台车式加热炉和热处理炉的比较研究
燃气双台车式热处理炉的设计与应用

燃气双台车式热处理炉的设计与应用
燃气双台车式热处理炉是一种新型的热处理设备,它具有自动化运作、能耗低、热处理效果优良等特点,被广泛应用于机械、建材、化工、陶瓷
等领域。
该炉采用两个独立的工作台,加热炉膛采用燃气加热方式,在高温下
对工件进行热处理,可以有效地改善材料性能,提高产品的质量和使用寿命。
该炉的设计和应用需要考虑以下几个方面:
1.炉膛设计:炉膛应具有足够的容量和均匀的温度分布,能够容纳不
同尺寸和形状的工件,并实现热处理工艺要求。
2.控制系统设计:炉膛采用PLC控制系统,可实现自动、精确的控制,通过实时监测温度、压力、时间等参数,对加热程序进行调整,确保热处
理过程的稳定性和真实性。
3.安全性设计:炉膛应该具有完整的安全保护系统,如温度保护、压
力保护、过载保护等,以确保操作人员和设备的安全。
4.应用领域:燃气双台车式热处理炉适用于各种高温热处理工艺,特
别是对大型、复杂形状的工件,如汽车零部件、铸件、轴承、模具等具有
良好的适用性。
总之,燃气双台车式热处理炉的设计和应用,需要考虑炉膛设计、控
制系统设计、安全性设计以及应用领域的因素,通过优化设计和创新技术,实现更高效、更精确的高温热处理过程,为工业生产带来更加可靠且高品
质的产品。
台车式热处理炉设计资料

摘要台车式炉属于间断式变温炉,炉膛不分区段,炉温按规定的加热程序随时间变化。
作为工业炉中颇具特色和代表性的一大类炉型,台车式炉已经被广泛应用于冶金及机械制造加工等行业。
台车式炉的结构特点是:炉底为一可移动台车,加热前台车在炉外装料,加热件需放置在专用垫铁上,垫铁高度一般为200~400mm。
加热时,由牵引机构将台车拉入炉内;加热后,由牵引机构将台车拉出炉外卸料。
合理设计台车式热处理炉,对改善热处理炉的热效率,提高产品的质量具有重要意义。
本设计对象为20t台车式正火炉。
主要由炉底,钢结构,烧嘴,炉衬,换热器,空、煤气管道,炉门,台车,台车轨道及烟囱等部分组成,用于45钢的正火处理。
设计计算依据《工业炉设计手册》及《火焰炉设计计算参考资料》等参考书。
主要包括:1.方案选择,2.燃料燃烧计算,3.炉内热交换计算,4.加热期炉子热平衡计算,5.保温期炉子热平衡计算,6.管路及排烟系统阻力损失计算,7.炉子重要部件选择等十几个部分。
应用3D画图软件Pro/ENGINEER建立炉子三维实体模型以及运用制图软件CAD进行炉体及各部件的工程图绘制。
三维立体图能直观的反映炉子本身的构造,便于修改,利于设计讨论,在工程设计中正得到广泛的应用。
该热处理炉设计特点是采用全纤维炉衬,纤维柔性密封,比普通的砖砌台车式热处理炉的热效率大大提高,达20%以上。
在此基础上,利用脉冲燃烧控制技术及新型空气换热器,大量节省了能源,节约燃料,提高了工件热处理质量。
关键词:台车式正火炉,全纤维热处理炉,脉冲燃烧控制技术,换热器AbstractBogie hearth furnace is intermittent temperature furnace, regardless of section, the furnace temperature change over time according to the provisions of the heating process. As a distinctive and representative of a large class of furnace industrial furnace, bogie hearth furnace has been widely used in metallurgy and mechanical manufacturing and processing industries. Bogie hearth furnace structure is characterized by: the bottom of a mobile trolley, heated front car loading in the furnace, heating be placed on a dedicated horn, horn height of generally 200 ~~ 400mm. When heated by the traction trolley pulled into the furnace; heated by the traction car pull out of the furnace discharge. Rational design of the trolley heat treatment furnace, and of great significance to improve the thermal efficiency of the heat treatment furnace to improve the quality of the product.A 20t bogie hearth annealing furnace for annealing round steel made by 45 was designed in this paper. It is composed of furnace hearth, steel construction, burner,furnace liner, heat exchanger, air and coal gas pipes, furnace door,bogie, track of bogie and chimney. The calculation of designing mainly according 《Handbook