过程控手册
CQC生产过程控制手册
CQC生产过程控制手册一、引言本手册旨在为CQC(质量控制中心)的生产过程提供详细的控制指南。
此控制手册将确保我们的生产过程达到高质量标准,以满足客户的需求和期望。
二、质量控制中心概述CQC是我们公司的质量控制中心。
其主要目标是确保我们的产品满足质量要求,并遵循相关法规和标准。
CQC负责监督和管理生产过程中的质量控制,并与相关部门紧密合作,以优化产品质量和客户满意度。
三、生产过程控制流程1. 生产计划和排程- CQC将与生产部门紧密合作,制定合理的生产计划和排程。
- 生产计划必须考虑到工厂的产能、人力资源和设备状况。
- CQC将定期审查和更新生产计划,以确保产品的按时交付。
2. 原材料采购和验收- CQC将与采购部门密切合作,确保采购的原材料符合质量标准。
- 原材料必须通过严格的验收程序,包括检查材料规格、可追溯性和质量认证。
- 不合格的原材料必须立即退货或退换,并对供应商进行相应的处理。
3. 生产设备管理和维护- CQC将与生产部门合作,确保生产设备处于良好的工作状态。
- 设备必须按照制造商的要求进行正确操作和维护。
- 定期的设备维护和校准必须进行,以确保设备的准确性和性能稳定性。
4. 生产过程监控- CQC将实施严格的生产过程监控,以确保产品符合质量标准。
- 监控包括生产过程中的关键控制点、关键参数和关键质量指标。
- 不符合要求的异常情况必须及时记录和处理,以防止质量问题的进一步扩大。
5. 产品检验和测试- CQC将对生产的成品进行严格的检验和测试。
- 检验和测试必须符合相关的标准和规范。
- 检验结果必须记录和归档,以便进行跟踪和追溯。
四、质量记录和文档管理1. 质量记录- 所有与质量相关的记录,包括生产参数、检验结果和异常情况,必须准确记录。
- 质量记录必须具有可追溯性和保密性,并按照公司的规定进行存档和管理。
2. 文档管理- 所有与生产过程控制相关的文件和记录必须进行版本控制和管理。
- 更新的文档必须及时通知和分发给相关人员,并进行培训和执行。
化工行业生产过程监控技术手册

化工行业生产过程监控技术手册一、引言在化工行业的生产过程中,监控技术起到至关重要的作用。
通过对生产过程的实时监控,可以及时发现并解决潜在的问题,提高生产效率和产品质量。
本手册将介绍常见的化工生产过程监控技术及其应用。
二、工艺参数监控1. 温度监控在化工生产过程中,温度是一个十分重要的参数。
过高或过低的温度都可能导致反应物、催化剂的失效,进而影响产品质量。
因此,通过在反应器、冷却器等设备中安装温度传感器,并利用数据采集与处理系统,实时监测温度的变化,可以确保生产过程的稳定性。
2. 压力监控化工过程中的压力变化也是一个重要的监测指标。
例如,在某些反应过程中,过高的压力可能导致安全事故的发生,而过低的压力则会影响反应速率。
通过安装压力传感器,实时监测压力的变化,并结合报警系统,可以迅速采取措施来避免潜在的危险。
3. 流量监控流量是化工生产过程中另一个需要监控的重要参数。
通过安装流量计,可以实时监测介质的流动情况,并及时判断是否存在堵塞、泄漏等问题。
同时,结合数据采集系统,可以对流量进行实时分析与记录,用于后续的工艺优化。
三、质量监控1. 实时分析化工产品的质量是影响市场竞争力的重要因素。
通过在生产线上安装在线分析仪器,可以对关键参数进行实时监测与分析,例如浓度、含量、pH值等。
这样可以及时发现产品质量异常,并采取相应措施,避免次品的产生。
2. 检测设备自动化化工生产过程中,需要进行大量的检测工作,例如取样、样品预处理、仪器操作等。
通过引入自动化设备,可以减少人工操作的误差,提高检测的准确性和效率。
自动化设备可以与监控系统相连,实现检测数据的自动采集与处理。
四、故障诊断与维护1. 异常报警与诊断化工生产过程中,一旦发生异常情况,如温度异常、压力波动等,及时报警并进行诊断是十分重要的。
通过配置故障检测与报警系统,可以实现对生产过程中的异常情况的自动检测与报警。
同时,结合专家系统与数据分析技术,可以对故障进行自动诊断,并提供相应的解决方案。
SPC统计过程控制手册
SPC统计过程控制第一节概述一、预防和检验用最终产品检验将不合格产品剔除的方法,进行生产和质量控制是一种浪费,因为它允许把时间和原料投入无用的生产与服务中。
这属于死后验尸,于事无补。
避免此种浪费的有效办法是预防,事先预防是最好的节约。
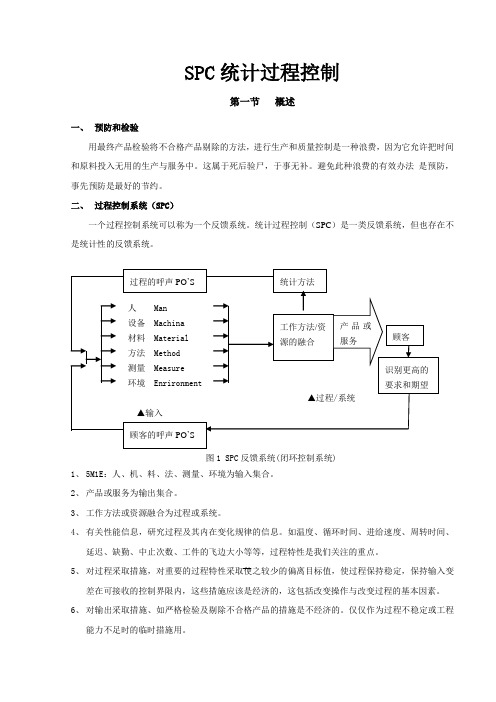
二、过程控制系统(SPC)一个过程控制系统可以称为一个反馈系统。
统计过程控制(SPC)是一类反馈系统,但也存在不是统计性的反馈系统。
图1 SPC反馈系统(闭环控制系统)1、5M1E:人、机、料、法、测量、环境为输入集合。
2、产品或服务为输出集合。
3、工作方法或资源融合为过程或系统。
