焊接外观质量检查记录
钢结构加工焊接焊缝外观质量检查记录

钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
施焊及焊接接头外观检查记录

施焊及焊接接头外观检查记录项目名称:XXXX检查日期:XXXX年XX月XX日一、检查目的:本次焊接接头外观检查旨在验证施焊过程中的焊接接头是否符合规范要求,确保焊接接头的质量和可靠性。
二、检查范围:本次检查主要针对以下方面进行检查:1.焊接接头的几何形状是否符合设计要求;2.焊缝表面是否存在缺陷、气孔等不良现象;3.焊接接头的结构是否牢固,无松动现象;4.焊缝是否完全填充,无夹渣等现象。
三、检查方法:本次外观检查采用目视检查和放大镜检查相结合的方法,对焊接接头进行细致的观察和评估。
四、检查结果:1.外观形状:检查了焊接接头的几何形状,经测量和对比,未发现明显偏差,符合设计要求。
焊缝的宽度、高度等尺寸均在允许范围内。
2.表面缺陷:通过目视检查和放大镜检查,未发现焊缝表面存在明显的缺陷,如气孔、裂纹、夹渣等。
焊缝表面光洁度良好,无明显的划痕或麻点状缺陷。
3.结构牢固:对焊接接头进行摇动和轻敲等操作,未发现焊接接头存在明显的松动现象。
焊接接头与母材之间的结合紧密,无明显间隙,结构牢固可靠。
4.焊缝填充情况:通过放大镜检查,焊缝填充饱满,无明显空隙。
夹渣、夹渣等问题未发现。
五、不合格项处理:如发现焊接接头存在不良现象(如明显的缺陷、结构松动等),应立即采取相应的措施进行修正。
修复后,需要再次进行外观检查以确保问题得到解决。
六、备注:检查过程中需注意观察的细节和技巧,避免遗漏和误判。
检查记录应详尽、准确,方便后续追溯和评估。
七、检查人员:检查人员:XXXXX职务:XXXXX八、检查日期:检查日期:XXXX年XX月XX日以上为施焊及焊接接头外观检查记录。
检查结果表明焊接接头符合规范要求,具备良好的质量和可靠性。
焊缝外观检查记录

焊缝外观检查记录焊缝外观检查是对焊接过程中形成的焊缝进行检查、评价和记录的过程。
正确的外观检查可以帮助我们发现焊接缺陷和不符合要求的焊缝质量,从而采取相应的措施进行修复或改进。
下面是对焊缝外观检查进行详细记录的一份报告,字数超过1200字。
一、检测目的二、检测对象三、检测设备1.放大镜:用于观察焊缝表面的细微缺陷。
2.显微硬度计:用于测量焊缝的硬度。
四、检测方法1.视觉检查:通过肉眼观察焊接表面,发现焊接缺陷和不良现象。
2.放大镜检查:在需要观察细微缺陷的情况下,使用放大镜放大焊接表面,以便更清晰地观察和分析。
3.硬度测量:使用显微硬度计对焊缝进行硬度测试,以评估焊缝的力学性能。
五、检测结果及记录日期:xxxx年xx月xx日检测人员:xxxa.焊缝1(位置):视觉检查:焊接表面光洁,无明显凹凸、气孔、裂纹等缺陷。
放大镜检查:焊接表面细微缺陷较少,但仍有个别细微气孔。
硬度测量:平均硬度值为xxx。
b.焊缝2(位置):视觉检查:焊接表面光洁,无明显凹凸、气孔、裂纹等缺陷。
放大镜检查:焊接表面细微缺陷较少,无明显气孔。
硬度测量:平均硬度值为xxx。
c.焊缝3(位置):视觉检查:焊接表面有较明显的凹凸,存在气孔和夹渣现象。
放大镜检查:焊接表面存在明显的气孔和夹渣现象,缺陷数量较多。
硬度测量:平均硬度值为xxx。
2.检测结论与建议焊缝1和焊缝2的外观检查结果良好,符合要求,焊接工艺稳定,无需进一步处理。
焊缝3存在明显缺陷,需要进一步分析原因并采取相应的解决方案,可能需要调整焊接参数、改进焊接工艺或更换焊接材料。
六、检测记录问题与不足1.外观检查结果主要以文字描述,对于焊接缺陷的位置、大小及分布等没有进行图像记录。
2.对于焊接缺陷的评估依赖于观察者的主观判断,存在一定的主观性和不准确性。
3.对于焊缝的硬度测量结果缺乏比较标准和参考值,无法准确评估其强度。
七、改进措施1.对焊接缺陷进行拍照记录,并建立缺陷分类和评估标准,以提高检测结果的客观性和可比性。
