汽车白车身精度控制思路与方法的探讨
汽车白车身焊接精度偏差控制研究

汽车白车身焊接精度偏差控制研究发布时间:2022-08-30T05:56:31.441Z 来源:《中国科技信息》2022年33卷第4月8期作者:唐乾宗[导读] :白车身的焊接精度,对装配效果和整车性能均有较大的影响,控制白车的焊接精度有助于提高车身质量。
白车身的偏差重点在于零部件不同环节上的公差,唐乾宗柳州坤菱科技有限公司广西柳州 545000摘要:白车身的焊接精度,对装配效果和整车性能均有较大的影响,控制白车的焊接精度有助于提高车身质量。
白车身的偏差重点在于零部件不同环节上的公差,把握磨具、检具各自的精度,有助于减少公差的过度积累。
假设车身精度相比行业规定值要小,对汽车质量与成本都将有较大的影响。
本文重点你分析了白车焊接精度具体的偏差源,提出针对性的控制措施。
关键词:白车身;焊接精度;控制引言汽车工业发展十分迅猛,车型更是丰富多样,产品质量得到逐步提升,生产规模也在持续地扩大化。
近20年来,各大企业企业入驻中国市场。
作为产品优劣的标志,质量的重要性不言而喻。
质量(Q)S(服务)T(技术)P(价格)成为整车工艺选择的核心参数。
除技术、价格和服务外,质量控制也是生产企业的生命线。
保障车身尺寸精度,是汽车制造企业不变的追求。
1 车身制造尺寸偏差源分析汽车薄板件焊接装配涵盖了3个不同的阶段,分别是焊前、焊中和焊后。
在不同阶段,均有不同的偏差源会影响和改变装配偏差。
所以,控制装配偏差前,应当找到各类偏差源的形式。
薄板装配时,会有5种针对性的偏差源。
在焊前阶段,偏差源更多是零件和夹具本身引起的制造误差,也就是零件、夹具偏差。
这种偏差源源自加工制造中带来的制造误差。
而零件偏差则形成于零件冲压、前序工位子装配引起的偏差。
夹具偏差,指的是夹具在制作和装配后带来的偏差。
考虑到零件、夹具制造还有装配精度均已达到质量控制最高的极限,想要减小零件或是夹具本身的制造误差,从而提高装配质量,这就不得不付出高昂的成本。
所以,这种事后补救显然不是精度控制理想的方向。
车身精度

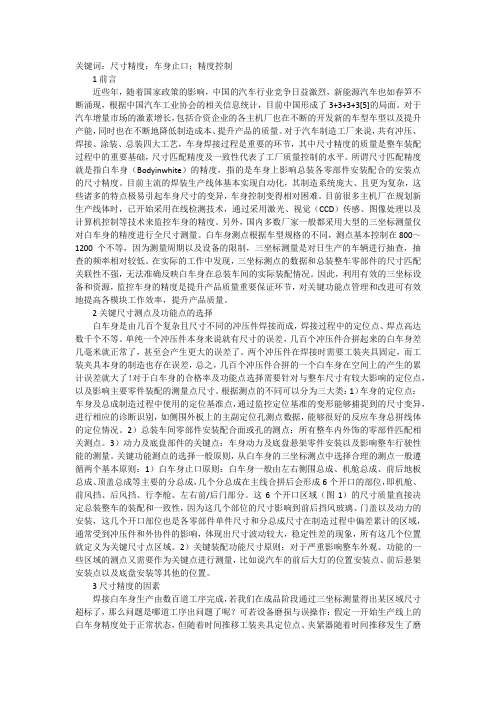
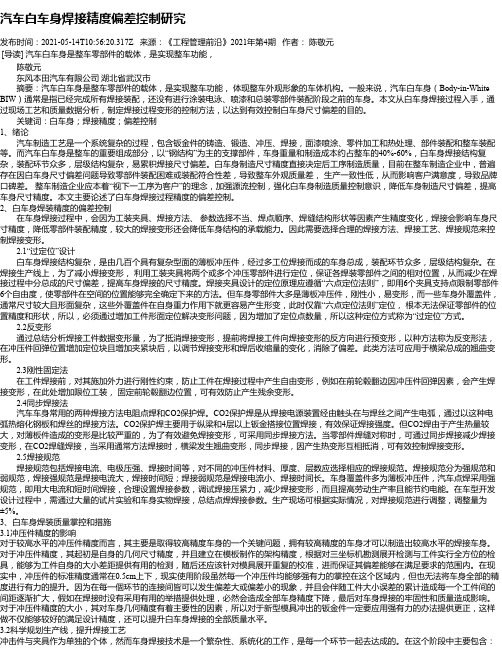
提高白车身尺寸控制精度的方法图1 冲压件焊接的对接形式在汽车工业中,白车身尺寸精度一般用车身尺寸符合率进行衡量,是体现汽车产品质量的关键指标,必须严格进行控制。
本文主要介绍如何在现有产品结构的基础上经济有效地提高白车身的制造精度。
从早期就存在的检具,到后来三坐标测量机的广泛使用,再到目前机器人激光检测设备的开发和运用,随着车身测量技术的不断发展,使得汽车车身制造尺寸的100%检测成为现实。
车身尺寸精度水平是体现白车身制造质量的重要衡量标准,如何在现有产品结构的基础上经济有效地提高车身尺寸符合率,更好地满足后序装配的需求,一直是奇瑞公司尺寸控制人员追求的目标。
工艺规划阶段1.合理的工序规划钣金件之间的装配关系主要可以分为对接(buck joint)和叠接(lap joint),如图1和图2所示。
对接对尺寸要求高,无法吸收钣金制造偏差。
叠接则恰好相反,会提供一个误差的消除面,即所谓的滑动平面。
车身设计人员一般会尽量多地采用滑动平面以提高工艺性,如前后地板的搭接等。
但是,许多情况下必须采用对接,这时合理的工艺安排就可能避免因不必要的公差积累造成的装配困难和对车身尺寸精确性的影响。
图3为国内某车型的后车架部分,1和4、3和5都为对接形式,无法吸收Y向钣金公差,如果先将1、2和3件焊接成总成,则其在Y向的公差积累就会对左右纵梁的Y向尺寸造成影响,所以最好将先1和4、3和5焊接好,而2和1、2和3为叠接形式,能够吸收Y向公差积累。
对于重要安装点的精度控制也可通过尽量减少误差积累环节的方法来实现。
如:仪表横梁安装板、仪表横梁加强板及发动机舱骨架总成,分别用A、B及C来表示,仪表横梁安装点在仪表横梁安装板上。
一种工序布置方法为先将A焊接到B上,然后再将分总成AB焊接到C上;另外一种工序布置方法为将A直接焊接到C上。
考虑到仪表横梁安装点为重要安装点,一般都采取后一种工序布置方法,这样便可减少一个误差积累的环节。
当然在迫不得已的情况下也可采取前一种方法,但这时一定要用仪表横梁安装点作为定位点。
白车身开发过程中的焊接精度控制探讨
工 业 技 术
白车 身开发过程 中的焊接精 度控 制探讨
黄 亚 辉 莫洁 初
( 东风柳 州汽车有限公 司, 广西 柳 州 5 4 5 0 0 5 )
摘 要: 社 会 经 济 与科 学技 术 的发展 , 使人 们 的生 活 水平 和 生 活质 量 不 断提 高 , 人 们 的 出行 方式 也 发 生 了很 大 变化 , 汽车 已经 成 为 了人们 出行 的代 步 工具 。 经 济的发 展 促进 了汽 车行 业 的快 速发 展 , 汽 车 的质 量 和安 全 性 已经 成 为人 们 日益 关 注 的焦 点 , 而在 白
能够检验焊接的可行性 , 对总成件彼此之间的装配关系以及 白车身 品设计的基准 、 产 品装配基 准这三者妻槽重合 , 从而避免 因基准不
车身的开发过程 中ห้องสมุดไป่ตู้ 其焊接精度 的控制对于汽车的质量和安全性有着重要 的作用。 一般来说 , 对 白车身的焊接精度进行有效控制 可以有效保证 车身的质量 , 保证整车的性能以及装配效果。 文章就对白车身在开发过程 中的焊接精度控制进行深入分析与探讨。 关键词 : 白车身; 开发 ; 焊接精度 ; 控制
