仿形气割工时表
切削工时计算表

数车外径加工
加工性质
工件材质 材料直径 加工直径 加工长度
表面粗糙 度
粗加工
中碳钢 27
25.2
74
3.2
刀尖R 切削深度
ቤተ መጻሕፍቲ ባይዱ
0.4
1.4
精加工
中碳钢 25.2
25
74
1.6
0.4
0.15
数车内孔加工
加工性质
工件材质 底孔直径 加工直径 加工深度
表面粗糙 度
粗加工
中碳钢 13
25
50
1.6
时计算表
线速度 V 110 150
转速 n 1390 1911
进给率 F 切削刀数 切削时间min
0.17
1
0.42
0.12
1
0.43
线速度 V 110 130
转速 n 1401 2200
进给率 F 切削刀数 切削时间min
0.17
4
1.16
0.12
1
0.26
转速 n 进给率 F 切削刀数
778
0.13
1
切削时间min 0.64
进给率 F 0.19 0.14
切削时间min 0.19 0.46
切削刀数 10
切削时间min 0.27
如为普车加工在此基础上乘以1.2系数。 状况确定,超产系数暂定为1.25。
15
啄式
不锈钢 HSS
10
30
直切式
线速度 V 22
22
转速 n 1030 701
螺纹加工 加工性质 车螺纹
工件材质 螺纹规格 螺纹长度 螺纹大径 线速度 V
中碳钢 M20*2.5 10
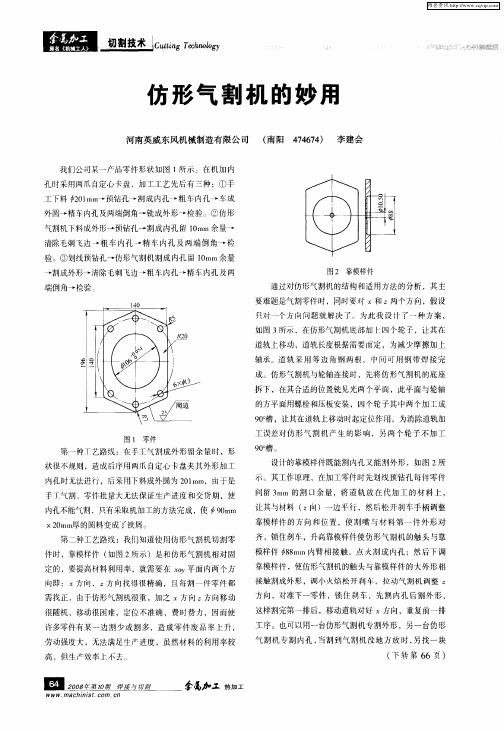
仿形气割机的妙用
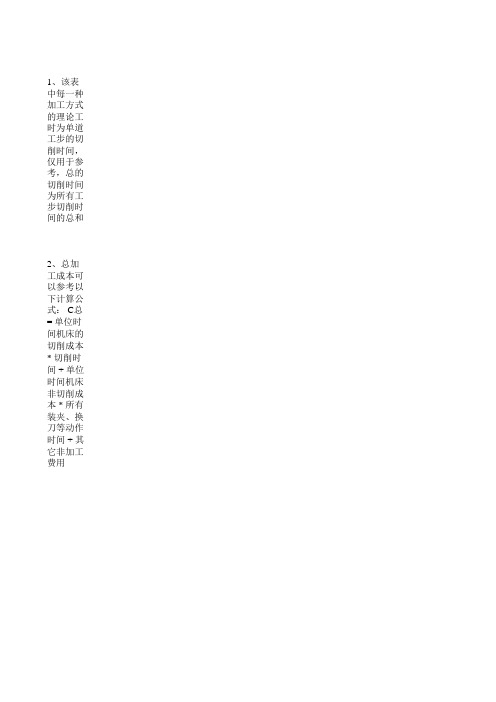
第 二种工艺路线 :我们知道使用仿 形气 割机切割零
件时,靠模样件 ( 如图 2所示)是和仿形气割机相对 固
齐 ,锁住刹车 ,升高靠模样件使仿形气割机 的触头 与靠
模样件  ̄8 8 mm 内臂相接 触 ,点火割 成内孔 ;然后下 调
定的,要提高材料利用率 , 就需要在 xy o 平面内两个方
施焊的焊接质量按 不合格处理 ,并做好记录。
符合焊接工艺文件要求 ,并应有质量证 明书。②用 于受 压元件焊接 的焊接材料应设二级管理 、一级焊材 库和 二 级焊材库。凡按要求采购 的焊材均应验收合格后 入一级 库管理 ,焊材保护保管条件应符合 要求 ,并做好温 、湿
5 结语 .