施焊及焊缝外观检验记录
施焊及焊缝外观检验记录
日期:XX年XX月XX日
施焊工程:XXX部位
检验人员:XXX
焊接人员:XXX
一、施焊情况:
1.施焊设备:使用牌号为XXX的焊接设备进行施焊。
2.预热情况:施焊前对焊接部位进行了预热处理,预热温度为XXX摄氏度,预热时间为XXX分钟。
3.焊接材料:使用牌号为XXX的焊接材料进行施焊。
4.焊接工艺:采用XXX种焊接方法,焊接参数为XXX。
5.施焊控制:根据焊接工艺规程要求,进行了施焊控制。
二、焊缝外观检验:
1.检验标准:焊缝外观应符合相关标准和规范的要求。
2.检验方法:采用人工目视检查法进行焊缝外观检验。
3.检验内容:
(1)焊缝是否均匀、连续,无间歇性焊道、夹渣、穿透不良等缺陷。
(2)焊缝表面是否平整,无严重凹凸、焊渣和气孔等缺陷。
(3)焊接接头表面是否干净,无油污、腐蚀物、氧化皮等影响焊缝质量的现象。
(4)焊缝表面是否有裂纹、毛刺等缺陷。
(5)焊接处是否有未熔合或部分熔合不良的现象。
(6)焊缝形状和尺寸是否符合设计要求。
三、检验结果:
1.检验结论:经焊缝外观检验,该施焊工程的焊缝外观符合相关标准和规范的要求。
2.检验记录:见下表。
序号焊缝部位检验内容检验结果
1XXX施焊情况合格
2XXX焊缝外观合格
3XXX焊缝外观合格
...
四、检验意见和建议:
对施焊情况及焊缝外观检验结果无异议。
检验人员:(签名)日期:(年/月/日)。
管道焊接检查记录
管道焊接检查记录日期:___年__月__日检查单位:_____________________被检查单位:_____________________检查人员:_____________________1.被检查管道基本信息管道编号:_____________________管道材质:_____________________管道规格:_____________________管道长度:_____________________2.检查内容2.1管道焊缝外观检查检查人员对管道焊缝进行外观检查,包括焊接接头、熔化区、焊道以及周围金属是否有裂纹、气孔、夹渣、不良变形等缺陷。
发现问题:_____________________处理措施:_____________________2.2管道焊缝尺寸检查检查人员使用合适的工具测量管道焊缝的尺寸,包括焊缝高度、焊缝宽度、焊缝缩口以及焊缝内外突起程度等。
发现问题:_____________________处理措施:_____________________2.3管道材质成分检测检查人员针对管道材质进行成分分析,包括化学成分及物理性能等,以验证管道材质是否符合相关标准要求。
材质成分分析结果:_____________________3.检查结果统计根据上述检查内容,对检查结果进行统计和归纳。
共检查管道数量:_____________________合格管道数量:_____________________不合格管道数量:_____________________不合格管道处理情况:_____________________4.检查结论根据检查结果,对管道焊接工艺及质量进行评价。
结论:_____________________5.检查意见和建议根据实际检查情况,对被检查单位提出相关意见和建议,以提高管道焊接质量。
意见和建议:_____________________6.检查人员签名:_____________________7.被检查单位签名:_____________________注:本检查记录仅为参考,可以根据具体检查情况进行适当调整。
焊接材料(焊条、焊丝、焊剂)进场质量合格证文件及外观质量检查记录

应清晰。年月日年月日2
GB50205-2001
焊接材料(焊条、焊丝、焊剂、焊钉、瓷环)进场质量
合格证明文件及外观质量检查记录(4.3.1-2,4.3.3,4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:
验收项目
焊接材料
质保书(或合格证)
本批进货数量(吨或件)
复验结果
焊条外观不应有药皮脱落、焊芯生锈等缺陷
焊剂不应受潮结块
品种
规格
尺寸
钢号
原件或复印件
编号
数量
性能
焊钉
瓷环
验收日期
验收数量
检查ห้องสมุดไป่ตู้况
年
月
日
检查结果
主控项目:检查项,符合要求项。
一般项目:检查点,其中合格点,合格率%。
注:1、全数检查质量合格证明文件、中文标志及检验报告等;
2、重要钢结构采用的焊接材料应进行抽样复试。焊条、焊剂外观抽查1%,不少于10包。材料员:质检员:
钢结构焊缝外观检查记录通用模板

工程名称: 工程1 施工单位 规格尺寸
序号
焊缝 编号
1
hf-01钢结构焊缝外观检查记录通用模板
GL-JH-2
焊缝类型
角焊缝 角焊缝 角焊缝
质量 等级
二级 二级 二级
构件名称及编号
编号:
00-00-C4-001 钢梁-3
检查日期
年月日
咬边 √
外观检查记录
表面 缺陷
错边
焊缝 余高
√
√
√
焊脚 尺寸
√
结论 合格
√
√
√
√
√
合格
√
√
√
√
√
合格
检查结论:
钢结构焊缝外观质量检查符合设计和规范要求,检验合格。
签
监理(建设)单位
字
专业技术负责人
施工单位 专业质量员
专业工长
栏
说明:1.此表用于钢结构焊接工程焊缝外观质量的检查记录。 2.此表中“焊缝类型”栏填“对接焊缝”或“角焊缝”,“质量等级”栏按施工图设计对该焊缝的要求 填写,如“一级”或“二级”等。 广西建设工程质量安全监督总站编制
管道焊缝外观检查记录
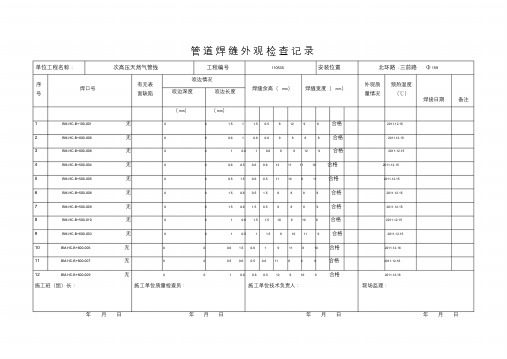
管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路- 三前路Φ159序号焊口号有无表面缺陷咬边情况咬边深度咬边长度焊缝余高(mm)焊缝宽度(mm)外观质量情况预热温度(℃)焊接日期备注(mm)(mm)1 BM-HC-B+100-001 无0 0 1.5 1 1.5 0.5 8 12 9 8 合格2011.12.152 BM-HC-B+000-006 无0 0 0.6 1 0.6 0.6 9 8 8 8 合格2011.12.153 BM-HC-B+000-008 无0 0 1 0.6 1 0.6 8 9 12 9 合格2011.12.154 BM-HC-B+500-004 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.155 BM-HC-B+500-005 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.156 BM-HC-B+500-008 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.157 BM-HC-B+500-009 无0 0 1.5 0.6 1.5 0.5 9 8 9 9 合格2011.12.158 BM-HC-B+500-010 无0 0 1 0.6 1.5 1.5 10 9 10 8 合格2011.12.159 BM-HC-B+600-003 无0 0 1 0.5 1 1.5 9 10 11 9 合格2011.12.1510 BM-HC-B+600-006 无0 0 0.6 1.5 0.6 1 9 11 8 10 合格2011.12.1611 BM-HC-B+600-007 无0 0 0.5 0.6 0.5 0.6 11 8 9 9 合格2011.12.1612 BM-HC-B+600-009 无0 0 1 0.6 0.6 0.5 12 9 10 9 合格2011.12.16施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路- 