白车身在焊接过程中容易出现偏差 , 其主要原因是在装配的过 程中 , 由于零部件 的耦合、 公差的积累以及传播等因素致使 白车身 在焊接过程 中出现偏差 , 当然 , 可 以通过控制检具、 夹具 以及模具的 精度来有效控制公差积累, 从而达到对白车身偏差 的有效控制。一 般而言 , 白车身匹配 的精度都会有相应的规定值 , 如果超过其规定 值, 不仅会影响汽车的生产节拍 , 还会影 响汽车产品的成本以及 汽 车制造 的质量 。汽车行业竞争 日趋激烈 , 汽车制造商要想在激烈的 市 场 竞 争 中保 持 优 势 地位 , 必 须要 保 证 白车 身 的质 量 , 并 在 白 车身 开发过程中有效控制焊接精度【 l 】 。 1 白车身 设计 质 量 的有效 控 制 白车身在开发过程中, 必须要有效控制车身设计的质量 。首先 是主断面的设计报告 , 在车身的设计中 , 主断面发挥着重要的作用 , 的结构进行有效确定 主断面初步设计的完成是以 B a s e M a r k e t 车 型 的逆 向 3 D数据 以及公 司 的数据 资料 库 为依 据 ,并 结 合专 家 的 具 体经验 , 从而确定《 主断面初步设计报告》 。 一般在设计工程 中, 在对 相 关件 的结构 或 工艺 进 行调 整 时 , 出现 了偏 差 , 必 须要 严 格 按 照 《 主 断面初步设计报告》 的流程来进行 , 设计人员不能擅 自偏离其报告 ;
白车身尺寸精度控制方法研究
白车身尺寸精度控制方法研究发布时间:2022-05-30T07:19:06.859Z 来源:《工程管理前沿》2022年2月第3期作者:陈赞张佳珊[导读] 目前,汽车已成为人们日常生活中最普遍的交通工具之一,人类社会也逐渐发展成为汽车社会。
陈赞张佳珊长城汽车股份有限公司徐水分公司河北省保定市徐水区 072550摘要:目前,汽车已成为人们日常生活中最普遍的交通工具之一,人类社会也逐渐发展成为汽车社会。
为了抓住当前汽车行业的市场机遇,吸引更多客户,各汽车制造商相继推出了更适合当前市场的汽车产品。
由于不同类型汽车的性能和性能相似,很难直观地判断汽车的质量,从而促使消费者更加注重生料车身的制造精度(生料车身是指已完成焊接工艺但未着色的汽车车身)。
主要原因是,非专业消费者可以通过眼睛更直观地看到整个汽车模型,给人留下第一印象。
但是白色车身的尺寸标注直接影响到汽车的整体密封性、行驶噪音和行驶平稳性。
因此,白色车身的尺寸控制是一个非常重要的组件,逐渐在汽车工业的发展中占据中心地位。
白色车身制造工艺主要包括冲压、焊接、质量控制和管理等。
每一步都涉及许多学科,因此白色车身制造是一个比较复杂的系统工程。
本文主要分析了白色车身尺寸一致性控制方法的研究。
关键词:白车身;尺寸;精度;控制引言中国社会经济发展迅速,人民生活水平明显提高。
此外,国家还出台了一系列造福人民的方针,如降低和免除汽车销售税,汽车逐渐成为主流交通工具。
为了抓住时机,保持高销量,大型汽车企业高度重视车身结构设计的优化和车辆行驶性能的提高。
由于车身是汽车的主要载体,汽车的主要部件固定在车身上,车身的尺寸是影响车身质量的关键因素,精度可以反映汽车公司的制造强度和汽车的整体质量。
如果车身尺寸控制不当,则各车辆部件的位置偏差会发生,严重影响车辆的安全和驾驶体验。
因此,为了提高汽车的整体质量,汽车企业必须大力控制汽车车身的尺寸,努力搞好汽车车身的尺寸。
1、白车身尺寸精度控制的重要性车辆车身是整个车辆的主要载体,几乎所有部件都固定在车辆车身上。
汽车白车身质量控制思路与方法的探讨

汽车白车身质量控制思路与方法的探讨作者:聂光斌来源:《科学与财富》2018年第30期摘要:汽车白车身骨骼精度是衡量白车身质量水平的重要方式,白车身精度水平低会直接影响总装装配部品件及其他车身功能性,影响车身质量并遭受后工序抱怨。
对当今汽车产品的制作过程而言,在针对汽车白车身研发及总成环节中相关作业技艺及质管经验进行了深入辩析,确定汽车白车身制作质量管控的有效路径及手段,以此给汽车白车身研发和制作过程中的质量管控工作提供有益参考与借鉴,旨在推进汽车制造加工产业的有序进步。
关键词:汽车;白车身;质量;控制1导言白车身整车精度、关键点精度、Cp≥1.0达成率是评价骨骼精度水平的几个关键指标。
精度水平高意味着整个冲压、焊装制造及控制水平高。
当前,随着汽车的发展,越来越多先进的方法及设备研发出来,极大丰富了破坏性试验。
因此应该在保证汽车性能的前提下,尽可能地降低汽车总质量。
2白车身精度的提升及维持2.1白车身骨架的基本构成除了门盖类开闭件,从车身模块化方面区分,白车身总成分为前舱总成、前地板总成、后地板总成、左右侧围总成以及顶盖总成,这些大总成合拼组成了整个白车身骨架。
作为主机厂,从产品制造工艺流程逆向出发,白车身总成由内制焊接总成和外制焊接总成构成,再逐步往下由各自焊接分总成以及冲压件组成。
2.2影响白车身骨骼精度的要因分析通过梳理出目前白车身骨骼精度偏差的问题点,根据全面质量管理理论中的影响产品质量的主要因素,即人、机、料、法,结合车身各模块化区域,从内制、外制焊接总成两方面板块进行发散分析,析出人员作业,焊接夹具,冲压模具、工艺方法四大因素,同时析出末端影响因素。
3白车身制造常见问题及原因分析样车白车身制造过程是把单件钣金件、焊合件或冲压件,通过焊接形式,在工装夹具的支撑下进行集成焊合为整个车身的过程。
制造过程中,常出现零件与工装配合、零件间型面配合状态差、焊点质量差等诸多问题,影响白车身CMM合格率、焊接强度和外观质量等。
汽车白车身质量控制思路及方法探究段继鑫

汽车白车身质量控制思路及方法探究段继鑫发布时间:2021-04-13T10:41:06.043Z 来源:《基层建设》2020年第32期作者:段继鑫[导读] 摘要:在国内汽车制造业中,汽车生产的质量一直是汽车制造业产品质量的重要保证。
北京汽车股份有限公司汽车研究院北京顺义 101300摘要:在国内汽车制造业中,汽车生产的质量一直是汽车制造业产品质量的重要保证。
特别是是在当今汽车产业蓬勃发展的背景下,对汽车质量进行全面的控制,全面的对影响汽车质量的因素进行控制。
不断的为汽车产业的向好发展提供质量保证。
