gog — i znsn @ l
y a n t e h. e 。
第 9期
曾 松. 固定床渣油加氢催化剂失活的原 因分析及对策
对 比茂名 石 化第 二 周 期 和 第 一 周 期催 化 剂 , 活性 组分 含量 有较 大 的变 化 , 护 剂 的活性 组 分 保 增加 了 , 而其它 剂 的 活性 组 分 却 有 不 同程度 的 降
低 。第二 周 期 催 化 剂 装 填 总 量 比第 一 周 期 少
2 1 年 9月 01
炼 油 技 术 与 工 程 P T O E M E I E YE GN E I G E R L U R FN R N I E R N
固定床渣油加氢催化剂失活的原因及对策分析

固定床渣油加氢催化剂失活的原因及对策分析作者:虞尚立来源:《中国化工贸易·中旬刊》2019年第02期摘要:针对目前固定床渣油加氢催化剂使用过程中存在的失活问题,文章从实践角度出发,分析了加氢催化剂失活的原因及影响因素,并提出了优化控制对策,其目的是为相关建设者提供一些理论依据。
结果表明,只有在明确影响固定床渣油加氢催化剂效用因素的情况下,才能使采取的对策起到事半功倍的效果。
关键词:固定床;渣油;氢氧化剂;失活园林;催化剂级配0 引言经济水平的不断提升,使得人们对工业化生产建设效率需求越来越大。
然而,一些催化剂使用过程存在的失效问题,不仅会影响设施与生产建设设备的耐久性,还会降低产品产量与生产效率。
为此,研究人员应将其作为重点科研对象,即在明确固定床渣油加氢催化剂失活原因情况下,才能使采取的措施方法达到预期控制需求。
1 研究固定床渣油加氢催化剂失活的影响因素1.1 催化剂级配装填由于装置加工减压渣油过程的黏度大;硫、金属以及残炭含量高,因此,在渣油加氢过程会对催化剂活性造成影响。
具体来说,不同固定床层位置的反应条件、浓度以及物种不同,因此,不同位置需装填不同性能质量的催化剂,以使各床层的催化剂效果不受影响。
这里的催化剂级配装填是指,催化剂形状、活性级配以及尺寸级配等。
此过程,如前置反应器的催化剂活性较高且反应负荷较大,就会导致催化剂失去活性。
统计证实,没有尺寸梯度的催化剂固定床层易发生堵塞,反之,固定床层则有很大的沉积空间。
与此同时,如催化剂尺寸没有过渡好,过渡截面部位的流体阻力增加,这就非常容易造成结焦。
对于前置催化剂孔径过小的情况,因渣油分子无法渗至控制内,使得孔口堵塞有焦炭和金属等沉积物。
这也是导致催化剂失活的原因所在。
从上述内容可以看出,催化剂级配好坏会对装置催化剂系统的性能效果发挥与催化剂活性造成影响。
1.2 催化剂寿命经对固定床渣油加氢催化剂的失活影响因素进行分析,发现催化剂的原料性质应降低催化剂使用寿命的主要因素。
渣油加氢装置运行中存在问题及措施
渣油加氢装置运行中存在问题及措施渣油加氢装置是炼油厂中非常重要的装置之一,它主要用来加工重油、渣油等原料,将其中的硫、氮等有害成分去除,生产出高品质的产品。
在渣油加氢装置的运行中,也会遇到一些问题,影响其正常运转和产品品质。
本文将就渣油加氢装置运行中存在的问题及相关的改进措施进行详细的介绍。
1. 催化剂失活催化剂是渣油加氢装置中非常重要的组成部分,它可以促进反应过程中的化学反应,提高产品的产率和质量。
随着催化剂的使用时间增长,其活性会逐渐降低,失活的问题就会出现。
失活的催化剂会导致反应效率降低,产品质量下降,需要经常更换催化剂,增加生产成本。
2. 反应器管壳温差大在渣油加氢装置中,反应器是主要的反应设备,反应器管壳温差是一个常见的问题。
由于管壳温差过大,会影响反应器内的反应温度均匀性,导致一些反应部位温度过高,造成催化剂失活,反应过程不均匀,影响产品质量。
3. 催化剂中金属含量高在渣油加氢装置中,原料中往往含有一定量的金属杂质,这些金属杂质会随着催化剂进入反应器中,使得催化剂中金属含量升高。
高金属含量的催化剂会导致反应活性下降,甚至催化剂中毒,影响反应效率和产品质量。
为了解决催化剂失活的问题,可以采取以下改进措施:(1)优化催化剂的成分和工艺制备条件,提高催化剂的稳定性和抗毒性,延长催化剂的使用寿命。
(2)加强对催化剂的再生和修复,通过各种方法去除催化剂中的积垢和毒物,恢复催化剂的活性。
(1)合理设计反应器的结构和加热方式,通过改变管壳结构和布局,优化加热系统,减小管壳温差,改善反应器内温度分布。
(2)加强对反应器系统的监控和调节,及时发现管壳温差异常,采取相应的措施进行调整,保持反应器的正常运行状态。
(1)通过预处理工艺,对原料进行深度脱金属处理,减少金属杂质的进入,降低催化剂中金属含量。