焊接 锅 炉 结 构件 的特 点 是 焊 接 接 头 ( 括 焊 缝 和 热 包
向即: 方 向, 方向找得很精确 ,且每割 一件零件都
靠模样件 , 使仿形气割机 的触头与靠模样件 的大外形相
接触割成外形 ,调小火焰松开刹车 ,拉 动气割 机调整 。
需找正 ,由于仿形气割机很重 , 加之 方向 。 向移动 方 很 随机 ,移动很 困难 ,定位不准确 ,费时费 力,因而使 许多零件有 某一边割 少或割 多,造 成零件 废品率 上升 ,
( 转第 6 下 6页)
i ■
笪 塑 堡
莲
参磊 工 热 工 加
WW W a h n s c r c m c i if o n n
维普资讯
圈
舭 一& z m
工 自检合格 ,应在受压元件焊缝附近的指定部位打上焊
接工艺评定编号 、接 头示意 图 、操作 要点 、焊 接材料 、
端倒角一 检验
通过对仿形气割机 的结构和适用方法 的分 析 ,其 主 要难题是气割零件时,同时要对 和 两个方向,假设
各种机加工工时计算表
1200.00 0.833333333
0.2-0.3 0.15 26.0 1379
>>>>>>>往复式平面粗磨理论工时计算<<<<<<<
零件参数
砂轮、机床参数
工件材料
淬火钢 砂轮直径 mm
400
磨削形式
零件装置在夹具中或用千 分表校准
**当加工孔径较大 时,ap取大值;加 工孔径较小,且加 工精度要求较高 时,ap取小值
钢、铸钢 刀具材料 精镗 刀具类型 5 刀具直径 mm 20 推荐切削参数范围 0.6-1.2 1.00 8 509 请输入实际切削参数 3.00 0.60 1.00 600.00 0.3
刀具参数
硬质合金 镗刀块 5.00
4.00 20 1273
>>>>>>>高速钢铰刀铰孔理论工时计算<<<<<<<
零件参数
材料种类
材料性能
孔直径 mm
铰
刀具直径 mm 待加工孔深度 mm
切削深度 mm 铰削余量 mm 实际每转进给量 实际主轴转速 理论工时 min
推荐切削参数 中硬铸铁 铰削余量 mm
175HBS 每转进给量 f mm 6.00 切削速度 m/min 6.0 主轴转速 10.0
材料种类 孔直径 mm
深度 mm
钻
零件参数
不锈钢 刀具直径 mm
12.50 每转进给量 mm
20.00
切削速度 主轴转速
m/min
请输入实际切削参数
推荐切削参数范围 8 ~ 20
焊接工时计算表

2.要保证焊接质量和纯焊接时间的先决条件是铆工在焊接前把焊接接头打磨,组装,保证质量,点固完成.
3.伴随设备工装用具的完善,技术素养和管理水平的提高,每班纯焊接时间可以提高.
编制 人:
年月 日:
技术部
工艺组
备注情况
SAW/2 0.3~ 人 0.5
2
1 1~2 1.5~5
21
45
道数 / 系数
2/1.0
长度 22m
3/1.1 16m
4/1.2 13m
5/1.3 11m
6/1.5 10m
6~16
厚板的焊道 数要增加, 厚度系数也
要增加
SMAW/1 0.3~ 人 0.5
2
1 1~2 2.5~5
4
11
有没有衬垫是不一样的
2~9
打磨的时间比较 多
FCAW/1 0.3~ 人 0.5
2
1
0.5 ~1
2.5~6
10 30.5
有没有衬垫是不一样的
ቤተ መጻሕፍቲ ባይዱ
4~13 清渣时间较少
GTAW/1 0.3~ 人 0.5
2
1
0.5 ~1
2.5~6
2.5
8
一般情况应打底焊,小接管的焊接工作效率较低
1~3
同上
说 明:
1.考虑到公司的生产条件,产品构成,工装用具和技术指标,每班纯焊接时间放在2.5~4小时内.