of furnace designing》and 《Reference data book of flame furnace calculation of design》.It includes: 1.the selection of project, 2.the calculation of fuel combustion, 3.the calculation of heat-exchanging in furnace, 4.hear balance of the furnace as heating, 5.heat balance of the furnace during the process of thermal retardation, 6.the calculation of loss in piping and flue system, 7.the election of important components, and so on.Using AutoCAD to draw the furnace and its accessories, and drawing 3-dimension construction of furnace by Pro/ENGINEER software.The 3D model now is widely used in engineering design because it can describes the construction of the furnace directly, and easy for revising.The heat treatment furnace design features all-fiber lining, fiber flexible seal, greatly improve the thermal efficiency than the ordinary brick trolley heat treatment furnace, and more than 30%. On this basis, the use of pulse combustion control technology and neW air heat exchanger, and save a lot of energy, save fuel, improve the quality of the Workpiece heat treatment.Key Words: bogie hearth annealing furnace, all-fiber heat treatment furnace, pulse combustion control technology, heat exchanger目录摘要 (I)关键词:台车式正火炉,全纤维热处理炉,脉冲燃烧控制技术,换热器 (I)Abstract (II)原始技术数据 (1)第一章台车式正火炉结构方案描述 (2)1.1 管道系统 (2)1.1.1 煤气管道系统 (2)1.1.2 空气管道系统 (2)1.2 炉衬结构 (2)1.3 常规燃烧系统 (3)1.4 排烟系统 (3)1.5 电器及计算机控制系统 (3)1.6 炉温检测、控制记录系统 (3)1.7 安全保护措施 (4)第二章燃料的燃烧计算 (5)2.1 焦炉煤气和高炉煤气干、湿成分换算 (5)2.2 计算混合煤气湿成分 (6)2.3 计算空气需要量 (7)2.4 计算燃烧产物生成量及成分 (8)2.5 计算混合煤气燃烧产物密度 (9)2.6 计算燃料理论燃烧温度 (9)第三章炉膛热交换计算 (10)3.1 预确定炉膛主要计算尺寸 (10)3.2 计算炉膛相关尺寸 (10)3.3 计算平均有效射线行程 (11)3.4 计算炉气中CO2和H2O分压力 (11)3.5 计算各热处理段炉气、炉墙和钢坯温度 (11)3.6 计算各段炉气黑度 (12)3.7 炉衬对金属的角度系数 (13)3.8 计算燃烧产物和炉衬向钢坯辐射的单位总热量q (13)3.9 计算各区段给热系数 (15)3.10 计算以辐射系数为单位的假定(折算)对流给热系数 (16)3.11 计算导热辐射系数 (17)3.12 计算综合辐射给热系数 (17)第四章金属加热计算 (19)4.1 钢坯计算厚度 (19)4.2 在各计算区段中金属的平均热导率 (19)4.3 计算斯特罗克准数 (19)4.4 计算毕沃准数 (20)4.5 确定加热物体厚度的比值系数 (20)4.6 金属加热计算方式 (20)4.7 计算加热时间 (21)4.8 验算加热时间 (22)4.9 绘制热处理温度变化图如下 (22)第五章加热周期炉膛热平衡与燃料消耗量计算 (24)Q (24)5.1 炉膛热收入入5.2 炉膛热支出 (24)5.3 炉膛热平衡式与平均燃料消耗量 (33)5.4 计算最大燃料消耗量 (33)5.5 炉膛热平衡表 (34)5.6 炉子工作指N (34)第六章保温期间热平衡 (36)6.1 保温期间热收入Q入 (36)6.2 保温期间热量支出Q出 (36)6.3 热平衡方程式 (37)6.4 炉子煤气消耗量 (37)6.5 保温期间热平衡表 (37)第七章炉子性能和计算数据表 (38)第八章煤气烧嘴及炉子部件的选用 (39)8.1 选用依据 (39)8.2 烧嘴类型 (39)8.3 烧嘴布置和烧嘴选型 (39)8.4 烧嘴数量和安装间距 (40)8.5 炉子其他部件设计选择 (40)第九章空气换热器设计计算 (42)9.1 已知数据 (42)9.2 设计数据 (42)9.3 设计方案 (42)9.4 设计计算 (42)9.5 计算换热器运行经济指N (48)第十章空气管路阻力损失计算及鼓风机选择 (50)10.1 