三前路Φ159序号焊口号有无表面缺陷咬边情况咬边深度咬边长度焊缝余高(mm)焊缝宽度(mm)外观质量情况预热温度(℃)焊接日期备注(mm)(mm)1 BM-HC-B+600-010 无0 0 1 0.6 1 0.6 8 9 12 9 合格2011.12.162 BM-HC-B1+200-001 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.163 BM-HC-B1+200-003 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.164 BM-HC-B1+200-005 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.165 BM-HC-B1+200-007 无0 0 1.5 0.6 1.5 0.5 9 8 9 9 合格2011.12.176 BM-HC-B+100-003 无0 0 1 0.6 1.5 1.5 10 9 10 8 合格2011.12.177 BM-HC-B+000-007 无0 0 1 0.5 1 1.5 9 10 11 9 合格2011.12.178 BM-HC-B+600-001 无0 0 0.6 1.5 0.6 1 9 11 8 10 合格2011.12.179 BM-HC-B1+100-008 无0 0 0.5 0.6 0.5 0.6 11 8 9 9 合格2011.12.1710 BM-HC-B1+100-009 无0 0 1 0.6 1 0.6 8 9 12 9 合格2011.12.1711 BM-HC-B1+100-010 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.1712 BM-HC-B1+200-002 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.18施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路- 三前路Φ159序号焊口号有无表面缺陷咬边情况咬边深度咬边长度焊缝余高(mm)焊缝宽度(mm)外观质量情况预热温度(℃)焊接日期备注(mm)(mm)1 BM-HC-B1+200-002 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.182 BM-HC-B1+200-004 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.183 BM-HC-B1+200-006 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.18456789101112施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路- 三前路Φ159序号焊口号有无表面缺陷咬边情况咬边深度咬边长度焊缝余高(mm)焊缝宽度(mm)外观质量情况预热温度(℃)焊接日期备注(mm)(mm)1 BM-HC-B1+400-001 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.182 BM-HC-B1+400-006 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.183 BM-HC-B1+600-001 无0 0 1.5 0.6 1.5 0.5 9 8 9 9 合格2011.12.184 BM-HC-B1+500-007 无0 0 1 0.6 1.5 1.5 10 9 10 8 合格2011.12.185 BM-HC-B1+500-010 无0 0 1 0.5 1 1.5 9 10 11 9 合格2011.12.186 BM-HC-B1+300-010 