焊接工艺卡样本
焊接工艺卡模板
D3-D5、D12
20150904-6
PQR1503
PQR1504
SMAW-FeⅡ-6FG-12/38-FeF3J
/
D1、D2、D6-D11
20150904-5
PQR1501
PQR1503
SMAW-FeⅡ-5FG-12/18-FeF3J
GTAW-FeII-5FG-12/18-Fefs-02/11/12
GTAW
ER50-6
Φ2.4
直流正接
80~120
12~14
14~16
层间温度(℃)
≤250
1
1
GTAW
ER50-6
Φ2.4
直流正接
80~120
12~14
14~16
≤7.2
焊后热处理
——
2~6
1
SMAW
J507
Φ4.0
直流反接
160~180
22~24
14~18
≤18.5
后热
——
钨极直径mm
Φ2.5
喷嘴直径mm
——
脉宽比(%)
——
气体成分
——
气体
流量
——
接头焊接工艺卡共12页第9页
焊接工艺规程
表格编号:J08-07
泰安市金水龙金属容器有限公司
焊 接 作 业 指 导 书
编号20150904
产品编号15036
图 号LDR0.05-1.0-00
名 称蒸汽发生器
版次
阶段
说明
修改标记及处数
编制人及日期
校审人及日期
备注
接 头 编 号 表共12页第1页
焊 接 工 艺 规 程
焊接工艺卡(碳钢管道)
规格
烘烤温度(℃)
保温时间(min)
定额kg
E4303
Φ2.5
150
90
E4303
Φ3.2
150
90
焊接规范
焊接
顺序
焊接方法
层数
焊接材料
电源极性
电流
(A)
电压
(V)
焊速
(Cm/min)
气体种类
气体流量L/min
直径
终点号
牌号
规格
正面
背面
钨极
喷嘴
手工电弧焊
一
E4303
Φ2.5
交流
80+5
22
手工电弧焊
焊接工艺卡
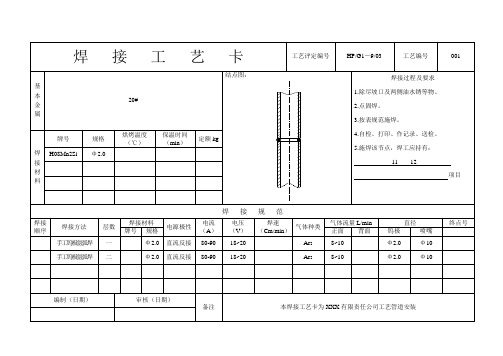
Hale Waihona Puke 工艺评定编号HP/G1-9/03
工艺编号
001
基本金属
20#
结点图:
焊接过程及要求
1.除尽坡口及两侧油水锈等物。
2.点固焊。
3.按表规范施焊。
4.自检、打印、作记录、送检。
5.施焊该节点,焊工应持有:
11 12
项目
焊接材料
牌号
规格
烘烤温度(℃)
保温时间(min)
定额kg
H08Mn2Si
Φ2.0
焊接规范
焊接
顺序
焊接方法
层数
焊接材料
电源极性
电流
(A)
电压
(V)
焊速
(Cm/min)
气体种类
气体流量L/min
直径
终点号
牌号
规格
正面
背面
钨极
喷嘴
手工钨极氩弧焊
一
Φ2.0
直流反接
焊接工艺卡
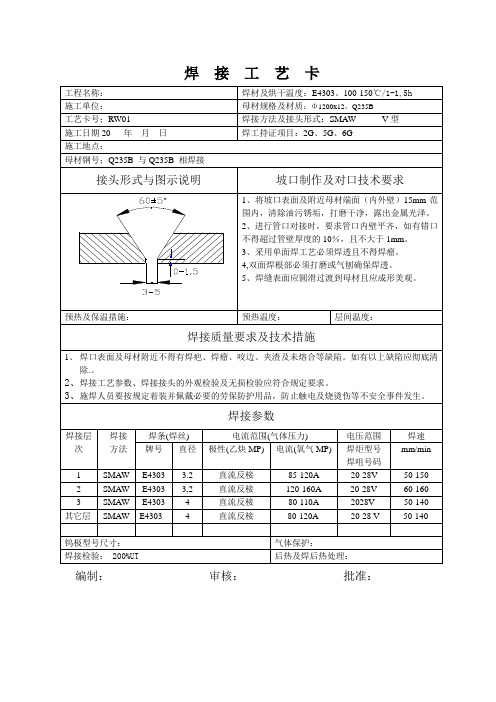
焊接工艺卡工程名称: 施工单位: 工艺卡号;RW01 施工日期 20 年 月 日 施工地点: 母材钢号;Q235B 与 Q235B 相焊接接头形式与图示说明焊材及烘干温度:E4303。
100-150℃/1-1,5h母材规格及材质:Φ1200x12,Q235B焊接方法及接头形式:SMAWV型焊工持证项目:2G、5G、6G坡口制作及对口技术要求1、将坡口表面及附近母材端面(内外壁)15mm 范 围内,清除油污锈垢,打磨干净,露出金属光泽。
2、进行管口对接时,要求管口内壁平齐,如有错口 不得超过管壁厚度的 10%,且不大于 1mm。
3、采用单面焊工艺必须焊透且不得焊瘤。
4,双面焊根部必须打磨或气刨确保焊透。
5、焊缝表面应圆滑过渡到母材且应成形美观。
预热及保温措施:预热温度:层间温度:焊接质量要求及技术措施1、 焊口表面及母材附近不得有焊疤、焊瘤、咬边、夹渣及未熔合等缺陷。
如有以上缺陷应彻底清 除.。
2、焊接工艺参数、焊接接头的外观检验及无损检验应符合规定要求。
3、施焊人员要按规定着装并佩戴必要的劳保防护用品,防止触电及烧烫伤等不安全事件发生。