但是在当下我国的汽车制造发展过程中,汽车车身制造上依然存在着很多的质量问题,本文作者结合自身的工作经验对汽车制造中车身质量的控制进行了简单的阐述,仅供参考。
关键词:汽车白车身;质量控制;方法探究1汽车制造中汽车车身存在的质量问题简析1.1白车身的焊接难度较大众所周知,焊接的技术会对汽车车身的质量造成直接的影响,由于白车身焊接的操作难度比较大,出现操作失误的可能性也很大,很容易出现一些焊接效果不良影响车身质量的情况存在,对白车身质量造成严重的影响。
在进行车身的焊接时存在很多细小的质地比较轻盈的很容易由于操作造成损伤的零部件。
因此在进行车身的焊接时要求施工人员要技术精湛,并且要认真仔细,当下进行车身焊接一般采用的是点焊技术,但是存在着发展慢,技术落后等现象,这些因素都对白车身质量构成了威胁,这项工作基本都是采用人工操作来完成,这也就对操作人员的要求更加的严格,要求其对焊接的技术进行充分的掌握,在后期的检验工作中要仔细认真,因此那些专业素养较低的人员,势必会对白车身的质量造成一定的影响。
1.2白车身强度设计以及零部件的选择不科学在进行车身设计时,除了对其质量是否合格进行考虑之外,还要考虑设计的实用性,要满足车身生产后期当中的各项需求,在对车身的质量进行保证的同时,要不断的加强其自身的实用性。
要明确我们生产的是要具有实用价值的汽车而不是车身,但是车身是整个汽车的骨架,在汽车的整体构造中起着重要的作用。
白车身精度控制技术_20090331

白车身精度控制技术孔淑华(一汽-大众汽车有限公司规划部,长春130011)摘 要:白车身精度控制技术在以往的项目中,重点对项目后期批量准备阶段开始介入白车身精度进行控制。
而前期产品造型已经确定,B认可已经完成,该阶段对产品施加影响很小,很难对白车身精度进行控制。
针对此现象,提出了通过规划前移,在前期概念开发阶段对产品施加影响,贯穿产品诞生整个过程,并批量生产后一年内不断优化,达到精准控制白车身精度。
关键词:整车产品诞生过程,同步工程,试生产,零批量,参考点系统Precise Control Technique of BIWKong Shuhua(Planning, FAW-V olkswagen Automotive co.LTD., Changchun 130011 )Abstract: precise control technique of BIW mainly emphasizes on the later massive preparatory phase to begin with the quality control of the BIW. However, the pre-design is decided and B permit is over, which means affect on the controlling process is little. Aim to this problem, planning project is performed in advance, impose effect on product during predevelopment process , and make it through in the whole process .Accompanied by optimization continuingly after SOP a year later, precise controlling aim is achieved.Now due to the pre-move of the planning and giving the effect on it, and make it through the whole process and optimize continuingly in order to get the preciseness controlling aim.0前言焊装白车身做为轿车生产制造的核心总成,关系到整个车身匹配的精度和质量,在整个轿车的生产制造过程中有举足轻重的作用,焊装生产线的工艺水平体现了一个轿车公司的生产制造技术水平。
尺寸管理与白车身装配的精度控制
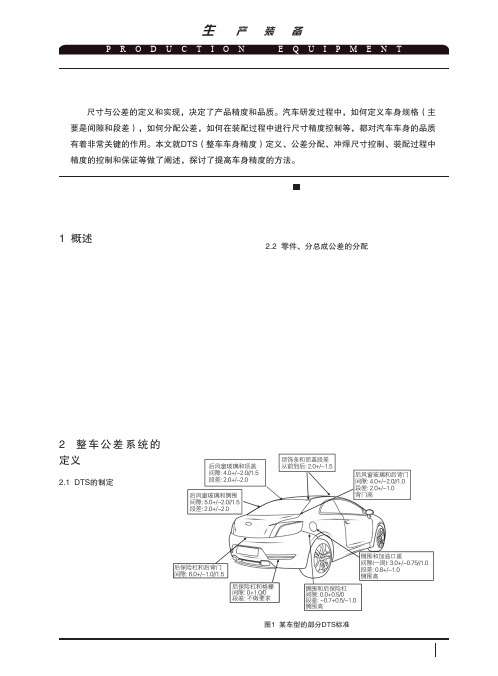
1 概述
在科学技术与生产制造日益发展的今天,汽车行 业的竞争越来越激烈,白车身的精度品质对整个产品质 量起着决定性的作用,白车身生产过程中的尺寸质量控 制就非常关键。白车身尺寸管理的关键环节如下。
(1)制定DTS,以此为出发点从总成到分总成 再到单件逐级进行公差分解,其中包括特殊公差。
(1)设定特殊公差的目的 在制造汽车的过程中,不仅要保证每个零件的加 工精度,还要保证零件能够正确地进行装配,才能达 到规定的整车精度要求。由于冲压件的回弹特性,零 件按产品数模加工后,在部件组装过程中经常产生干 涉现象,出现不能装配或装配不到位(干涉)等问题, 需要对零件进行修正,找出偏移量后对模具进行修 正,调试周期相对较长。所以,应当对零件之间匹配 可能产生干涉的部位,尤其是对影响车身长、宽、高 的重要零部件制定公差时,根据实际需要将公差中心 向某一方向做偏移,预先设定偏移量。 (2)特殊公差的制定 需根据装配顺序进行分析,合理设置特殊公差。 不同装配顺序,特殊公差制作结果不相同。 案例1。如图2,在某车型下部总成里,前挡板和 后地板本体由于钣金件反弹的影响,装配后整车的宽
装备
EQUIPMENT 3.2 功能尺寸
白车身制造过程中存在很多有装配关系的孔组, 相比孔本身在绝对坐标系下的位置度公差来说,人们 更关注孔之间的相互位置。如何控制孔间尺寸公差更 加重要,这是功能尺寸的概念。反映在骨架测量点 上,就是在不影响装车及车身外观匹配的前提下,测 量点的位置度公差可以放大,但功能尺寸不能放大, 甚至更严格控制,以保证装配需要。