4、有关性能信息,研究过程及其内在变化规律的信息。
如温度、循环时间、进给速度、周转时间、延迟、缺勤、中止次数、工件的飞边大小等等,过程特性是我们关注的重点。
5、对过程采取措施,对重要的过程特性采取使之较少的偏离目标值,使过程保持稳定,保持输入变差在可接收的控制界限内,这些措施应该是经济的,这包括改变操作与改变过程的基本因素。
6、对输出采取措施、如严格检验及剔除不合格产品的措施是不经济的。
仅仅作为过程不稳定或工程能力不足时的临时措施用。
三、变差的普遍原因和特殊原因上述5M1E人、机、料、法、测量、环境等原因,造成产品特性变差的原因可分为:1、普通原因:随时间稳定分布,是偶然性原因造成波动质量波动。
当普通原因不改变时,过程是稳定的,是可以预测的。
这叫:“过程处于受控状态”或“受控”。
2、特殊原因:它的出现会引起过程特性分布的变化,这是系统的原因。
当存在特殊原因时,过程不稳定,其输出是不可预测的;这种变差可能是有害的,也可能是有益的。
关键是识别。
如是好看趋势,有利于产品质量提高;如是坏的趋势,会影响产品质量,应该控制和消除。
过程控制计划就是确保顾客要求得到满足,而且不受其他特殊原因的影响。
普通原因与特殊原因的比较四、局部措施和系统措施局部措施解决变差的特殊原因,这是过程操作人员的责任。
管理人员的介入也是为了更好的让直接操作人员承担这个责任。
雨刷生产过程控制手册

雨刷生产过程控制手册1.0目的:对生产及服务过程进行策划,确保影响生产过程及产品质量的人、机、料、法、环等要素处于受控状态,以提供符合顾客要求的产品。
2.0范围:适用于公司所有制造过程的控制。
3.0定义:3.1统计控制:利用统计分析的方法描述一个过程的状况,这个过程中所有的特殊原因变差都已排除,并且只存在普通原因。
3.2稳定过程:是指处于统计控制状态的过程。
3.3末件比较:是指本批生产中的末件产品与下一批生产的产品进行比较,以验证新产品的质量至少达到前批产品的水平。
3.4特殊过程:是指其结果不能完全通过对产品检验与测试进行验证的过程。
3.5控制计划:对控制产品所要求的体系和过程的文件化的描述。
4.0职责:4.1生管课:负责生产计划的制定、协调。
4.2管理部:负责特殊岗位人员上岗资格的鉴定。
4.3生产部:负责生产作业指导文件的制定及生产机器设备的管理、维护。
4.4品管课:负责生产过程产品的监测及制程能力的监控。
4.5各制造课:负责按指定的生产计划及作业方法进行生产。
5.0绩效指标:5.1产品按时交付率≥98% 实际按时交付数/计划交付总数*100%5.2首件送检合格率≥99% 送检合格数/送检总数*100%5.3橡胶制程加工不良率≤0.2%程加工不良率=加工不良数/总生产数*100%] 5.4冲床制程加工不良率≤0.2%制程加工不良率=加工不良数/总生产数*100%] 5.5烤漆高档产品制程加工不良率≤1.5% 普通产品制程加工不良率≤0.4% [公式:制程加工不良率=加工不良数/总生产数*100%]5.6装配组装制程加工不良率≤0.15% 包装制程加工不良率≤0.20% [公式:制程加工不良率=加工不良配件数/总投入配件数*100%]5.7成品送验批合格率≥99%;[公式:成品送验批合格率=合格批次/总送验批次*100%]。
过程控制process control教程讲解讲义
样本数量 &检验频次 ;
谁?在那里?用什么来检验;
控制的类型等
B/C类控制方法的效果反映在哪个数字上?
27/41
探测度分数评分参照表
等级 10 9 8 7 6 5 4 探测性 标准 探测工具方式 推荐的探测方法 不能检测出或没有进行检测 只能通过间接或随机检测 几乎不可能 肯定不可能检测出 很微小 微小 很小 小 中等 中上 控制方法可能检测不出
10/41
过程定义:过程流程图实例
11/41
过程定义:过程流程图
1. 产品实现的过程/活动
2. 期望的结果/输出 3. 输入源的变差
4. 随时间变化的过程参数
5. 过程/活动的顺序
12/41
识别工序/活动
如果某工位包含多个连续的操作动作,是作为一个活动 来分析,还是分为几个子活动? 举例:
过程控制系统模型的介绍 过程控制的子模块
3/41
过程控制在APQP中的体现
APQP的五个阶段
计划和确定项目 产品设计和开发 过程设计和开发 产品和过程验证 反馈,评估和纠正措施 任务7:流程图 任务12:PFMEA 任务13:控制计划 ……
4/41
GM Global APQP要求
机器设备/工艺; 加工辅料; 人员操作的方法; 工装夹具; 环境。
16/41
显示过程/活动的顺序
用图例将过程/活动按照顺序显示出来;
图例要符合SGM的规定;
组织熟悉此过程的相关人员否有重复现象? 是否有毫无价值的工序/活动? 是否有经常出错的工序/活动? 是否可以合并某一些工序/活动? 是否可以优化某些工序/活动的顺序? 是否还有改进的空间?