计算条件 (50)10.2 管路分段 (50)10.3 计算各区段空气流量、管道内径、规格及空气流速 (50)10.4 确定空气管路系统阻力损失计算的区段 (51)10.5 计算阻力损失 (52)10.6 鼓风机的选择 (53)第十一章煤气管路阻力损失 (55)11.1 计算条件 (55)11.2 煤气管道分段 (55)11.3 计算各区段煤气流量、管道内径、规格及煤气流速 (55)11.4 煤气管路阻力损失计算示意图 (56)11.5 确定空气管路系统阻力损失计算的区段 (56)11.6 阻力损失计算 (57)第十二章烟道阻力损失及烟囱计算 (59)12.1 计算条件 (59)12.2 烟道阻力损失计算示意图 (59)12.3 各段烟道断面尺寸确定 (60)12.4 计算以上三段烟气温度 (60)12.5 计算各段烟道中烟气流速 (61)12.6 烟道阻力损失计算 (61)12.7 烟囱主要参数计算 (62)参考文献 (64)致谢 (65)原始技术数据设计题目: 20t台车式热处理炉设计原始数据:一、工件1.材质:45号钢2.工件形状:方形;尺寸:长L=5000mm,宽W=720mm,高H=720mm3.料坯单重:m=20t/每件4.工件初始温度:t0=20℃二、热处理制度1 料坯装入冷炉以20℃/h的速度加热到600℃;在600℃保温4小时;2 料坯在炉内从600℃以30℃/h的速度加热到1100℃;在1100℃保温8小时;3 出炉空冷。
台车式燃气热处理炉技术要求

台车式燃气热处理炉技术要求一、项目范围1、对招标方一台8m×4m×2.5m台车式燃气热处理炉和一台6m×3m×2.5m台车式燃气热处理炉进行设计、制造、安装、调试,直至交付招标方使用的交钥匙工程。
3、供货范围:说明:供货清单允许投标单位应标时添加说明:供货清单允许投标单位应标时添加二、现场条件:1、电源参数:电压:380V±15%AC 220V±15%AC 电源频率:50Hz;2、起吊高度:行车底部标高 +13.5m;3、生产制度:四班三运转制;4、燃烧介质:天然气;炉体调压器前燃气压力:90kPa;;天然气:低热值H:8430Kcal/Nm3,三、8m×4m×2.5m台车式燃气热处理炉主要技术参数四、6m×3m×2.5m台车式燃气热处理炉主要技术参数五、主要技术要求台车式燃气热处理炉主要由全纤维炉体、全纤维炉门、炉车、燃烧系统、排烟系统、密封系统、自控系统、上位工控计算机集散控制系统等主要部分组成。
1)、炉体钢结构(1)、炉体钢结构采用国标方型钢、钢板焊接而成,炉门钢柱采用δ=12mm钢板焊接而成,其材料的选用必须是有质量合格证的正规厂家生产,材料Q235A。
炉体维护钢板厚度δ≥6mm,炉体钢结构的制造应满足国家相关制造标准要求,其焊缝部位均匀饱满,棱角部位圆滑过度。
在炉体结构的设计上应充分考虑到高温热膨胀、冷态收缩对结构的影响,确保炉子在频繁升温、降温状态下不允许产生弯曲变形等缺陷。
炉体钢构使用寿命20年以上。
(2)、8m×4m×2.5m热处理炉炉体、炉口护板3Cr24Ni7SiN耐热钢,厚度应≥25mm,炉后护板ZG30Cr18Mn12Si2N(铬锰氮铸钢件),两块间安装间隙≤15mm。
6m×3m×2.5m热处理炉炉体、炉口、炉后护板采用Z G30Cr18Mn12Si2N(铬锰氮铸钢件),厚度应≥25mm,两块间安装间隙≤15mm。
热处理炉的分类
热处理炉的分类
热处理炉按照使用目的和工作原理可分为以下几类:
1. 车床式热处理炉:工件放置在车床中,在炉内旋转热处理,适用于批量、重量较大的工件。
2. 线性式热处理炉:工件在线性传送带上运动,一般用于生产线中的连续生产工艺。
3. 相间式热处理炉:工件在加热和冷却区域交替运动,适用于对工件进行淬火、回火等处理。
4. 磨具式热处理炉:工件在移动磨具上翻滚,达到淬火、回火等效果。
5. 真空炉:能够在真空或气氛下进行热处理,适用于不耐氧化的金属材料的处理。
6. 气氛炉:在特定氧化剂或保护气氛下进行热处理,适用于对表面进行氧化或氮化的工艺处理。
7. 橱式热处理炉:种类繁多,广泛用于各种金属材料的热处理工艺。
台车式加热炉和热处理炉的比较研究
台车式锻造加热炉详细介绍
台车式锻造加热炉详细介绍台车式锻造加热炉主要用于金属构件的正火、退火、去应力用锻造热处理炉骨架由各种型钢焊接而成,外框用槽钢作主梁,围板采用冷薄板,台车用槽钢作主梁,底板及前后端板采用中板。
结构组成:炉体部分主要包括炉壳、炉衬、加热元件、炉门及台车。
炉壳由钢板与型钢焊接而成,炉衬采用节能型超轻质耐火砖、硅酸铝纤维与优质保温材料组成复合炉衬。
加热元件用高合金电阻丝绕制成螺旋状放置于炉衬和台车搁砖上;台车可以来回移动,便于装卸料,其与炉壳间采用合理的密封结构,改善了密封性能;炉门的升降与台车的进出均采用电动减速机构驱动,炉底板为耐热铸钢件。
并可选配台车倾斜卸料装置。
台车和炉门,一体化连轨,不需基础安装,放在水平地面和基础垫铁或膨胀螺丝就可使用。
其中:锻造热处理炉传动部分:台车传动采用电动机、减速机通过链条带动前端一组主动轮传动。
炉门传动是采用蜗轮减速机和电动机组合电动升降。
锻造热处理炉密封:台车与炉体密封采用迷宫式结构,并在台车侧有自动沙封刀密封装置。
炉门密封采用滚道式压紧和弹簧压紧自动机构密封该炉炉体部分采用优质耐火砖结构,保证炉膛密封性。
在台车耐压部分采用高铝砖砌筑,下部均添保温砖保温。
锻造热处理炉燃烧系统:在油炉两侧各安装数只烧咀,热流在炉内往复循环,确保炉温均匀性。
根据需要可选定自动型和半自动型。
锻造热处理炉排烟预热装置:在炉后上端安装了排烟预热装置,炉内的烟气通过预热器时,由风机送入冷风进行预热,再由管路送至烧咀进行助燃,并在出口安装一只手动碟阀,该阀可调节炉内压力。
