国产全自动汽车检测线
汽车变速器自动检测装配线
汽车变速器自动检测装配线
该自动检测装配线由变速器自动传输与定位系统、差速器锥轴承外圈端面距两壳结合面尺寸自动检测机、输出轴锥轴承外圈及输入轴球轴承外圈端面距两壳结合面尺寸自动检测机、变速器壳两锥轴承及一球轴承安装底面距两壳结合面尺寸自动检测机、三套智能化垫片库等设备共同构成一条现代化的变速器装配检测线。
该自动检测装配线适用于汽车变速器装配过程中的差速器锥轴承及输出轴、输入轴锥轴承垫片的自动选配。
各企业可根据不同产品及不同检测项目的要求,以模块化的方式分别由不同的自动检测与控制系统组成所需要的检测装配线。
该生产线操作方便,测量准确,可靠性高,自动化程度高,可大大提高变速器的装配质量与效率。
TQH枕簧自动检测线
THQ-Ⅱ枕簧自动检测线使用说明书淮安市车辆机械配件厂(有限公司)目录1、产品用途和特点 (3)2、主要技术参数 (3)3、使用说明 (3)4、使用注意事项 (5)5、工作原理 (6)6 常见故障的分析及排除方法 (7)7、日常养护要求 (8)8、检修规程 (8)9、数据效验 (8)10、随机附件清单 (9)11、易损件一览表 (10)12、枕簧分档数据 (11)附件2:电气原理图;附件3:测高机构图;附件4:测外径机构图;1. 产品用途和特点1.1 产品用途:THQ-II枕簧自动检测线系机、电一体化装置,适用于货车转8A、转8AG、转8G、K2、K4、K5、K6摇枕簧自由高度的检测。
1.2 产品特点:本检测线由电脑全自动控制,由传动机构、输送机构、导向机构、测高机构、分检推落机构和料斗等部分组成,枕簧放置输送线上,即可自行测高、显示尺寸、分档并推落,各档均自动计数。
故障自动报警。
2. 主要技术参数2.1 枕簧分档1.5mm为1个分档2.2 测高分辨率:0.1mm2.3 连续运作时间:8小时2.4 平均生产率:400只/小时2.5 机体尺寸(A×B×H):7500×1900×11402.6系统自重:约1500Kg3.使用说明微机控制枕簧检测机采用Windows Xp 视窗操作系统环境,界面友好,容易操作;主界面(如图1-1所示)分为:1.转向架型号选择区域;2.自动检测区域;3.信号检测区域;图1-13.1、转向架型号选择:在检测枕簧之前,根据将要放入检测流水线的枕簧所用转向架型号进行选择,本系统有转8A;转K2;转8G;转K4;转K5;转K6;几种型号供选择;(开机初始信号为初始档位);3.2、自动检测区域:自动检测区域显示枕簧检测外径、枕簧高度数值显示;自动运行、暂停操作;3.2.1自动运行条件:外径和高度检测机构在原点,所有枕簧推杆在回程限位点;枕簧检测线运行开始,遇到步进限位时停止。
浅析五工位安全检测线
浅析五工位安全检测线随着社会的不断进步和科技的不断发展,人们对汽车的安全性能要求越来越高,尤其是安全检测更是非常重要。
五工位安全检测线具有检测高效、准确、安全等优点,已被广泛应用于汽车生产线和售后服务行业。
本文将从以下几个方面对五工位安全检测线进行浅析。
五工位安全检测线的定义及作用五工位安全检测线,顾名思义,是将汽车的安全检测划分成五个工位,分别是制动系统、灯光系统、转向系统、排放系统和悬架系统。
此外,五工位安全检测线也可以检测汽车的底盘、车型标识、轻微事故等。
五工位安全检测线的作用是保证汽车的安全性能,同时也能够提升生产效率,减少生产成本。
在汽车制造过程中,五工位安全检测线可以快速、准确地检测汽车的安全性能,发现潜在的问题,及早排除隐患。
此外,五工位安全检测线可以实现全自动化生产,大大提高了汽车制造的效率。
五工位安全检测线的工作流程五工位安全检测线的工作流程可以简述为:车辆到达首检区–> 制动系统检测–> 灯光系统检测–> 转向系统检测–> 排放系统检测–> 悬架系统检测–> 正式合格出厂。
下面对每个环节进行详细说明。
制动系统检测主要检测制动效能、制动灵敏度、制动踏板力量等。
制动效能检测主要通过钳臂拨仪测量前后轮制动力平衡和制动效率,以判断制动系统是否正常。
制动灵敏度检查主要是通过脚力测验仪进行测试,以检查刹车灵敏度是否达到要求。
制动踏板力量检测主要是通过测力传感器来检测制动踏板的力量,以判定系统是否正常。
灯光系统检测灯光系统检测主要检测汽车灯光的亮度、照射角度、照明范围是否合格。
通过光电测试设备测量车灯亮度,用分光仪测量车灯光色温和光强均匀度,检查灯光是否符合国家标准。
转向系统检测转向系统检测主要检测汽车转向力度、转向轮转动范围、转向器液压油是否流通通畅等。
转向力度检测一般采用转向力助判断器测量,轮转动范围检测一般采用开合式转角测试器测量,检查轮子转动角度是否达到要求,液压油是否流通通畅。
汽车制造厂 整车检测线计算机联网系统
汽车制造厂整车检测线计算机联网系统技术规格书成都弥荣科技发展有限公司一、 概述汽车制造厂家整车检测线计算机联网系统是成都弥荣科技发展有限公司针对汽车制造厂家整车检测线联网需要开发的集成系统,主要用于检测线各工位检测设备的联网,实现完成各工位检测设备的数据采集、网络通讯、数据加工、实时和历史数据的处理、数据存储、数据分析、历史数据查询、检验单和报表的打印输出等功能。
系统与成都弥荣公司、日本弥荣株式会社产品高度集成,共同完成检测线整车检测工作。
系统设计符合GB7258-2004及相关引用标准、GB/T11798.1-GB/T11798.9-2001《汽车安全性能设备检定技术条件》要求。
系统为分布式网络化结构,各工位具有完备的测控能力、故障诊断能力和数据处理能力。