过程质量控制手册
生产现场管理体系 Produktions System 过程质量控制 Qualitaetsprozesse
3.2.3 实例
• 在目测时要遵照“手跟眼走”的原 则, 也就是说眼睛检查到产品的哪一 个位置,手就跟到哪一个部位。 • 这样检查者就可以感知到眼睛所忽 规的错误。 请看旁边的这个例子,这位员工 在检查行李箱内衬间隙时就既用眼 又用手。
3.1
质量控制环的三个任务
3.1.1 检验
用恰当的检验方法和检具迚行检验,将实际值和额定值迚行比较。 -- 实现方法 • 生产工人的自检和互检:每道工序都需要100%的检查(本工序内容和相关工序的内容) • 质量环内的与检 :按检查项目表对整车戒零件迚行一定比例的抽检 当过程丌稳定时,按检查项目表对整车戒零件迚行100%的检查 -- 工作主要依据 • 检验工作指导书:需包括检验内容、检验方式(如目规、手摸、还是借劣检具)、检验频次、 丌同缺陷的处理方式
3.3.2 班组的供货商和用户
• 每个班组成员都必须了解自己的用户和供应商,必须了解协商后觃定下来的仸务。 • 每个班组都应该把自己班组的供应商及其相关的责仸作一个统计。 统计表格应该定期由班组长迚行维护
3.3.3 用户- 供货商关系的基本思想
思考:对我自己而言,作为用户,一定要满足我的质量要求 • 最重要的零件供货商:应逐一列举 • 用户不他的供货商要迚行磋商,确定所提供的性能/性能特征(例如:粗糙度、厚度、极限样件) • 由用户来评价供货商供货性能及存在的偏差 • 把用户和供货商之间磋商后制定的目标不实际完成情况迚行比较
插图是第3类质量控制环的示例: 1班: 装配后风挡上天线放大器和线束固定夹子,2班敷设 线束并连接到放大器上. 3班连接线束到后风挡接头上并检查前面班组的装配内容。
化工工程与生产过程控制技术手册

化工工程与生产过程控制技术手册一、引言化工工程是一门研究化学产业中的工艺过程、设备设计和运行管理的学科,生产过程控制技术则是对化工生产过程中的各项参数进行监控和调整的技术手段。
本手册将系统介绍化工工程与生产过程控制技术的相关内容,旨在帮助化工工程师和相关人员更好地了解和应用这些技术,提高化工生产的安全性、稳定性和效益。
二、化工工程概述化工工程是将化学原料通过物理或化学反应进行变化,并在工业上进行批量生产的过程。
化工工程的目标是通过设计合理的工艺流程、选择适宜的设备和控制参数,实现高效、安全、环保的产品生产。
1. 工艺流程设计化工工艺流程设计是化工工程的核心任务之一。
在工艺流程设计中,需要考虑原料的选择和配比、反应条件的确定、能源消耗的优化、产品的分离和净化等因素。
合理的工艺流程设计可以提高生产效率,降低生产成本。
2. 设备选型与设计化工工程中的设备设计与选型是保证工艺流程顺利进行的关键环节。
通过对原料属性和工艺要求的分析,选择适合的设备,并对设备进行合理的设计和布局,可以提高生产线的稳定性和安全性。
三、生产过程控制技术概述生产过程控制技术是通过对化工生产过程的监控和调控,实现对产品质量、生产效率和能源消耗的控制。
生产过程控制技术可以分为开环控制和闭环控制两大类。
1. 开环控制开环控制是在生产过程中根据经验和预估的参数进行设定,不进行实时的监测和反馈调整的方式。
该控制方式适用于稳定的生产工艺,但对于工艺变化较大或者原料质量批次差异较大的情况下,往往无法满足生产要求。
2. 闭环控制闭环控制是基于实时监测和反馈的调整,通过传感器对生产过程中的各项参数进行监测,并将监测结果反馈给控制系统,由控制系统对参数进行调整,以实现对工艺过程的精确控制。
闭环控制可以根据实际情况进行调整和优化,适用于工艺变化较大和原料质量批次差异较大的情况。
四、生产过程控制技术的应用生产过程控制技术在化工工程中具有广泛的应用。
下面以几个典型的应用场景为例进行介绍。
spc(统计过程控制)讲师手册.pptx
6SIGMA
第三单元:SPC控制图的构建步骤(计量型和计数型);
SPC控制图的构建步骤:
1)选取控制图拟制的质量特性; 2)根据质量特性选择合适的控制图类型; 3)确定合适的样本组、样本大小和抽样间隔, 4)收集并记录样本组的数据(数据相关性正态性验证) 5)计算各组样本的统计量; 6)计算控制界限, 画控制图; 7)分析控制状态,作出最终判断。
2、 X S图也是观察样本均值的波动和散布;出现下列一种
或多种情况时用S代替R图
•数据由计算机按时序记录或使用计算器能简单算出; •子组样本容量较大(大于9);
3、 X —R 图计算方便,但应用较少;
4、 X大—时R或S图只用能单得值到而一不个是数子据组(来如进时行间控、制费,用用、于化测学量溶费液用的很
2.4 控制图的作用:
•过程诊断:可以用诊断生产过程的稳定性,即 生产过程是否处于稳定状态。
•过程控制:可以用来确定生产过程何时需要加以调 整,何时应保持生产过程的稳定状态。
•改进确认:可以用来确定某过程是否得到了改进。
其它领域的应用:记帐(差错率)、运送时间、耗电量等
6SIGMA
第二单元:SPC的实现工具:控制图的概念和原理;
统计过程控制(SPC)
0109-9271-HAYG Lemaire
1
6SIGMA
课程内容
第一单元:SPC的发展史及重要性; 第二单元:SPC的实现工具:控制图的概念和原理; 第三单元:SPC控制图的构建步骤; 第四单元:过程能力评价指标;
6SIGMA
课程目标:
通过对SPC的介绍,使学员了解SPC的概念和原理; 掌握如何构造SPC的控制图(计量型、计数型); 掌握评价过程能力的指标及计算方法;
食品加工过程控制技术手册
食品加工过程控制技术手册为了确保食品加工过程的质量和安全,加工企业需要采用有效的控制技术来确保产品符合相关标准和法规要求,并保证消费者的健康和安全。
本文将介绍一些常见的食品加工过程控制技术。
1. 温度控制在食品加工过程中,温度是一个非常关键的参数。
温度控制的不当会导致食品变质、滋生细菌、破坏营养成分等问题。
因此,加工企业需要采用合适的温度控制技术来确保食品质量和安全。
常见的温度控制技术包括加热、冷却、保温等。
加热可以杀灭细菌和病毒,提高食品的卫生安全性。
冷却可以防止食品腐败,并确保其质量和口感。
保温可以保持食品的温度和湿度,使其保持新鲜度和口感。
2. 湿度控制湿度是另一个非常重要的参数。
在食品加工过程中,湿度的不当会导致食品变质、变形、吸潮和干燥等问题。
因此,加工企业需要采用合适的湿度控制技术来确保食品质量和安全。
常见的湿度控制技术包括加湿、除湿、干燥等。
加湿可以防止食品过于干燥,提高食品的口感和质量。
除湿可以防止食品吸潮、霉变和变质。
干燥可以除去食品中多余的水分,延长其保质期。
3. 包装控制合适的包装可以保护食品免受外界污染和氧化,延长其保质期,并提高其销售和使用价值。
因此,加工企业需要采用合适的包装控制技术来确保食品质量和安全。
常见的包装控制技术包括气体包装、真空包装、保鲜膜包装等。
气体包装可以将氧气和其他气体排出,减缓食品的氧化反应。
真空包装可以彻底排除氧气,进一步延长食品的保质期。
保鲜膜包装可以保持食品的新鲜度和味道。
4. 卫生控制在食品加工过程中,卫生问题是非常重要的,任何卫生问题都可能导致食品污染、传染病的传播等问题。
因此,加工企业需要采用合适的卫生控制技术来确保食品质量和安全。
常见的卫生控制技术包括质量管理、HACCP等。
质量管理可以确保加工企业的生产过程符合相关标准和法规要求。
HACCP是一种从生产到销售一条龙的全面控制系统,可以确保食品卫生和安全。
总之,食品加工过程控制技术手册是保障食品质量和安全的重要工具。
安全评价过程控制管理手册
安全评价过程控制管理手册发布安全评价过程控制管理手册《安全评价过程控制管理手册》编辑委员会手册编委总编:主编:编委:责任编写:主审:目录01 颁布令........................................................................... 1 02 任命书........................................................................... 2 03 公司简介........................................................................ 3 • 安全评价质量方针...................................................... 5 1.0 范围 (6)2.0 引用标准……………………………………………………………… 73.0 术语和定义………………………………………………………… 84.0 安全评价过程控制管理体系要素4.1 总要求........................................................................ 10 4.2 安全评价过程控制方针................................................... 10 4.3 风险分析..................................................................... 14 4.4 实施评价............................................................... 15 4.5 报告审核............................................................... 16 4.6 技术支撑........................................................................ 16 4.7 作业文件.................................................................. 17 4.8 内部管理..................................................................... 18 4.9 档案管理 (19)4.10 检查改进…………………………………………………… 205.0 附录1 组织系统及职能分配表...................................................... 22 2 适用的安全评价过程控制法律、法规、标准及其它要求清单...... 23 3 安全评价过程控制管理体系程序文件清单 (25)4 安全评价过程工艺流程示意图............................................. 26 5 安全评价过程控制管理体系记录清单 (28)颁布令为使安全评价过程控制更加系统化、规范化、科学化,最终实现预防和控制事故、职业病及其它损失的目标,依据安全评价工作特点,编制了《安全评价过程控制管理手册》 ( 以下简称手册 ) ,现准予颁布实施。