特点:1.节能型炉衬:全纤维结构优于耐火砖结构25%以上。
2.全密封炉体、各介质压力自控、炉压自控,高温高速自控烧嘴。
3.自动化程度高。
计算机+智能温控仪表+手控三级控温方式,能耗低,稳定性高。
迅智工贸根据锻造加热炉加热产品及工艺特点,从“安全性、适用性、经济性”三个方面,有针对性的设计了多种自动化控制工艺可供选择。
主要技术参数:1.用途:锻件加热处理2.工作温度:1200℃,炉膛温度:1250-1300℃.3.控温精度:±1℃4.装炉量:5t—100t5.烧嘴型号及控制方式:高温高速燃烧器,空燃自动比例燃烧,双级脉冲控制,燃气自动点火、熄火报警。
热处理设备讲座心得体会
随着科技的不断发展,热处理技术在工业生产中的应用越来越广泛。
近日,我有幸参加了一次关于热处理设备的讲座,通过这次讲座,我对热处理设备有了更深入的了解,也收获颇丰。
以下是我对此次讲座的心得体会。
一、热处理设备概述讲座首先对热处理设备进行了概述。
热处理设备是用于实现金属工件加热、保温、冷却等工艺过程的设备。
根据加热方式的不同,热处理设备可分为电阻加热、感应加热、火焰加热、电弧加热等类型。
在实际生产中,热处理设备的应用范围非常广泛,如金属材料的淬火、退火、正火、回火等。
二、热处理设备的特点及分类1. 特点(1)高效性:热处理设备具有较高的加热速度和保温质量,能够满足各种热处理工艺的要求。
(2)节能性:热处理设备采用先进的加热技术,如电阻加热、感应加热等,降低了能源消耗。
(3)环保性:热处理设备在加热过程中产生的废气、废水等污染物得到有效处理,实现了环保生产。
(4)可靠性:热处理设备具有较高的机械强度和稳定性,使用寿命长。
2. 分类(1)按加热方式分类:电阻加热设备、感应加热设备、火焰加热设备、电弧加热设备等。
(2)按设备结构分类:箱式加热炉、台车式加热炉、井式加热炉、井式炉等。
(3)按加热介质分类:空气加热设备、气体加热设备、液体加热设备等。
三、热处理设备的应用1. 金属材料的预处理:在金属材料的成形、焊接、切割等工艺过程中,热处理设备可用于去除应力、提高材料性能。
2. 金属材料的强化处理:通过热处理设备,可提高金属材料的强度、硬度、耐磨性等性能。
3. 金属材料的修复处理:热处理设备可用于修复因磨损、变形等原因导致的工件损坏。
4. 金属材料的表面处理:通过热处理设备,可实现金属材料的表面硬化、氧化、扩散等处理。
四、讲座心得体会1. 深入了解热处理设备:通过此次讲座,我对热处理设备有了更全面、深入的了解,为今后在实际工作中更好地应用热处理技术打下了基础。
2. 关注新技术、新材料:讲座中介绍了许多先进的热处理设备和技术,如新型加热元件、智能控制系统等,使我意识到要紧跟科技发展,关注新技术、新材料的应用。
工业台车式天然气加热炉设计要点分析
工业台车式天然气加热炉设计要点分析工业炉设备按加热方式的不同主要分为电炉、燃气炉、燃油炉和燃煤炉等,污染较小且比较节能的加热方式主要有电炉和燃气炉。
2014年中国与俄罗斯签订了燃气供应合同,极大的增加了我国天然气的供应量。
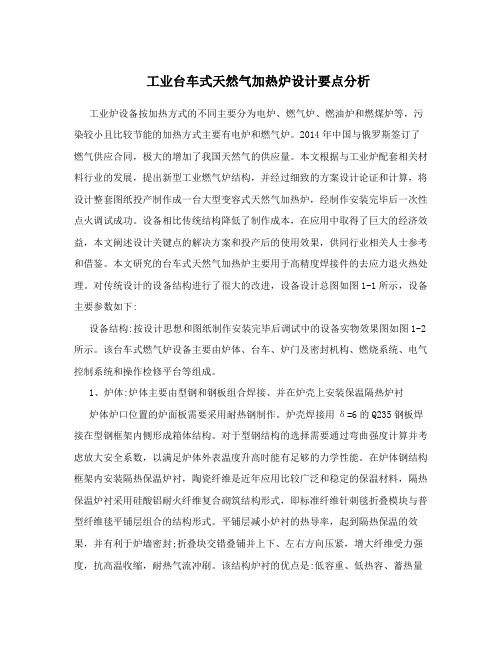
本文根据与工业炉配套相关材料行业的发展,提出新型工业燃气炉结构,并经过细致的方案设计论证和计算,将设计整套图纸投产制作成一台大型变容式天然气加热炉,经制作安装完毕后一次性点火调试成功。
设备相比传统结构降低了制作成本,在应用中取得了巨大的经济效益,本文阐述设计关键点的解决方案和投产后的使用效果,供同行业相关人士参考和借鉴。
本文研究的台车式天然气加热炉主要用于高精度焊接件的去应力退火热处理。
对传统设计的设备结构进行了很大的改进,设备设计总图如图1-1所示,设备主要参数如下:设备结构:按设计思想和图纸制作安装完毕后调试中的设备实物效果图如图1-2所示。
该台车式燃气炉设备主要由炉体、台车、炉门及密封机构、燃烧系统、电气控制系统和操作检修平台等组成。
1、炉体:炉体主要由型钢和钢板组合焊接、并在炉壳上安装保温隔热炉衬炉体炉口位置的炉面板需要采用耐热钢制作。
炉壳焊接用δ=6的Q235钢板焊接在型钢框架内侧形成箱体结构。
对于型钢结构的选择需要通过弯曲强度计算并考虑放大安全系数,以满足炉体外表温度升高时能有足够的力学性能。
在炉体钢结构框架内安装隔热保温炉衬,陶瓷纤维是近年应用比较广泛和稳定的保温材料,隔热保温炉衬采用硅酸铝耐火纤维复合砌筑结构形式,即标准纤维针刺毯折叠模块与普型纤维毯平铺层组合的结构形式。
平铺层减小炉衬的热导率,起到隔热保温的效果,并有利于炉墙密封;折叠块交错叠铺并上下、左右方向压紧,增大纤维受力强度,抗高温收缩,耐热气流冲刷。
该结构炉衬的优点是:低容重、低热容、蓄热量小,大大缩短了窑炉的升温时间;节能效果明显,低导热、绝热好,有效地节约了电耗成本并改善炉子的环境;良好的抗热震性和机械强度。
台车式加热炉技术改造
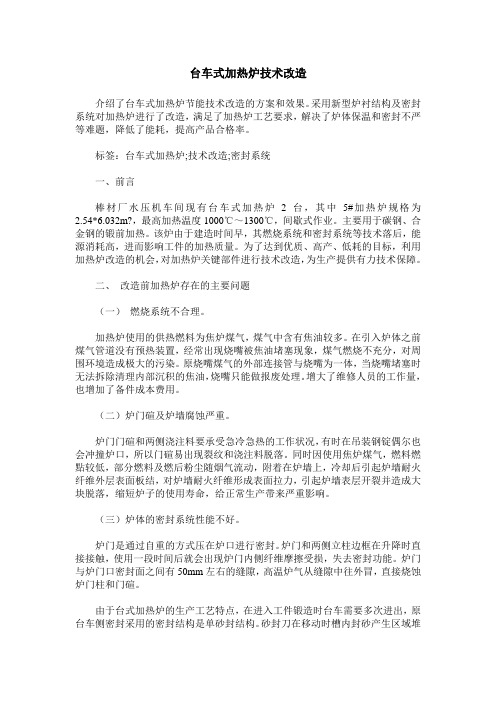
台车式加热炉技术改造介绍了台车式加热炉节能技术改造的方案和效果。
采用新型炉衬结构及密封系统对加热炉进行了改造,满足了加热炉工艺要求,解决了炉体保温和密封不严等难题,降低了能耗,提高产品合格率。
标签:台车式加热炉;技术改造;密封系统一、前言棒材厂水压机车间现有台车式加热炉2台,其中5#加热炉规格为2.54*6.032m?,最高加热温度1000℃~1300℃,间歇式作业。
主要用于碳钢、合金钢的锻前加热。
该炉由于建造时间早,其燃烧系统和密封系统等技术落后,能源消耗高,进而影响工件的加热质量。
为了达到优质、高产、低耗的目标,利用加热炉改造的机会,对加热炉关键部件进行技术改造,为生产提供有力技术保障。
二、改造前加热炉存在的主要问题(一)燃烧系统不合理。
加热炉使用的供热燃料为焦炉煤气,煤气中含有焦油较多。