(2)加强对催化剂的保护和使用管理,严格控制原料中金属杂质的含量,延长催化剂的使用寿命,降低金属含量对催化剂的影响。
渣油加氢装置运行中存在问题及措施

渣油加氢装置运行中存在问题及措施【摘要】渣油加氢装置在运行中常常面临设备老化、催化剂失活、操作不当等问题。
为了解决这些问题,可以采取设备维护更换、催化剂再生替换、加强操作培训等措施。
设备维护更换能延长设备寿命,催化剂再生替换可以提高催化效率,加强操作培训则能减少操作失误。
通过这些措施的实施,渣油加氢装置的运行问题可以得到有效解决,确保生产运行的稳定性和安全性。
需要相关部门及人员密切合作,共同努力,持续改进和完善工作。
【关键词】渣油加氢装置,运行问题,设备老化,催化剂失活,操作不当,设备维护,催化剂再生,操作培训,解决措施,总结。
1. 引言1.1 背景介绍渣油加氢装置是炼油厂中的一种重要装置,主要用于将重质渣油经由氢气作用进行加氢反应,以提高产品质量。
在实际运行中,加氢装置也面临着一些问题。
本文将针对加氢装置运行中存在的问题进行分析,并提出解决措施。
设备老化是加氢装置运行中常见的问题之一。
随着设备运行时间的不断增长,设备的工作效率逐渐下降,甚至可能出现泄漏等安全隐患。
催化剂的失活也是加氢装置运行中的一个重要问题。
催化剂失活会导致反应效率降低,影响产品质量。
操作不当也是造成加氢装置问题的重要原因之一。
操作人员缺乏必要的技术培训,可能导致操作失误,进而影响加氢装置的正常运行。
针对以上问题,我们应该采取相应的解决措施。
加强设备的维护,定期对设备进行检修和更换,保障设备运行的稳定性;定期对催化剂进行再生或更换,以确保加氢装置的正常运行;加强操作人员的技术培训,提高其操作水平,减少操作失误的发生。
通过以上措施的实施,我们可以有效地解决加氢装置运行中存在的问题,保障设备的正常运行,提高产品质量,推动炼油厂的发展。
1.2 问题提出在渣油加氢装置运行中,常常会出现一些运行问题,这些问题严重影响了设备的正常运行和生产效率。
为了保障设备的稳定运行和提高生产效率,有必要对这些问题进行深入分析,并制定相应的解决措施。
本文将对加氢装置运行中存在的问题进行分析,并提出相应的解决措施。
催化剂的失活研究及其在使用中的改进建议

・
10・ O
广 州化工
21 30 0年 8卷第 1 1期
催 化 剂 的 失 活 研 究 及 其 在 使 用 中 的 改进 建 议
丁华 成 , 苑剑 峰
( 中国石 油四川石 化有 限责任公 司 ,四川 成 都 6 13 ) 19 0
摘 要 : 催化剂的活性直接影响着渣油加氢装置的运行周期。本文首先简单的分析了催化剂失活的原因、 阶段, 随后着重陈述
温来 补 偿 活 性 损 失 , 到 催 化 剂 上形 成 重 油 与 焦 炭 的平 衡 层 。 直
“” B 阶段 : 运行的下一阶段 被认作“ ” B 阶段。在此长期运转 中 , 经 过 初 始 的 高 活 性 和 高 的结 垢 率 以 后 , 于重 金 属 与 碳 沉 在 由
积 , 性 缓 慢 下 降 , 应 温 度 呈 线 性增 加 。 活 反 “ ” 段 : 化 剂 活 性 的最 后 一 个 阶段 被 认 为 是 “ 阶 段 。 C阶 催 C” 此 阶段 , 化 剂迅 速 失 活 , 化 剂 的 活性 满 足 不 了加 氢 脱 金 属 、 催 催 加 氢脱 硫 、 氢残 炭 等 工艺 的 要 求 。 只有 通 过 提 高 温 度 来 弥 补 催 化 加 剂降低的活性 , 但温度升高后 , 加剧 了碳沉积和金属沉积 , 造成孔 口堵 塞 和 活性 中 心被 覆 盖 , 而 导 致催 化 剂 的活 性 下降 更快 。 从
固定床渣油加氢催化剂失活的原因分析及对策
固定床渣油加氢催化剂失活的原因分析及对策发布时间:2022-09-20T06:44:03.891Z 来源:《科学与技术》2022年5月第10期作者:刘东旭张薇颉兆龙[导读] 经过对固定床渣油加氢装置催化剂在末期运转的现状、废旧促进剂化学成分等重要方面的剖析,则表明了产生固定床渣油加氢装置催化剂不活跃的重要成因为积炭和金属沉淀刘东旭张薇颉兆龙中国石油四川石化有限责任公司四川成都 611930 摘要:经过对固定床渣油加氢装置催化剂在末期运转的现状、废旧促进剂化学成分等重要方面的剖析,则表明了产生固定床渣油加氢装置催化剂不活跃的重要成因为积炭和金属沉淀。
同时分析了催化剂级配装填的配比、促进剂硫化、原料油的加工特性,以及反应温度的分配等各种因素对下吸式固定床渣料加氢催化失活的危害,并指出了通过选择抗积炭性和容垢力较高的催化剂,通过实施科学合理的催化剂级配装填,调节好原材料的加工特性,通过调节各床层反应温度的适宜布置,和管理好催化启动要求等具体措施,可以合理增长催化剂的寿命。