装备
EQUIPMENT 度经常会向正向超差。所以制定公差时,Y 向两配 合面分别向车内走了0.5 mm的公差,如图3。同时 对影响车身高度的前挡板Z 向做了特殊公差,下移 0.5 mm,这样装配后尺寸精度得以提高。后地板本 体(如图4)也如此。
白车身关键点质量控制浅析
关键词:尺寸精度;车身止口;精度控制1前言近些年,随着国家政策的影响,中国的汽车行业竞争日益激烈,新能源汽车也如春笋不断涌现,根据中国汽车工业协会的相关信息统计,目前中国形成了3+3+3+3[5]的局面。
对于汽车增量市场的激素增长,包括合资企业的各主机厂也在不断的开发新的车型车型以及提升产能,同时也在不断地降低制造成本、提升产品的质量。
对于汽车制造工厂来说,共有冲压、焊接、涂装、总装四大工艺,车身焊接过程是重要的环节,其中尺寸精度的质量是整车装配过程中的重要基础,尺寸匹配精度及一致性代表了工厂质量控制的水平。
所谓尺寸匹配精度就是指白车身(Bodyinwhite)的精度,指的是车身上影响总装各零部件安装配合的安装点的尺寸精度。
目前主流的焊装生产线体基本实现自动化,其制造系统庞大、且更为复杂,这些诸多的特点极易引起车身尺寸的变异,车身控制变得相对困难。
目前很多主机厂在规划新生产线体时,已开始采用在线检测技术,通过采用激光、视觉(CCD)传感、图像处理以及计算机控制等技术来监控车身的精度。
另外,国内多数厂家一般都采用大型的三坐标测量仪对白车身的精度进行全尺寸测量。
白车身测点根据车型规格的不同,测点基本控制在800~1200个不等,因为测量周期以及设备的限制,三坐标测量是对日生产的车辆进行抽查,抽查的频率相对较低。
在实际的工作中发现,三坐标测点的数据和总装整车零部件的尺寸匹配关联性不强,无法准确反映白车身在总装车间的实际装配情况。
因此,利用有效的三坐标设备和资源,监控车身的精度是提升产品质量重要保证环节,对关键功能点管理和改进可有效地提高各模块工作效率,提升产品质量。
2关键尺寸测点及功能点的选择白车身是由几百个复杂且尺寸不同的冲压件焊接而成,焊接过程中的定位点、焊点高达数千个不等。
单纯一个冲压件本身来说就有尺寸的误差,几百个冲压件合拼起来的白车身差几毫米就正常了,甚至会产生更大的误差了。
两个冲压件在焊接时需要工装夹具固定,而工装夹具本身的制造也存在误差,总之,几百个冲压件合拼的一个白车身在空间上的产生的累计误差就大了!对于白车身的合格率及功能点选择需要针对与整车尺寸有较大影响的定位点,以及影响主要零件装配的测量点尺寸。
白车身尺寸精度控制方法探讨
MANUFACTURING AND PROCESS | 制造与工艺时代汽车 白车身尺寸精度控制方法探讨王勤卫 石启正汉腾汽车有限公司 江西省上饶市 334000摘 要: 车身尺寸精度是汽车的重要参数,不仅影响着车辆的外观,而且对整车功能性的稳定性有着一定的影响。
影响白车身尺寸的因素很多,比如制造工艺不完善,操作流程不规范,零部件尺寸精度控制差,工装设备维护保养差等因素。
因此采用什么样的控制方法,有效提高白车身的尺寸精度,是汽车主机厂需要考虑的重要问题。
对白车身的尺寸精度控制现状进行分析探讨,找出影响白车身尺寸精度的根本因素,并制定一套完善合理的应对措施就显得尤为重要。
关键词:白车身;尺寸精度;控制1 引言随着我国社会经济的快速发展,再加上我国政府实施的“车辆购置税减免”、“汽车下乡活动”等一系列政策,汽车已经走进千家万户。
各大厂商为了吸引更多的客户,都在对车身结构进行优化设计,提高汽车的性能优势,而车身尺寸精度三是影响汽车质量的重要因素。
因此对白车身的尺寸精度控制方法展开全面细致地分析探讨,具有重要的理论意义和实践价值。
2 白车身尺寸精度控制的重要性车身是整车的主要载体,几乎所有的零件都是依附在车身上的,车身尺寸精度控制最能体现汽车制造企业的整体实力,而且反映着汽车的整体质量。
如果车身的尺寸精度控制不到位,各个零件就会发生不规则偏移,严重者会形成强烈的共振,对驾驶人及乘客产生极大的生命威胁。
除此之外,车身尺寸精度对汽车的外观、各个零部件的性能有着巨大的影响,如果车身尺寸出现问题,就会大大降低汽车使用者的驾驶感受,对汽车销量产生了一定的不利影响。
从这个角度分析,要想全面提高汽车的质量,就需要做好汽车车身的尺寸精度。
3 白车身尺寸的影响因素白车身尺寸控制是一个复杂的系统性过程,车身制造往往需要几十个、甚至上百个流程,每一个环节出现问题,都会给车身尺寸出现偏差。
从车身制造角度分析,影响白车身尺寸的因素主要有零件尺寸误差、夹具结构不合理、操作不规范等,具体内容如下所示:3.1 零件尺寸误差白车身的冲压件,主要分为两部分:一部分是车身表面的外覆盖件,另一部分是内部结构冲压件,车身的结构非常复杂,在车身制造过程中需要经过冲压、剪切、弯曲、拉伸等多个过程环节,而且很多厂商都对车身尺寸提出了很高的要求,在加工过程中,每一个环节都有可能出现误差,而且这种差错会一级一级放大,使得车身整体尺寸与实际需求存在很大的差距,甚至会导致车身彻底报废。
汽车白车身质量控制思路与方法的探讨
汽车白车身质量控制思路与方法的探讨韩波杜庆大上汽通用东岳汽车有限公司山东烟台264000摘要:对当今汽车产品的制作过程而言,在针对汽车白车身研发及总成环节中相关作业技艺及质管经验进行了深入辩析, 确定汽车白车身制作质量管控的有效路径及手段,以此给汽车白车身研发和制作过程中的质量管控工作提供有益参考与借鉴,旨 在推进汽车制造加工产业的有序进步。
关键词:汽车制造;白车身;质量管控;路径与手段科教论坛______________________________________________________________________________________科技风2〇lS 年9月D 01:10.19392/j . cnki . 1671-7341.201825055汽车白车身是汽车成品的前身,即已完成焊接但并未涂装 的汽车结构体。