C100和C150过程控制器和指示器的操作手册说明书
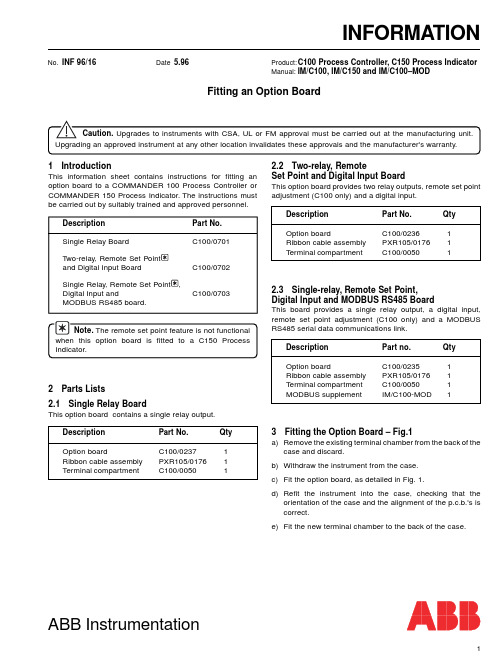
1INFORMATIONNo.INF 96/16Date 5.96Product:C100 Process Controller, C150 Process Indicator Manual:IM/C100, IM/C150 and IM/C100–MODFitting an Option Board2.2Two-relay, RemoteSet Point and Digital Input BoardThis option board provides two relay outputs, remote set point adjustment (C100 only) and a digital input.DescriptionPart No.Qty Option boardC100/02361Ribbon cable assembly PXR105/01761Terminal compartmentC100/005012.3Single-relay, Remote Set Point,Digital Input and MODBUS RS485 BoardThis board provides a single relay output, a digital input,remote set point adjustment (C100 only) and a MODBUS RS485 serial data communications link.DescriptionPart no.Qty Option boardC100/02351Ribbon cable assembly PXR105/01761Terminal compartment C100/00501MODBUS supplementIM/C100-MOD13Fitting the Option Board – Fig.1a)Remove the existing terminal chamber from the back of thecase and discard.b)Withdraw the instrument from the case.c)Fit the option board, as detailed in Fig. 1.d)Refit the instrument into the case, checking that theorientation of the case and the alignment of the p.c.b.'s is correct.e)Fit the new terminal chamber to the back of the case.1IntroductionThis information sheet contains instructions for fitting an option board to a COMMANDER 100 Process Controller or COMMANDER 150 Process Indicator. The instructions must be carried out by suitably trained and approved personnel.2Parts Lists2.1Single Relay BoardThis option board contains a single relay output.DescriptionPart No.Qty Option boardC100/02371Ribbon cable assembly PXR105/01761Terminal compartmentC100/00501ABB Instrumentation…3Fitting the Option Board – Fig.1ABB Kent-Taylor Ltd. St. NeotsCambs.England, PE19 3EUTel: +44 (0) 1480 475321 Fax: +44 (0) 1480 217948ABB Instrumentation Inc.PO Box 20550, RochesterNew York 14602-0550USATel: +1 716 292 6050Fax: +1 716 273 6207The Company’s policy is one of continuous productimprovement and the right is reserved to modify theinformation contained herein without notice.© ABB 1996(05.96)IINF96/16Issue1616_1NG.pdfABB Kent-Taylor SpA22016 LennoComoItalyTel: +39 (0) 344 58111Fax: +39 (0) 344 562782。
安全管理制度过程控制手册

第一章总则第一条目的为确保公司生产过程中的安全,预防事故发生,保障员工生命财产安全,提高生产效率,特制定本手册。
第二条适用范围本手册适用于公司所有生产、操作、维护、管理等相关人员。
第三条原则1. 安全第一,预防为主。
2. 责任明确,分工协作。
3. 严格执行,持续改进。
第二章组织机构与职责第一节组织机构公司成立安全管理制度过程控制小组,负责本手册的制定、实施、监督和改进。
第二节职责1. 安全管理制度过程控制小组:- 负责制定和修订本手册。
- 负责组织、协调、监督各部门落实安全管理制度。
- 定期开展安全检查,发现安全隐患及时整改。
- 对违反安全管理制度的行为进行查处。
2. 各部门:- 负责落实本手册规定的各项安全管理制度。
- 定期开展自查,发现问题及时整改。
- 对员工进行安全教育培训。
3. 员工:- 遵守安全管理制度,执行操作规程。
- 发现安全隐患及时报告。
第三章安全管理制度第一节人员安全1. 人员培训:对新员工进行岗前安全培训,合格后方可上岗。
2. 安全操作:严格执行操作规程,严禁违章操作。
3. 个人防护:按规定佩戴个人防护用品。
4. 事故报告:发生安全事故及时报告。
第二节设备安全1. 设备维护:定期对设备进行维护保养,确保设备安全运行。
2. 设备检查:定期对设备进行检查,发现问题及时整改。
3. 设备更新:淘汰老旧设备,更新安全性能高的设备。
第三节环境安全1. 车间环境:保持车间环境整洁,通风良好。
2. 防火防爆:加强防火防爆措施,严禁吸烟、使用明火。
3. 防尘防毒:采取防尘防毒措施,降低员工接触有害物质的风险。
第四章监督检查第一节安全检查1. 定期开展安全检查,发现安全隐患及时整改。
2. 对检查中发现的问题进行跟踪,确保整改到位。
第二节安全培训1. 定期开展安全教育培训,提高员工安全意识。
2. 对新员工进行岗前安全培训,合格后方可上岗。
第五章奖惩第一节奖励1. 对遵守安全管理制度、表现突出的员工给予奖励。
PX系列HANYOUNG过程控制器用户手册说明书
Process ControllerPX seriesThank you for the purchase of HANYOUNG product.Please read this manual carefully.1. SAFETY INFORMATION2. INSTRUCTION3. ORDERING INFORMATION4. SPECIFICATION5. DIMENSIONS & PANEL CUTOUT6. TERMINAL ARRANGEMENT7. NAME & FUNCTION8. TABEL OF SETTING ITEMS9. SETTING METHOD10. CONTROL GROUP11. INPUT GROUP SETTING12. INPUT SIGNAL ANDMEASUREMENT RANGE13. OUTPUT GROUP SETTING14. SET VALUE GROUP SETTING15. PROGRAM GROUP SETTING16. AUTO TUNING17.P.I.D GROUP18. ALARM GROUP SETTING19. ALARM TYPE AND CODE20. RETRANSMISSION GROUP21. COMMUNICATION22. HEATER BREAK ALARM GROUP23. REMOTE INPUT GROUP P. 3 P. 5 P. 5 P. 6 P. 10 P. 11 P. 12 P. 13 P. 15 P. 16 P. 17 P. 18 P. 19 P. 20 P. 21 P. 22 P. 23 P. 24 P. 25 P. 26 P. 26 P. 27 P. 27PX SeriesHigh Accuracy 0.1 class 250 msExternal Contact InputRamp soak functionBefore using, please read this (SAFETY INFORMATION) and then use this controller. It is important that the instructions in this manual are followed when using this instrument.Please keep this manual for future reference.Precautions are classified