焊接参数焊接层 次焊接 方法焊条(焊丝)电流范围(气体压力)牌号 直径 极性(乙炔 MP) 电流(氧气 MP)1 SMAW E4303 3.22 SMAW E4303 3,23 SMAW E4303 4其它层 SMAW E43034直流反椄 直流反椄 直流反椄 直流反椄85-120A 120-160A 80-110A 80-120A电压范围 焊炬型号 焊咀号码20-28V 20-28V 2028V 20-28 V焊速 mm/min50-150 60-160 50-140 50-140钨极型号尺寸: 焊接检验: 200%UT编制:审核:气体保护: 后热及焊后热处理:批准:。
焊接工艺卡模板
mm
/
检验
序号
本厂
监检单位
第三方或用户
20(接管)
Φ108×6
3
E
焊缝
金属
焊条:J507
厚度mm
/
5
E
焊接位置
——
层
道
焊接
方法
填充材料
焊接电流
电弧电压
(V)
焊接速度( cm/min)
线能量
(kJ/cm)
施焊技术
焊条电弧焊
牌号
直径(mm)
极性
电流(A)
预热温度(℃)
室温
定位焊
SMAW
J507
Φ4.0
直径(mm)
极性
电流(A)
预热温度(℃)
室温
定位焊
GTAW
ER50-6
Φ2.4
直流正接
80~120
12~14
14~16
层间温度(℃)
≤250
1
1
GTAW
ER50-6
Φ2.4
直流正接
80~120
12~14
14~16
≤7.2
焊后热处理
——
2-3
1
SMAW
J507
Φ4.0
直流反接
160~180
22~24
14~18
直流反接
160~180
22~24
14~18
层间温度(℃)
≤250
1~3
1
SMAW
J507
Φ4.0
直流反接
160~180
22~24
14~18
≤18.5
焊后热处理
——
4~8
焊接工艺卡(通用)

艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
气体流量(L/min)
1
SMAW
E4303φ2.5
交流
50~65
18~20
14~16
2
SMAW
E4303φ3.2
交流
100~120
20~22
12~14
3
SMAW
E4303φ3.2
交流
100~120
20~22
编制
审核
日期
年月日
焊接工艺卡
表H-02-1 NO:
工程名称
工艺卡编号
材质
20
规格
φ57×3.5
焊接方法
SMAW
焊工资格
焊评编号
无损检测
合格等级
Ⅱ
适用范围
适用于管子壁厚小于4㎜的管子与法兰相连的角焊缝(不考虑管子外径)
焊接工
艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
2、焊接操作:a、氩弧焊按上面焊接工艺参数进行焊接,焊接时,焊丝终端应始终处在氩气保护范围内;钨极端部严禁与焊丝、焊件相接触,防止造成钨夹杂;停焊后重新引弧时,焊缝应与原焊缝重叠5~10mm。b、电弧焊按上面焊接工艺参数进行焊接,焊接时,焊条在坡口两侧稍作停留,并熔化两边缘各1~2mm,换焊条或断弧后再引弧,应在弧坑上方10㎜处引弧。
编制
审核
日期
年月日
焊接工艺卡
表H-02-1 NO:
工程名称
工艺卡编号
材质
焊接工艺卡片

B11
焊工合格项目
GTAW-AⅡ-3G-12-02
母材材质
5052
母材规格
δ=6
焊接工艺评定号
WPQ-070
产品试板要求
标记
处数
更改文件号
日期
编制
日期
审核
日期
批准
日期
河南开元空分
集团有限公司
焊接工艺卡片H(09)
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
一(正)
一(反)
焊缝坡口及焊接层次示意
2、焊丝、坡口表面极其两侧50mm范围进行表面清理。用丙酮等有机溶剂去除表面的油和油脂,也可用机械法或化学法清除。