针对汽车制作过程中白车身焊制质量的管控 是一项甚为繁杂的综合性工程,其关联到冲压过程技术分析、 冲模构架的完整配置、冲压过程检定器具的运用、焊接技术指 标分析、焊接紧固模式的设定、元器件允许偏差的恰当选定及 科学分配等多项内容,另外还包括模具制作、工件夹具的调定 等重点工作。
完整利用冲压、焊制工程知识和检测技艺,切实 做好新款汽车白车身研发及制作过程中的质量管控,可有效缩 短白车身半成品构架的研发周期、优化产品品质、减少制作费 用,且由产品工艺品质着眼,可推进实现汽车白车身的顺利 生产。
1产品参数传递的精准性欲实现白车身制作品质的完美控制,首先必须保证汽车白 车身在其研发、设置以及制作阶段中相关产品参数传送的精准 性。
欲真正实现产品参数传送的精准性,在白车身产品的制作 方案设计环节,依托当今先进的同步工程(C E )设计方法,巧妙 运用D F M 及F M E A 设计思维,且针对白车身元器件制作模具、 检定器具、总装焊制夹具以及其制作流程的研发等步骤进行考 虑,达到方案设计和生产制作全流程上的技术基准一致和参数 同享,进而实现白车身产品制作和设计思维上的协调统一。
探讨汽车白车身质量控制思路及方法
10.16638/ki.1671-7988.2020.17.068探讨汽车白车身质量控制思路及方法燕振(安徽江淮汽车集团股份有限公司,安徽合肥230601)摘要:由于当前汽车白车身质量存在诸多问题,需要进一步对其加强控制,如此才可提高汽车白车身质量,更好地促进汽车制造行业稳定发展。
基于此,文章以汽车白车身质量为研究对象,首先介绍了产品参数传递的准确性,然后分析了汽车白车身质量存在的主要问题,最后提出了加强汽车白车身质量控制思路及方法,以供同行参考。
关键词:汽车;白车身质量;控制;思路;方法中图分类号:U463.8 文献标识码:A 文章编号:1671-7988(2020)17-199-02Discuss the ideas and methods of automobile body-in-white quality controlYan Zhen( Anhui Jianghuai Automobile Group Co., Ltd., Anhui Hefei 230601 )Abstract: Due to the many problems in the quality of the current car body in white, it is necessary to further strengthen its control, so that the quality of the car body in white can be improved and the stable development of the automobile manufacturing industry can be better promoted. Based on this, the article takes the quality of car body in white as the research object, first introduces the accuracy of product parameter transmission, then analyzes the main problems in the quality of car body in white, and finally puts forward the ideas and methods to strengthen the quality control of car body in white, to give colleagues for reference.Keywords: Automotive; Body-in-white quality; Control; Ideas; MethodsCLC NO.: U463.8 Document Code: A Article ID: 1671-7988(2020)17-199-02前言汽车白车身质量控制是复杂、专业的系统工程,包含多个方面,如零部件公差的科学分配、冲压工艺分析以及运用冲压件检具等。
汽车白车身质量控制思路与方法的探讨

车辆工程技术10车辆技术0 引言 汽车白车身质量控制是极为复杂的系统技术,其中涉及到很多系统工程,例如冲压工艺、冲模构思、冲压件质量检测、焊接工艺、焊接构思、零件选取规格、零件质量与零件分配等等。
在其质量管控的过程中,要综合使用冲压等焊接工艺,还要提升其质量检测水平,从而对汽车白车身的开发与制造质量进行保障,一方面能够缩短汽车白车身的研发时间与研发成本,另一方面还能提高汽车白车身的质量,确保其高质量生产。
1 产品数据传输的准确性1.1 产品设计中数据传递基准的一致性 在传统白车身开发与制造的过程中,主要依照模型、样板、图板等技术的结合来确定白车身的形状与尺寸,多数研发与设计的过程中为逆向工程。
我国近几年技术水平不断提升,在汽车白车身的研发中将技术与制造相结合,逐步将正向与逆向工程相融合进行开发设计。
其外形的设计通常使用逆向工程,而在其设计环节会运用正向工程,对于后续的研发与设计会运用同步工程,确保产品设计中数据传递基准的一致性,使其质量有所保障。
1.2 汽车配件在模具和夹具中遵从相同定位基准 汽车白车身的设计过程中,对于其器与其孔定位或者孔直径都没有严格遵循生产要求的标准,例如减少重量孔,渗漏孔等等,在其孔类的生产或者冲压质量要求的过程中,对其钻孔的位置与其孔直径要求并不严谨。
在其整体设计与制造的过程中,不应该将其孔类当作冲压工件在模具加工中的定位基准孔,否则将会对其冲压质量管理增加难度,还会增加企业质量管理的成本。