in WARNING and CAUTION .1. Caution on wiringUse an external protection circuit if a fault in the control loop could possibly lead to a serious problem.This instrument do not have a switch for power and a fuse, so please set them if it is needed. (Fuse rating 250 V, 0.5 A)2. Power supplyUse a rated voltage to prevent damage or trouble.To avoid electrical shock or damage, do not turn ON the power until the wiring is completed.3. Prohibit use in gas atmosphereDo not use it at a place exposed to combustible or explosive gas.4. Handling of unitTo avoid malfunction, electrical shock or fire, this unit must not be disassembled or repaired.Do not touch the terminals to avoid electrical shock or malfunction.5. Caution on maintenanceTurn OFF the power before mounting or removing the instrument.To ensure continuous and safe operation of the instrument, periodical maintenance is recommended. Some parts are limited in life.The warranty period is 1 year only if using in the correct way.CAUTION1. Caution on handlingDo not install the instrument under any of the following conditions.The ambient temperature exceeds 0 ~ 50 The ambient humidity exceeds 45 ~ 85 % RH.A place where temperature changes suddenly or icing occurs.A place exposed to corrosive gas or combustible gas.Vibration or shock is likely to be transmitted to the instrument.A place exposed to water, oil, chemicals, steam, sunlight.A place exposed to much dust, salt or iron.A place with much inductive disturbance, static electricity, magnetism noise.A place where heat such as radiant heat stays.2. InstallationAttach the brackets (2 units) on the fixed halls and tighten with a screwdriver.Fixing torque is about 147 N. cm (1.5 kg.cm)(Care should be taken not to tighten forcedly)3. Caution on terminal connectionsTo avoid induction noise to input wires seperate from the power and output wires.Keep input wires away from output wires and use shielded wires to earth.Use a compensating cable with thermocouple.For R.T.D input use a cable which is a small lead wire resistance and without resistance difference to 3 wires.If the wiring has noise, use the following step: connect a surge absorber to the conductor coil side if the conductors are connected to the load output, such as the relay contact output.(EX. For 220 V AC ENC 471D-05A)Use an insulating transformer with a noise filter when the power suppy has much noise.(EX. TDK brand ZMB 22R5-11 noise filter)Noise filter should be mounted on a panel which has been earthed and the wiring between the noise filter output and the instrument power terminals should be shorten.It is effective to use a twisted cable for power supply against noise.The heater power supply and the instrument power supply should be connected using the same power suppy when a heater break alarm.Time for preparation of contact output is required at power ON. When the output signal is used for an extenal interlock circuit, connect a delay relay.4. For load circuit connectionUse an extra relay when the frequency of operation is rather high. SSR output type is recommended.Electromagnetic switch : Proportional cycle time is Min. 30 secSSR : Proportional cycle time is Min. 1 secContact output life : Mechanical : 10 million times (no load)Electrical : 100 thousand times (rated load)SSR drive pulse voltage, 4 ~ 20 mA DC are not insulated with internal circuit.Use non-grounded sensor to R.T.D and thermocouple.5. For waterproof (Waterproof type)The instrument has IP65. Use rubber packing when installing the instrument to panel.Please attach the rubber in correct way.6. Caution on key operation / troubleIf alarm function is not set correctly, alarm output can not be operated at a trouble point.Be sure to check the alarm operation.If the input cable is disconnected, the display shows “ ”.When replacing the sensor, please turn OFF the power suppy.7. OtherDo not use organic solvents such as alcohol, benzine when cleaning. (Use neutral detergent)This instrument has process-value (PV) and set-value (SV) each 4 digits with 7 segment FND.This instrument is available in 2 versions: Universal Type and Heating / Cooling Type. Each has 12 Setting groups (refer pages 9 & 10)Function and feature : Group P .I.D, Multi-input (19 types), Multi-output (Relay, SSR, Current),Local input, Remote input, External contact input, Program Control (Ramp / Soak) with 10 steps,Auto-tuning 2 types (standard type, low PV type), Manual