焊 接 工 时 定 额 计 算 表 (施行)
方法/每 班人
焊接辅助时间
焊材领 用 h
焊前准备 设备吊运
h
其它 h
清根 打磨 自检
每个班纯焊 接时间 /h
单道焊 接速度
m/s
机械加工工时定额时间标准补充版
机械加工工时定额时间标准机械工业定额改革小组说明1、本标准是机械工业部机床行业《机加工劳动定额时间标准》的基础上,又进一步地进行了精简,它具有适用面广,查找迅速,使用方便等优点。
本标准适用于单件、小批量生产。
成批生产可用~的系数进行调整。
2、查表方法:查表序号=D(序号)+L(序号)-13、本《标准》时间单位:准终时间:(小时:分钟)装卸时间:(分钟)定额时间:(分钟)目录车床:车床装卸、车外圆、内孔时间--------------------------------------------------------4 车床钻孔、切槽、中心孔、车蜗杆、车床准终时间-----------------------------5 钻中心孔、倒角、T型、三角螺纹时间--------------------------------------------6 磨床:磨T型、三角形螺纹时间-------------------------------------------------------------7 磨床装卸、磨外圆、端面时间--------------------------------------------------------8 磨内孔、磨平面、磨花键时间、钻床时间标准-----------------------------------9 铣床:立铣、铣刨床装卸、准终时间-------------------------------------------------------10 万能铣时间-------------------------------------------------------------------------------11 刨床:刨床时间、镗床倒角时间标准-------------------------------------------------------12 钳工:钳工时间----------------------------------------------------------------------------------13 插、拉床:插、拉、滚蜗轮时间-------------------------------------------------------------14 齿轮机床:插外、内齿、磨齿时间、倒角机时间----------------------------------------15车床钻孔、扩孔时间标准扩孔K= 铰孔K=。
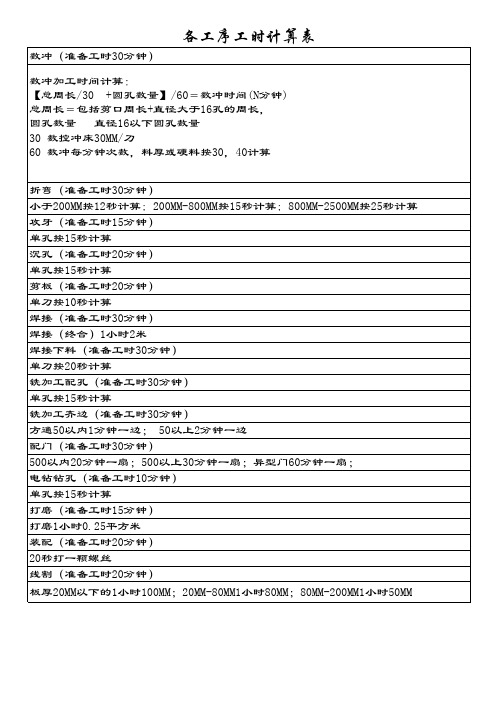
各工序工时计算表
机械加工工时定额时间标准(A3)

机械加工工时定额时间标准
机械工业定额改革小组
说明
1、本标准是机械工业部机床行业《机加工劳动定额时间标准》的基础上,又进一步地进行了精简,它具有适用面广,查找迅速,使用方便等优点。
本标准适用于单件、小批量生产。
成批生产可用0.5~0.8
2、查表方法:查表序号=D 1
3
(分钟)
目录
车床:车床装卸、车外圆、内孔时间
----------------------------1
车床钻孔、切槽、中心孔、车蜗杆时间----------------2
车床准终、T
磨床:磨T
----------------------------------------------------8
刨床:刨床时间
-------------------------------------------------------9
钳工:钳工时间
------------------------------------------------------10
插、拉床:插、拉时间
---------------------------------------------11
齿轮机床:插外、内齿、倒角机时间
---------------------------12
滚蜗轮、磨齿时间
车床钻孔、扩孔时间标准扩孔K=0.8
铰孔K=1.5。
超级详细的机加工工时计算表格,值得收藏!
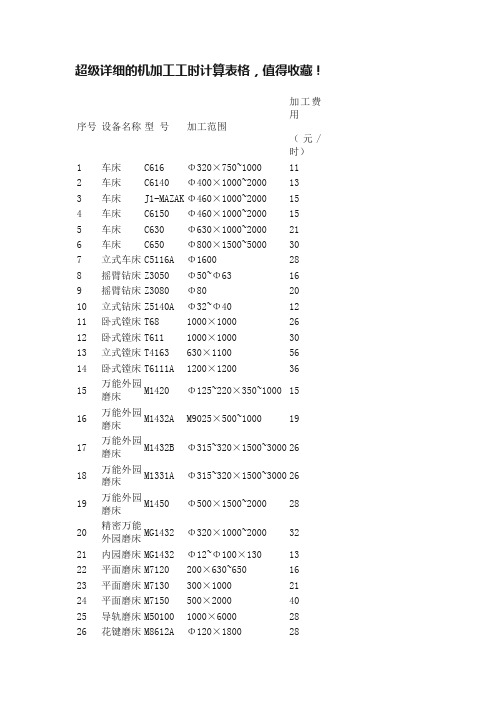