无0 0 0.6 1.5 0.6 1 9 11 8 10 合格2011.12.187 BM-HC-B1+400-002 无0 0 0.5 0.6 0.5 0.6 11 8 9 9 合格2011.12.198 BM-HC-B1+400-004 无0 0 1 0.6 1 0.6 8 9 12 9 合格2011.12.199 BM-HC-B1+400-005 无0 0 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.1910 BM-HC-B1+500-008 无0 0 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.1911 BM-HC-B1+500-009 无0 0 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.1912施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日。
焊缝外观质量检查原始记录本
表号:GQL-ES20焊缝外观质量检查原始记录本第册共册项目名称:标段:开始时间:年月日结束时间:年月日施工单位:(盖章)监理单位:(盖章)说明1、本记录本共100页,不得撕毁、缺页,严禁不合规定的涂改。
按照施工的时间顺序填写,不得补记。
2、本表分别对应系统表格ES20《焊缝外观质量检查记录表》。
3、有监理旁站时,检查完后监理当场签名,没有监理旁站时,在监理栏划上“/”。
4、施工原始数据实时填写在记录本上,严禁在草稿纸上先记录再转抄记录本上。
5、根据本记录本的数据可以直接出具电脑打印的检测报告,检测报告上要注明数据在记录本的位置。
6、将数据录入系统计算后,如发现现场检测结果不合格时,应在原始记录的下一行注明“作废”、“重做”、“追加”、“返工处理”等处理情况,并说明整改、重做的序号。
7、本记录本作为竣工资料移交归档,永久保存。
焊缝外观质量检查记录表表号:GQL-ES20工程名称港珠澳大桥主体工程桥梁工程CB05-G1 标钢主梁及索塔钢结构制作工程部件编号报验日期序号项目简图质量要求(mm)实测结果1 咬边△△横、纵向受拉对接焊缝不允许横向受压对接焊缝Δ≤0.3主要角焊缝Δ≤0.5其它焊缝Δ≤1.02 气孔对接焊缝不允许主要角焊缝直径小于1.0 每m不多于3个,其间距不小于20㎜其它焊缝直径小于1.53 焊脚尺寸主要角焊缝K+20;其他角焊缝K+2-1,手弧焊全长10%范围内允许K+3-14 焊波h≤2(任意25mm范围内)5余高(对接)b≤15时,h≤3;15<b≤25时,h≤4;b>25时,h≤4b/25单面焊接的横向对接焊缝背面余高h≤26余高铲磨(对接)△△Δ1≤ 0.5Δ2≤ 0.3表面粗糙度Ra50μm7 裂纹、未熔合、未填满、焊瘤结论备注检查人员日期监理工程师日期。
SGT钢结构工程焊缝外观质量检查记录
SGT钢结构工程焊缝外观质量检查记录焊缝外观质量检查是钢结构工程中非常重要的一环,它直接关系到焊接质量的好坏。
下面给出一个1200字以上的SGT钢结构工程焊缝外观质量检查记录作为参考:一、项目概述本次质量检查针对SGT钢结构工程的焊缝外观质量进行,以下是检查内容和检验标准。
二、检查内容本次检查主要从以下方面对焊缝外观质量进行检查:1.焊缝形状和尺寸;2.焊缝表面的缺陷,如气孔、裂纹、夹渣、夹杂物等;3.焊缝的颜色和亮度;4.焊缝的连接牢固性。
三、检验标准1.焊缝形状和尺寸应符合设计要求,并且焊缝厚度应均匀一致。
2.焊缝表面不得有气孔、裂纹、夹渣、夹杂物等缺陷,并且焊缝两侧应平整。
3.焊缝的颜色应均匀一致,不得有明显的色差,并且焊缝表面的亮度应符合要求。
4.焊缝连接牢固,不得有松动、脱落等现象。
四、检查记录日期:XX年XX月XX日地点:XXX检查单位:XXX被检单位:XXX检查人员:XXX检查内容及结果:1.焊缝形状和尺寸:对焊接连接处的焊缝进行测量,尺寸符合设计要求,形状均匀一致。
