产品检验记录表
产品检验记录表
6
附件安装
位置正确、齐全牢固、保证使用要求
7
窗框槽口宽度
≤2000
±1
±1.5
±2
>2000
±1.5
±2
±2.5
8
窗框槽口高度
≤2000
±1
±5
±2
>3000
±1.5
±2
±2.5
9
窗框槽口对边尺寸之差
≤2000
≤1
≤1.5
≤2.5
>2000
≤2.5
≤9
≤3.5
10
窗框槽口对角线尺寸之差
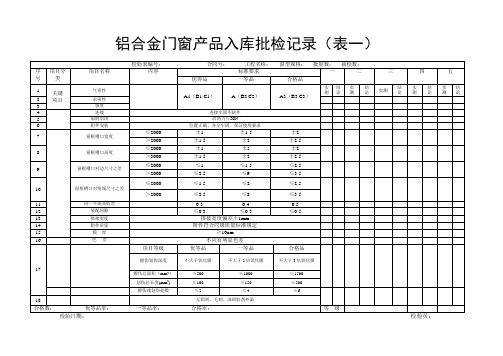
铝合金门窗产品入库批检记录(表一)
检验表编号:合同号:工程名称:窗型规格:批量数:抽检数:
序号
项目分类
项目名称
内容
标准要求
一
二
三
四
五
优等品
一等品
合格品
1
关键
项目
气密性
A1(B1 C1)
A(B2 C2)
A3(B3 C3)
实测
结论
实测
结论
实测
结论
实测
结论
实测
结论
2
水密性
3
强度
4
连接
连接牢固不缺件
5
扇的启闭
≤2000
≤1.5
≤2
≤2.5
>2000
≤2.5
≤8
≤3.5
11
同一平面高低差
0.3
0.4
0.5
12
装配间隙
≤0.3
≤0.3
≤0.5
13
搭接宽度
搭接宽度ห้องสมุดไป่ตู้差±1mm
产品质量检验记录表(42个doc)38

产品质量检验记录表(42个doc)38合格供应商清单(R-016-A)序号物料名称供应商名称地址联系人电话/传真质保试订购结果等级备注登录:批准:供应商调查表(R-018-A)编号:序号:1 单位名称、地址2 联系人、电话:3 传真、邮编::4 企业性质、创立时间5 工厂面积:职工总数:人,(其中管理人员人,技术人员人,工人人)6 主要设备及生产线:7 正常生产能力:8 最大生产潜力:9 正常交货周期:10 最短交货期及叙述:11 设计开发能力:□产品□自行开发设计□来料加工□12 技术工程部:有无生产工程师/ 人□生产操作指导书□靠经验保证生产13 产品销售区域:□内销□欧洲市场□美国市场14 产品遵守的标准:□国际标准□国家标准□行业标准□企业标准15 产品简介:16 品质部门人数人,管理人员人,工程技术人员人,检验员人,17 进料检验人员人,主要仪器,检验标准,检验记录,18 制程检验人员人,主要仪器,检验标准,检验记录,19 出货检验人员人,主要仪器,检验标准,检验记录,20 检测仪器的校对:□有□无□在有效期内□已过期21 已取得的产品认证:□UL □CE/GS □BSI □22 质量体系情况:□ISO9001 □QS9000 □TQM23 关健工位人员的培训:□有□无□有资格,根据□24 价格与交货、付款方式:25供应商代表认可:结论:□合格□不合格调查者:时间:批准:时间:供应商评价表(R-019-A)供应商名称供应材料评价记录评价内容评价记录评价结果1、样品检验合格否?□合格□不合格2、质量体系保证能力满足否?□满足□不满足3、供方生产规模能满足否?月产量:□满足□不满足4、供方材料价格能满足否?□满足□不满足5、供方交货期能满足否?交期:天,□满足□不满足6、供方服务能满足否?□满足□不满足结论:□合格□要求供方改善□不合格批准200 年月日评价人200 年月日(R-019-A)供应商名称供应材料评价记录评价内容评价记录评价结果1、样品检验合格否?□合格□不合格2、质量体系保证能力满足否?□满足□不满足3、供方生产规模能满足否?月产量:□满足□不满足4、供方材料价格能满足否?□满足□不满足5、供方交货期能满足否?交期:天,□满足□不满足6、供方服务能满足否?□满足□不满足结论:□合格□要求供方改善□不合格批准200 年月日评价人200 年月日表格编号:R-020-A采购单嘉多彩五金塑料粉末厂订购单编号:地址:南海小塘镇小塘工业区订购单日期:电话:(0757) 6639881传真:(0757)6638872 承办人:=================================================================== ==厂商:传真:联系人:交货地点:送货方式:付款条件:编号商品编号商品规格数量单位单价总价交货期备注:确保质量、交期===================================================================== 核准:供方签章:========================================================================================================================================== 本公司所开立的订购单编号,必须标示在送货单及包装箱正面,以便迅速查验。