超级详细的机加工工时计算表格,值得收藏!序号设备名称型号加工范围加工费用(元/时)1 车床C616 Φ320×750~1000112 车床C6140 Φ400×1000~2000133 车床J1-MAZAK Φ460×1000~2000154 车床C6150 Φ460×1000~2000155 车床C630 Φ630×1000~2000216 车床C650 Φ800×1500~5000307 立式车床C5116A Φ1600288 摇臂钻床Z3050 Φ50~Φ63169 摇臂钻床Z3080 Φ802010 立式钻床Z5140A Φ32~Φ401211 卧式镗床T68 1000×10002612 卧式镗床T611 1000×10003013 立式镗床T4163 630×11005614 卧式镗床T6111A 1200×12003615 万能外园磨床M1420 Φ125~220×350~10001516 万能外园磨床M1432A M9025×500~10001917 万能外园磨床M1432B Φ315~320×1500~30002618 万能外园磨床M1331A Φ315~320×1500~30002619 万能外园磨床M1450 Φ500×1500~20002820 精密万能外园磨床MG1432 Φ320×1000~20003221 内园磨床MG1432 Φ12~Φ100×1301322 平面磨床M7120 200×630~6501623 平面磨床M7130 300×10002124 平面磨床M7150 500×20004025 导轨磨床M50100 1000×60002826 花键磨床M8612A Φ120×18002827 螺纹磨床Y7520W Φ200×5002028 齿轮磨床Y4632A Φ320×6M3029 万能工具磨床M5MC Φ200×5001330 万能工具磨床MW6020 Φ200×5001331 万能工具磨床M9025 Φ200×6501632 万能工具磨床M6025H Φ250×6501633 万能工具磨床M6425 Φ250×6501634 拉刀磨床M6110D Φ100×1500~17001635 滚齿机YM3150E Φ500×8M2236 杆齿轨YM5150B Φ500×8M1837 立式铣床X5030A Φ300×11201638 立式铣床X52K Φ320×12501839 立式铣床XA5032 Φ320×12501840 卧式铣床X63W Φ400×16002441 滑枕铣床XS5646/1 Φ425×20002842 牛头刨床B665 650×8001443 牛头刨床B650 650×8001144 液压牛头刨床BY60100 900~1000 1645 液压牛头刨床B690 900~1000 1646 龙门刨床B2016A 900~1000 2847 龙门刨床B2020A 2000~6000 5048 杆床B5032 200~320 1249 拉床L6140 40T 1550 划线钳工Φ200×6501551 装配钳工Φ200×6503052 模具钳工Φ200×6503053 加工中心Φ200×6508054 线切割Φ200×650955 焊刀Φ200×6507机加工方法报价表格(范例)一般件、小批量时的单个计价方法加工方法小类和基本参数参数1 参数2和单位价格钻孔单个孔L/d≤2.5d≤25 X*d元'L=孔深,d=孔径' 25≤d<>元L/d>2.5 d≤25 X*d元(*L/d/2.5)25≤d<>元(*L/d/2.5)孔径公差<>对应基价的倍数 X倍孔距公差<>对应基价的倍数 X倍单个孔加工的最低价格 X元附带攻丝钢件 X*d元d=螺纹直径铸铁件 X*d元L=螺纹长度铝件加不锈钢丝套费用 X*d元不加丝套费用 X*d元铜件 X*d元批量优惠批量>200个孔且<>个孔对应基价的倍数 X倍批量>10000个孔对应基价的倍数 X倍车类加工光轴加工'L=轴长,d=轴径,D=毛坯轴径' 一般精度L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)精度<0.05 l>0.05 l>元L/d>10 X*D*L元(*L/d/10)带锥度轴L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)阶梯轴对应光轴基价的倍数 X倍一般精度的丝杠对应光轴基价的倍数 