二、 系统构成系统采用采用Client/server分布式体系结构,将集散在检测线上的检测设备进行联网,实现数据各工位的数据采集、共享、分析,系统结构如图1所示。
图1 系统结构图图2 系统和检测线检测设备构成系统图。
三、工位布置登录:车辆信息扫描、登录,外检录入第一工位:前论(四轮)定位、侧滑第二工位:转向角、灯光、(喇叭声级)第三工位:制动、ABS第四工位:转鼓试验(车速表)第五工位:排放(废气、烟度)总控:数据管理四、检测线联网工作方式与检车流程1、登录:进行车辆信息登录,选择检测项目,打印车型数据条形码。
在已有条形码数据的情况下,支持条码扫描录入车辆信息。
2、四轮定位、侧滑工位:2.1 车辆进入四轮定位,设置扫描枪,通过扫描条形码确认车辆信息。
2.2 进行四轮定位检查、调整。
检测结果数据由通讯线路传输。
2.3 车辆进入侧滑检测。
侧滑台传感器输出信号由工位计算机处理,通过19”液晶显示器(吊装)显示结果。
侧滑到位光电信号由工位机处理。
3.侧滑工位车辆进入侧滑检测。
侧滑台传感器输出信号由工位工控机计算机处理,通过19”液晶显示器(吊装)显示结果。
第四节汽车检测站与检测线
(4)P工位
此工位以人工方式检查车底情况。检测人员在地沟内检查部 件连接是否牢固、有无变形、断裂,水、电、油、气是否泄露等, 并通过对讲机或特制键盘等设备,将检测结果传送给主控计算机。 主控计算机判定结果时,只要有一项不合格,即判定车底检查不合 格。并通过工位检验程序指示器显示判定结果。
四工位安全检测线设备布置图
1-入口计算机房 2-侧滑试验台 3-制动试验台 4-车速表试验台 5-声级计 6-废气分析仪 7-烟度计 8-前照灯检验仪 9-地沟 10-主控计算机房
▪ 手动和半自动安全检测线一般将外观检查和车底检查合并
为一个工位,设置三个工位。
▪ 五工位一般是汽车资料输入及安全装置检查工位、侧滑制
后形成的检测系统。检测站视其功能和规模大小,可 包括一条或数条检测线。
一、检测站的类型
1. 按服务功能分类
按服务功能不同,检测站可分为安全检测站、维修 检测站和综合检测站。
安全检测站是按照国家规定的车检法规,定期检
测车辆中与安全和环保有关的项目,以保证汽车安全 行驶,并将污染减低到允许的范围。检测结果一般只 显示“合格”和“不合格”,检测速度快,效率高。
第四节汽车检测站与检 测线
2021年7月30日星期五
▪
机动车检测站是综合运用现代化检测技术,按国
家有关标准,对机动车不解体进行检测、诊断的机构。
它使用现代化的检测设备和检测方法,能在室内检测、
诊断出车辆的各种参数和可能出现的故障,为全面准
确评价汽车的使用性能和技术状况提供可靠依据。
▪ 检测线是指由若干检测设备按一定的顺序排列组合
②检测汽油机时,按引导指示器的指令将排气分析仪的探头 插入怠速运转的汽车排气管中,抽取气样,几秒钟后指示器即 可显示检测结果。
汽车线束中国前10大企业

目前国内汽车线束厂家虽然很多,但大多数规模小、生产装备落后、质量档次不高,配套车型单一。
相对较好的厂家(独资或合资)有:上海金亭、天津津住、天美、惠州住润、金山、汕头失崎等。
其配套能力约100万台套,且其中天美、住润、矢崎产品均100%出口。
高档、优质线束的市场需求十分广阔。
同时,因线束生产属劳动密集型企业,国外劳动力昂贵,而我国较为低廉,故在国外市场中具有较强的竞争力,市场前景看好。
一、莱尼线束系统(常州)有限公司莱尼(LEONI)线束系统(常州)有限公司成立于2000年2月,由莱尼股份有限公司旗下的莱尼线束系统有限公司全额投资并控股。
公司主要从事汽车线束的开发、生产和销售并提供相关的服务。
目前公司主要为通用汽车/Opel(欧宝)以及中高档客车(如亚星奔驰中高档客车系列)提供线束系统。
该公司于2000年6月通过了由德国著名认证机构DQS对QS-9000质量体系进行的认证审核。
在生产管理上,公司采用先进的"莱尼生产力模式(LPS)"管理理念和体系,结合看板(KANBAN)拉动物流管理,采用先进的FORS(ERP)系统与德国总部、顾客、全球供应商以及各兄弟公司实行商务联网操作。
从订单的接收到材料采购指令的自动生成下达均通过EDI电子传输,大大提高了公司运作效率和数据信息传递的安全准确,确保了JUST IN TIME的实现。
公司一贯重视产品质量,更注重树立员工牢固的质量意识,借助各种有效的质量控制方法和手段,运用PDCA循环全方位地严格控制过程质量,实现持续改进(CIP)的目标。
从顾客反馈的报告数据显示,公司自投产至今,始终保持着交付产品OPPM的记录。
2002年该公司被授予中国外商投资企业双优称号,此外该公司研制开发了汽车线束柔性线路板技术(FPCB),并被评为江苏省高新技术企业。
.目前该公司又在常州高新技术开发区购置28000平方米的土地。
该公司采用莱尼全球化标准的装配生产线,应用了快速换模,从意大利Sixtau公司引进世界上先进的线束测试设备,所有的测试程序都由计算机控制,且程序易于维护和编写,灵活地满足各种线束的测试需要。
汽车安全性能全自动检测线的设计与实现
8 6
华
东
交
通
大
学
学
报
20 02年
进 入 检测 线 , 次 通 过 各 工 位 区 , 出 口离 开 检 测 依 从 线 , 测结 束 , 辆 送 检 车 平 均 在 线 时 间为 3 检 每 -4分
四工位 区 三工位 区
钟 , 同 时允 许 四辆 车在 线检 测 . 能
二工位区
0 前
言
1 汽车安全性能全 自动检测线 的设计与 实现
1 1 检 测 线各 工 位分 布 图设 计 与 实现 .