关键词:渣油加氢;催化剂;原因分析;失活对策前言由于常压渣油加氢设备投入较大,成本高,特别是催化剂产品的使用多,且价格昂贵,约生产费用的百分之十四,所以正确利用催化剂产品,延长催化剂产品的使用寿命是减少生产费用的重要基础,而催化剂产品的使用时间又是制约常压渣油加氢设备延长工作时间的主要障碍。
而影响催化剂产品未激活的原因很多,结合了某石化企业固定床与常压渣油加氢设备二阶段催化剂产品的应用现状,探讨了催化剂产品未激活的问题,从而深入研究了催化剂产品的级配装填、硫化和使用时间等条件对催化剂产品未激活的影响,并寻求了对策。
一、渣油加氢装置的工艺特点常压渣料加氢法是在特定的温度、压强、氢油比和真空塔流速等情况下,通过加氢和制催化物的方法,使常压渣料中的污染物(即硫、氮、氧和重金属等)转变为相应的烃族和被去除的H2S,即NH3和H2O,各种金属被截留于反应催化剂的基质地层内,并且对烯烃、芳香族化合物等进行热饱和,这样获得了稳定性和安全都较高的优良产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
渣油加氢失活催化剂有效利用的新途径摘要:论述了将渣油加氢失活催化剂制备成加氢型和非加氢型新催化剂的工艺和方法,着重探讨了钒含量较高的失活催化剂加工为新型渣油加氢催化剂的方法和思路,并对渣油加氢过程中钒的作用机理进行归纳。
关键词:渣油加氢失活催化剂加氢脱金属加氢脱硫前言重质油和渣油加氢处理过程消耗了大量的催化剂[1],这些催化剂大都为Mo-Co/Al2O3或Mo-Ni/Al2O3,主要用于加氢脱硫反应(HDS)、加氢脱氮反应(HDN)和加氢脱金属反应(HDM)[2-4]。
由于积炭和金属(主要是钒(V)和镍(Ni))不断沉积在催化剂表面,故其失活速率较快,通常运转周期仅为10~12 个月[5,6]。
经过再生工艺除去积炭后可以部分恢复其活性,但由于无法脱除沉积的金属,最终大量失活的加氢催化剂还是被当作固体垃圾而掩埋掉[7-9]。
近年来随着渣油处理量和超清洁燃料需求量的不断增加,失活的加氢催化剂总量和单位催化剂内含有的杂质量也在不断增加,给环境安全带来了较大的压力[10,11]。
基于技术上的可行性,也出于经济性的考虑,国内外许多研究人员对渣油加氢失活催化剂的再次利用提出了各自的看法[12-14]。
近来人们将循环利用这部分失活催化剂的重点放在将其加工为附加值较高的各类高活性催化剂上,依据加工后催化剂的用途划分,又可以分为加氢型和非加氢型催化剂。
1 渣油加氢失活催化剂制备成非加氢型催化剂经过再生过程,部分加氢失活催化剂作为非加氢催化剂使用,主要集中在环境工程领域,如氮氧化物(NO x)的脱除和硫化氢(H2S)的分解反应等。
S的分解1.1 失活加氢催化剂用于H2Furimsky[15]将失活的Co-Mo/Al2O3和Ni-Mo/Al2O3催化剂再生后用于H2S的分解反应,取得了较好的效果。
研究发现,Mo能够显著提高H2S直接分解反应速率,当反应温度在600 ℃时,Mo负载在改性的碳载体上,H2S分解反应会提高近5 倍。
进一步研究Co-Mo或Ni-Mo的协同作用,以及不同类型载体的影响效果发现反应温度达到或超过550 ℃后,碳载体的热稳定性要好于γ-Al2O3。
此外,Furimsky还发现在H2S分解反应中通入一定量的CO2能够提高H2S的转化率;而且活化后的碳原子也表现出一定的活性,这种活性来自CO2与碳载体间形成的氧表面络合物。
具体的分解机理如图1所示。
O ·Me C·O ··H H··S ····= S 2 + H 2O + CO O Me·C O ·S ··H ··H ···= H 2 +COS Me = Mo, Co, Ni图1 通入CO 2后H 2S 在催化剂上的分解机理[15]1.2 失活后加氢催化剂用于脱除NO xKu 等[16]曾报道以炼厂加氢脱硫失活催化剂制备NO x 脱除催化剂的方法和工艺,但由于制备过程中失活催化剂的用量较低,所以并未很好地解决失活催化剂的再利用问题。
Choi 等[17]改进了上述制备工艺,提高了加氢脱硫失活催化剂的用量,其制备的新型还原NO x 催化剂,与传统催化剂比较,脱除NO x 的选择性更高,抗硫化物中毒的能力更强。
该催化剂具体的制备步骤如图2所示。
失活催化剂的预处理(脱油&去杂质)&研磨图2 由失活催化剂制备NO x 脱除催化剂的步骤[17]其中活性较好的催化剂比表面积可达112.5 m 2/g ,孔径尺寸17.2 nm ;在活化温度为240~480℃的范围内,其最高相对活性可达100%。