在引入炉体之前煤气管道没有预热装置,经常出现烧嘴被焦油堵塞现象,煤气燃烧不充分,对周围环境造成极大的污染。
原烧嘴煤气的外部连接管与烧嘴为一体,当烧嘴堵塞时无法拆除清理内部沉积的焦油,烧嘴只能做报废处理。
增大了维修人员的工作量,也增加了备件成本费用。
(二)炉门碹及炉墙腐蚀严重。
炉门门碹和两侧浇注料要承受急冷急热的工作状况,有时在吊装钢锭偶尔也会冲撞炉口,所以门碹易出现裂纹和浇注料脱落。
同时因使用焦炉煤气,燃料燃點较低,部分燃料及燃后粉尘随烟气流动,附着在炉墙上,冷却后引起炉墙耐火纤维外层表面板结,对炉墙耐火纤维形成表面拉力,引起炉墙表层开裂并造成大块脱落,缩短炉子的使用寿命,给正常生产带来严重影响。
(三)炉体的密封系统性能不好。
炉门是通过自重的方式压在炉口进行密封。
炉门和两侧立柱边框在升降时直接接触,使用一段时间后就会出现炉门内侧纤维摩擦受损,失去密封功能。
炉门与炉门口密封面之间有50mm左右的缝隙,高温炉气从缝隙中往外冒,直接烧蚀炉门柱和门碹。
由于台式加热炉的生产工艺特点,在进入工件锻造时台车需要多次进出,原台车侧密封采用的密封结构是单砂封结构。
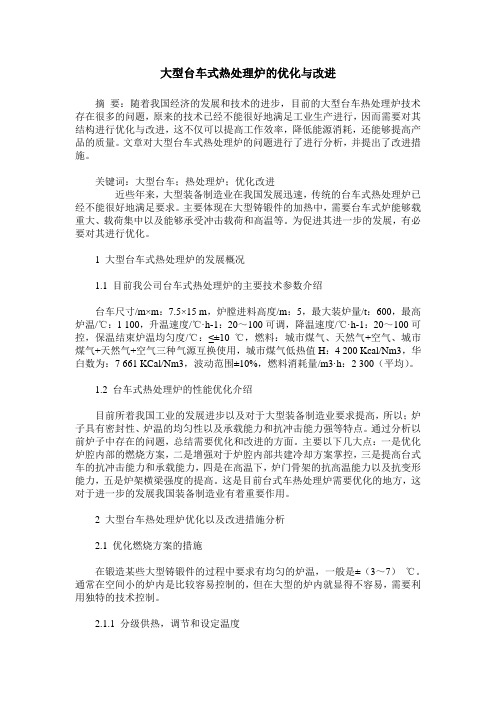
台车式加热炉设计计算1
查表t空=300℃时,c燃气=2.63kJ/(Nm3.℃)
Q燃气=(1-K)BLnc空t空=(1-0.02)×B1×300×2.63=773BkJ/h
热量支出
(1)金属吸收的热量Q1
查表t=1280℃时J2= 800.1kJ/kg;
t=20℃时J1=11.1kJ/kg;
22613B1
Kj/h
5
冷却水带走的热量
580323
Kj/h
总计
46728B1
总计
1316712+22613B1
均热段热平衡表
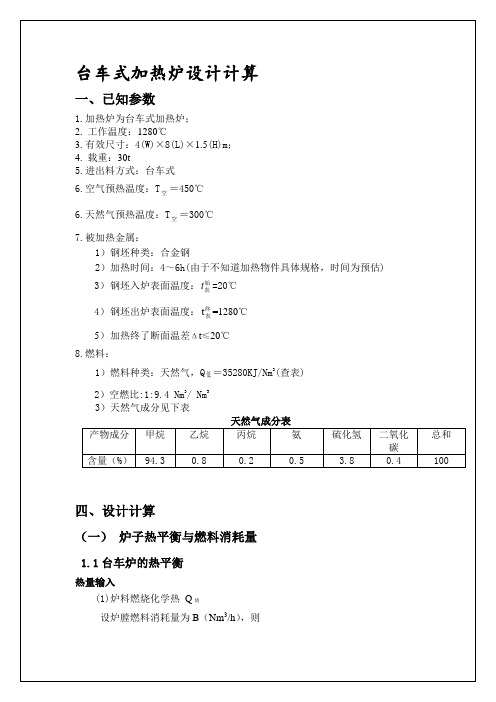
台车式加热炉设计计算一、已知参数来自1.加热炉为台车式加热炉;
2.工作温度:1280℃
3.有效尺寸:4(W)×8(L)×1.5(H)m;
4.载重:30t
5.进出料方式:台车式
6.空气预热温度:T =450℃
6.天然气预热温度:T =300℃
7.被加热金属:
1)钢坯种类:合金钢
2)加热时间:4~6h(由于不知道加热物件具体规格,时间为预估)
砌砖体的平均温度
砌砖体的平均导热率:
λ3=0.84+0.58×10-3×1265=1.571×3.6
λ2=0.291+0.256×10-3×1037.5=0.5566×3.6
λ1=0.05+0.07×10-6×482.52=0.0663×3.6
炉墙单位面积的热损失:
炉墙外表温度 ℃
第一层分界面温度: ℃
3)钢坯入炉表面温度: =20℃
4)钢坯出炉表面温度: =1280℃
5)加热终了断面温差Δt≤20℃
8.燃料:
1)燃料种类:天然气,Q =35280KJ/Nm3(查表)
台车式加热炉优化控制研究的开题报告

台车式加热炉优化控制研究的开题报告一、题目:台车式加热炉优化控制研究。
二、研究背景和意义:台车式加热炉是一种用于加热涂装、烧结、热处理的设备,可用于对金属、陶瓷、玻璃等材料进行加热。
台车式加热炉具有加热均匀、温度控制精准、节能等特点,已经广泛应用于工业生产和科研领域。
然而,台车式加热炉的加热控制仍存在着一些问题。
传统的PID控制方法无法满足加热炉温度控制的精度要求,而基于模型的预测控制方法又需要大量的数学建模和计算复杂度,难以实现。
因此,本研究旨在探索一种更为高效、实用、精确的优化控制方法,以提高台车式加热炉的加热控制效果和生产效率,促进工业生产和科研实验的顺利进行。
三、研究目标和内容:本研究的主要目标是通过优化控制方法,实现台车式加热炉温度控制精度的提高和生产效率的提升。
具体研究内容包括:1、台车式加热炉的工作原理和热力学模型建立;2、现有加热炉控制方法的分析和评价;3、优化控制方法在台车式加热炉控制中的应用探索;4、实验平台建立和实验数据采集分析;5、研究成果的总结和推广应用。
四、研究方法和步骤:本研究将采用以下研究方法和步骤:1、台车式加热炉的工作原理和热力学模型建立:通过热力学分析和实验数据采集建立台车式加热炉的工作原理和热力学模型,为优化控制方法的设计提供理论依据和数学模型。
2、现有加热炉控制方法的分析和评价:对传统的PID控制方法、基于模型的预测控制方法等现有的加热炉控制方法进行分析和评价,探讨其适用性、优缺点和改进空间。
3、优化控制方法在台车式加热炉控制中的应用探索:基于现有的优化控制方法,对台车式加热炉的温度控制进行优化设计,探索优化控制方法在加热炉控制中的应用效果和控制效率。
4、实验平台建立和实验数据采集分析:通过搭建实验平台和采集实验数据,评估优化控制方法的稳定性、可行性和实用性。
5、研究成果的总结和推广应用:总结研究成果和经验,撰写研究报告并进行推广应用,为台车式加热炉的生产实践和科研探索提供参考和帮助。
台车炉热处理

台车炉热处理
台车炉热处理是一种常用的金属加热处理方法,主要用于改善金属材料的力学性能和耐热性。
台车炉是一种具有可移动平台的热处理炉,金属工件可以放置在台车上通过炉膛进行加热处理。
台车炉热处理通常包括以下几个步骤:
1. 加热:将工件放置在台车上,通过加热炉膛中的加热器进行加热,使其达到所需的温度。
加热温度和时间根据工件的特性和热处理要求进行调控。
2. 保温:在达到加热温度后,保持工件在炉膛中一定时间内保持稳定的温度。
这一步骤是为了使工件内部的结构发生相应的变化,并达到所需的热处理效果。
3. 冷却:经过保温后,将工件从炉膛中取出,以不同的方式进行冷却处理。
冷却过程中的速度和方式对于工件的性能具有重要影响,常见的冷却方式包括水冷、油冷和空冷等。
4. 温度控制:台车炉热处理过程中需要对炉膛内的温度进行控制,以确保工件达到所需的热处理效果。