全 球汽 车骤 增 带 来 的 汽 车 安 全 问 题 和 环 境 污 染 问题 , 已引 起 了各 国 政 府 的 密 切 重 视 , 国政 府 各
普遍制定 了车辆安全性 能规 范及检查制度 . 我国 自 8 0年代 中后期就开始借鉴一 些发达 国家 的管理模 式, 制定 了 G 75 / - 机动 车运行安全技术条件 , B 28 7 8
就 小型 网络而 言 主要 有 以太 ( te t网 、 牌 Ehme) 令 (oe ig网 , 对 而 言 以太 网 价 格 低 廉 、 于 安 TknRn) 相 便 装维 护 , 带 传 输 率 为 1Mbs 10M p, 满 足 基 0 p 或 0 bs能
大多 数客 户 装 入 量 要 求 , 目前 使 用 最 广 . 局 域 网 而
由公 安 车辆 管理 机 关 对 机 动 车 辆 强 制 实 行 年 检 , 并 相应从 国外 引 进 了 一 些 汽 车 安 全 性 能 全 自动 检 测
工位分布应该按 两个基 本原则 设计 : 一则对 现 场 污染 最 小 . 如把 尾 气 仪 、 度 计 、 级 计 等 置 于靠 烟 声 入 口处 , 可能地使 污染物排 出室外 ; 尽 二则 工位 节 拍均衡 . 所谓工位节拍就是被检 车在某工位检测 时 所 占用 的时 间 , 各工 位节拍越 均衡 , 检测 工作越 则 顺利 , 效率越 高 ; 反之则线 上 车辆容 易出现堵 塞 或 排长 队现象 . 了使各 工位节拍 均衡 , 为 国内外检 测 线一般将检测项 目 组合成 3 5 至 个工位 以及通过调 节各检测项 目节拍来实现各工位节拍均衡 . 按我国政 府颁 布 的《 动 车运 行 安全 技 术条 机 件> 等法规 的规定 , 由公 安车辆管理机关 对机动 车
COMAU机器人激光在线检测在奇瑞A3焊装线的应用
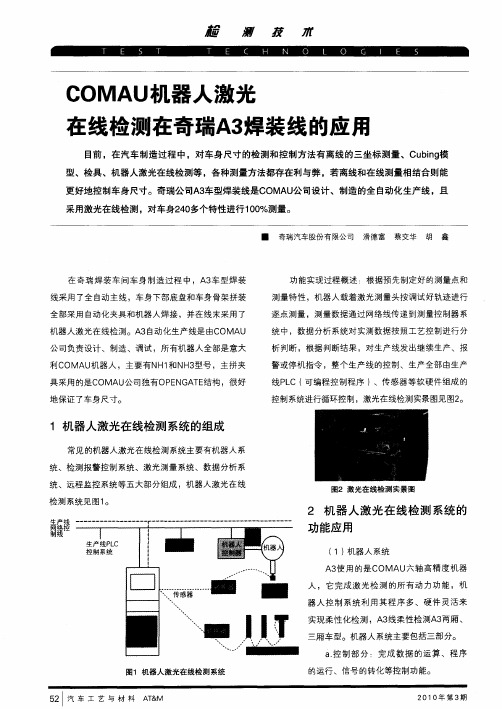
采用激光在 线检 测 ,对车身2 0 4 多个特性进行 1 0 %测量 。 0
一 奇瑞 汽车股 份 有限公 司 滑德 富 蔡 交华 胡 鑫
在 奇 瑞 焊 装 车 间车 身 制造 过 程 中 ,A 车 型焊 装 3
功 能 实现过程 概述 :根据 预 先制定 好 的测量点 和 测 量特 性 ,机器 人载 着激 光测 量头 按调试 好 轨迹进 行 逐 点测 量 ,测量 数据通 过 网络 线传 递到测 量控 制器 系 统 中,数据 分析 系统 对实 测数据 按 照工 艺控制 进行 分 析 判 断 ,根据 判断结 果 ,对生 产线 发 出继 续 生产 、报 警 或停 机指令 ,整 个 生产 线的控 制 、生产 全部 由生 产 线 P C ( 编程控 制程 序 ) L 可 、传感 器 等软 硬件 组成 的 控 制系统进行循 环控制 ,激光在 线检测 实景图见 图2 。
( 激 光测量 系统 2) 激 光 测 量 系统 由 一 个 非接 触 式三 维 视 觉 传 感 器 装 置组 成 ,它 由2 个在 4 。 方 向对称 配置 的激 光传 感 5 器和 1 个位 于 中 心线 上 的C D 像机 组成 。 激 光传 感 C 摄
器用来检测被测工件型面上某一点在空间的位置,摄
图2 激光 在线检 测 实景 图
检测系统见图1 。
2 机 器人激 光在线 检测 系统 的
功能 应 用
( 机 器人 系统 1)
A 使 用的是C MAU 3 O 六轴高精度机器 人 ,它完成激光检测的所有动力功能 ,机
器 人 控 制 系统 利 用其 程 序 多 、硬 件 灵活 来 实现 柔性 化检 测 ,A 线柔 性检 测A 两厢 、 3 3 三厢 车 型。 机器人 系统 主要 包括三 部 分。
ZMT车辆检测器-110说明书
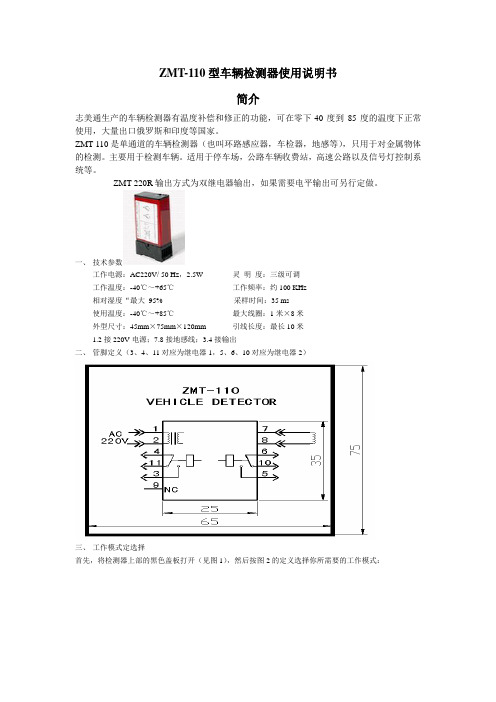
ZMT-110型车辆检测器使用说明书简介志美通生产的车辆检测器有温度补偿和修正的功能,可在零下-40度到85度的温度下正常使用,大量出口俄罗斯和印度等国家。
ZMT-110是单通道的车辆检测器(也叫环路感应器,车检器,地感等),只用于对金属物体的检测。
主要用于检测车辆。
适用于停车场,公路车辆收费站,高速公路以及信号灯控制系统等。
ZMT-220R输出方式为双继电器输出,如果需要电平输出可另行定做。