output, Retransmission, Communication (RS485 /422), Power supply for sensor, 22 types of alarm, Sampling cycle 250 ms, 0.1 % FS high accuracy.96 mm)Heating / Cooling0148 mm)Heating / Cooling0196 mm)Heating / Cooling0172 mm)Heating / Cooling01or belowor belowR.T.D : 150 or below / 1 wireThermocouple, R.T.D, Direct voltage (mV) : 10 VDirect voltage (V) :NMRR :40 dB or aboveCMRR :120 dB or above ( 50/60 Hz 1 %)Thermocouple / R.T.D ( KS / IEC / DIN )( 15 ~ 35 ( 15 ~ 50OFF, Up / Down scale selectable)POWER SUPPLYBetween primary terminal and secondary terminalBetween primary terminal and groundControl outputRelay contact outputControl output 1 (SSR, SCR)Control output 2 (SSR, SCR)Contact inputContact inputCommunication channelCT input(retransmission) Divison of insulationFunctional insulation (basic insulation)Functional insulation (double insulation)OUTPUTCONTROL OUTPUTON voltage : 12 V DC min.(Resistance load: 600Accuracy : 0.3 % of F. S ( 4 ~ 20 mA ) Resolution : Approx. 3000Output ripple : 0.1 % of F. S ( p-p ) 150 HzOutput update cycle time : 250 m sec.MANRETRANSMISSION OUTPUTOutput current range : 4 ~ 20 mA DC, Resistance load : 6000.3 % of F. S (4 ~ 20 mA), Resolution : Approx. 3000Output ripple : 0.1 % of F. S (p-p), 150 HzOutput update cycle time : 500 msec (When remote option)ALARM OUTPUT ( HBA COMMON )COMMUNICATION INTERFACEHEATER BREAK ALARM5 % of F.SIt is available to use in ON / OFF or proportional action.SAFETY AND EMC STANDARDSEMC Standards: EN55011 Class A, Group 1, for emission (EMS); and20 % of the range.EN61000-3-2, EN61000-3-3AmbienceAmbient humidity : 20 ~ 90 % RH (No condensation)Installation place : Indoors, Magnetic effect : 400 AT/m max.Shock : 147 (15 G), 11 msec max., Height : 2000 m max.Installation category : (EN61010-1), Pollution degree :Storage temperature : -25 , Storage humidity : 5 ~ 95 % RHWeight : PX2 (342 g), PX3 (340 g), PX7 (344 g), PX9 (472 g)PX2 (4896 mm)PX7 (7272 mm)PX3 (9648 mm)PX9 (9696 mm)CURRENT TRANSFORMER (Model: CTL-6-SNote] Heater break alarm is used in option 2,3 by setting alarm outputs (AL1,AL2)[Note] Heater break alarm is used by setting alarm outputs (AL1,AL2,AL3)OptionalOptional 1Optional 2Optional 3PX9 (9696 mm)PX2 (4896 mm)PX3 (9648 mm)PX7 (7272 mm)Process-value (PV)Set-value (SV)Remote indicatorSet-value display indicator Manual /Auto tuning indicator Output indicatorProgram display indicator Alarm 1 indicatorAlarm 2 indicatorAlarm 3 indicatorFrontDisplaysControl keys/This controller has 3 different levels of setting, thereby restrictingoperator access if so desired. The following describes theseLevel 1 select : Access available to setting and displaying only upLevel 2 select : Access available to setting and displaying only upLevel 3 select : Access available to setting and displaying of allDisplay shiftAFTER COMPLETION OF WIRING, APPLY POWER ONProduction Model Code will be indicated as in below, followed by current PV and SV values, as in below.For setting a level, press and at a time for 3 sec. to enter (LEVEL)In the)In theHeating/Cooling1 Fuzzy function selection ( Chart1 )Local, Program or Remote is selected in the control group mode using or key.When selecting LOCAL mode, control zone selection and fuzzy function selection are available. Control zone selection is not available when selecting program mode or remote mode.Fuzzy function is operating in the P.I.D control. (not operating in the ON/OFF control)Using two external contact input (DI) as ON/OFF, it is possible to control 3 kinds setting values and Auto operation or Manual operation is selectable in the start, reset, local mode.1 : This signal is not indicated in Program or Remote operation.Zone P.I.D will be operated.Input type selectioninput group is Display unit (/)or Maximum and Minimum rangeDecimal pointParameter is not indicated in T.C and R.T.D input, but when selecting voltage input (code 30,32,33), “Decimal point” mode is indicated. (set 1 : 0.0, set 2 : 0.00, set 3 : 0.000)Maximum and Minimum on scaleIt is the same function as Maximum and Minimum range setting when R.T.D or thermocouple input. This mode is indicated when voltage input ( 30, 32, 33 )PV filterWhen PV value becomes unstable due to effects of noise, the filter helps suppress the unstable status. (Range: OFF or 1 ~ 120 sec. Initial value: OFF)PV biasUse this function to adjust PV value in cases where it is necessary for PV value to agree with another recorder or indicator, or when the sensor cannot be mounted in correct location.