通常采用温度控制系统来监测和调节炉膛的温度。
台车炉热处理广泛应用于各个行业,包括金属制造、汽车制造、航空航天等。
它可以改善金属材料的强度、硬度、塑性等性能,提高其耐热性、耐腐蚀性和使用寿命。
大型台车式热处理炉的优化与改进
大型台车式热处理炉的优化与改进摘要:随着我国经济的发展和技术的进步,目前的大型台车热处理炉技术存在很多的问题,原来的技术已经不能很好地满足工业生产进行,因而需要对其结构进行优化与改进,这不仅可以提高工作效率,降低能源消耗,还能够提高产品的质量。
文章对大型台车式热处理炉的问题进行了进行分析,并提出了改进措施。
关键词:大型台车;热处理炉;优化改进近些年来,大型装备制造业在我国发展迅速,传统的台车式热处理炉已经不能很好地满足要求。
主要体现在大型铸锻件的加热中,需要台车式炉能够载重大、载荷集中以及能够承受冲击载荷和高温等。
为促进其进一步的发展,有必要对其进行优化。
1 大型台车式热处理炉的发展概况1.1 目前我公司台车式热处理炉的主要技术参数介绍台车尺寸/m×m:7.5×15 m,炉膛进料高度/m:5,最大装炉量/t:600,最高炉温/℃:1 100,升温速度/℃·h-1:20~100可调,降温速度/℃·h-1:20~100可控,保温结束炉温均匀度/℃:≤±10 ℃,燃料:城市煤气、天然气+空气、城市煤气+天然气+空气三种气源互换使用,城市煤气低热值H:4 200 Kcal/Nm3,华白数为:7 661 KCal/Nm3,波动范围±10%,燃料消耗量/m3·h:2 300(平均)。
1.2 台车式热处理炉的性能优化介绍目前所着我国工业的发展进步以及对于大型装备制造业要求提高,所以;炉子具有密封性、炉温的均匀性以及承载能力和抗冲击能力强等特点。
通过分析以前炉子中存在的问题,总结需要优化和改进的方面。
主要以下几大点:一是优化炉腔内部的燃烧方案,二是增强对于炉腔内部共建冷却方案掌控,三是提高台式车的抗冲击能力和承载能力,四是在高温下,炉门骨架的抗高温能力以及抗变形能力,五是炉架横梁强度的提高。
这是目前台式车热处理炉需要优化的地方,这对于进一步的发展我国装备制造业有着重要作用。
台车式加热炉和热处理炉的比较研究
台车式加热炉和热处理炉的比较研究【摘要】具有室状炉膛,活动炉底的加热炉叫做台车式加热炉,应用于小型工件和大吨位工件的锻压加热等处理;而台车式热处理炉是对金属工件进行各种金属热处理的工业炉。
目前,随着我国科技的不断发展和进步,台车式加热炉和热处理炉的工艺日趋复杂,形式也是多种多样。
本文对台车式加热炉和热处理炉的加热工艺、操作过程、传热机理等进行综合的比较分析及研究,并提出了一些相关的建议。
【关键词】台车式加热炉;台车式热处理炉;加热工艺;操作过程;传热机理0 引言台车式炉是冶金行业机修车间、锻造行业、水压机车间的主要设备,台车式炉按照热工有分加热炉和热处理炉。
近年来,由于我国引入了多项新材料和新技术,使台车式热处理炉的设备有了很大的提高,但是台车式加热炉的设备改造就比较落后,工艺温度非常高,操作起来也比较复杂。
这就出现了一种现象,人们为了提高台车式加热炉的装备水平,就把热处理炉的技术搬到加热炉的身上使用,因此造成了高温阶段时升温速度慢、工件被烧坏、烟道二次燃烧导致热器短期损坏、氧化烧损坏较大等一系列的严重后果。
1 台车式加热炉和热处理炉的技术分析比较1.1 台车式加热炉加热炉分两种情形,第一种、大吨位的钢锭,进行完加热保温后,高温时拉出台车,先吊一个锻压,其余随着台车回炉继续进行加热保温,这样反复工作直到完成一批钢锭的锻压后停炉,这可能需要加热炉连续的工作几天,甚至两个月。
第二种是比较小型的钢锭,与第一种工艺相同,循环锻压直至完成所有钢锭的锻压后停炉,这种炉子运行时间就相对较短,可能是十几个小时到二十几个小时。
所以加热炉在操作方式是连续炉的特点,只有炉体受热方式和燃烧器控制方式上有间歇式炉的一些特点。
加热炉的温度极高,炉况也是极为恶劣的,装出料上也是热态吊装,不规则的形状、恶劣的环境,台车的受力不均匀等情况,要求加热炉的台车要有更大的强度。
1.2 台车式热处理炉热处理炉的工艺包括工件的正火、退火或者回火,工件一般在环境的温度之下进入炉内,按工艺曲线重新开始加热,完成工件的加热和保温后就可以停炉,双台车的情况炉体也会停止供热,只是利用余热。
加热炉与热处理炉煤气使用情况
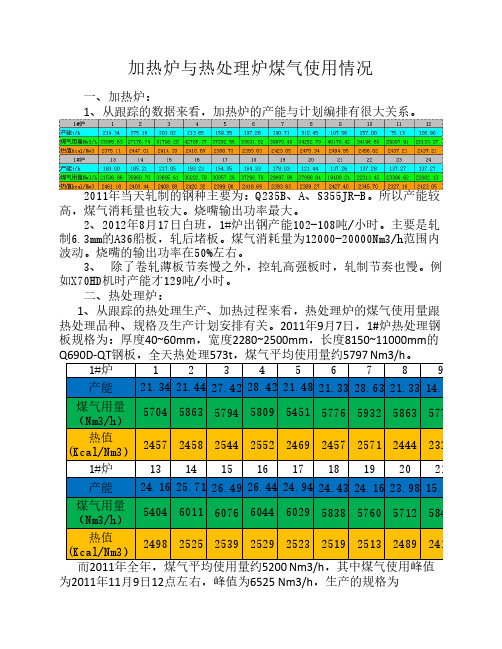
1#炉123456789产能21.3421.4427.4228.4221.4821.3328.6321.3314.13煤气用量(Nm3/h)570458635794580954515776593258635771热值(Kcal/Nm3)2457245825442552246924572571244423221#炉131415161718192021产能24.1625.7126.4926.4424.9424.4324.1623.9815.75煤气用量(Nm3/h)540460116076604460295838576057125845热值(Kcal/Nm3)249825252539252925232519251324892414加热炉与热处理炉煤气使用情况一、加热炉:1、从跟踪的数据来看,加热炉的产能与计划编排有很大关系。
2011年当天轧制的钢种主要为:Q235B、A、S355JR-B。
所以产能较高,煤气消耗量也较大。
烧嘴输出功率最大。
2、2012年8月17日白班,1#炉出钢产能102-108吨/小时。
主要是轧制6.3mm的A36船板,轧后堵板。
煤气消耗量为12000-20000Nm3/h范围内波动。
烧嘴的输出功率在50%左右。
3、 除了卷轧薄板节奏慢之外,控轧高强板时,轧制节奏也慢。