1.3 冲压件工序间尺寸传递基准一致性 冲压件工序的尺寸传递基准是否能够保持一致性会直接影响汽车白车身的设计与生产质量。
传统模具设计制造的过程中,虽然会对其尺寸传递基准能否保持一致性会有所考量,但是在大方向的工程中还是以刀钳为主要调整的工具。
现今在汽车白车身制造的过程中,主要运用45孔的冲压件完成各个工序之间的基准孔转换作业。
每个工序的模具45孔全部是数控机床所加工而成,对其拉延模调试的数据确保达到质量标准之后,装入冲头45孔,就能够将此孔作为模具的定位,也能够高效保障冲压件工序间尺寸传递基准的一致性。
汽车白车身质量控制思路及方法探究
汽车白车身质量控制思路及方法探究作者:文/ 姜爱珠来源:《时代汽车》 2020年第21期姜爱珠沃尔沃汽车(中国)投资有限公司台州路桥分公司浙江省台州市 318000摘要:文章从产品结构质量、连接工艺质量以及生产尺寸精度三个角度入手,分析了汽车白车身质量控制思路下的关键因素;围绕把关产品正确性、重视连接合格率以及强化尺寸精度管理力度三个方面,提出了汽车白车身质量控制的方法策略。
关键词:汽车白车身质量控制生产工艺Research on Ideas and Methods of Quality Control of Automobile Body-in-WhiteJiang AizhuAbstract:This article analyzes the key factors of the quality control of automobile body-in-white from the three perspectives of product structure quality, connection process quality and production dimensional accuracy. The paper focuses on the correctness of the product, attaching importance to the connection qualification rate and strengthening the management of dimensional accuracy. The method and strategy of quality control of automobile body-in-white are proposed.Key words:automobile body in white, quality control, production process1 引言汽车生产质量控制,是国内汽车制造企业产品开发品质的重要条件。
探讨汽车白车身质量控制思路及方法

探讨汽车白车身质量控制思路及方法发表时间:2020-12-03T12:31:17.353Z 来源:《科学与技术》2020年第21期作者:张泽臻徐斌张德军[导读] 汽车白车身质量控制是复杂、专业的系统工程,包含多个方面,如零部件公差的科学分配、冲压工艺分析以及运用冲压件检具等。
将检测技术、冲压和焊接工艺知识相结合张泽臻徐斌张德军奇瑞商用车(安徽)有限公司安徽芜湖 241000摘要:汽车白车身质量控制是复杂、专业的系统工程,包含多个方面,如零部件公差的科学分配、冲压工艺分析以及运用冲压件检具等。
将检测技术、冲压和焊接工艺知识相结合,重视汽车白车身在开发和制造中的质量控制,这样可以加快白车身开发速度,保证产品质量,减少制造成本,还可以确保白车身生产正常进行。
关键词:汽车;白车身质量;控制;思路;方法引言随着科学技术的进步,汽车工业迅速发展,推动了汽车工业的发展和创新,缩短了发展和制造的商业周期,降低了汽车工业的成本,提高了质量和性能,提高了汽车工业的发展[1]。
工艺改进已得到显着改进,尤其是在螺栓联接编辑过程中。
由于螺栓焊接技术与其他焊接方法相比具有简单的优势,因此它已用于许多行业,尤其是汽车行业。
1汽车白车身质量存在的主要问题1.1白车身焊接技术难度很大焊接技术直接影响汽车白车身质量,由于在白车身中常用的技术手段包括焊接技术,因为其难度相当大,很有可能存在失误,所以容易由于该原因而造成焊接效果不显著,使得白车身质量降低。
在焊接中通常会有许多细小零件,质地轻薄,很有可能受到损伤,所以要求整个焊接过程应该认真,而目前普遍采用的旱季技术是点焊技术,但是存在发展较迟、技术不先进的情况,综合各个方面原因,很有可能降低白车身质量。
由于这项工作需人为操作,所以对焊接人员专业技术有一定的要求,需要充分了解焊接原理和操作方式,而且要有高度的责任感,因后期检验工作也十分关键。
但现阶段又经常出现焊接人员没有接受专业的教育,所以不能充分了解专业理论知识,也不能掌握不同焊接用具的基本原理的问题,这样易出现失误,所以这是造成白车身质量存在问题的关键因素。
汽车白车身质量控制思路及方法探究

汽车白车身质量控制思路及方法探究发布时间:2023-02-03T01:16:03.694Z 来源:《科学与技术》2022年18期作者:吴明磊[导读] 由于汽车白车身质量控制是一项复杂而繁琐的工作,吴明磊长城汽车股份有限公司河北省汽车技术创新中心河北保定 071000【摘要】由于汽车白车身质量控制是一项复杂而繁琐的工作,它涉及到冲压工艺的分析、模具结构的完整配置、模具的使用、焊接工艺指标的分析、焊接紧固方式的设定、元器件的合理选择和合理的配置等。
充分利用冲压、焊接工程和测试技术,真正做到对新型汽车白车身的研发和制作进行严格的质量控制,能有效地缩短产品研发周期,优化产品质量,减少制作成本,且由产品白车身质量着眼,可推进实现汽车白车身的顺利生产。
关键词:汽车;白车身质量;控制;思路;方法1.产品参数传递的准确性为了达到对汽车白车身制造过程进行有效的质量控制,必须保证相关参数在不同生产过程中的传输精度。
