连铸辊缝测量仪说明书
连铸电控操作说明

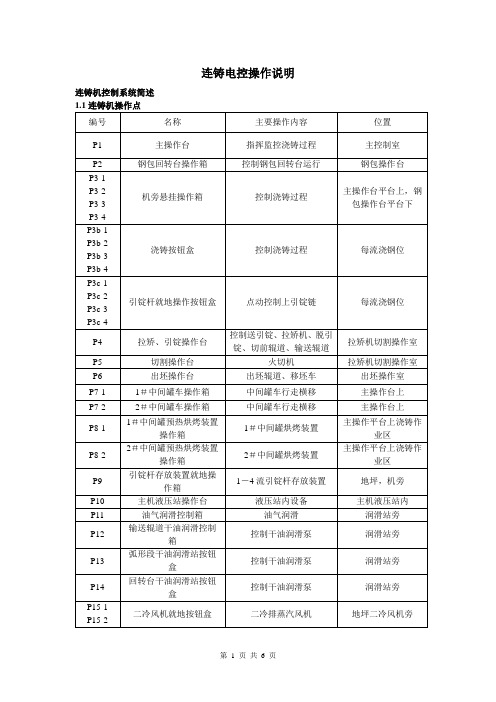
一台R8m六机六流方矩坯连铸机电控操作说明唐山市渤海冶金设备有限公司目录一、概述二、各部分功用简述2.1工控机操作台 (4)2.2主操作台 (4)2.3拉矫操作台 (5)2.4切割操作台 (7)2.5出坯操作台 (8)2.6结晶器操作箱 (9)2.7大包操作箱 (10)2.8中包操作箱 (11)2.9液压站操作箱 (11)三、具体操作步骤3.1送引锭前的准备过程 (11)3.2送引锭过程 (12)3.3浇铸前的准备工作 (12)3.4拉坯过程 (12)3.5切割过程 (13)3.6输送和转移过程 (13)3.7尾坯处理过程 (14)四、上位机的操作五、系统说明5.1振动电机 (16)5.2结晶器水 (16)5.3二冷水 (16)5.4设备冷却水 (16)一、概述连铸的电气设备全部采用西门子S7-300系列CPU314控制,六流铸机及公用设备各有一台PLC控制,各流及公用设备之间的通讯通过MPI网取得通讯连接。
大包车、中间罐车、结晶器振动装置、拉矫机、引锭存放夹送辊和切前辊道以及切割枪返回等全部采用西门子440交流变频器调速。
本系统电气设备包括:一个电源供电的进线电源柜(NAB);两个公用设备控制柜(N0-1,N0-2);六个铸流设备控制柜(N1,N2,N3,N4,N5,N6);一个公用PLC控制柜(PLC0)六个铸流PLC控制柜(PLC1,PLC2,PLC3,PLC4,PLC5,PLC6);一个装在主控室的工控机操作台(P0);两个装在主控室的主控操作台(P1-1,P1-2);两个装在二操室内的拉矫操作台(P2-1,P2-2);两个装在二操室内的切割台(P3-1,P3-2);一个装在三操室内的出坯操作台(P4);六个结晶器操作箱(P5-1,P5-2,P5-3, P5-4,P5-5, P5-6);一个装在大包操作平台上的大包操作箱(P6);两个装在浇铸平台上的中包操作箱(P7,P8);一个装在液压站室的就地液压站操作箱(P9);两个装在抽蒸汽风机机旁的风机就地操作箱(P10.P11)两个装在浇铸平台上的中包烘烤操作箱(B1,B2);二.各部分功用简述2.1工控机操作台工控机操作台P0位于浇铸平台上的主操作室内,该台上放置工控机和显示器,配有键盘及鼠标,可通过上位机画面对连铸生产过程进行监控和控制。
经典文档5机5流连铸机机械设备说明书

江西萍钢实业股份有限公司九江分公司R8m 五机五流方坯连铸机机械设备说明书库号: R290C0502中冶连铸技术工程股份有限公司工程二部二零一一年六月江西萍钢实业股份有限公司九江分公司R8m 五机五流方坯连铸机机械设备说明书库号: R290C0502编制:审核:中冶连铸技术工程股份有限公司工程二部二零一一年六月目录1. 前言2. 机械设备制造及安装验收标准3. 连铸机基准线和基准点4. 机械设备说明4.1 钢结构4.2 钢包回转台4.3 钢包加盖装置4.4 中间罐及盖4.5 中间罐车组4.6 结晶器、液面检测4.7 结晶器振动装置4.8 喷淋集管4.9 导向段4.10 拉矫机4.11 引锭杆4.12 引锭杆存放装置4.13 自动火焰切割机4.14 切前辊道4.15 运输辊道4.16 出坯辊道4.17 移坯车和移坏车轨道梁4.18 翻转冷床及收集台架4.19 滑道4.20 过渡滑道和拨钢机4.21 过渡辊道4.22 十字旋转台4.23 热送辊道4.24 中间罐烘烤与干燥装置4.25 二冷抽蒸气系统4.26 润滑系统4.27 液压系统5. 连铸机弧段设备的定位6. 连铸机整机的试运行7. 连铸机的维护要点1. 前言1.1 本说明书是江西萍钢股份有限公司九江分公司R8m方坯连铸机设计文件不可分割的一部分, 与设计图纸具有同等效力。