(Range : -100.0 ~ 100.0 % of SPAN, lnitial value : 0.0 %)JPt100Pt1001.000 ~ 5.000 V -10.00 ~ 20.00 mV0.10% of F.S1digit0.15% of F.S1digit0.10% of F.S 1digit0.20% of F.S 1digit0.10% of F.S1digit0.10% of F.S1digit0.10% of F.S1digit-300~25000~230010 ~ 400: 5 % of F.S1digit2: 0.2 % of F.S1digit3-150.0 ~ 150.0: 0.2 % of F.S1digitRange ()Range ()1370/Deimal point : according to DP-P2 2 2 2 2 2 1223 3-200~1370 -199.9~999.9Current input : The current input (4 ~ 20 mA DC) is available with input code 30.You must use the resistance 250 (0.5 W / 0.1 %) on input terminals.This process controller is divided into 2 types: UNIVERSAL TYPE AND HEATING / COOLING TYPE. Output is selectable from Relay, SSR, and Current (4~20mA DC).Output type range (output code) is ~for universal type and ~for Heating /Cooling type.Sometimes retransmission output and alarm output are not available according to control output (EX. When you choose output code (OT) 2, it is current output of Universal type. In this case,retransmission output and alarm output are available. But, In Heating / Cooling control type with SSR on Heating side and Relay output on Cooling side (output code ), the retransmission output is avalable but alarm output 3 is not available.Set value group is indicated with selecting Local mode or Remote mode in GROUP CONTROL(Not Program mode). “Select number of SV” is after setting 3 type of set value in Local mode,select each set value from external contact input to operate. After selecting number of set value,PX9-0PX7-0PX3-0PX2-0EU : Value at an engineering unit in compliance with the range of an instrument.If Program mode is selected in Group Control, thecontroller becomes a programmable (ramp/ soak)controller with 1 pattern of 10 step. After setting timeand set value, this controller controls automatically.A pattern is a series of steps. Each step consists ofa SV and time setting.An Increasing or decreasing SV is set for timeperiod, and each time setting is in hours/ minutes orminutes/ seconds.After wiring, check and power ON. PV and SV willbe indicated.TIMSet valueTIM(min)MIN(sec.)This controller has two types of auto-tuning as STD (Standard type) and LOW(Low PV type). Low PV type is the value 10% lower than the set value. Use this type where overshoot is to be suppressed.Auto-tuning: The Auto-tuning function automatically measures, computes and set the optimum P.I.D and ARW contants. The Auto-tuning function can be activated at any timeduring the process after power ON; while temperature is rising or when control hasstabilized.Auto tuning is not operated when selecting “OFF” in selection mode of auto tuningstart.CoolingtypeCoolingtypeCoolingtypeCoolingtype.I.D. values or setting SV in manual mode, this can be done in P .I.D. Group..I.D .I.D When integral time is 0, manual reset mode is indicated and then you could set reset value to remove off set (range: -5 % ~ 105.0 % of proportional band). You could set 3 zones by selecting zone mode ON.In diagram, “n” is available to set 1 ~ 3 and proportional band of cooling side, integral time of cooling side, hysteresis are indicated in Heating / Cooling type.There are 3 alarm outputs available per conrtoller. In Alarm Group, setting are made for mode,dead band, and value of each alarm. Refer to the next page for the 19 different types of alarm functions.: In Heating Cooling type of PX7, is not indicated when selecting 10,11,12: In PX7, is not indicated because of no third alarm output.In Heating Cooling type of PX3, PX2, PX9, is not indicated when selecting 10, 11, 12Reference : Display lamp will be OFF when output ON in inverted type.Without hold function, Low limit alarm will be ON when increasing temperature. (Picture 1)Hold function : NoneHold function(: Alarm set point )Low deviation value High Low band High absolute (inverted)Low deviation with hold Low band with hold function High absolute value with hold [Notice] Display lamp will be ON when output OFF in inverted type.Reference : Retransmission group will be indicated when selecting retransmisson in output group.If selecting code 4,5,7 or 8 in output group, retransmisson will not be indicated.ReferenceOptionalHeater break alarm group consist of output dead band and current detection display mode and detects 2 spots (to be ordered seperately: current transformer model CTL-6-S. measurement range : 1 ~ 50 A).: It is not indicated in PX7. (There is no HBA function in PX2, PX3)12OFF1 : Thermocouple, R.T.D input ( FR-H ), DC voltage ( SL-H )2 : Thermocouple, R.T.D input ( FR-L ), DC voltage ( SL-L )EUS : Range at an engineering unit in compliance with the span of an instrument.M A 0201E 050117。