例如X70HD机时产能才129吨/小时。
二、热处理炉:1、从跟踪的热处理生产、加热过程来看,热处理炉的煤气使用量跟热处理品种、规格及生产计划安排有关。
2011年9月7日,1#炉热处理钢板规格为:厚度40~60mm ,宽度2280~2500mm ,长度8150~11000mm 的Q690D-QT 钢板,全天热处理573t ,煤气平均使用量约5797 Nm3/h 。
而2011年全年,煤气平均使用量约5200 Nm3/h ,其中煤气使用峰值为2011年11月9日12点左右,峰值为6525 Nm3/h ,生产的规格为10*3000*6000mm的40Mn。
热处理炉的种类
热处理炉的种类热处理炉啊,那可是工业领域里的宝贝呢!你想想看,就好像是一位神奇的大厨,能把各种材料变得更加强韧、耐用。
咱先来说说箱式热处理炉吧,这就像是一个大箱子,把要处理的东西放进去,关上门,它就能在里面施展魔法啦!它能处理各种各样的小零件呀、工具啥的,虽然看起来普通,但是作用可大着呢!很多小玩意儿都得靠它来提升性能。
还有井式热处理炉,就好像是一口深井,材料从上面放进去,在里面接受热处理的洗礼。
它特别适合处理那种长长的、竖着放的工件,就像专门为它们量身定制的一样。
再说说台车式热处理炉,这就像是一辆装着宝贝的车子,可以推着到处跑。
它能把大型的工件轻松地推进推出,进行热处理,可方便啦!就像个勤劳的小推车,忙前忙后地为工业生产服务。
那连续式热处理炉呢,就像是一条流水线,材料源源不断地进去,经过一系列的处理后又源源不断地出来,效率超高的!它就像不知疲倦的工人,一直在那里努力工作着。
这些热处理炉各有各的特点和用处,就像我们每个人都有自己独特的本领一样。
它们在工业生产中扮演着重要的角色,没有它们,那些钢铁呀、合金呀怎么能变得那么厉害呢?你说要是没有这些热处理炉,那我们的生活得少了多少坚固耐用的东西呀!从汽车到飞机,从建筑到日常用品,哪一个离得开它们处理过的材料呢?它们就像是幕后的英雄,默默地为我们的生活提供着保障。
咱再想想,要是没有箱式热处理炉,那些小零件的质量能有保证吗?没有井式热处理炉,那些长工件可咋办呀?没有台车式热处理炉,大型工件的处理得多麻烦呀?没有连续式热处理炉,生产效率得多低呀?所以说呀,热处理炉的种类可真是太重要啦!它们就像是一个强大的团队,各自发挥着自己的优势,共同为工业的发展贡献着力量。
我们真应该好好珍惜它们,让它们为我们创造出更多更好的产品呢!。
台车式时效炉
台车式时效炉引言:台车式时效炉是一种用于对金属材料进行时效处理的设备。
它采用特殊的台车结构,能够承载大量的金属材料,并将其放置在炉内进行加热和冷却。
台车式时效炉广泛应用于航空、航天、汽车、电子等行业,在材料加工和性能提升方面起着重要作用。
本文将详细介绍台车式时效炉的原理、特点、应用以及未来的发展趋势。
一、原理:台车式时效炉的加热原理是利用热对流和辐射传热方式。
首先,在炉内设置一定数量的加热电源,通过加热电阻丝或燃气燃烧器等加热元件将空气或气体加热到所需温度。
然后,通过对流传热,将热空气或气体传递给放置在台车上的金属材料。
同时,台车也可以通过传导将热量传递给金属材料。
炉外可以通过控制面板对温度和加热时间进行精确调控,以满足不同材料的时效要求。
二、特点:1. 台车结构灵活:台车式时效炉通过设置可移动的台车,方便将金属材料装载进入炉内,并进行加热和冷却处理。
可以根据不同材料的尺寸和重量来设计台车的尺寸和承载能力,以满足生产需求。
2. 温度控制精确:台车式时效炉配备先进的温度控制系统,可以根据工艺要求对温度进行精确控制。
通过控制面板设置温度和保持时间,可以实现高度可靠的时效处理,确保金属材料的理想性能。
3. 加热均匀性好:台车式时效炉采用特殊的加热方式,使热空气或气体能够均匀地覆盖整个台车上的金属材料,从而保证加热的均匀性。
加热均匀性对于金属材料的时效处理非常重要,可以改善材料的晶粒结构和性能。
4. 生产效率高:台车式时效炉可以同时处理多个金属材料,提高生产效率。
台车结构使得材料的装载和卸载更加快捷和方便,减少了生产时间和劳动力成本。
三、应用:台车式时效炉在航空、航天、汽车、电子等行业起着重要作用。
下面分别介绍其在不同领域的应用:1. 航空航天领域:台车式时效炉常用于航空发动机零部件的时效处理。
时效处理可以提高材料的强度和耐腐蚀性能,提高发动机的可靠性和使用寿命。
2. 汽车行业:台车式时效炉用于汽车零部件的时效处理,如发动机缸体、曲轴等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
台车式加热炉和热处理炉的比较研究
【摘要】具有室状炉膛,活动炉底的加热炉叫做台车式加热炉,应用于小型工件和大吨位工件的锻压加热等处理;而台车式热处理炉是对金属工件进行各种金属热处理的工业炉。
目前,随着我国科技的不断发展和进步,台车式加热炉和热处理炉的工艺日趋复杂,形式也是多种多样。
本文对台车式加热炉和热处理炉的加热工艺、操作过程、传热机理等进行综合的比较分析及研究,并提出了一些相关的建议。
【关键词】台车式加热炉;台车式热处理炉;加热工艺;操作过程;传热机理
0 引言
台车式炉是冶金行业机修车间、锻造行业、水压机车间的主要设备,台车式炉按照热工有分加热炉和热处理炉。
近年来,由于我国引入了多项新材料和新技术,使台车式热处理炉的设备有了很大的提高,但是台车式加热炉的设备改造就比较落后,工艺温度非常高,操作起来也比较复杂。
这就出现了一种现象,人们为了提高台车式加热炉的装备水平,就把热处理炉的技术搬到加热炉的身上使用,因此造成了高温阶段时升温速度慢、工件被烧坏、烟道二次燃烧导致热器短期损坏、氧化烧损坏较大等一系列的严重后果。
1 台车式加热炉和热处理炉的技术分析比较
1.1 台车式加热炉
加热炉分两种情形,第一种、大吨位的钢锭,进行完加热保温后,