在设计白车身的过程中,必须将其与同步的工程方法相融合,并合理地应用FMEA、DFM等多方面的思想,并充分利用白车身零部件的检测设备和模具等,使其在制造过程中得到了参数的分享和规范,从而保证了白车身的设计思路与制作的一致性。
1.1基于模型的产品结构的设计传统的白车身结构体系和开发,以主体图板、主导模型和主体样板相结合当做其选择结构尺寸和外观形状的重要依据,作为确定结构大小和外形的主要因素。
随着现如今对新产品设计和研发周期要求的不断降低,白车身的结构研发和设计中也开始采用逆行以及正行的复合式工程,简而言之,就是将白车身的外形和正向的改造结合起来,并且在紧固件的开发和制造过程中,都使用了平行的技术和参数模型,确保了它的性能。
在汽车车身的研制施工中,应注意到在汽车零部件的焊接与冲压工艺中,零件的各项性能指标的传递一致性。
比如:采用PLP技术可以实现精确的传输。
1.2在夹具和模具中汽车配件遵循同一定位基准在汽车白车身的结构设计中,就某个器件来讲,并不是所有孔直径控制和孔定位都按照有关标准进行,比如减小泄漏孔和增加重量孔,这种型号的孔在确定冲压参数时,对孔的大小和孔的位置都有一定的限制,并且总体上不会将这种孔用作在模具处理期间的冲孔,但是这会造成更高的质量管理成本。
汽车白车身焊接精度偏差控制研究
汽车白车身焊接精度偏差控制研究发布时间:2021-05-14T10:56:20.317Z 来源:《工程管理前沿》2021年第4期作者:陈敬元[导读] 汽车白车身是整车零部件的载体,是实现整车功能,陈敬元东风本田汽车有限公司湖北省武汉市摘要:汽车白车身是整车零部件的载体,是实现整车功能,体现整车外观形象的车体机构。
一般来说,汽车白车身(Body-in-White BIW)通常是指已经完成所有焊接装配,还没有进行涂装电泳、喷漆和总装零部件装配阶段之前的车身。
本文从白车身焊接过程入手,通过现场工艺和质量数据分析,制定焊接过程变形的控制方法,以达到有效控制白车身尺寸偏差的目的。
关键词:白车身;焊接精度;偏差控制1、绪论汽车制造工艺是一个系统复杂的过程,包含钣金件的铸造、锻造、冲压、焊接,面漆喷涂、零件加工和热处理、部件装配和整车装配等。
而汽车白车身是整车的重要组成部分,以“钢结构”为主的支撑部件,车身重量和制造成本约占整车的40%-60%,白车身焊接结构复杂,装配环节众多,层级结构复杂,易累积焊接尺寸偏差。
白车身制造尺寸精度直接决定后工序制造质量,目前在整车制造企业中,普遍存在因白车身尺寸偏差问题导致零部件装配困难或装配符合性差,导致整车外观质量差,生产一致性低,从而影响客户满意度,导致品牌口碑差。
整车制造企业应本着“视下一工序为客户”的理念,加强源流控制,强化白车身制造质量控制意识,降低车身制造尺寸偏差,提高车身尺寸精度。
本文主要论述了白车身焊接过程精度的偏差控制。
2、白车身焊装精度的偏差控制在车身焊接过程中,会因为工装夹具、焊接方法、参数选择不当、焊点顺序、焊缝结构形状等因素产生精度变化,焊接会影响车身尺寸精度,降低零部件装配精度,较大的焊接变形还会降低车身结构的承载能力。
因此需要选择合理的焊接方法、焊接工艺、焊接规范来控制焊接变形。
2.1“过定位”设计白车身焊接结构复杂,是由几百个具有复杂型面的薄板冲压件,经过多工位焊接而成的车身总成,装配环节众多,层级结构复杂。
汽车白车身质量控制思路及方法探究
汽车白车身质量控制思路及方法探究摘要:为进一步提高在汽车产品设计与制造阶段中,对汽车白车身的质量控制力度。
因此本文从产品设计参数的有效传输、冲压加工件尺寸公差两方面探讨具体的汽车白车身质量控制有效方法,并阐述上述配件公差带单向包容、加工件优先级质量控制与汽车装配重要尺寸参数三项质量控制思路,为推动汽车制造行业的进一步发展提供具体建议。
关键词:汽车白车身;质量控制;方法1白车身制造白车身是指车身结构件及覆盖件焊接总成,并包括前翼板、车门、发动机罩、行李箱盖,但不包括附件及装饰件的未涂漆的车身。
涂装后的白车身加上内外饰(包括仪表板、座椅、风挡玻璃、地毯、内饰护板等)和电子电器系统(音响、线束、开关等),再加上底盘系统(包括制动、悬架系统等),再加上动力总成系统(包括发动机、变速箱等)就组成了整车。
白车身制造的工艺布局分为前车体、下车体、总拼、侧围以及顶盖几个区域。
每个区域分别由不同的工艺装备进行零件的固定,人员或者机器人操作焊接设备进行零件的焊接,焊接完成后再通过自行小车或者往复杆式的输送线进行零件的输送,保证未完成的零件总成放入下一个区域进行零件装配与焊接工作,从而完成整个白车身的焊接制造工作。
2注重提高汽车白身制造参数的有效传输需要在汽车白车身设计及制造环节中,秉持可制造性设计、失效模式及后果理念,对所构成、设计产品的零部件参数与具体工序流程开展逐步分析作业,提前对汽车白车身设计与制造环节中全部潜在的失效模式、可能出现的质量问题加以深入分析、总结,并在其基础上制定针对性问题解决措施。
简而言之,便是确保在汽车白车身设计与制造环节中,各项产品参数的有效传输与一致性。
2.1基准参数的传输有效性分析在汽车产品设计与制造环节中,主要的工序流程为,将所构建的产品三维设计模型的基准面数据加以有效传输,并采取复合工程,确保将汽车产品设计方案中的各项参数数据进行准确、有效传输。
例如在我国传统汽车制造行业发展模式中,所构建的汽车三维设计模型主要由图板、模板等部分共同构成,并以逆向工程作为汽车白车身产品设计的主要模式,以及汽车白车身各零部件尺寸设计参考方向。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车白车身精度控制思路与方法的探讨
摘要,在我国的汽车发展过程中,汽车的生产质量和车身的尺寸要求都在随着
社会的需求而发生变化,人们对于汽车的车身质量和车身的精度也在不断的提升
要求,这就给我国的汽车生产企业带来了新的改革创新方向,只有满足人们对于
汽车的需求,汽车产业才能更加健康的发展下去。