2019毕业设计过程控制手册11页word文档
防灾科技学院毕业设计过程控制及成绩评定手册题目学生姓名学号系别专业班级开题时间2010年11月26日答辩时间年月日指导教师郭纯生职称教授目录开题、指导和成绩评定工作流程图 (1)工作职责说明 (2)开题报告书 (3)中期检查表 (5)毕业设计评分办法 (6)指导教师评阅意见表 (6)评阅人评阅意见表 (7)答辩资格审查表 (7)答辩记录表 (8)答辩成绩评定表 (9)毕业设计综合成绩评定表 (9)开题、指导和成绩评定工作流程图工作职责说明一、指导教师工作职责1.审定学生的选题并指导学生撰写开题报告,帮助学生制定方案和进度计划;2.定期检查学生的工作进度和工作质量,指导时间每周不少于2学时;对在校外做综合实践的学生,指导教师要与学生保持密切联系,及时指导学生解决理论上的难点和实践中的技术性难题;3.重视学生文献检索和文献分析等基本功的训练,帮助学生掌握基本的科研方法,指导学生规范地撰写毕业设计、论文或综合实践报告。
4.根据学生的工作态度、工作能力以及毕业设计(论文、综合实践报告)的质量,如实评价学生表现,公正地评定学生毕业设计(论文、综合实践)过程和成绩,认真填写《指导教师评阅意见表》。
5.针对学生的毕业设计(论文、综合实践报告)提出全面修改意见,指导学生做好答辩前的准备工作。
二、评阅教师工作职责1.根据学生的毕业设计(论文、综合实践报告)质量,客观公正地评定成绩,认真填写《评阅教师评阅意见表》;2.对审阅成绩不合格的毕业设计(论文、综合实践报告)要说明原因并提出修改意见。
三、学生职责1.在教师指导下认真做好开题前的调研和各项准备工作,参考有关文献,综合应用所学的知识和技能,选定毕业设计(论文、综合实践)课题;2.在教师指导下认真完成开题报告,并按计划独立开展毕业设计(论文、综合实践)工作,收集整理相关研究资料,开展实验、实践或调研活动,实事求是地做好实验和实践记录;3.按撰写规范撰写毕业设计、论文或综合实践报告;4.按时按要求参加毕业设计(论文、综合实践)考核;5.按学院《档案工作规范及实施细则》的要求,装订毕业设计(论文、综合实践报告)材料,交系办公室存档。
统计过程控制(SPC)手册
统计过程控制(S P C)参考手册本手册所描述控制图的选用程序第I章持续改进及统计过程控制概述本书所述的基本统计方法包括与统计过程控制及过程能力分析有关的方法。
本手册的第I章阐述了过程控制和背景知识,解释了一些重要的概念:如变差的特殊及普通原因,并介绍了控制图,这个用来分析及监控过程非常有效的工具。
第II章描述了构造和使用计量型数据控制图表(定量的数据,或测量)的X—R,X—s图,中位数图以X—MR(单值及移动极差)图。
这一章还介绍了过程能力的概念并讨论了广泛应用的指数及比值。
第III章介绍了用于计数型数据(定性数据或计数值)的几种控制图:p图、np图、c图及u图。
第IV章介绍了测量系统分析的内容并列举了适当的例子。
附录包括分组及过度调整的例子,如何使用控制图的流程图、常数及公式表、标准正态分布以及可复制的空白表等。
术语索引给出了本手册所使用的术语及符号的解释,参考文献一节向读者提供了进一步学习的材料。
在开始讨论之前,需进行六点说明:1.收集数据并用统计方法来解释它们并不是最终目标,最终目标应是对读者的过程不断加深理解。
当一个没有任何改进的技术专家是很容易的。
增加知识应成为行动的基础;2.研究变差和应用统计知识来改进性能的基本概念适用于任何领域,可以是在车间中或办公室里。
例子有:机器(性能特性)、记帐(差错率)、总销售额、浪费分析(废品率)、计算机系统(性能特性)及材料管理(运送时间)。
本手册重点放在车间应用中。
3.SPC代表统计过程控制,不幸的是在北美统计方法常用于零件而不是过程。
应用统计技术来控制输出(例如零件)应仅仅是第一步。
只有当生产输出的过程成为我们努力的重点。
这些方法才能在改进质量,提高生产率,降低成本上发挥作用;4.尽管本书的每一点是通过已完成的例子来说明,要真正理解这些知识需要进一步与过程实际相联系。
研究读者自己的工作场所或相似的部门中的实际例子是对本书的重要补充。
然而,现有过程信息不能代替实际工作经验;5.本书可看成应用统计方法的第一步。
过程质量控制指导书
过程质量控制指导书
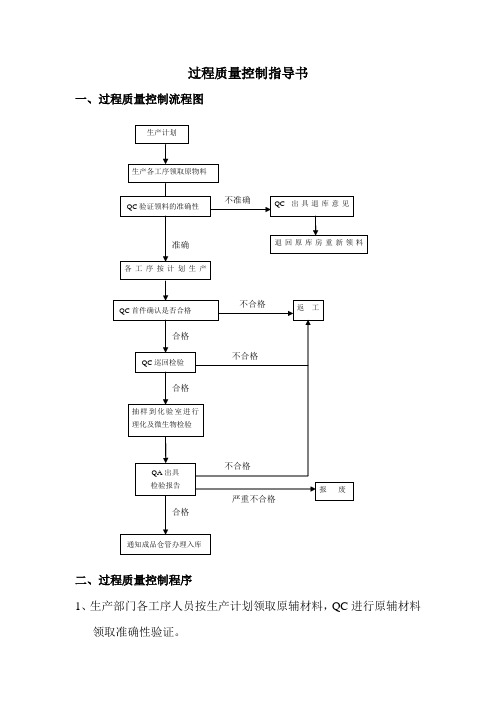
一、过程质量控制流程图
二、过程质量控制程序
1、生产部门各工序人员按生产计划领取原辅材料,QC进行原辅材料
领取准确性验证。
a、QC确定原辅材料领取正确,通知生产各工序正常进行生产。
b、领料不准确,QC出具退库意见,并监督原料退库和重新领取,
确定无误,方可进行生产。
2、各工序人员生产中,QC应进行首件确认,确定合格,正常生产,
不合格,返工,直到确认合格。
3、在生产过程中,QC进行不定时的巡回检验,检验合格,QC按批
次进行随机抽样,送化验室进行理化和微生物检验。
不合格,直接通知该工序人员返工,直到问题解决。
4、QA对来样进行检验并出具检验报告。
a、检验合格,通知成品仓管员入库,并将检验报告复印件交仓管存
档。
b、不合格品,做返工处理。
c、严重不合格品,直接报废,并进行问题分析,找出原因与纠正措
施,避免类似质量问题重复出现。
过程控制作业指导书

1.目的明确客户要求并可有效地监控过程反馈的信息,以此测量并改进质量管理体系的运作。
2.适用范围适用于公司各部门对过程出现的异常、意见的处理,与客户间的沟通及对客户反馈的处理。
3.职责3.1运营课、加工课、金型课、品质课A.负责客户反馈、过程异常处理的组织工作。
B.负责各部门调查表格的汇总与登记。
3.2各职能部门负责人:A.落实所提出的纠正和预防措施的实施工作。
4.作业4.1产品要求的收集与评审:由各部门具体业务人员收集客户对产品要求的资料。
产品要求主要包括产品技术要求、交付要求及支持要求。
如果在客户所提供的要求资料中有超越业务人员的权限,或非客户规定但却是预期或特定用途所不可少的产品要求的,业务人员应上报给部门负责为人确定。
如客户提出与产品的责任,包括法规和法律要求或部门负责人无法确定的要求的,必须上报总经理或副总经理审批。
如果经与供应商确定的要求与客户提出的要求有异议的,由业务人员和部门负责人配合与客户和供应商之间进行协调,最终达成一个三方可以接受的产品的综合要求并将最终结论记录。
其中书面的或非书面的要求必须通过客户和供应商的确认。
如果三方未达成共识的,须以客户为主重新寻求可能满足要求的供应商。
如仍然不能达成,由业务人员将作为备用文件存档。
产品要求的评审具体按《合同评审程序》执行,产生的记录按《记录管理程序》控制。
4.2与客户过程的控制:产品信息的沟通按第4.1进行。
询价、合同或订单的处理和修订按《合同评审程序》、《采购控制程序》中相关规定进行。
业务人员通过电文、传真、信函、面访、电子邮件等方式与客户沟通,了解客户对产品的反馈信息。
由各部门建立客户档案及应收、应付账款档案。
对新开发的客户,包括潜在客户,做好相关登记工作,各项记录内容要求填写公司名称、地址、联系人及联系方式等。
4.3客户投诉控制:投诉级别按如下区分:(1)拜访、电话口头投诉为轻主投诉;(2)信件、传真函投诉为中度投诉;(3)登门拜访、媒体投诉为重度投诉。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
防灾科技学院毕业论文过程控制及成绩评定手册
题目无线传感器的发展及其在防灾减灾中的应用
学生姓名
系别专业
班级
开题时间答辩时间
指导教师职称
目录
开题、指导和成绩评定工作流程图 (2)
工作职责说明 (3)
开题报告书 (4)
中期检查表 (6)
指导教师评语表 (7)
评阅人评阅意见表 (8)
答辩资格审查表 (8)
答辩记录表 (9)
答辩成绩评定表 (10)
毕业论文综合成绩评定表 (10)
开题、指导和成绩评定工作流程图
工作职责说明
一、指导教师工作职责
1.审定学生的选题并指导学生撰写开题报告,帮助学生制定方案和进度计划;
2.定期检查学生的工作进度和工作质量,指导时间每周不少于2学时;对在校外做综合实践的学生,指导教师要与学生保持密切联系,及时指导学生解决理论上的难点和实践中的技术性难题;
3.重视学生文献检索和文献分析等基本功的训练,帮助学生掌握基本的科研方法,指导学生规范地撰写毕业设计、论文或综合实践报告。
4.根据学生的工作态度、工作能力以及毕业设计(论文、综合实践报告)的质量,如实评价学生表现,公正地评定学生毕业设计(论文、综合实践)过程和成绩,认真填写《指导教师评语表》。
5.针对学生的毕业设计(论文、综合实践报告)提出全面修改意见,指导学生做好答辩前的准备工作。
二、评阅教师工作职责
1.根据学生的毕业设计(论文、综合实践报告)质量,客观公正地评定成绩,认真填写《评阅教师评阅意见表》;
2.对审阅成绩不合格的毕业设计(论文、综合实践报告)要说明原因并提出修改意见。
三、学生职责
1.在教师指导下认真做好开题前的调研和各项准备工作,参考有关文献,综合应用所学的知识和技能,选定毕业设计(论文、综合实践)课题;
2.在教师指导下认真完成开题报告,并按计划独立开展毕业设计(论文、综合实践)工作,收集整理相关研究资料,开展实验、实践或调研活动,实事求是地做好实验和实践记录;
3.按撰写规范撰写毕业设计、论文或综合实践报告;
4.按时按要求参加毕业设计(论文、综合实践)考核;
5.按学院《档案工作规范及实施细则》的要求,装订毕业设计(论文、综合实践报告)材料,交系办公室存档。
开题报告书
中期检查表
指导教师评语表
评阅人评阅意见表
答辩资格审查表
答辩记录表
答辩成绩评定表
毕业论文综合成绩评定表
10。