高温时拉出台车,先吊一个锻压,其余随着台车回炉继续进行加热保温,这样反复工作直到完成一批钢锭的锻压后停炉,这可能需要加热炉连续的工作几天,甚至两个月。
第二种是比较小型的钢锭,与第一种工艺相同,循环锻压直至完成所有钢锭的锻压后停炉,这种炉子运行时间就相对较短,可能是十几个小时到二十几个小时。
所以加热炉在操作方式是连续炉的特点,只有炉体受热方式和燃烧器控制方式上有间歇式炉的一些特点。
加热炉的温度极高,炉况也是极为恶劣的,装出料上也是热态吊装,不规则的形状、恶劣的环境,台车的受力不均匀等情况,要求加热炉的台车要有更大的强度。
1.2 台车式热处理炉
热处理炉的工艺包括工件的正火、退火或者回火,工件一般在环境的温度之下进入炉内,按工艺曲线重新开始加热,完成工件的加热和保温后就可以停炉,双台车的情况炉体也会停止供热,只是利用余热。
所以热处理炉也称间歇式炉。
装出料的方式上,热处理炉一般是冷态装出料,而且工件较规则,也是整齐的摆放在台车上,所以受力均匀。
2 台车式加热炉和热处理炉的结构分析比较
2.1 台车方面
热处理炉和加热炉相比,加热炉的工件放置不均匀,导致台车的受力不均匀,再加上载重量较大,工件形状还不规则,台车的装载量上就存在一定的差距。
所以综合考虑加热炉各方面的影响因素,台车的结构也要进行调整,目前台车采用组合梁的结构,车架及组
合梁是用钢板焊接的,12至20mm的立板厚度,很大程度上提高了台车的强度,较比h型钢、槽钢及工字钢整体强度提高了很多,也减少了变形扭曲的现象,而且根据台车的载重量可以调整组合梁的间距和钢板的厚度。
2.2 传热机理方面
台车式加热炉一般在1200至1300℃的温度下运行,先前升温阶段主要以对流形式传热,1000至1300℃阶段主要以辐射形式进行传热。
保温是指工件由外至内进行能量传递时所需要的热量。
目前,出现在加热炉上运用高速烧嘴脉冲的燃烧技术的现象,加热强度过高工件未必就能够有效的吸收,所以造成氧化过重、工件过烧等严重问题,所以不能简单的把热处理炉上的一些技术应用在加热炉上。
因为热处理炉台车一般是冷进冷出,运作温度也在1000℃之下,处理铸钢件、结构件的退火等主要是升温和保温过程,炉内传热也主要是工件和炉气间的对流换热,因此利用高速烧嘴脉冲的燃烧技术能够取得良好的效果。
2.3 燃烧装置方面
燃烧器在保温阶段及升温的后期只是起到供热的作用,所以需要根据炉温的变化不断的调节供热能力。
所以为了满足加热炉的供热需要,加热炉燃烧器就要具有较大的调节比,例如高速烧嘴、平焰烧嘴等;而热处理炉的燃烧器选择就不那么局限,因为其初始升温在运行的整个周期中所占比例较小,所以不局限选择高速烧嘴。
2.4 炉衬材料方面
考虑到加热炉的炉衬要承受急冷急热的反复以及长期1300至1350℃的高温,以及一些影响炉衬寿命的因素,目前加热炉的炉衬材料已经是浇注料联合纤维或者是全纤维或浇注料,仅有有些较小的加热炉还在利用硅藻土的保温砖、轻质的耐火砖等炉衬材料。
而热处理炉则采用耐火纤维等炉衬材料,极大的提高了炉温的均匀性和生产率,也减少了热能的消耗。
2.5 局部结构方面
台车炉细小的结构有许多,例如轨道、炉口结构、炉门形式等等。
目前,由于加热炉和热处理炉的不同,加热炉内后面的轨道很容易变形,采用最有效的办法就是设计轨道轨枕时,采用便于更换轨道压紧螺栓螺母的结构,能从根本上解决轨道翘曲变形的问题;由于台车频繁的进出,炉口的材料要承受急冷急热的折磨,而且吊装的钢锭偶尔也会冲撞炉口,所以加热炉的炉口最容易被损坏,因此炉口的结构不仅要方便于整修,还要耐损,砌砖的方式就比较容易修补,有助于加热炉长期使用,而浇注料损坏后就不易修补;对于热处理炉来说,炉门密封如自重压紧、弹簧压紧、气缸压紧等炉门压紧形式是比较有效的,但是对于加热炉来说,台车频繁进出,温度又过高,强烈的辐射对炉门附近的材料都是由损害的,会影响气缸阀件和管道的使用寿命,弹簧也会失去弹性,进而压紧装置会失去作用,致使故障发生,所以加热炉的炉门要注重实用和可靠,不是单纯的追求先进。
除了以上局部结构,还有台车炉侧部的密封结构,对于加热炉来说,钢锭烧流是重大的事故,其原因有很多种,所以
各部分的结构设计都要考虑好,目前仍然采用双砂封的结构进行侧部密封,虽然方法比较老套,但砂封槽比较耐用,也容易修复。
2.6 炉压的控制方面
炉压的控制对于台车炉操作的稳定性和使用寿命非常关键,现在的台车炉也都设置了炉压控制的装置。
炉压较小的话会浪费燃料,但是对炉衬材料是有好处的的;所以炉压过大的话会加快损坏炉衬,但是有利于工件的加热及均匀的受热。
炉压是相对数,要根据位置的不同和台车炉的不同而设定。
对于加热炉来说,要考虑烧嘴单股气流影响,合理的选择取压点,防止因烧嘴强化加热致使工件烧化而台车无法正常的拖出。
3 结束语
总之,即便台车式热处理炉的一些技术日益完善起来,也不应该盲目的将其应用在台车式加热炉中,台车式加热炉对砌筑方式以及炉衬材料等的要求极高,复杂的工况使得加热炉的操作也复杂很多,而影响其使用效果的因素也很多,在燃烧控制方式、局部结构设计等方面要重视细节的因素影响,不能过分的追求先进,但要保证台车式加热炉的可靠性和实用性,进而使工业炉的整体水平和效率得到稳定性的提高。
【参考文献】
[1]张西军.电阻加热炉炉温均匀性差的原因及解决办法[j].金属热处理,2011,36(9):112-113.
[2]王凯,陈皑,姚逢宇,等.超大型台车式加热炉炉衬材料及结
构形式探讨[j].工业炉,2010,32(2):41-43.
[3]刘义平,温治,刘训良,等.燃气台车式加热炉的应用现状及其分析[j].工业加热,2012,41(1):1-6.
[4]马玉国.热处理炉炉温pid控制的应用与发展[j].热加工工艺,2013,42(6):223-225.
[责任编辑:杨扬]。