未经中冶连铸技术工程股份有限公司许可,任何单位或个人不得擅自转让, 复制或扩散。
1.2 连铸机主要技术性能1.2.1 连铸机技术参数铸机半径:R8m流间距×流数:1250 ×5冶金长度: ~24m(留)铸坯断面尺寸: 170 ×170,150X150预定尺长度: 9 m钢包容量: 55t序号铸坯断面配合拉速设计拉速1 150×150 2.72 m/min 2.2~3.0 m/min2 170×170 2.12 m/min 1.8~2.4 m/min铸机年产量:94.3 万t/a1.2.2 浇铸钢种:碳素结构钢、优质碳素结构钢、低合金结构钢等,1.3 连铸机设备组成该铸机由钢包回转台、钢包盖升降装置、中间罐、中间罐车、结晶器、结晶器电磁搅拌、结晶器振动装置、二次冷却及铸坯支撑导向段、拉矫机、刚性引锭杆、引锭杆存放装置、切前辊道、火切机、摄像定尺装置、运输辊道、出坯辊道、移坯车、翻转冷床和收集台架、过渡滑道、滑道、分钢机、过渡辊道、十字选转台、热送辊道、二冷室抽蒸汽系统、结晶器电磁搅拌系统、结晶器液面检测系统、钢结构以及冷却水、液压、润滑等公用系统组成.(1) 连铸机单体设备各部件的制作,应严格遵照施工图纸中有关尺寸、技术要求及设计说明,并应符合下列通用技术条件:JB/T5000.9-1998 切削加工件通用技术要求JB/TQ5000.3-1998 焊接件通用技术要求JB/T5000.5-1998 铸件通用技术要求JB/T5000.8-1998 锻件通用技术要求JB/T5000.10-1998 装配通用技术要求JB/T5000.12-1998 涂装通用技术要求YB3212-80 热处理通用技术要求YB3213-80 铸件机械加工余量与公差YB3217-82冶金机械加工产品防锈技术条件GB7231-87工业管路的基本识别色和识别符号(2) 连铸机设备的安装及验收除应遵守设备施工图及有关设计文件的要求外,还应遵守下列规范:YBJ201 -83冶金机械设备安装工程施工及验收规范(通用规定)YBJ202 -83冶金机械设备安装工程施工及验收规范(炼钢设备)YBJ207-85冶金机械设备安装工程施工及验收规范(液压、气动和润滑系统)3. 连铸机基准线和基准点3.1 设备安装前必须定出下列纵、横基准线,并设置永久中心标板。
连铸电控操作说明书
连铸电控操作说明连铸机控制系统简述1.2 钢包回转台控制钢包回转台正常驱动采用一台电机,变频调速。
事故驱动采用液压马达。
钢包回转台在P2操作箱上进行控制,主要控制内容有:“反转”“停”“正传”选择开关;“慢速反转”“慢速正传”带点动按钮;“事故回转”按钮。
1.3 大包加盖装置控制大包加盖装置共有两套。
分别采用电液推杆驱动。
1#加盖装置和2#加盖装置分别在P2上进行控制。
控制内容有:“加盖”“开盖”带灯按钮,“停”按钮;“升”“降”带灯按钮。
1.4 中间罐车控制中间罐车驱动采用二台变频调速电机。
中间罐车主要在P7操作箱上进行控制,主要控制内容有:中间罐车行走“左行”“停”“右行”选择开关;“点动”“点退”点动按钮。
中间罐车点动主要用于在浇注位水口对中。
中间罐升降“上升”“停”“下降”选择开关;“水平调整”带灯按钮。
中间罐横移“前移”“后移”带灯按钮。
1.5 二冷室排汽风机控制二冷室排汽风机共有两套。
各由一台电机驱动。
二冷室排汽风机主要在主控室PC工作站和P15操作箱上进行控制,在P15操作箱上可以选择操作地点。
控制项目有:风机“开”“停”按钮。