一、技术参数工作电源:AC220V/ 50 Hz,2.5W 灵明度:三级可调工作温度:-40℃~+65℃工作频率:约100 KHz相对湿度“最大95% 采样时间:35 ms使用温度:-40℃~+85℃最大线圈:1米×8米外型尺寸:45mm×75mm×120mm 引线长度:最长10米1.2接220V电源;7.8接地感线;3.4接输出二、管脚定义(3、4、11对应为继电器1,5、6、10对应为继电器2)三、工作模式定选择首先,将检测器上部的黑色盖板打开(见图1),然后按图2的定义选择你所需要的工作模式:图1(右):检测器示意图图2(左):工作模式定义说明:T1,T2为延时时间,当MOD的位1=OFF 时,T1=0, T2=“DELAY”×0.7(秒);当MOD的位1=ON 时,T2=0, T1=“DELAY”×0.7(秒)四、线圈安装指南检测器能否良好工作在很大程度上取决于它所连接的感应线圈。
线圈的几个重要的参数包括:线圈材料,线圈形状和是否正确施工埋设。
在安装时必须注意以下事项:1.线圈串扰当两个感应线圈靠得很近,两个线圈的磁场迭加在一起,相互造成干扰。
这种现象就是串扰。
串扰会导致错误的检测结果和环路检测器的死锁。
在相邻的但属于不同感应的线圈间,要消除串扰,可以采取以下措施:A.相同的尺寸不同的圈数以改变线圈的工作频率。
一般建议一个为4圈,另一个为6圈。
B. 将相邻的线圈间距加大。
全自动检测线的名词解释

全自动检测线的名词解释全自动检测线是一种用于产品质量检测的高效、自动化的生产线。
它通过集成各种高科技设备和技术,实现对产品质量进行快速、准确、连续、稳定的检测与评估。
全自动检测线广泛应用于各行各业,如电子制造、汽车制造、医药生产等,对提高产品质量和生产效率起着重要作用。
全自动检测线包括多个功能模块,每个模块都有特定的作用。
其中最重要的是传感器模块、控制模块、数据处理模块和结果输出模块。
传感器模块是全自动检测线的核心模块之一。
传感器负责采集产品的各种参数和信号,如温度、压力、湿度、重量、尺寸等。
它可以实时监测产品在生产过程中的各项指标,确保产品的质量符合标准要求。
控制模块是全自动检测线的另一个重要模块。
控制模块负责对检测线上的各种设备进行控制和协调。
它可以根据传感器模块采集到的数据,自动调整设备的工作状态,以保证产品质量和生产效率的稳定。
数据处理模块是全自动检测线中的关键模块。
它负责对传感器模块采集到的数据进行处理和分析,提取有用的信息。
数据处理模块可以根据预设的算法和模型,对产品的质量进行评估和判定。
通过对大量数据的分析和比对,它可以提供产品质量的统计报表和质量趋势分析等信息,帮助企业进行质量控制和质量改进。
结果输出模块是全自动检测线的最后一个模块。
结果输出模块负责将检测结果以可视化的形式呈现给操作人员。
它可以通过显示屏、打印机、报警灯等方式,向操作人员提供及时、准确的检测结果。
结果输出模块还可以将检测结果和其他数据通过网络等方式传输给相关部门,以便进行进一步分析和处理。
全自动检测线的优势主要表现在以下几个方面。
首先,全自动检测线可以有效提高产品的检测效率和准确性。
相比人工检测,全自动检测线可以实时、连续地检测产品的各项指标,减少了人为因素对检测结果的干扰。
同时,全自动检测线具有高度自动化的特点,能够高速运行,提高了产品的检测速度和输出效率。
其次,全自动检测线可以大幅度降低人力成本和物料浪费。
传统的人工检测需要大量的人力投入,并存在较高的错误率。
乘用车检测线介绍
乘用车检测线介绍在乘用车检测线上,首先进行的是动力性能测试。
通过这个测试,可以了解车辆的加速性能、最高速度和转向性能等关键指标。
这个测试通常包括加速、制动,以及安全刹车等环节,通过测量车辆在不同速度下的加速度和制动距离等数据,来评估车辆的动力系统的表现。
除了动力性能测试外,乘用车检测线还可以进行制动性能测试。
这个测试可以测量车辆的制动力、制动距离和制动平衡等参数。
这对于确保车辆在紧急情况下能够及时停下来至关重要。
悬挂系统也是乘用车检测线上一个重要的测试项目。
通过悬挂系统测试,可以评估车辆的悬挂系统的性能和可靠性,了解车辆在不同路况下的悬挂系统的表现。
这对于保证车辆的操控性、舒适性和稳定性具有重要意义。
轮胎也是乘用车检测线上需要关注的一个重要项目。
通过对轮胎磨损的测试,可以了解车辆的轮胎使用状况和寿命,并及时发现是否需要更换轮胎。
此外,还可以测试轮胎与地面的摩擦系数,以评估车辆在不同路况下的牵引性能。
另外,乘用车检测线还可以用于排放气体的测量和分析。
通过排放气检测仪,可以测试车辆在不同行驶工况下的排放气体含量,如一氧化碳、碳氢化合物、氮氧化物等。
这对于评估车辆的环保性能和减少大气污染具有重要作用。
除了以上提到的功能和项目外,乘用车检测线还可根据需要进行其他定制化的测试项目,以满足实际需求。
例如,可以测试车辆的噪音、抗腐蚀性能等。
总之,乘用车检测线是一种先进的设备,用于对乘用车进行全面检测和评估。