X倍法兰盘类零件d≤430 X*D元d=法兰外径,D=毛坯直径 d>430 X*D元圆螺母零件 X*D元d=圆螺母外径,D=毛坯直径六角螺母零件 X*D元d=六角螺母外径,D=毛坯直径轴套类零件(直径小于100径长比小于2) 'd<100,d>100,d>元d=轴套外径,L=轴套长度'd<100,d>2' X*D元(*d/L/2)100,d>修补轴承座(台)类零件 't<><><>元't=磨损量,d=轴承外径,B=轴承座宽度''t<2,d>40或B>25' X元(*d/40*B/25)2,d>需要上中心架的对应上述基价的倍数 X倍铣床加工一般键槽L=键槽长度,B=键槽宽度位置度公差7级以下的L/B≤10 X*B 元L/B>10 X*B元(*L/B/10)最低价 X元位置度公差7级和以上的对应上述基价的倍数 X倍硬度>HRC40的材料加工对应上述基价的倍数 X倍一般花键L/d≤5 X*d元L=键槽长度,d=轴径 L/d>5 X*d元(*L/d/5)最低价 X元一般齿轮类Z=齿数,m=模数一般圆柱直齿轮 X*Z*m元斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数 X倍铣一般平面每mm2 X元铣沉孔每个 X*d元d=孔径最低价 X元刨床加工平面每mm2 X元t=刨削深度磨削加工一般精度内、外圆 t=磨削深度每mm2 X元一般精度平面 t=磨削深度每mm2 X元一般精度成形磨 t=磨削深度每mm2 X元高精度、小粗糙度对应上述基价的倍数 X倍线切割一般零件S=切断面积每mm2 X元慢走丝每mm2 X元要穿丝每个穿丝孔 X元电火花一般零件S=切断面积每mm2 X元每处最低价 X元电焊 L=焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条 X元焊缝长度每mm价格(与材料和焊缝种类有关) X*L元气割一般板件S=切割面积每mm2 X元等离子切割一般碳钢每mm2 X元不锈钢每mm2 X元剪板机一般板件S=剪切面积一般碳钢t≤8每mm2 X元一般碳钢8<><>每mm2 X元t=板厚铝板t≤12每mm2 X元铜板t<>每mm2 X元特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。
下料工时计算表

6.7
作业时间
5.6
气割
基本时间 划线
辅助时间(分钟)
钻
作业时间
引 割
ห้องสมุดไป่ตู้
(分钟) 打磨割瘤 测量检验 合计
孔
6.706 2
1.5
0.6
0.5 4.6 11.3
8.4
说明: 引割孔时间可根据图纸取0或1.5,厚度≤12及无需钻孔时,时间取0;
13.0
切管机
辅助时间(分钟)
基本时间(分 钟)
测量检验 合计
16
尺寸(mm) 外径 壁厚
划线
清除 飞边毛刺
测量 检验
合计
基本时间 (分钟)
作业时间 (分钟)
16
100 50 0.3 0.5 0.3 1.1 25.1
26.2
气
工艺参数
尺寸(mm)
切割长度
板厚
20
1000
10
圆形
引割孔时间可根据图纸取0或1.5,厚度≤12
切管机
工艺参数
辅助时间(分钟)
尺寸(mm) 外径 壁厚
作业时间(分钟)
0.3 1.1
5.8
6.9
说明: 对于高速钢、硬质合金钢按本定额标准提高50%执行;
聚四氟材质基本时间为3min/件;
下料长度≥3m时,工时定额追加齐头时间,即基本时间×2;
板厚 2
压角长度 380
钢板宽度 490
辅助时间
0.3
基本时间
5.3
1、计算过程中应该考虑一次多件折弯,多件排列折弯时,压角长度为单件压角长度合计,得出基本时间除以数量得出单件基本时间
手孔支耳5件/次;
2、压角长度≥1500并且板厚≥4的工件,追加一次基本时间;
机械加工工时定额时间标准 (查表法)

10
11
ቤተ መጻሕፍቲ ባይዱ
12
15
3.2 3.5 3.9 4.2 4.7 5.2 5.7 6.3 6.9 7.6 8.3
10
11
12 13.5 15
切 断 车端面一刀
D
时
间
30
2.5
1
40
3.3
1.2
50
4.2
1.4
65
5.5
1.7
85
7.1
2
110
9.3
2.5
145
12
3
190
16
3.6
245
20
4.3
300
27
5.2
L