风机“就地”“远程”选择开关。
1.6 二冷水喷淋系统控制二冷水系统主要有以下检测、控制设备组成:总管压力检测;总管温度检测;每流支管气动切断阀;每流O段流量检测和电动调节阀调节,每流Ⅰ段流量检测和电动调节阀调节,每流Ⅱ段流量检测和电动调节阀调节,每流Ⅲ段流量检测和电动调节阀调节。
二冷水设二种工作方式选择:自动-手动。
自动方式下随“浇铸”、“停浇”按钮一起启动、停止,手动控制有开-关控制,在P3箱上操作。
二冷水调节系统的控制:二冷水调节系统的控制在主控室PC操作站上进行,通过计算机画面可以选择二冷水调节方式:自动方式-半自动方式-手动方式。
流量设定、阀门开度设定均可通过计算机画面进行。
(1)控制原则二冷水各段独立自成系统。
在浇铸前操作工根据浇铸的铸坯断面及钢种选定冷却组别,计算机自动调用配水模型进行生产。
【说明书】连铸机电气仪说明文档

【关键字】说明书连铸机电气仪表说明书一、电源部分:1、电源采用双回路380V/220V三相四线制电源。
一路工作,一路备用。
每一路均能承担全部负荷。
手动切换,在电源投入时,要高度注意,保证每次只能投入一路。
备用电源投入前一定要先断开先期的工作电源。
电源切换在P1柜内完成。
2、电源波动+5~10%,最大功率100KW3、电磁阀电源为直流24V,每流一套,分别装在P21、P22柜内。
4、为方便B1操作观察,结晶器(浇铸准备)腔内情况。
设置了交流36V安全照明电流,此电源在P1柜内引动。
二、钢包回转台:1、功能:钢包回转台将钢包从钢水接收位置,回转180°至钢包浇铸位置。
以实现多炉连铸。
要求停位准确,非启动状态时,抱闸抱死,不能转动。
2、操作:钢包回转台的操作在B2箱上完成。
操作方式分为连续转动和点转动两种。
功能选择由转换开关SA3实现。
三、中间罐车:1、功能:承载中间罐并在浇铸位置及等待位置之间运行。
分为连续行走、手动微调。
手动横移机构可横向调整罐位,使水口对准结晶器中心。
2、操作:每台中间罐车分别由对应的操作箱B31、B32操作,操作方式分为连续行走和点动行走两种方式,功能选择由连铸机电气仪表说明书转换开关SA4实现。
操作箱上装有电源开关(通、断)及旋转开关(向前—停止—向后)。
中间罐水口对准结晶器可手动进行纵向微调,当中间罐车在浇铸位置后,应关断电源,防止浇铸期间中间罐车误动作。
四、拉矫机1、功能:将通过二次冷却后的铸坯拉出,并进行渐进矫直,在浇铸准备时将引锭杆送入结晶器,送引锭杆采用操作速度为4m/min,以减少辅助时间,并采用较高的压下力,因引锭杆参数较小,当引锭杆牵引红坯通过夹辊时,必须迅速把气缸压力降低,红坯不允许压缩大于1mm,红坯一般在气缸压力0.2~0.3MPa下拉坯并矫直。
2、操作:2.1、拉矫机的控制为两地控制方式,分别由T2操作台上的1SA2和B1操作箱上的1SA3实现,如果操作权不统一,则有相应的闪烁信号提示。
板坯连铸机多功能辊缝仪设计原理与应用

板坯连铸机多功能辊缝仪设计原理与应用作者:张西周来源:《科学与财富》2011年第06期[摘要] 本文介绍了多功能辊缝仪的基本组成及关键部分的作用,系统构成及基本工作原理,对辊缝的测量原理、辊弯曲检测原理、二冷水喷水测量原理等测量结果分类作了详细阐述,笔者并结合本单位实际应用提出了关键点测量结果和注意事项。
[关键词] 连铸机传感器计算机辊缝二冷水角度原始数据1、前言辊缝测量仪安装在引锭杆上,用于连铸机铸坯导向段设备状态的在线检测。
多功能辊缝仪是一种由主壳体和辅助设备结构钢焊接而成,并镀镍防腐。
辊缝仪设计得非常坚固,能够在恶劣的操作环境下工作。