因此,该NO x 脱除催化剂可用于高温环境下脱除NO x 的反应。
2 渣油加氢失活催化剂制备成加氢型催化剂2.1 低钒失活催化剂制备成加氢精制催化剂早期的加氢失活催化剂主要来自馏分油加氢装置[18,19],这类失活催化剂中Mo 、Co 、Ni 的含量较高,而V 含量很低甚至无V 。
Gardner 等[19]报道了1 种由此类失活催化剂制备加氢精制催化剂的方法。
将失活的加氢催化剂研碎,添加氧化铝、磷酸酯表面活性剂,经成型、烧炭等处理过程,得到可以继续使用的催化剂。
添加氧化铝和磷酸酯表面活性剂可以改善催化剂的孔道结构和酸性,但对失活催化剂的加氢功能复原改善有限;而且随着原油重质化,失活催化剂中V 含量逐渐增加,该技术制备新催化剂的应用也受到了限制。
2.2 高钒失活催化剂制备加氢精制催化剂含V 量较高的加氢失活催化剂再利用问题是目前亟待解决的问题之一,抚顺石油化工研究院徐会青等人[20]采用酸解、沉淀的方法,然后制成加氢精制催化剂,其活性与工业加氢精制催化剂基本相当。
科威特国家石油公司的研究人员对含V量较高的失活催化剂再制备成加氢精制催化剂的工艺方法进行了深入、系统的研究[21-27]。
新催化剂不但具有较高的比表面积和孔体积,而且HDM和HDS 活性比工业HDM催化剂活性高,其中失活催化剂的加入量可达40%~60%。
选择金属含量不同的3 种失活催化剂作为研究对象,经抽提、脱油后的物化表征结果列于表1。
表1 失活催化剂的物化性质[27]项目化学组成(wt)%物理性质比表面积/(m2·g-1)孔容/(cm3·g-1)失活催化剂类型Mo Ni V C低钒(A) 6.3 3.4 3.4 23.1 50 0.15中钒(B) 5.6 3.8 5.9 19.2 73 0.16以制备HDM催化剂为例,从上述3 种失活催化剂开始的基本步骤列于图3。
含有Mo,Ni,V,S,C + 残油的失活催化剂&筛选拟薄水铝石(Sasol, Germany)&混捏HDM催化剂图3 由失活加氢催化剂制备HDM催化剂的具体步骤[27]随后将3 种新制备的HDM催化剂用于科威特常压渣油固定床反应,并与参比(Ref.)HDM催化剂进行HDM和HDS活性对比,如图4所示。
图4 新制备HDM催化剂的活性比较(a)HDS活性(b)HDV活性[27]图中均是以参比HDM催化剂活性为100%,通过对比看出,由失活催化剂A制备的新催化剂各项活性均是最高。
原因在于该催化剂较由B和C失活催化剂制备的新催化剂而言具有更高的比表面积和孔容;而且由失活催化剂A制备的新催化剂中Mo含量最高,适量的Ni有助于形成Ni-Mo-S活化相[26,28],进一步提高了其加氢活性。
而V含量高的催化剂则正好相反,过高的V含量会造成催化剂孔口堵塞及比表面积下降;而且V不同于Mo,对加氢活性没有促进作用[27]。
但也有部分研究人员认为V对于提高催化剂加氢活性也存在一定的积极因素。
Dejonghe等发现[29]在渣油加氢精制过程中,Ni-Mo-S/Al2O3催化剂中Ni部分为原料中V所取代。
Smith和Wei[30]推测随着V和Ni在催化剂中不断沉积,将会生成新的催化活性表面。
其他人员也对V的作用提出各自见解[31-33],认为利用失活渣油加氢催化剂制备新的加氢催化剂过程中Ni-Mo-V结构有助于提高新催化剂的HDM活性。
3 结束语随着原油重质化的日趋严重,渣油加氢催化剂的用量会逐年增加,其失活催化剂处理问题将受到越来越多的关注。
将此类失活催化剂加工制成各类附加值高的新催化剂是解决问题的有效途径之一。
通过工艺路线和制备方法的改进,失活催化剂的有效用量可以达到40%~60%,同时高钒含量的加氢失活催化剂也可被制成HDM催化剂,V在渣油加氢过程中的作用机理正在深入研究中。
参考文献1 Silvy R P.Future trends in refining catalyst market[J].Appl Catal.A,2004,261:247-2522 金阳.中国炼油技术的新进展[J].石油知识,2008,3:22-243 Kressmann S, Morel F, Harle V, Kasztelan S.Recent developments in fixed-bed residue upgrading[J]. Catal Today,1998,43: 203-2154 Furimsky E.Selection of catalysts and reactors for hydroprocessing[J].Appl Catal.A,1998,171: 177-2065 程之光.