100 120 144 173 207 249 299 358 430 516 619 743 892 1070 1284 1541 1849 2219 2662 3195 3833
T
12 10 8 6~5 4~2
时
间
四级 三级 二级 一级
10 11 12 13 14 15 17 19 21 24 27 31 35 41 48 56 65 77 91 107 128 20 21 22 24 26 28 31 35 39 45 50 57 66 77 90 104 122 144 169 200 238 35 38 40 43 48 50 55 63 70 80 90 103 118 138 160 185 218 258 303 358 425 56 60 64 68 76 80 88 100 112 128 144 164 188 220 256 296 348 412 484 572 680
五个头数 K=4
机械加工工时核算表

200
150 318 238.50
常
D(mm) N(转/分) 量 V(米/分)
200
250 318 157.23
时间(分钟) 273
实际工时 360
V(米/分) 90
D(mm) 160
常量 1000
N(转/ 分) 300
D(mm) (米/分) 150.72
加工件长度L(mm) N(转/分) S(mm/转) 加工总余量H(mm) 切削深度t(mm)
200
120
0.2
10
3.00
T基
T辅
T准
T服
N工件数量
公法线计算表.xls
切削速度V=3.14* 工件直径D*工件转 速N/1000或 速度 V=工件转速N*工 件直径D/318
工件转速N=切削 速度V*1000/3.14* 工件直径
车工时核算:单件 工时T=(工件加工 长度L/(工件转速 N*进给量S))* (总余量H/切削深 度)
圆周率 3.14
圆周率 3.14 粗车核算
480
65
0.08
2
0.68
T基
T辅
T准
T服
N工件数量
273
54.6
13.65
19.11
1.00
常
D(mm) V(米/分) 量 工件转速N
200
150 318 238.50
常
D(mm) N(转/分) 量 V(米/分)
200
250 318 157.23
时间(分钟) 28
实际工时 55
常
D(mm) V(米/分) 量 工件转速N
42
8.4
2.1
2.94
工时定额计算手册-气割

工时定额计算手册气割本标准适用钢结构件的数控气割、手工气割、半自动气割等工时定额查定。
本标准工时定额包括:基本时间、辅助时间、布置工作地时间、休息与生理需要时间、准备与结束时间。
1 操作内容操作前应先熟悉工艺要求,准备工具,检查机器设备及运行状况,检查乙炔、氧气的压力以及工作场地的安全生产条件,清除工件切割外表的油污、铁锈等脏物,根据工件材质和厚度,选择合适的割嘴。
操作时应随时把握和调整割缝与割线相符,保持最正确的切割速度和割距,气割过程中根据实际情况,随时调整氧气、乙炔压力和气割速度,到达无熔渣和少熔渣。
气割后清除工件熔渣和氧化皮,清扫工作场地,做好工具设备的日常保养工作,保证气割质量,到达精度要求。
2 技术要求气割零件尺寸精度应符合有关规定。
3 修正系数K本标准工时以钢板宽度δ为1800mm,长度L为8000mm的规格制订。
用瓶装氧气、。
假设一个工件同时需要用多个系数修正时,其总的修正系数K为各修正系数K之积。
4. 使用方法4.1 本标准定员:手工气割、半自动气割、靠模气割均为一人操作;数控气割、门式气割、大斜面气割均为二人操作。
钢板气割以实际气割长度计算,型钢以实际气割头数计算。
气割坡口工时已包括先割直线,后割斜面的工时。
4.4 假设所要查定的零件尺寸在表格中无具体规定时,可用内插法或类推法求工时定额。
5半自动气割直线型式见图15.2 工时定额见表15.3 表1使用说明本表工时按钢板实际气割长度计算。
考虑到结构件在气割中存在公共边等因素以及查定方便,假设采用按钢板长宽二边之和计算气割长度,K=1.80。
圆钢纵向气割直线,K=1.40;型钢纵向气割直线,K=1.30。
气割弧线,K=1.20。
技术等级:3级。
6 半自动气割坡口 6.1 型式见图26.2 工时定额见表2表2使用说明本表工时按钢板实际气割长度计算。
考虑到气割中存在公共边及查定方便,假设采用按钢板长宽二边之和计算气割长度,K=1.80。
仿形切割通用工艺规范