2.焊缝表面缺陷:对焊缝表面进行仔细观察,未发现任何气孔、裂纹、夹渣、夹杂物等缺陷。
3.焊缝的颜色和亮度:焊缝的颜色均匀一致,亮度符合要求,无明显的色差。
4.焊缝的连接牢固性:对焊接连接处进行检查,焊缝连接牢固,未发现松动、脱落等现象。
五、检查结论本次SGT钢结构工程焊缝外观质量检查结果良好,焊缝形状和尺寸符合设计要求,表面无缺陷,颜色亮度均匀一致,连接牢固。
六、存在问题及改进措施1.检查过程中未发现任何问题,说明被检单位在焊接过程中严格按照相关要求进行操作,但仍需继续保持注意,确保焊缝外观质量。
2.进一步加强对焊接人员的培训和管理,提高他们的操作技能和质量意识,减少焊接缺陷的发生。
七、检查人员签名:检查人员:签名XXX以上是针对SGT钢结构工程焊缝外观质量检查的一个1200字以上的检查记录,此记录可根据具体项目的需求进行调整和完善。
钢管焊接及焊缝外观检查记录

I
施工单位自查意见:
质检员(签字):年月日
监理/建设单位检查意见:
监理工程师/质检员(签字):年月日
钢管焊接及焊缝外观检查记录
工程名称
汉洪高速(梅子路口)临时热水管改造工程
施焊日期
2012.12.10
天气
晴
管材及管径
无缝钢管D426X10
坡口形式
V形坡口
预热温度
焊接方式
氩弧焊打底、电
包弧焊填充
23
1.5
67
2.1
0.5
无
无
无
无
0.6
I
426—016
22
1.5
69
2.1
0.4
无
无
无
无
0.8
I
426—017
19
1.6
68
2.1
0.3
无
无
无
无
0.6
I
426—018
25
1.7
68
2.3
0.2
无
无
无
无
0.8
I
合格
426—019
22
1.8
70
2.4
0.4
无
无
无
无
0.6
I
合格
426—020
18
1.8
68
焊口
编号
管号
(原材
料)
焊缝位置(所在
桩号)
坡口内外清理范围(mm)
钝边
(mm
)
坡口角度
(°
)
间隙
(mm
)
内壁错
边量
(mm)
焊接检验质量验收记录表
焊接检验质量验收记录表一、引言焊接检验是确保焊接结构安全性和质量的关键过程。
通过对焊接接头的物理、化学和机械性能进行全面评估,可以有效地保证焊接工程的质量。
本文将详细介绍焊接检验质量验收记录表及其重要性。
二、焊接检验质量验收记录表概述焊接检验质量验收记录表是一份详细记录焊接接头质量信息的文件。
该记录表包含了焊接接头的各项质量指标,如焊缝外观、尺寸、硬度、金相组织、无损检测等。
通过对这些数据的分析,可以判断焊接接头是否符合设计要求,从而确保焊接工程的质量。
三、焊接检验质量验收记录表的内容1、焊缝外观检查:记录焊缝的表面质量,如咬边、焊瘤、飞溅等缺陷。
2、焊缝尺寸测量:测量焊缝的宽度、高度、间隙等尺寸,判断是否符合设计要求。
3、硬度检测:通过硬度计测量焊缝和母材的硬度,判断是否符合技术标准。
4、金相组织分析:通过金相显微镜观察焊缝的金相组织,判断其结晶质量和显微组织。
5、无损检测:采用超声波、射线等方法对焊缝进行无损检测,判断内部是否存在缺陷。
四、焊接检验质量验收记录表的重要性1、保证焊接工程质量:通过焊接检验质量验收记录表,可以全面了解焊接接头的各项质量指标,从而保证焊接工程的质量。
2、指导焊接施工:通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
3、确保安全:焊接检验质量验收记录表是工程验收的重要依据,也是保证焊接结构安全的重要手段。
4、为未来工作提供参考:焊接检验质量验收记录表可以为以后的焊接工程提供参考,避免出现类似的问题。
五、结论焊接检验质量验收记录表是保证焊接工程质量的重要工具。
通过详细记录和评估焊接接头的各项质量指标,可以有效地保证焊接结构的安全性和稳定性。
通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