3、经清理的焊丝和焊件,焊前严禁玷污,否则应重新清理。
4、检查焊接设备、仪表能正常使用。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
5.手工点固引熄弧板。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
零件名称
封头
焊缝号
A003
焊工合格项目
GTAW-AⅣ-3G-12-02
母材材质
5083
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
《焊接工艺卡》word版
160
24~26
14
6
E4315
Ф4.0
160
24~26
14
备注:其他焊接工艺要求按本单位《通用焊接工艺守则》执行
编制
校对
审核
页码
8
焊接工艺卡
焊88-4
产品名称
焊接工艺评定编号
评88-4
焊缝代号
共40页
第9页
材料牌号
板A3:δ=8
焊接层次、顺序示意图
焊接层数(正/):3 坡口高度:60°±5°
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
1
E4315
Ф3.2
90
24~26
16
L/min
2
E4315
Ф4.0
140
24~26
14
L/min
3
E4315
Ф4.0
160
24~26
14
L/min
4
E4315
Ф4.0
160
24~26
14
5
E4315
加热方法
种类
温度范围
加热方法
层间温度
温度范围
测温方法
保温时间
冷却方法
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
保护气体流量L/min
1
E4315
Ф3.2
90~120
24~26
15
焊接工艺卡

管子直径、壁厚范围:对接焊缝1.5-12(mm)角焊缝不限
填充金属:
填充金属类别:
焊条
氩弧焊丝
焊材标准:
GB/T5117-1995
GB/T14957-1994
焊材牌号:
J427
H08A
焊材型号:
E4315
/
焊材尺寸(mm):
Φ3.2
Φ3.2
焊接位置:
对接焊缝位置水平固定焊:(5G)
焊接工艺卡
单位名称:中化二建集团有限公司
项目名称:陕西金泰氯碱化工有限公司二期15万吨/年聚氯乙烯扩建项目(安装工程)
焊接方法:SMAW(电弧焊) GTAW(氩弧焊)机动化程度:手工
焊接接头:
坡口形式:V型坡口
母材:
材质:20#(GB/T8163)与20#(GB/T8163)焊接
对接焊缝焊件母材厚度范围:1.5-12(mm)
立焊的焊接位置:向上
预热
最大道间温度(℃)200
气体
保护气体:氩气混合比:99.96%流量:9-12(L/min)
电特性
电流种类:直流电源
焊接速度(cm/min):6-9
钨极类型及直径:铈钨极Φ2.5钨极直径:Φ10
焊层/焊道
焊接方法
填充金属
焊接电流
焊接电压
(V)
焊接速度
(cm/min)
线能量
(KJ/cm)
牌号
直径
极性
电流(A)
1
GTAW
H08A
Φ3.2
正接
80-100
10-12
6-8
8-9
2
SMAW
J427
Φ3.2
焊接工艺卡模板

气体保护焊MIG/TIG
焊条/规格
烘干温度/时间
焊丝/规格
焊剂
烘干温度/时间
焊丝/规格
保护气体
混合比
Q345R+Q345R
J507/Φ4.0
350/1
H10Mn2/Φ4.0
HJ431
250/2
ER50-6/Φ2.4
Ar
≥99.9%
20+20
/
/
/
/
/
ER50-6/Φ2.4
Ar
≥99.9%
图号
LDR0.05-1.0-00
接头名称
B类接头
2、点焊定位,焊点长15~20mm。
接头编号
B1、B2(封头+筒体)
3、检查定位焊缝质量。
焊接工艺评定
报告编号