重油加工技术[M].北京:中国石化出版社,1999,264-2656 IO. K.瓦依里等.重油加工译文集[M].北京:中国石化出版社,1990,125-1587 Furimsky E.Spent refinery catalysts: Environment safety and utilization[J].Catal Today, 1996, 30: 223-2868 Trimm.The regeneration or disposal of deactivated heterogeneous catalysts[J].Appl Catal.A, 2001, 212: 153-1609 刘昆,王涛,潘德满.工业应用失活与再生加氢催化剂研究[J].辽宁化工,2007,36(12):807-81210 Rapaport D. Spent hydroprocessing catalysts listed as hazardous wastes[J]. Hydrocarbon Process, 2000, 79: 11-22.11 梁海宁,刘欣梅,昌兴文,阎子峰.炼油废催化剂的处理和利用[J].炼油技术与工程,2010,40(1):1-5.12 Chang T. Spent catalyst options-1.Regeneration industry helps refiners control costs,limit liabilities[J].Oil Gas J.,1998,96(41): 49.13 Dufresne P. Hydroprocessing catalysts regeneration and recycling[J].Appl Catal.A,2007,322: 67-7514 牛吉湘,王素红,王建辉等.炼油厂废裂化催化剂的综合利用[J].环境工程,2003,21(2):70-71.15 Furimsky E.Activity of spent hydroprocessing catalysts and carbon supported catalysts for conversion of hydrogen sulphide[J].Appl Catal.A,1997, 156: 207-21816 Ku B C, Kim Y W, Choi Y T.Selective catalytic reduction for the removal of nitrogen oxides and catalyst body thereof[P].U.S.Patent 6,171,566, 200117 Choi K, Lee K, Ho S, Woo C, et al.Method for preparing a catalyst fro reduction of nitrogen oxides[P]. U.S.Patent 6,673,740,200418 De Ber M. Process for preparing a large pore hydroprocessing catalyst[P].U.S.Patent 6,030,915, 200019 Gardner L E, Kidd D R.Preparation of hydrotreating catalyst from spent catalyst[P].U.S.Patent 4,888,316, 198920 徐会青,刘全杰,贾立明等.一种由废催化剂制备加氢精制催化剂的方法[P].CN 101147865A, 2009-09-2021 Marafi M, Stanislaus A.Options and processes for spent catalyst handling and utilization[J]. J Hazard Mater.B,2003, 101,123-13222 Marafi M, Kam E K T, Stanislaus A. A novel process for recycling spent hydroprocessing catalyst: An economic analysis. Presented at the 16th World petroleum Congress, Calgary, Canada, June 11-15, 200023 Marafi M, Stanislaus A.Studies on rejuvenation of