辊缝仪辅助设备是一种由充电电池供电、由传感器检测、嵌入式PC控制,主要用来自动测量板坯连铸机在线扇形段物理参数的测量装置。
辊缝仪从连铸机扇形段内通过,完成测量过程。
所采集的数据存储在辊缝仪内部由充电电池供电的计算机存储卡中。
在测量结束后,通过电缆将数据传送给便携式工业防水型计算机。
计算机利用事先测得的校验数据和连铸机参数数据对所获得的测量数据进行处理并显示实际测量结果,维护人员根据实际测量报告,进行调整及优化连铸主机的铸机状态,从而确保了连铸机扇形段设备的精度。
根据多功能辊缝仪在本单位实际应用的特性,通过长期应用,不断总结和探索,同时结合辊缝仪设计原理与应用经验,笔者介绍给大家以作为参考。
2、辊缝仪基本组成及各部分的作用2.1辊缝仪基本组成如图1,主要由钢结构焊接而成的主壳体、辊缝测量传感器、角度测量仪、辊转动传感器、喷水测量传感器、温度测量仪、红外线接口显示单元、电子器件盒、充电器、充电电池等部分组成。
图1 辊缝仪基本外形结构图图2 辊缝仪工艺系统构成2.2关键部分的作用辊缝仪壳体内安装用于铸机测量的所有传感器、电子器件、电池和液压装置;辊缝测量传感器用来测量辊缝、辊弯曲和外弧辊的对接状况;辊转动传感器用来检测连铸机扇形段辊的自由转动程度;角度仪是用来测量与水平线所成的角度的传感器;喷水测量传感器用来测量二冷水系统喷水状况;红外线接口显示单元用来接收红外线遥控器发出的指令及显示出关于辊缝仪设备工作状态的信息。
连铸机设备说明书48页-BD
图
号
F1101 F1102 F1103 F1104 F1105 F1106 F1107 F1145 F1146 F1110 F1109 F1160 F1112 F1113 F1116 F1117 F1119 FGR72 F1120 F1121 F1122 F1123 F1124 F1125
2×1 套 2×3 套 2×3 个 2×3 套 2×3 套 2×3 套 2×3 套 2×1 套 2×3 套 2×3 套 2×1 套 2×1套 2×1 套 2×1 套 2×1 套 2×1 套 2×1 套 2×1 套
冶金机械设设安装工程施工及验收 规范 ( 轧钢设设 )
凡经机械加工的零件和金属结构件图纸中未注明的尺寸公差等级按 IT14 执行。未注明形位公差等级按 c 级执行。所有设设本体除加工面外 其余均涂灰绿色面漆。 车间管道颜色按 GB2893-82《安全色》、GB7231-87《工业管路的 基本识别色和识别符号》的规定。 名称 1. 蒸汽管 2. 生产水管 3. 热水管 4. 烟气管 5. 压缩空气管 6. 氧气管 7. 乙炔气管 8. 煤气管道 9. 氮气管道 基本识别色 铅色 绿色 绿色 黑色 浅蓝色 浅蓝色 黄褐色 黄褐色 黄褐色 黄/黑 黄/黑 黄/黑 安全色
4.1 主 要 制 造 ﹑ 安 装 规 范 设设的各部件或零件应严格按照各设设施工图纸及其中的有关技术 要求进行制造、安装、并应符合下列技术条件: JB/ZQ4000.2-86 JB/ZQ4000.3-86 JB/ZQ4000.7-86 JB/ZQ4000.10-86 YB9244-92 切削加工件通用技术要求 焊接件通用技术要求 锻件通用技术要求 涂装通用技术要求 冶金机械设设安装工程质量检验评定 标准(炼钢设设) YB3212-80 YB3213-80 热处理通用技术条件 锻件机械加工余量与公差
kon-fk(b)裂缝宽度监测仪用户手册精要讲课稿