PQR1505、PQR1506
4、按顺序施焊。
5、焊缝外观检查。
焊工持证项目
SAW-1G(K)-07/09/19
SMAW-FeⅡ-2G-12-FeF3J
/
B3、B4
20150904-3
PQR1501
GTAW-FeII-6G-12/60-FefS-02/11/12
PT-100%
I级合格
B1、B2
20150904-2
PQR1505
PQR1506
SAW-1G(K)-07/09/19
SMAW-FeⅡ-2G-12-FeF3J
GTAW-FeII-6G-12/60-FefS-02/11/12
500~550
35~38
40~50
≤31.4
钨极直径mm
——
HJ431
8~40目
焊接工艺卡片
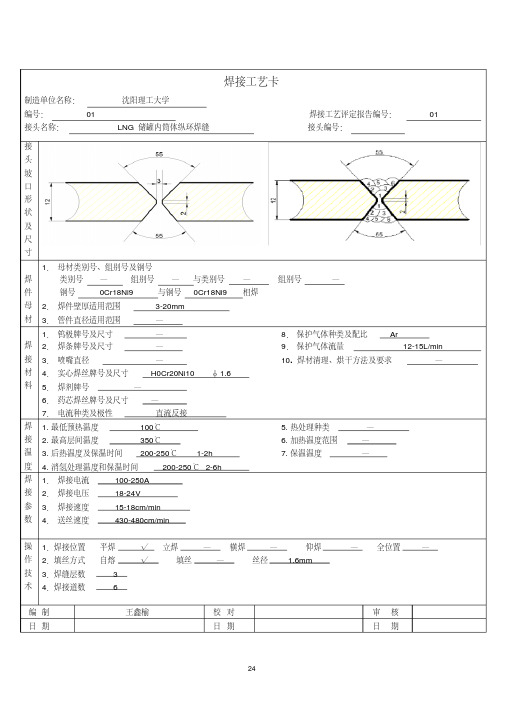
焊接工艺卡制造单位名称:沈阳理工大学编号:01 焊接工艺评定报告编号:01 接头名称:LNG储罐内筒体纵环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸H0Cr20Ni10 φ1.65.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A 2.焊接电压18-24V3.焊接速度15-18cm/min 4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.6mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:02 焊接工艺评定报告编号:02 接头名称:LNG储罐内封头与内筒体环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸H0Cr20Ni10 φ1.65.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3. 焊缝层数 34. 焊接道数 6编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:03 焊接工艺评定报告编号:03 接头名称:LNG储罐外筒体环纵焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:04 焊接工艺评定报告编号:04焊接工艺卡制造单位名称:沈阳理工大学编号:05焊接工艺评定报告编号:05接头名称:LNG 储罐外封头与外筒体环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比Ar 9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数 1.焊接电流100-250A 2.焊接电压18-24V 3.焊接速度15-18cm/min 4.送丝速度430-480cm/min 操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数6编制王鑫榆校对审核日期日期日期接头名称:LNG储罐接管与内筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:06 焊接工艺评定报告编号:06 接头名称:LNG储罐接管与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:07 焊接工艺评定报告编号:07接头名称:LNG储罐接管与内封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:08 焊接工艺评定报告编号:08 接头名称:LNG储罐接管与外封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6. 