因此,我们应该充分重视焊接检验质量验收记录表的重要性,并将其作为焊接工程质量控制的重要组成部分。
检验批质量验收记录表一、引言在建筑工程中,质量验收是决定工程最终质量的关键环节。
安装焊缝外观质量检查记录

安装焊缝外观质量检查记录一、前言焊接作为一种常用的连接工艺,在工业生产过程中起着重要作用。
焊接质量的好坏直接关系到焊接结构的强度、密封性和耐久性等,因此焊缝外观质量检查是非常重要的环节。
本文将就焊缝外观质量检查的内容和记录方式进行详细介绍。
二、焊缝外观质量检查的内容焊缝外观质量可以通过以下几个方面进行检查:1.焊缝的几何尺寸:检查焊缝的高度、宽度、深度和形状等几何尺寸是否符合设计要求。
2.焊缝的表面质量:检查焊缝的表面是否平整,是否有裂纹、气孔、夹渣等缺陷。
3.焊缝的外观形态:检查焊缝的形态是否符合要求,如焊缝的形状是否匀称、是否有变形等。
4.焊缝的焊接变色:检查焊缝的焊接变色情况,如是否有较大的焊接变色、是否有明显的变色极限线等。
5.焊缝的外观清洁度:检查焊缝的外观是否存在漏焊、飞溅、高温氧化等问题,焊缝周围是否干净。
三、焊缝外观质量检查的记录方式焊缝外观质量检查可以采用记录表格的方式进行,以下是一种常用的记录表格示例:焊缝编号,焊缝位置,检查日期,检查人员,外观缺陷,备注----------,----------,----------,----------,----------,----------1,焊缝1,2024/01/01,张三,无缺陷2,焊缝2,2024/01/01,李四,夹渣,重新清理焊缝3,焊缝3,2024/01/02,王五,裂纹,焊接补强在记录表格中,每一行代表了一次焊缝外观质量检查的结果。
表格中的列依次包括焊缝编号、焊缝位置、检查日期、检查人员、外观缺陷和备注。
在填写记录表格时,需要准确记录每一次检查的具体情况。
对于有外观缺陷的焊缝,需要在备注栏中说明缺陷的具体情况,并提出相应的处理措施。
四、总结焊缝外观质量检查是保证焊接质量的重要环节,在焊接过程中要严格按照相关标准和要求进行检查,并将检查结果准确记录下来。
通过焊缝外观质量检查记录表格的形式,不仅可以使检查工作更加规范和有序,还可以为后续的修复和改进提供依据。
焊缝外观质量检查记录-焊缝外观及焊缝尺寸检查记录

焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:
焊缝外观质量检查记录
检查:记录:。
管道焊缝外观检查记录
管道焊缝外观检查记录日期:2024年9月15日检查人:XXX一、检查对象焊接对象:管道焊缝管道材质:不锈钢焊接方法:TIG焊接焊缝形式:对接焊缝二、检查仪器1.白色LED手电筒2.放大镜3.直尺4.记录表格三、检查内容及结果1.外观检查(1)检查焊缝的表面是否平整,无凸起或瘪陷现象。
结果:焊缝表面平整,无凸起或瘪陷现象。
(2)检查焊缝的颜色是否均匀,无孔洞或气孔。
结果:焊缝颜色均匀,无孔洞或气孔。
(3)检查焊缝两侧的夹渣情况。
结果:焊缝两侧无夹渣。
(4)检查焊缝的边缘是否整齐,无毛刺。
结果:焊缝边缘整齐,无毛刺。
2.尺寸检查(1)使用直尺测量焊缝的宽度,与设计要求进行比较。
结果:焊缝宽度为4mm,符合设计要求。
(2)使用直尺测量焊缝的高度,与设计要求进行比较。
结果:焊缝高度为5mm,符合设计要求。
3.其他检查(1)使用白色LED手电筒照射焊缝,观察焊缝是否有裂纹。
结果:焊缝表面光滑,无裂纹。
(2)使用放大镜对焊缝进行细致观察,检查是否有未熔合或烧穿现象。
结果:焊缝完全熔合,无未熔合或烧穿现象。
四、检查结论根据以上检查结果,管道焊缝的外观满足设计要求,尺寸合格,无裂纹、未熔合或烧穿现象。
焊缝质量良好,符合相关标准,并可继续进行下一步工艺。
五、备注由于本次检查仅对外观进行检验,未对焊缝的内部结构进行无损检测。
如有需要,建议进行X射线或超声波等无损检测方法,以确保焊缝的内部质量。
六、签名检查人:XXX。