关键词:汽车白车身;精度控制;思路和方法
引言
现代汽车的发展速度迅速发展,当前我国的汽车制造业正在加速发展,新的
发展环境要求汽车技术向更加环保,更加严格的水平迈进,汽车的安全和舒适是
越来越多的汽车制造商所追求的,汽车车身所需材料逐渐向轻合金,高强度钢进
行转变,人们对于购买汽车的品味需求和安全化标准的期望越来越高。
汽车车身
的精度是用来按照设计要求将汽车车身进行定型定位,组成车身零部件,进而确
保汽车白车身的精度,使得汽车的尺寸符合,本文就汽车白车身精度控制思路和
方法进行阐述。
第一,在概念开发阶段对白车身精度控制。
随着汽车工业技术的不断进步,
零件尺寸精度要从产品诞生早期开始进行控制,加大对产品施加影响,介入到前
期的SE工作和产品同步工程中去,在产品开发过程中,对产品设计的工艺性、
可制造性进行评估,对设计方案等进行审核,优化工艺拼接流程。
设计零件的结
构越简单,制造越简单,同时冲压件越简化,产品的结构就越具合理性和经济性,这样后期的制造会更简捷、更有益于白车身精度控制。
第二,对车身项目技术任务书的编制和设计标准及元器件选择使用进行控制,会对白车身精度控制起到至关重要的作用。
在技术任务书中对机械、电气、产品
特殊部分、设备特殊部分、工厂特殊部分等做了详细规定。
同时对生产线的传输
方式,采用的焊接工艺方法及新技术、质保检测手段等做出详细规定,进而使得
车身的精度控制在可操作的范围内。
一、车身夹具的高精度设计
夹具设计首先是对尺寸的要求,在进行夹具的设计前期需要做好夹持工件的
研究工作,同时根据汽车生产线的生产能力确定所用的夹具的数量,这样即能够
保证夹具的使用效果,同时还节约了生产成本。
根据在车身制造过程中的车身点
和位置进行设置,其次根据生产布局图,通过工件的输送方式和车身所处环境设
计出合理的夹具,由于车身夹具是一个辅助工具,因此在使用环境下,不能随意
的设计形状,要根据汽车所处的环境进行科学的设计。
二、车身夹具的设计特点
车身夹具的设计首先需要设计简单化和制造方便化,夹具使用的特殊性在于
不是长期和多用途性的,一般情况下夹具的更换周期时间较短,因此在设计过程
中需要充分的考虑到这个因素,夹具在制造过程中需要严格要求尺寸,往往夹具
的使用要保证一次成功,在制造的过程中也是单一的制造,没有重复制造的机会,所以在设计过程中要更加的谨慎,设计者要熟悉夹具的制造流程和方法,以满足
设计的工艺要求。
以上这些问题将决定夹具的设计、制造质量。
焊接技术在车身
工程中处于重要地位,随着汽车轻量化的要求。
一些轻型材料的应用,如铝合金
的焊接需要促进了焊接新技术的发展,汽车的精度不仅仅是依靠生产尺寸的控制,
还要对加工过程中的精度控制需要重视起来,最终才能提高白车身的精度。
提升生产线的智能自动化
汽车生产自动化技术是结合信息技术的一门智能化的生产技术。
首先,使用
自动化技术需要设定好整套的程序,通过对设定程序在汽车车身生产系统的执行,进而实现自动化组装车身的过程,这样不仅可以大大提升生产效率,同时也能改
善汽车的组装质量,保证了汽车整体焊装的精确性,因此越来越多的汽车焊装车
间将这项技术应用到实际的生产当中。
随着我国的信息技术不断发展,计算机技
术已经成为自动化生产的基础,目前在我国的生产行业得到了大量的应用,汽车
车身焊装车间作为汽车生产的重要环节,对提升汽车生产能力影响较大,因此需
要不断的进行完善车身焊装过程中的自动化控制,进而提升自动化生产能力。
智
能设备的参与使车身精度控制方法有了较大的突破,加大对自动化制造的研究和
使用,提升汽车的精度和质量,这样对汽车生产制造效率有较高的提升,同时在
进行机加工的过程中,出现物料加工机床故障可以自主化进行避让,这样大大节
约了生产时间,目前我国的多数汽车生产均采用了这项技术,通过制造物流控制
系统,进行统一的管理,这样极大的改善了汽车材料的运输的速度,智能化的生
产技术手段的应用改变了人工效率低下的现状,同时对于生产质量的稳定起到很
大帮助,从而提升了汽车的车身尺寸精度和质量。
在未来的发展中,视觉检测更加符合发展需要,能够满足生产线上实时检测,同时测量机器人在未来的检测中可以通过检测程序的更换,达到测量不同车身的
要求,三坐标测量机的出现使得我国的汽车车身测量的发展有了明显的提升,对
我国的汽车生产行业的发展奠定了基础条件。
汽车车身的精度控制是汽车制造过
程中较为重要的一个环节,而对于车身整体质量而言,焊接夹具是装焊过程生产
线上所需用到的一种较为重要的、关键的器具,因此要充分的利用好汽车夹具,
做好对车身的精度控制。
同时生产线尽量减少人工的使用,降低人为因素的影响。
在生产过程中所遵循的工艺流程直接影响生产汽车的质量。
因此,汽车焊接夹具
的设计和制造是保证汽车制造质量的一个关键性步骤,同时也是需要大量的现场
经验以及制造、设计技术的一项工作。
只有做好白车身夹具的研究工作来提升车
身精度,才能使得我国的汽车白车身精度控制方式的发展更加具有潜力。
三,结束语
通过对白车身的精度控制的长期研究发现,精度的控制工作贯穿整个生产过程,无论是加工技术还是使用的加工辅助工具都会对车身的精度产生影响,因此
在未来的发展中,通过优化技术存在的缺陷,我们会提升对汽车精度的控制,进
而增强我国的汽车生产水准。
参考文献:
[1]周金量,林世聪,孙定伟. 浅谈白车身精度管理及提升[J]. 时代汽车,2016,(10):28-30.
[2]张永恒. 白车身精度管理平台的构建及应用探讨[J]. 中国战略新兴产业,2017,(24):27-28.
[3]黄亚辉,莫洁初. 白车身开发过程中的焊接精度控制探讨[J]. 科技创新与应用,2015,(16):114.
[4]涂欣敏. 浅谈白车身生产试制过程中的焊装精度控制方法[A]. 中国汽车工程
学会.2010中国汽车工程学会年会论文集[C].中国汽车工程学会,2010:4.。