spent hydroprocessing catalysts by leaching of metal foulants[J].J Mol Catal.A,2003,202,117-12524 Marafi M, Stanislaus A, Absi-Halabi M. Heavy oil hydrotreating catalyst rejuvenation by leaching of foulant metals with ferric nitrate-organic acid mixed reagents[J].Appl Catal.B,1994,4:19-2725 Marafi M, Stanislaus A. Studies on rejuvenation of spent hydroprocessing catalysts by leaching of metal foulants:influence of inorganic salt additives on the leaching efficiency organic acids[J].Catal Lett.,1993,18:141-151.26 Marafi A, Fukase S, Al-Marri S A. Hydroteating kinetics study:a comparative study of the effect of catalyst type on hydrotreating kinetics of Kuwait atmospheric residue[J].Energy Fuels,2003,17: 661-66827 Marafi M, Al-Omani S, Al-Sheeha H, et al. Utilization of metal-fouled spent residue hydroprocessing catalysts in the preparation of an active hydrodemetallization catalyst[J].Ind Eng Chem Res.,2007,46(7):1968-197428 Marafi H Al-Bazzaz, Al-Marri M, Maruyama F, et al. Residual oil hydrotreating kinetics for graded catalyst systems:Effect of original and treated feedstocks[J].Energy Fuels,2003,17:1191-119729 Dejonghe S, Huban R, Grimblot J, et al. Effect of vanadium deposit on toluene hydrogenation[J]. Catal Today,1990,7:569-58530 Smith J B, Wei J. Deactivation in catalytic hydrodemetallization[J].J Catal.,1991,132:1-2031 Bonne R L C, Van Steenderen P, Moujlin J A. Selectivity of alumina supported vanadium and molybdenum catalysts in HDM reactions[J].Bull Soc Chim Belg.,1991,100:877-88532 Jansons J P, Langeveld V, Moulijin J A. Characterization of alumina and silica supported vanadium sulfide catalysts and their performance in hydrotreating reactions[J].Appl Catal. A,1999,179:229-23933 Takeuchi C, Asaoka S, Nakata S, Shiroto Y. Characteristics of residue hydrodematallization catalyst.Presented at the ACS Petroleum Chemistry Division,Miami Beach Meeting,April 28-May 3,1985作者简介:赵亮,男,工程师,博士研究生,2010年毕业于大连理工大学,现从事渣油加氢精制工作。