它通过对车辆的动力性能、制动性能、悬挂系统、轮胎磨损、排放气体等进行测试,以评估车辆的安全性、可靠性和环保性能。
这种设备不仅对车辆制造商和经销商具有重要意义,也对购车消费者和社会公众具有重要保障作用。
乘用车检测线介绍
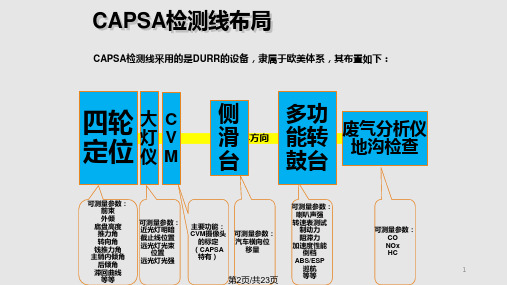
动踏板 + Basse
Puissance moteur
发动机 性能测
试
Compteur Vitesse
+ RVV 速度测试+ 巡航功能
Freinage 制动力 测试
Test Dynamiqu
e ABS
/ ESP ABS/ESP 测试
Résultat ODISSEE
+ Fin de dialogue 结果发送
欧洲III 号
汽油车
2.3
0.2 0.15
柴油车
0.64
0.5
0.56
0.05
欧洲 IV号
汽油车
1.0
0.1 0.08
0.025
柴油车
0.5
0.25
0.3
实施日期
形式认证 1992.7.1 一致性认证 1992.12.31 形式认证 1996.1.1 一致性认证 1997.1.1
形式认证 2000.1.1 一致性认证 2001.1.1 形式认证 2005.1.1 一致性认证 2006.1.1
13
第14页/共23页
转鼓台——法规要求
喇叭声级法规要求GB7258-2012
机动车(手扶拖拉机运输机组除外)应设置具有连续发声功能的喇叭,喇叭声级在 距车前2m、离地高出测量时,发动机最大净功率(或电动机最大输出功率总和) 为7kW一下的摩托车位80dB(A)~112dB(A),其他机动车位90dB(A)~112dB (A)。
光束照射位置要求(GB7258-2012)
在检验前照灯近光光束照射位置时,前照灯照射在距离 10m 的屏幕上时,乘用车前照 灯近光光束明暗截止线转角或中点的高度应为 ~0.9H (H为前照灯基准中心高度,下 同)。机动车(装用一只前照灯的机动车除外)前照灯近光光束水平方向位置向左偏 不允许超过 170mm,向右偏不允许超过 350 mm。 在检测前照灯远光光束照射位置时,对于能独立调整远光光束的前照灯,前照灯照射 在距离 10m 的屏幕上时,要求在屏幕光束中心离地高度,对乘用车为 ~0.95H(不得低 于前照灯近光光束明暗截止线转角或中心的高度),对于其他机动车位0.8H ~。机动车 (装用一只前照灯的机动车除外)前照灯远光光束水平方向位置要求,左灯向左偏不 允许超过 170mm,向右偏不允许超过350mm,右灯向左或向右偏均不允许超过 350mm。
机动车检测线设计方案
一、检测线设计规划1、设计要求响应我们充分考虑贵单位要求和国家最新相关标准等因素,务实地为贵单位设计可行性方案。
1.1设计依据GB/T18565-2001《营运车辆综合性能要求和检验要求》GB/2001 营运车辆综合性能要求和检验方法GB/T18344 汽车维护、检测、诊断技术规JT/T198 汽车技术等级评定标准JT/T199 汽车技术等级评定的检测方法JT/T414 道路运政管理信息系统信息体系结构JT/T415 道路运政管理信息系统编目编码规则GB/T18276 汽车动力性台架试验方法和评价指标GB14050 系统接地的型式与安全技术要求GB/T13983 仪器仪表基本术语GB/T15312 制造业自动化术语GB/T13423 工业控制用软件评定准则GB5080 设备可靠性实验GB/T17993 汽车综合性能检测站通用技术条件GB9361 计算站场地安全要求GB50057 建筑物防雷设计规JT/T478-2002 《汽车检测站计算机控制系统技术规》GB/T18344-2001 《汽车维护、检测、诊断技术规》GB/T17993-1999 《汽车综合性能检测站通用技术条件》汽车安全检测设备检定技术条件(GB 11798-2001)机动车[1996]090号《汽车工业企业整车出厂质量保证检测线管理办法》[1998]082号《汽车工业企业整车出厂质量保证检测线考核评审细则》GB7258-2004《机动车运行安全技术条件》汽车检测站计算机控制系统技术规(JT/T478-2002)交通部计量检定规程相关国标、部标(行业标准)、省标(地方标准)我厂企业标准1.2设计特点1.2.1采用工业控制计算机作为工位控制机()1.2.2信号采集处理全部采用工业级高速采集模块(采用工业封装集成单一模块,高分辨率,国际先进水平,稳定可靠、串行口通讯)1.2.3兼容多种作业模式,保证检测中心业务正常运行手动工作方式√半自动工作方式√全自动工作方式√1.2.4网络数据库管理(采用MS SQL-SERVER2000工业安全级别数据库,功能强大,安全稳定可靠,兼容、扩展和升级方便)1.2.5控制系统软件按国家最新标准JT/T478-2002设计,功能完善强大,数据接口统一,方便与上级部门系统联网1.2.6考虑对稳定等性能要求较高的商业因素,所有计算机都配备后备电源。