首件检验记录表
首件检验记录表
XXX
XXX的首件检验记录表如下:
检验日期:年月日,具体时间:(空白)
工序名称:(空白)
批次号:(空白)
部件名称:产品编号和产品名称
检验依据:样品图纸、标准样件、制程检验标准、产品标准或其他
检验时机:上班第一个配件或更换操作员之后
检查项目:
外观:无细线、线头,保持平整、目视光滑,无破肚、无露内芯
尺寸:长度、宽度、厚度、印花大小(小尺寸偏差±0.7厘米,卷尺/卡尺大尺寸偏差±1.0~ 2.0厘米)
缝制质量:不回针、不散角、不跳针、不脱线等,换绳和刹脚初必须光滑、匀称
颜色:无色差
综合判定:合格(开始量产)或不合格
检查标准、检查方式、检查结果描述和判定都需要填写。
如果发现不合格项,需要填写品质异常报告处理单并停止生产。
生产现场确认需要签名。
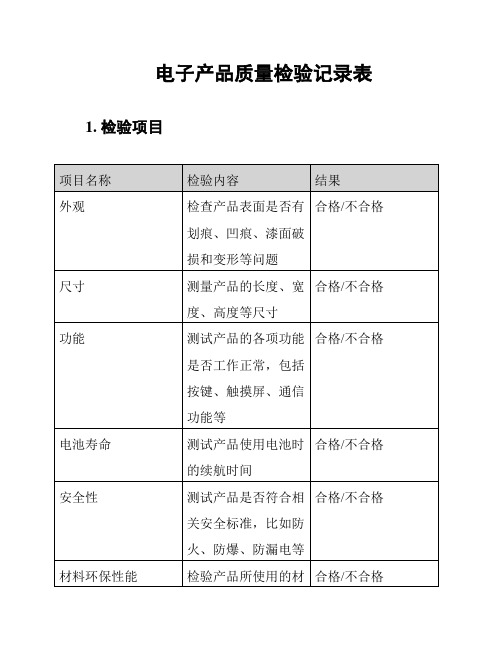
电子产品质量检验记录表(范本)

电子产品质量检验记录表(范本)
项目信息
- 产品名称:[填写产品名称]
- 型号:[填写产品型号]
- 批次号:[填写产品批次号]
- 日期:[填写检验日期]
检验人员信息
- 姓名:[填写检验人员姓名]
- 职位:[填写检验人员职位]
- 联系方式:[填写检验人员联系方式]
检验项目
检验结果
1. 功能检测
[填写功能检测结果]
2. 外观检查
[填写外观检查结果]
3. 尺寸测量
[填写尺寸测量结果]
4. 包装完整性检查
[填写包装完整性检查结果]
5. 标签和包装检查
[填写标签和包装检查结果]
6. 安全性评估
[填写安全性评估结果]
总结
[填写对产品质量的评估和建议]
以上是电子产品质量检验记录表(范本),请根据实际情况填写相应内容。
如有问题,请及时联系检验人员。
新产品首件检验记录表

吉诚机械
首件检验记录表
加工工艺
编号:JC-PJ-JL12001 版本:A/0
生产日期 检验时间 备注 时 分
代码号 产品名称 首件 □开机首检 □修模首件 □转产首件 信息 □生产参数变更 □材料变更 □其他: 项目 检验标准 1 2
班 组 □工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 实测值 判定 3 4 5
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
填写 2、检验员判定合格后从ቤተ መጻሕፍቲ ባይዱ品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
产品名称加工工艺班组生产日期检验时间时检验依据分12345外观填写说明项目尺寸项目尺寸检验标准检验标准首件检验记录表1产品新开机线时由产线最终检查工位准备好5pcs样品置于待检区并通知ipqc检查检查判定合格后生产
吉诚机械
首件检验记录表
加工工艺 班 组
编号:JC-PJ-JL12001 版本:A/0
生产日期 检验时间 备注 时 分
检查 记录
尺寸
外观 最终判定结果
注意事 项
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣 □合格 □不合格 是否同意量产: □是 □否 检验员签名:
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新开机/线时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。 填写 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
电子产品质量检验记录表
电子产品质量检验记录表1. 检验项目