T—0908-17仿形切割通用工艺规范编制/日期:审核/日期:批准/日期:仿形切割通用工艺规范1 范围本标准根据结构件厂现有仿形切割机,规定了仿形切割机下料应遵守的工艺规范,适用于在仿形切割机上下料的金属材料。
2 下料前的准备2.1 熟悉图纸和有关工艺要求,充分了解所加工的零件的几何形状、尺寸要求,及材质、规格、数量等。
2.2 核对材质、规格与派工单要求是否相符。
材料代用时是否有代用手续。
2.3 查看材料外观质量(疤痕、夹层、变形、锈蚀等)是否符合质量要求。
2.4 为了降低消耗,提高材料利用率,要合理套裁下料。
2.5检查工作场地是否符合安全生产要求。
2.6检查回火防止器工作状态是否正常。
2.7将电源插头(220V,交流电源)与操作板上的插座连接起来。
2.8分别将氧气和乙炔橡皮管接到气体分配器上并加以紧固使其接通,同时开启氧气和乙炔。
2.9把需要的割嘴装在割具上,并需注意要缓慢地拧紧割嘴螺帽,供接触部分能很好的贴合。
2.10将气割靠模固定在支架上,并调整好磁铁滚轮与气割靠模的位置,如滚轮与气割靠模不在一个平面上,则可调节底座上四个螺钉来平衡,使磁铁滚轮与气割靠模的接触在同一水平面上,以保证气割质量。
2.11 下料好的物料应标识图号与派工单一同移工。
3 下料3.1首先将切割边缘用热火焰加热到燃烧速度(实际常加热到表面熔化温度),开启切割氧进行切割。
3.2火焰焰心离切割表面3~5㎜,此距离要求在整个切割过程中保持均匀。
3.3气割过程中若有割不穿现象,应立即停止气割,以免气涡及熔渣在割缝中旋转,使割缝产生凹坑,重新起割时应选择另一方向作为起割点,整个气割过程必须保持均匀一致的速度,以免影响割缝宽度和表面光洁度。
3.4气割快结束时,速度可适当减慢,以减小后拖量。
在气割时可采用割矩后倾,使后拖量减少。
附表:3.5气割规范(氧-乙炔)切割那轮廓零件时,气割靠模的尺寸公差应符合:3.00)]([+-+-=b d B A式中d —磁力机头直径(常用d =12)b —切口宽度 A —气割靠模 B —零件尺寸 附表:3.7、切割外轮廓零件时,气割靠模外形的尺寸公差应符合下式规定:3.0)]([+---=b d B A3.8、靠模切割零件的公差不得超过:内形10+- 外形01+-3.9、消除熔渣。
下料工时制定

下料工时制定一、板材下料1、气割工时基本数据:(按行程计算)半自动:1)、内外圆半径都大于R200的法兰、内外圆都大于R300的双弧板;三角形、直角梯形。
行程系数为1.0。
2)、矩形、长条;行程系数为0.5。
3)、边角料系数1.15。
边角料规定:该边板只能下小于等于三件产品。
定为边角料。
气割工时T气割=L行程*K行程系数*t(分/米)*M边角料系数手工:1)、内外圆半径都大于R200的法兰、内外圆都大于R300的双弧板;但用样板下料的。
2)、内外圆有一个半径小于R200的法兰,内外径有一个小于R300的双弧板;3)、不规则形状;无直角的梯形等。
4)、边角料系数为1.08。
边角料规定:该边板只能下小于等于三件产品。
定为边角料。
气割工时T气割=L行程*K行程系数*t(分/米)*M边角料系数数控:1)、其他按行程计算,行程系数为1.0。
2)、孔计算方法按行程计算(表格数据以行程200为界)3)、边角料系数为1.08。
边角料规定:该边板只能下小于等于三件产品。
定为边角料。
4)、双刀系数:单刀1.0。
双刀0.85。
气割工时T气割={L行程*K行程系数*t(分/米)*M边角料系数+气割孔时间}*双刀系数仿形:1)、按手工气割行程计算,行程系数为1.0。
2)、不考虑边角料。
气割工时T气割=L行程*K行程系数*t(分/米)2、剪板2.1剪切工时T剪切2.11:以上数据为剪切四边工时,若实际剪切边不足四边,按剪切边乘以以下系数K剪。
2.2、画线时间20%;T画=0.2T剪切考虑范围:1)、非矩形产品2)、边料:只能下小于等于3件产品的料视为边料。
工时按四边工时给定。
同时考虑画线时间。
大于3件小于等于6件,只考虑画线时间。
6件以上,不在考虑范围。
2.3、辅助时间30%;T辅=0.3T剪切T总=T剪切+ T画+ T辅3、型钢。
焊接切割工时表
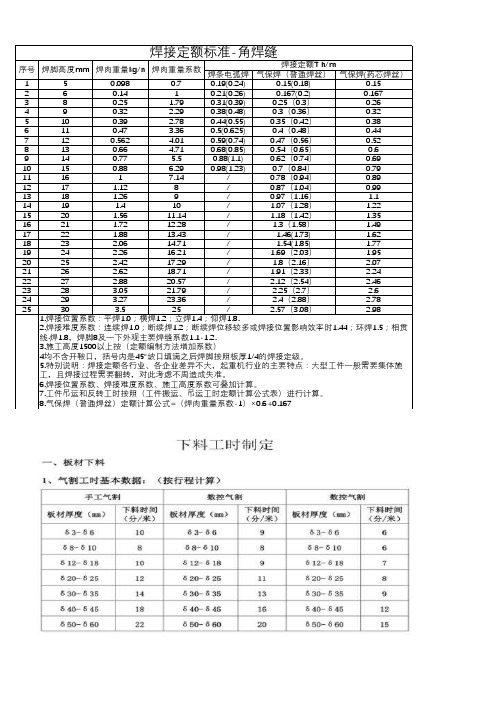