汽车安全性能检测线工控仪表式(分布式)控制系统结构拓扑图

图例:
汽车安全性能检测线工控电脑式(智能分布式)控制系统结构拓扑图
图例:
汽车安全性能检测线模块转换式(集中式)控制系统结构拓扑图
图例:
汽车安全性能检测线工位智能仪表式(分布式)控制系统结构检测设备平面布局图
汽车安全性能检测线工控电脑式(智能分布式)控制系统结构检测设备平面布局图
系统适用的国家标准或规范:
GB7258-2004《机动车运行安全技术条件》
GA468-2004《机动车安全检验项目和方法》
GB11798–2001《汽车安全检测设备检定技术条件》
GB3847-2005《车用压燃式发动机和压燃式发动机汽车排气烟度排放限值及测量方法》
GB18285-2005《点燃式发动机汽车排气污染物排放限值及测量方法(双怠速法及简易工况法)》
JT/T478-2002《标准汽车检测站计算机控制系统技术规范》
系统软件功能
系统软件设计合理,操作方便,数据管理功能强大,融汇了我公司技术人员对检测工作的理解,体现了检测站自身管理、行业管理等许多方面的需求及对实际问题的分析处理方法。系统软件除了对汽车进行全自动安全检测外,还能为检测站自身的内部管理提供科学的数据依据,加强了在管理上的自诊断、容错和分析功能,为行业管理部门提供数据管理平台。同时还可以为车辆检测实现检测数据共享、视频及号牌识别、检测信息广域网远程传输、远程查询和统计、检测状态智能化监控、检测数据图形化分析、行业管理报表打印、多样化数据格式转换等诸多先进管理手段提供可靠的数据接口。
主控计算机控制及管理软件的特点及功能:
◎检测流程布局灵活
工控电脑与工控智能仪表式相结合。全面支持环保,汽车安全性或综合能检测,适应各种不同的检测工位布局、及不同的检测设备。可根据用户要求选用平板或滚筒式制动台,支持一站多线、三台车同检、检测效率高。
汽车检测线微机全自动网络控制处理系统

汽车检测线微机全自动网络控制处理系统
张寒旭;张晓年
【期刊名称】《西南汽车科技》
【年(卷),期】1995(000)001
【总页数】3页(P25-27)
【作者】张寒旭;张晓年
【作者单位】云南省汽车测试中心站;云南省汽车测试中心站
【正文语种】中文
【中图分类】U472.9
【相关文献】
1.汽车综合性能检测线全自动网络系统优化设计 [J], 原所才;叶念渝
2.全自动汽车检测线微机测控系统 [J], 关岳
3.全自动汽车检测线微机控制系统 [J], 曹家哲
4.汽车检测线微机全自动网络控制处理系统 [J], 张寒旭; 张晓年
5.汽车检测线微机全自动网络控制处理系统 [J], 张寒旭;张晓年;吴光才
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1999拄第20卷6月第2期郑州工业大学学报JoumalofZllengzhouUnlvemty0f卫!曲ml[’盯】1Ⅱl1999Vd.20No2文章编号:1007—649211999)02—0033—03国产全自动汽车检测线周建民1,沈宪章2,黄健3(1,江西电力职工大学电力工程系,江西南昌330032;2郑州工业大学电气信息工程学院,河南郑州450002;3.安徽电力职工大学电力工程系,安徽台肥230000)摘要:国产汽车安全检洲绒是一个由各个单项检测设备有机地蛄合在一起的检洲质量高、敷括可靠、完整的检刺系统它能在汽车不解体的条件下.迅速、准扁地反映出汽车的各种机构和系统部停的技术状况,井指出其故障所在.斌检测线的研制蛄果主要包括检洲原理、计算机分扳分布系统的硬件系统与软件设计等内容.谊系统己投运上百套生产践,工作情况良好关麓词:汽车安全检测线;主机;单片机;分赧分布系统中围分类号:1P23文献标识码:A近年发展起来的机动车检测技术是一种多学科综台的机电一体化技术,它能在机动车不解体的条件下,迅速、准确地反映出机动车的各种机构和系统部件的技术状况,指出其故障所在.汽车的主要检测内容包括:(1)制动力;(2)车辆侧滑量;(3)车速表精度;(4)前照灯光轴偏角;(5)环保性能:包括排放烟气的CO和c,H化合物浓度、噪音与喇叭音量;(6)轴重;(7)外观检查.国产自动汽车检测系统把各个单项的检测设备有机地结合在一起,构成一套使用方便、检测质量高、数据结果可靠、完整的检测系统.系统中采用一台主控计算机把各个工位、执行各个单项检测功能的仪表联结成一个大系统,各工位接受主控计算机的统~管理.