2. 检验流程
1. 准备检验设备和工具,并对其进行校准。
2. 按照检验项目,依次对产品进行检验。
3. 记录检验结果,标明每个检验项目的合格或不合格情况。
4. 若产品有不合格项,需要进行修复或返厂处理。
5. 完成检验后,整理文档并存档。
3. 检验标准
- 外观:产品外壳无明显瑕疵。
- 尺寸:产品尺寸符合设计要求。
- 功能:产品一切功能正常运行。
- 电池寿命:符合产品说明书中标明的续航时间。
- 安全性:产品符合相关安全标准,不会对用户产生安全威胁。
- 材料环保性能:产品材料符合相关环保标准。
- 电磁兼容性:产品不会对周围电子设备产生干扰,也不会受
到干扰。
- 可靠性测试:产品寿命、稳定性和可靠性能良好。
- 温度和湿度测试:产品在不同温湿度条件下均能正常工作。
4. 注意事项
- 在检验过程中,务必遵守安全操作规程,避免危险发生。
- 检验设备和工具必须经过校准,确保准确度和稳定性。
- 对于不合格的产品,需要进行详细记录,并采取相应的处理
措施。
- 检验记录表应保存至少一年,以备查验。
以上为电子产品质量检验记录表的内容,请根据具体情况进行
调整和修改。
(完整版)产品质量检验情况检查表
(完整版)产品质量检验情况检查表
1. 前言
此文档旨在记录产品质量检验的情况,以确保产品的质量符合标准要求。
2. 产品信息
产品名称:
产品型号:
生产日期:
生产批次:
3. 检验内容
3.1 外观检查
- 外包装是否完好无损。
- 产品外观是否符合设计要求。
- 是否存在明显的划痕或破损。
3.2 尺寸检查
- 产品尺寸是否符合规定标准。
- 部件之间的间距是否一致。
- 支撑结构是否健全。
3.3 材料检查
- 产品所使用的材料是否符合要求。
- 是否存在使用次品材料的情况。
3.4 功能检查
- 产品的各项功能是否正常。
- 是否存在操作不便或功能缺陷的情况。
4. 检验结果记录
4.1 外观检查结果
- 检查日期:
- 检查人员:
- 外观检查结果:合格/不合格
4.2 尺寸检查结果
- 检查日期:
- 检查人员:
- 尺寸检查结果:合格/不合格
4.3 材料检查结果
- 检查日期:
- 检查人员:
- 材料检查结果:合格/不合格
4.4 功能检查结果
- 检查日期:
- 检查人员:
- 功能检查结果:合格/不合格
5. 结论
根据以上检查结果,评估产品质量是否符合标准要求。
如有发
现不合格情况,请采取相应措施进行整改和改进。
6. 备注
在此处记录检查过程中的其他重要事项或需要特别注意的事项。
7. 审核人签名
审核人:签名日期:。
产品首检、自检、巡检记录表
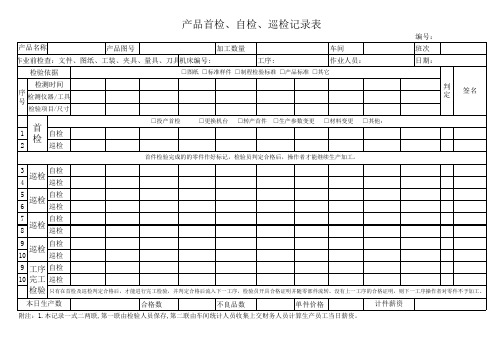
产品首检、自检、巡检记录表
附注:1.本记录一式二两联,第一联由检验人员保存,第二联由车间统计人员收集上交财务人员计算生产员工当日薪资。
2.生产作业人员需按要求做好自检工作,并认真作好记录,检验合格打“√”,不合格打“×”,如未填写,一律不计当天产值。
3.检验员在生产作业期间需在负责工序内不间断进行巡回检验,每隔1~2小时内按作业指导书检验要求记录一次检验结果。
4.对判定不合格的零件,检验员填写《不合格品处理单》和《纠正/预防措施处理单》并交于上级或有关责任部门处理。
产品出库检验记录表
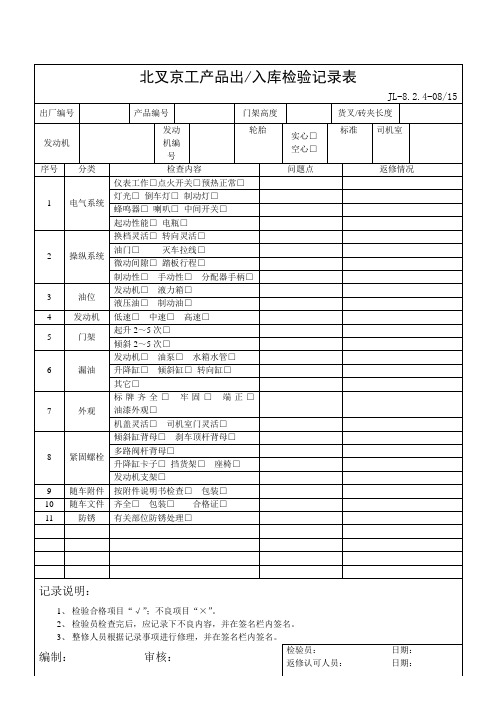
油门□灭车拉线□
微动间隙□踏板行程□
制动性□手动性□分配器手柄□
3
油位
发动机□液力箱□
液压油□制动油□
4
发动机
低速□中速□高速□
5
门架
起升2~5次□
倾斜2~5次□
6
漏油
发动机□油泵□水箱水管□
升降缸□倾斜缸□转向缸□
其它□
7
外观
标牌齐全□牢固□端正□油漆外观□
机盖灵活□司机室门灵活□
8
紧固螺栓
倾斜缸背母□刹车顶杆背母□
编制:审核:
检验员:日期:
返修认可人员:日期:
多路阀杆背母□
升降缸卡子□挡货架□座椅□
发动机支架□
9
随车附件
按附件说明书检查□包装□
10
随车文件
齐全□包装□合格证□
11
防锈
有关部位防锈处理□
记录说明:
1、检验合格项目“√”;不良项目“×”。
2、检验员检查完后,应记录下不良内容,并在签名栏内签名。