加热温度范围—7. 保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2. 填丝方式自熔√填丝—丝径 1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:09 焊接工艺评定报告编号:09接头名称:LNG储罐人孔与内筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6. 加热温度范围—7. 保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:10 焊接工艺评定报告编号:10 接头名称:LNG储罐人孔与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:11 焊接工艺评定报告编号:11接头名称:LNG储罐人孔与内封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3. 焊缝层数 34. 焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:12 焊接工艺评定报告编号:12 接头名称:LNG储罐人孔与外封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:13 焊接工艺评定报告编号:13接头名称:LNG储罐接管与法兰焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:14 焊接工艺评定报告编号:14 接头名称:LNG储罐接管与法兰焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:15 焊接工艺评定报告编号:15接头名称:LNG储罐支座和内筒体焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:16 焊接工艺评定报告编号:16 接头名称:LNG储罐支座和外筒体焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期。
焊接工艺卡样本

/
焊条(剂)型号
J507
规格
ф133*6ф377*20ф377*25325*16ф159*8
背面保护
/
流量
/
钨极型号
/
规格
/
拖后保护
/
流量
/
焊接工艺参数
焊层道号
单层(道)焊缝尺寸宽×高(mm)
焊接方法
焊条( 丝)
电流
电压范围
V
焊接 速度
mm/min
其它
型号
规格 mm
极性
范围 A
1
8×3
Ds
J50
20-25
70-80
/
其余
12×4
Ds
J507
Φ4.0
-
90-130
20-25
80-90
/
施焊技术
焊嘴尺寸mm
/
导电嘴与工件距离
/
根层或层间清理方法
机械清理
清根方法或单面焊双面成型
机械清理
其它
两人对称焊, 外侧焊接完成后根部机械方法清根, 然后进行封底焊接。
热 处 理
预热温度
/
层间温度
/
后热温度、 保温时间
规格
ф4.0
背面保护
/
流量
/
钨极型号
/
规格
/
拖后保护
/
流量
/
焊接工艺参数
焊层道号
单层(道)焊缝尺寸宽×高(mm)
焊接方法
焊条( 丝)
电流
电压范围
V
焊接 速度
mm/min
其它
型号
规格 mm
极性
范围 A
(工艺技术)焊接工艺卡

焊接工艺卡
B752.01.05
工程 名称
母材 材质
管线
工艺评定
中空纤维装置 (设备)号 工艺管道 编 号
0Cr18Ni9
母 材 Φ≥108mm 工艺卡 规 格 5≤δ≤12mm 编 号
GG025 GG027
2001-03
接头型式图: 60°±5°
2±1
0~1
技术说明:
1.坡口两侧各30mm范围内用不 锈钢丝刷或钢丝砂轮打磨干 净,不得有污垢、油渍和水痕。