主控计算机通过信号显示,指示司机驾车驶入检测线;自动启动各工位检测设备;采集检测数据并加以处理;对结果进行归纳与分析;最后打印报表等.1检测原理这里主要介绍轴重的检测技术.其他各项检测参阅文献[1].轴重检测采用拉压力传感器,传感器的电桥电路如图1所示.Rl一凡是细的铂金属丝形成的电阻,这些金属丝贴在金属圆柱的外表面上,其中R2,风按横向粘贴,Rl,码按纵向粘贴.在不变力的情况下,这些金属丝是等截面、等长度、等阻值的,因此,电桥平衡.无输出信号.圈1传量嚣电桥电路在金属圆柱体受到拉力时,则圆柱体被拉长,圆柱体截面积变小,截面周长变短.那么,贴在圆柱表面的电阻丝,按纵向粘贴的就变为细而长,阻值变大,而横向粘贴的则变为短而粗,阻值变小.这样,在电桥电路中R1R3>R2凡.于是,电桥有信号输出,该信号大小与所受拉力成正比.同样地,在金属圆柱受到压力时,其向短而粗的趋势变化,电桥也同样有信号输出,该信号与前极性相反,信号强度的大小与所受压力成正比电桥输出信号经放大后,送入计算机处理.在秤台下面安装传感器后,当汽车开至如图2所示的位置,两个前轮停在秤台上,传感器就产生出与左右前轮重量成正比的信号.经过计算机处理,就得出左右轮重量,从而就确定了前桥的重心及前轴重.前轴测完后,再将车前开,使后轮停收稿日期:1998—12—09;修订日期:1999—02—30作者简介:周建民(1944一).男,安徽省宿州市人,江西电力职工大学副教授,硬士.主要从事自动控制理论、计算机及应用方面的研究万方数据郑州工业大学学报在秤台上,同理可测出后轴重及后桥之重心秤台围2秤前轴重示意圈2国产全自动检测线设备配置国产全自动汽车检测线是一个分级分布式检测系统,由一台主机与多台分机组成,主机用来控制整个检测线的流程及对各个分机的管理,对分机发送控制信号,指挥分机完成相应的功能,并接受分机的数据和进行加工处理各分机根据主机的命令采集数据,执行对各工位控制设备的控制功能.它对工位上的测量仪表采集数据后,通过RS一232C串行通信接口将数据信息传送到主机.由单片机担当的分机子系统结构如图3所示”分机除通过A/D转换器接收一路或多路测量信号外,还具有扩展的数字信号接口,以此接收开关量信号和发送控制信号给检测设备等,分机还具有显示器.用来显示数据处理结果.图3子系统结构主机担当的任务分为两类:一类是管理任务,另一类是控制各分机工作.主机接收到输入的车型、检测类型、待测项目等数据信息后,根据各分机的当前状态和现有工作状况,向分机发送命令,然后等待分机测量结果,待所有检测结果全部送到主机后,主机就对各项数据进行分析,并给出总体结果,判定是否合格,对不合格的项目进行打印报表并将数据存盘.国产全自动汽车检测线依检测顺序设置4个工位,各工位设备配置如下归J.2.1--3-位设备配置(1)地坑,用于车底外检;(2)MEXA一324F999奸型红外废气分析仪.CO:0~8%;C,H化合物:0~0.6%;(3)JBY一1型柴油机车烟度计,用来检测柴油车排汽的烟度,测量范围为0~10;(4)HY一104型声级计.用来测量汽车喇叭的音量,测量范围是85~130dB.2.2二工位配置(1)zz一10型汽车轴重检测台,最大轴重测量值为10000kg;(2)ZD一10型汽车制动检测台,用来测量汽车制动力的大小,测量范围为O~39990N.2.3三工位配置FD—I型全自动汽车前照灯检测仪,用来检测前照灯的配光性能(包括光强度、光轴上下偏移量、光轴左右偏移量等).测量范围:光强度0~30000cA;上下偏移量一40~+30cm/10m(上正下负);左右偏移量一40~+40cm/10m(左正右负).2.4四工位配置(1)CH一10型侧滑量检测台,用来检测汽车前轮的侧滑量,测量范围为一20~+20m/kin;(2)CS一10型车速表检测台,用来检测汽车的车速表示值误差,测量范围为0—60km/h.3计算机硬件系统设计硬件系统如图4所示囤4分级分布式系统硬件结构框图3.1主机和终端机主机是一台IBMPC/AT(增强型),外设包括键盘、CRT和打印机打印机用于打印检测报表终端机是一台IBMPC计算机,外设有一台CRT和键盘,接收输入车检的资料并完成辅助计算3.2工位机各工位机是MC.S一51系列单片机,采用8031芯片制作.3.3接口电路(1)主机与终端机、主机与各工位机、终端机与各工位机之间用一块主机扩充的8通道串行通万方数据第2期周建民等国产全自动汽车检测线信卡来完成数据交换;(2)主机扩充一块96通道的I/0控制卡,该I/0卡担当3种不同任务:(a)控制各工位控制设备及指示灯箱的继电器;(b)控制各工位仪表的功能选择;(c)用于主机监测各工位的限位开关、定位开关等电气设备的状态4软件介绍在国产全自动汽车检测线上运行的软件分两个系统:主程序(见囤5)和资料输入程序,分别由主机和终端机承担.