目录本手册中的约定 (1)第一章概述 (2)第二章仪器组成及说明 (3)2.1仪器组成 (3)2.2配件说明 (3)2.2.1 主机 (5)2.2.2 充电电源 (7)2.2.3 探头 (7)2.2.4 探头数据线 (8)2.2.5 探头固定卡环 (8)2.2.6 探头延长杆 (8)2.2.7 样片 (8)2.3注意事项 (9)第三章功能说明 (10)3.1总体操作流程 (10)3.2缝宽检测 (12)3.2.1 检测设置 (12)3.2.2 动态检测 (13)3.2.3 分析确认 (13)3.3缝宽监测 (14)3.3.1 监测设置 (14)3.3.2动态监测 (15)3.3.3完成监测 (15)3.4数据管理 (16)3.4.1 数据处理 (16)3.4.2 数据勾选 (17)3.4.3 数据导出 (17)3.4.4 删除数据 (18)3.4.5 版本升级 (18)第四章机外数据处理软件 (19)4.1软件总体界面 (19)4.2菜单栏 (20)4.2.1 文件菜单 (20)4.2.2 编辑菜单 (22)4.2.3 查看菜单 (23)4.2.4 工具菜单 (24)4.2.5 帮助菜单 (24)4.3控制面板 (24)4.4测点信息 (25)4.5构件信息 (27)本手册中的约定1.2.上的"确定"按钮;点击确定即为触摸笔点触触摸屏上的"确定"按钮。
3.灰色背景、不带方框的文字在机外数据处理软件中表示屏幕上弹出的窗口中的控件(如选择框、输入框等)名称。
如打开文件窗口中的文件名输入框。
4.第一章概述您好,欢迎使用北京市康科瑞工程检测技术有限责任公司生产的KON-FK(B)裂缝宽度监测仪(以下简称KON-FK(B)),KON-FK(B)是一款新型的裂缝宽度现场检测设备,提供裂缝位置及宽度值的自动化检测、无人状态下长期监测等功能,转变以往传统的裂缝宽度人工测读方式为便捷的仪器自动测量方式,并提供丰富的缝宽数据处理手段,相信一定能给您以后的缝宽检测工作带来极大的便利。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连铸辊缝测量仪说明书
一、概述:
LSG-100连铸扇形段辊缝测量装臵是我公司为板坯连铸机检修车间检测连铸机辊缝研制的专用设备。
它测量精度高,使用方便,结果可靠。
比手工量具测量工效可提高数倍到数十倍,且结果可自动打印存档。
二、主要技术性能:
1、适用铸机:弧形或立式板坯矩形坯连铸机扇形段。
(离线便携使用)
2、开口度范围: 120~320mm(按铸坯厚度规格分段测量,每套装臵最多
可测四种规格;H型钢连铸,80~780(立辊)毫米辊缝)。
3、测量对象辊径:φ120(100)~320(480)mm。
4、测量精度: 误差小于±0.05毫米(可靠性99.7%)。
5、分辨率:0.01毫米。
6、有效精度测量范围:公称厚度150:150~156mm
公称厚度180:180~187mm
公称厚度200:200~207mm
公称厚度250:250~258mm
公称厚度300:302~310mm
根据各厂具体要求设计
7、单规格实际量程:大于10mm
8、可设定开测辊号,并可设定按“加”或“减”两个顺序自动记录辊
号和对应辊缝值。
9、辊号数:一般小于99(特殊设计也可按128,126,124,…),连续
记录小于50个数.
10、打印:按辊号顺序打印出辊号及相应辊缝值。
11、可同时具备测量四种厚度规格的功能,规格更换操作方便
12、按键数字标定,内部两点标定,消除非线性误差。
13、标定数据锁定,不会因用户误操作而破坏数据。
14、所有功能只需四个按键,操作简单(测量时只需按键两次)。
15、低电压指示: 当内部电池电压低于12.1V时指示灯亮,此时必须进
行充电,否则影响仪表正常工作。
16、仪表具有自动关机功能: 在开机后10分钟内无操作或电池电压低
于11.9V时,仪表自动关机。
1。