母材予热温度(℃)
H08Mn2SiA/ST-50G 层间温度(℃)
Φ2.5/Φ3 焊后热处理(℃)
J427 Φ3.2
施焊条件
2~3
焊枪氩气流量(升/分) 管内氩(氮)气流量(升/分)
300~350 -------
风 速 :SMAW ≯ 8m/s
TIG ≯ 2m/s 相对湿度≯90%
8~14
---
编制 日期
焊接工艺卡
B752.01.05
工程 名称 母材 材质
聚酯装置
SUS304
管线 (设备)号 母材 规格
接头型式图:
60°±5°
2±1
PTA日料仓
δ =6mm δ =12mm
工艺评定 编号 工艺卡 编号
98-04 98-010
技术说明:
1.坡口两侧各30mm范围内用不锈 钢丝刷或钢丝砂轮打磨干净,不 得有污垢、油渍和水痕。
60°±5°
2±1
给水和 采暖管道
Φ≤89mm δ≤5mm
工艺评定 编号
工艺卡 编号
195 2000-65
技术说明:
1.坡口两侧各30mm范围内必须打 磨干净,不得有油渍、污垢、锈斑 及表面缺陷。
焊接工艺卡-模版
1
SMAW
E4315 φ2.5
反接
70~90
20~24
6~12
\
2
SMAW
E4315 φ3.2
反接
100~120
22~26
7~15
\
3
SMAW
E4315 φ3.2
反接
100~120
22~26
7~15
\
坡口尺寸及溶敷图
焊
接
技
术
要
求
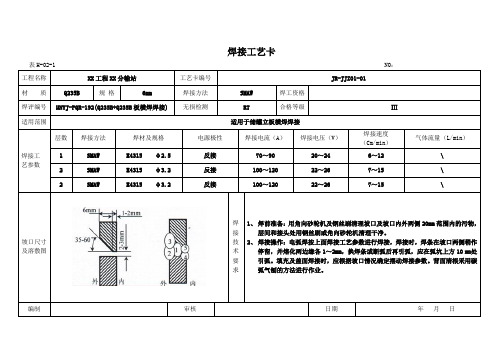
1、焊前准备:用角向砂轮机及钢丝刷清理坡口及坡口内外两侧20mm范围内的污物,层间和接头处用钢丝刷或角向砂轮机清理干净。
2.施焊时严禁在坡口以外管材表面上引弧,根焊道必须熔透,背面成型应良好;根焊道完成后,应尽快进行热焊道焊接,根焊道与热焊道焊接间隔 时间不宜超过5min,温度应大于50℃;每根焊条引弧后应一次焊完,每层焊道应连续焊完,中间不应中断,要保证焊道层间温度要求,每道焊道应连续焊完。
编制
审核
日期
年月日
焊接工艺卡
XX工程XX分输站
工艺卡编号
JR-JJZ02-03
材质
20#
规格
φ219×8
焊接方法
GTAW+SMAW
焊工资格
具备GTAW+SMAW焊接作业资格
焊评编号
HNZC201303
无损检测
合格等级
Ⅱ
适用范围
适用于材质20#/20G,管径≥60mm的管道焊接
焊接工
艺参数
层数
焊接方法
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
气体流量(L/min)
焊接工艺卡标准模板

5 直流反接
140
26
170
5
5 焊条电弧焊 E309-15
4 直流反接
120
24
150
焊接工艺规程
接头焊接工艺卡
QG/LT-C75
焊接顺序
焊接工艺卡编号
1
1 焊接前将焊接区域及周围20mm范围内的油污
图号
1
、锈蚀、水及其它有害杂质清理干净。
接头名称
对接
2 采用焊条电弧焊
接头编号
1,4,5
3 焊缝外观检查
焊评编号
/
持证项目
/
序号 本厂 /
检验
4
W/
母材-1
40角钢Q235
厚度
4mm
5
H/
180
26
140
140
24
130
140
24
140
9
2 焊条电弧焊 E308-16
4
直流反接
140
24
130
10
3 焊条电弧焊 E308-16
11
4 焊条电弧焊 E308-16
4
直流反接
140
24
130
4 直流反接
140
24
120
焊接工艺规程
接头焊接工艺卡
焊接顺序
焊接工艺卡编号
4
1 焊接前将焊接区域及周围20mm范围内的油污 、锈蚀、水及其它有害杂质清理干净。
预热温度(℃)
/
母材-2
厚度
层间温度(℃)
/
焊缝金属-1
j422
厚度
焊后热处理
/
焊缝金属-2
厚度
焊接位置
20#管道焊接焊接工艺卡(循环水总线)