这两个软件均采用高级语言QUICKBASIC编写,主程序中包含一个8086/'8088汇编语言编写的控制子程序,以便高速执行I/'O口的通信功能在需要通信时,主程序调用该汇编围5主程序淹程围子程序-4,资料输人程序用于输人被检车的牌号、发动机号、底盘号、车型、外检结果等资料分布在各个工位的下位机运行程序主要完成数据采集、辅助]Jn_i-、与主机交换数据等任务F位机程序采用MCS一51系列单片机的汇编语言编写,如图6所示.图6下位机软件流程国参考文献[1]蔡香华,周建民.郝炳琨等.机动车安全检测技术[M]合肥:中国科学技术大学出版社,1992[2]孙涵芳,徐爱卿.MCS一51系列单片机原理及应用[Mj.北京:北京航空学院出版社.1988[3]周建民热工测量[M]北京:兵器工业出版社,1992[4]周建民多媒体技术与智能化控制系统【J]郑州T业大学学报,1996,17(4):39—43FullyAutomaticTrafficDeteclionSystemZHOUJian—winl,SHENXian—zh耐,HUANGJian3(1DepammraofElectricPovzerEngineering,JiangxaElectricPowerUniversityforStaffs.Nanch∞g330032.China;2.CollegeofElecW/cal&InformationEngineering,ZllengrJlou450002,Eltina;3DepartmentofElectricPowerEnglrmering,AnhuiElectricPowerUniversityforStaffs.Hefei230000,China)Abstract:Automatictra龋cdetectionsystemishighly—quality,reliableandinte-酣tydatatransfersystem,whichcombinesvariousindividualdetectionequipment.Providedthattheautomobileisnotdismembered,thesystemreflecttechnicalstatusofdiversifiedmachinesandsystemiccomponents,thenitcanpointoutthefaultsThispaperintroducesdesignresultsofautomaticLrs.medetectionsystem,includingdetectiorttheory、hardwareandsoftwareofthecomputersystetrlands0onKeywords:tra伟csafetydetectionline;maincomputer;sin{;le—chipcomputer;stagedanddistributedsystem万方数据国产全自动汽车检测线作者:周建民, 沈宪章, 黄健作者单位:周建民(江西电力职工大学电力工程系,江西,南昌,330032), 沈宪章(郑州工业大学电气信息工程学院,河南,郑州,450002), 黄健(安徽电力职工大学电力工程系,安徽,合肥,230000)刊名:郑州工业大学学报(自然科学版)英文刊名:JOURNAL OF ZHENGZHOU UNIVERSITY OF TECHNOLOGY(SCIENCE AND TECHNOLOGY)年,卷(期):1999,20(2)被引用次数:1次1.蔡香华;周建民;郝炳琨机动车安全检测技术 19922.孙涵芳;徐爱卿MCS-51系列单片机原理及应用3.周建民热工测量 19924.周建民多媒体技术与智能化控制系统 1996(04)1.张正葛实现汽车前轮转向性能计算机自动联网检测[会议论文]-20052.庄明惠.蒋惠强汽车检测线的配置[期刊论文]-汽车与配件2009(28)3.陈登顺.陈中辉现代汽车故障诊断与控制[会议论文]-20034.陈登顺.陈中辉现代汽车故障诊断与控制[期刊论文]-计算技术与自动化2003,22(z1)5.吕其惠.蒋波.严朝勇.LU Qi-hui.JIANG Bo.YAN Chao-yong汽车检测线制动检验台在线测控系统的开发与应用[期刊论文]-仪表技术与传感器2008(7)1.李业刚.李业德基于VB的全自动汽车检测中PC机与单片机的串行通信编程方法[期刊论文]-山东理工大学学报(自然科学版) 2005(2)本文链接:/Periodical_zzgydxxb199902011.aspx。