焊条电弧焊气保焊(普通焊丝)气保焊(药芯焊丝)150.0980.70.19(0.24)0.15(0.18)0.15260.1410.21(0.26)0.167(0.2)0.167380.25 1.790.31(0.39)0.25(0.3)0.26490.32 2.290.38(0.48)0.3(0.36)0.325100.39 2.780.44(0.55)0.35(0.42)0.386110.47 3.360.5(0.625)0.4(0.48)0.447120.562 4.010.59(0.74)0.47(0.56)0.528130.66 4.710.68(0.85)0.54(0.65)0.69140.77 5.50.88(1.1)0.62(0.74)0.6910150.88 6.290.98(1.23)0.7(0.84)0.79111617.14/0.78(0.94)0.891217 1.128/0.87(1.04)0.991318 1.269/0.97(1.16) 1.11419 1.410/ 1.07(1.28) 1.221520 1.5611.14/ 1.18(1.42) 1.351621 1.7212.28/ 1.3(1.58) 1.491722 1.8813.43/ 1.46(1.73) 1.621823 2.0614.71/ 1.54(1.85) 1.771924 2.2616.21/ 1.69(2.03) 1.952025 2.4217.29/ 1.8(2.16) 2.072126 2.6218.71/ 1.91(2.33) 2.242227 2.8820.57/ 2.12(2.54) 2.462328 3.0521.79/ 2.25(2.7) 2.62429 3.2723.36/ 2.4(2.88) 2.782530 3.525/ 2.57(3.08) 2.981.焊接位置系数:平焊1.0;横焊1.2;立焊1.4;仰焊1.8.2.焊接难度系数:连续焊1.0;断续焊1.2;断续焊位移较多或焊接位置影响效率时1.44;环焊1.5;相贯线·焊1.8,焊脚8及一下外观主要焊缝系数1.1-1.2.3.施工高度1500以上按(定额编制方法增加系数)4均不含开鞍口,括号内是45°坡口填满之后焊脚按照板厚1/4的焊接定级。
焊工工时定额标准
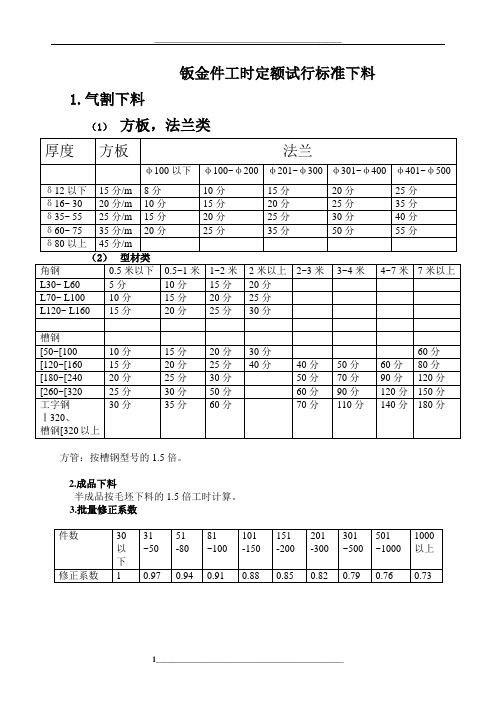
钣金件工时定额试行标准下料1.气割下料(1)方板,法兰类方管:按槽钢型号的1.5倍。
2.成品下料半成品按毛坯下料的1.5倍工时计算。
3.批量修正系数二、焊接1、室体类室体分半方法:不分半按下表计算。
分两半按下表计算,另加工时:6h/t。
分四半按下表计算,另加90h/t。
Q58系列:δ5—6板的,主室150h/t,辅室130h/t,δ8辅室110h/t,δ3—4辅室150h/t。
Q48系列:需要分半的130h/t,外形同Q37系列的110h/t。
2、提升机罩壳上罩22h 22+(L-1000)/100h 24h 24+(L-1000)/100h中罩12h 12+(L-1000)/100h 14h 14+(L-1000)/100h下罩32h 32+(L-1000)/100h 34h 34+(L-1000)/100h GTD45等斗提机110h/t。
宽度大于500mm的100n/t。
3、分离器壳,卸料罩,分离器料斗。
工时(h)=重量(t)*220h/t。
重量较小定额不足10h的加10h。
4、螺旋槽按长度计算,10h/米。
5、螺旋轴按长度计算,直径359以下4h/m,直径360以上,6h/m。
Ф500以上的7h/m,Ф700以上的8h/m。
6、平台类带花纹板的,系数为1;不带花纹板的,系数为0.8。
槽钢、角钢按每平方规格[80 [100~120 [140~[160 [180~[200 [220~[250工时/平方4h 4.5h 5h 5.5h 6h注:空格小于等于1200mm*1200mm的每平方减0.5h。
空格大于1200mm*1200mm的每平方减1h。
铺重型钢板网的平台,按照3h/m2计算网焊接工时,可上下浮动5%。
7、支柱类筋板底座(长+宽)/2≤450 (长+宽)/2>4502h 3h斜筋板底座(长+宽)/2≤450 (长+宽)/2>4503h 4.5h不带筋板的底座顶板1h斜不带筋板的底座顶板 1.5h规格[120以下[140~[160[180~220[250~320工时120分钟/米135分钟/米150分钟/米165分钟/米总工时= 定额(分钟)*柱长(mm)/(1000*60)+[筋板数/2-柱长(mm)*3/1000]*20分钟/60分钟+底座工时。