焊接工艺卡
工程名称2023大检
修
管线(设备)
号
循环水线
工艺评定
编号
A12
母材材质20#
母材
规格
Φ356*8
材质
编号
Fe-1-1
接头型式图:对接缝焊接:
a=60±5º P=1±0.5 b=3.0±0.5 1.5≤s≤14技术说明:
1、焊前将坡口处20mm范围内油污处理干净。
2、焊接时地线与母材连接牢固,引弧时在坡口内侧防止母材电弧擦伤。
3、管径小于60mm优先选用全氩弧焊焊接,其它管径可采用氩电联焊,焊缝表面应平滑整齐,每道焊缝应尽量一次焊完。
4、焊缝完成后应清理干净,焊缝表面应无夹渣、气孔、裂纹、飞溅、咬边、焊瘤等缺陷。
5、焊接环境:氩弧焊风速≥2m/s,电弧焊风速≥8m/s相对湿度≥90%,雨、雪时无有效保护措施应停止焊接。
确定工艺参数
焊接方法GTAW /SMAW 焊条烘烤温度(℃)350 焊接极性正接/反接母材预热温度(℃)/ 焊丝牌号H08Mn2SiA 层间温度(℃)/
焊丝规格
(mm)
Φ2.5 焊后热处理温度(℃)/ 焊条牌号J427 施焊条件室外焊条规格
(mm)
Φ2.5 Φ3.2 焊枪氩气流量(升/分)8—12
焊接电流90/140 管内(氩)气流量(升/
分)
/
焊接电压12/34
焊接层数2/3
编制审核审批日期日期日期。
焊接工艺卡样本

3.严禁在设备上乱点、乱焊或调试电流,严禁在设备上随意焊接临时支撑物。
4.焊接时注意观察熔池状况,每层焊道焊完后都应仔细清理检查,确认无缺陷后再进行次层焊接,要特别注意接头和收弧的质量,表面成型美观。
5.文明施工,电焊线的走向布置要合理,焊材以及用完的焊条(丝)头不得乱放
乱丢,每日必须回收,用不完的焊材要及时返库,工作完成后应做到工完料尽
场地清。
6.焊接完成后立即对焊缝清理自检,及时填写自检记录。
焊 工
交底人
日期
编制
审批
焊接工艺卡
作业部门名称: 编号:项来自名称焊口数焊口规格
材质
焊接方法
保护气体
氩气
气体流量
焊
丝
规格
焊
条
规格
型号
型号
焊接
电流
打底
焊口示意图
盖面
焊接
材料
焊丝(Kg)
焊条(Kg)
φ2.5
φ3.2
φ4.0
热处理
预热
预热温度℃
预热方式
火焰加热
后热
后热温度℃
升温速度
焊后热处理
恒温温度/时间
缓冷
保温材料
注意事项:
1.焊接前应仔细检查焊口有无错口、折口现象,焊口清理是否干净,焊接材料规格牌号是否与工艺卡上相同,焊工需检查确认合格后方可开始点口施工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊
工 日期 审批
交底人 编制
焊接工艺卡
作业部门名称: 编号:来自项目名称 焊口规格 焊接方法 焊 丝 焊接 电流 规格 型号 打底 盖面 保护气体 氩气 焊 条 材质 气体流量 规格 型号
焊口数
焊口示意图
30~35°
焊丝(Kg) 焊接 材料 焊条(Kg) 预热 后热 热处理 焊后热处理 缓冷 φ 2.5 φ 3.2 φ 4.0 预热温度℃ 后热温度℃ 恒温温度/时间 保温材料 升温速度
2±1 2±0.5
预热方式
火焰加热
注意事项: 1. 焊接前应仔细检查焊口有无错口、折口现象,焊口清理是否干净,焊接材料规格牌号是否与工艺卡上相同, 焊工需检查确认合格后方可开始点口施工。 2. 施工时搭设好防风、防雨棚,做好防风、防雨及防寒措施。 3. 严禁在设备上乱点、乱焊或调试电流,严禁在设备上随意焊接临时支撑物。 4. 焊接时注意观察熔池状况,每层焊道焊完后都应仔细清理检查,确认无缺陷后再进行次层焊接,要特别注意 接头和收弧的质量,表面成型美观。 5. 文明施工,电焊线的走向布置要合理,焊材以及用完的焊条(丝)头不得乱放 乱丢,每日必须回收,用不完的焊材要及时返库,工作完成后应做到工完料尽 场地清。 6. 焊接完成后立即对焊缝清理自检,及时填写自检记录。