钢材类型品牌及表面处理方法
不锈钢表面处理方法汇总
设备常识之工厂常用不锈钢表面处理方法1、1. 预处理;A : 去毛刺,去焊疤; 使用手提打磨机,磨片有玻璃钢纤维基体树脂型和砂纸型.B : 去油污,尘埃,泥土,指印; 使用碱或酸洗或有机溶液洗,喷砂,滚光等方法.2. 抛光处理;A : 使用磨光轮进行抛光处理;[ 磨光轮就是用布片层叠而成的那种,在高速旋转下(20~35M/ S即当使用Φ300的布轮时,其速度为2000r/min就可以了)在高速旋转下涂擦上抛光膏(有白,黄,绿,红色几种), 抛光不锈钢适宜绿色那种,可以产生镜面效果].B : 喷砂处理; 可以使表面获得较为精细美观之效果.①干喷砂处理; 1毫米厚度以下不锈钢适宜用石英砂(粒度为0.5~0.2/mm),气压为10个工业大气压,即0.5~0.1mpa,压缩空气为无水无油.②湿喷砂处理; 将石英砂与水混合为砂浆,适量加点亚硝酸钠,其它同上.③上述完成后对工件再进行清洗,干燥工序.3. 表面处理范围;不锈钢表面可以送去专门工厂进行加工;它可以电镀铬/铜/锌/锡/镉/钛/渗氮/氮碳共渗/电解饨化/着黑色/彩色/腐蚀加工/刻印花纹图案/浮雕精饰加工等.2、不锈钢表面处理过程常见问题及预防措施前言不锈钢具有独特的强度、较高的耐磨性、优越的防腐性能及不易生锈等优良的特性。
故广泛应用于化工行业,食品机械,机电行业,环保行业,家用电器行业及家庭装潢,精饰行业,给予人们以华丽高贵的感觉。
不锈钢的应用发展前景会越来越广,但它的应用发展很大程度上决定不锈钢表面处理技术发展程度。
一、常见不锈钢表面处理方法常用不锈钢表面处理技术有以下几种处理方法:①表面本色白化处理;②表面镜面光亮处理;③表面着色处理。
二、不锈钢表面处理方法有如下几种:⑴化学氧化着色法;⑵电化学氧化着色法;⑶离子沉积氧化物着色法;⑷高温氧化着色法;⑸气相裂解着色法。
三、不锈钢表面处理加工过程中存在问题3.1 焊缝缺陷:焊缝缺陷较严重,采用手工机械打磨处理方法来弥补,产生的打磨痕迹,造成表面不均匀,影响美观。
表面处理钢板的种类特点及应用
表面处理钢板的种类特点及应用表面处理是一种重要的工业技术,能够在钢板表面形成一层具有特定性质的保护层,从而增加钢板的耐腐蚀性和使用寿命。
在钢板的表面处理中,不同的处理方法和处理材料可以产生不同的效果,因此,钢板的表面处理种类也非常丰富。
本文将就不同的钢板表面处理种类,其特点及应用进行详细介绍。
1. 镀锌钢板镀锌钢板是将钢板浸泡在熔融的锌液中,让锌液在钢板表面形成一层锌层。
镀锌钢板具有耐腐蚀性好、耐磨损、外观美观等特点。
镀锌钢板的应用非常广泛,包括建筑、汽车、船舶、家电等行业。
2. 涂层钢板涂层钢板是将一层涂料覆盖在钢板表面,通过干燥和固化来形成一层保护层。
涂层钢板具有防腐、耐热、美观等特点。
根据不同的涂层材料,涂层钢板可以分为聚酯涂层钢板、硅酮涂层钢板、氟碳涂层钢板等。
涂层钢板广泛应用于建筑、家电、汽车、船舶等行业。
3. 防锈漆钢板防锈漆钢板是通过在钢板表面涂覆一层防锈漆来形成保护层。
防锈漆钢板具有防腐、耐候、耐磨损、美观等特点。
防锈漆钢板广泛应用于建筑、制造业、交通运输等领域。
4. 电镀钢板电镀钢板是将钢板浸泡在含有金属离子的溶液中,在钢板表面电解沉积一层金属层。
电镀钢板具有防腐、耐磨损等特点。
电镀钢板广泛应用于建筑、汽车、电器等领域。
5. 热浸镀铝锌钢板热浸镀铝锌钢板是将钢板浸泡在含有铝、锌等金属元素的溶液中,在钢板表面形成一层铝锌合金保护层。
热浸镀铝锌钢板具有防腐、耐热、美观等特点。
热浸镀铝锌钢板广泛应用于建筑、家电、汽车等领域。
6. 铬酸钝化钢板铬酸钝化钢板是在钢板表面涂覆一层钝化剂,形成一层保护层。
铬酸钝化钢板具有防腐、耐磨损等特点。
铬酸钝化钢板广泛应用于建筑、机械制造等领域。
总的来说,不同的表面处理钢板有着各自的特点和应用,可以根据具体情况进行选择。
表面处理钢板的应用可以带来巨大的经济效益和社会效益,提高了钢板的使用寿命,减少了生产成本,促进了工业的发展。
钢的表面处理工艺
钢的表面处理工艺
一、表面处理要求
1、钢表面处理要求:
(1)表面应光洁、平整,无砂痕、毛刺、裂纹等缺陷,并应具有良好的外观。
(2)表面缺陷,如毛刺、裂纹等,要求深度不大于0.2mm,其余正常处理要求不得超过0.1mm。
(3)表面处理后,表面保持原有的色泽、光泽及涂漆附着力等,试验指标不得低于国家规定标准。
2、表面处理工艺
(1)研磨法:
研磨法是最常用的表面处理方法,可以将表面抛光至细洁度较高的状态,研磨剂有硅藻土、天然砂砾、珍珠岩粉等。
(2)机械处理法:
机械处理法也是一种常用的表面处理方法,它可以大大简化研磨工序,主要有打磨、砂轮轧切、砂带打磨、砂喷抛等,它可以将表面处理到外观平整、光洁度较高的状态。
(3)化学处理:
化学处理法对于清理表面膜层,去除污染以及增强表面粘附力等是更有效的方法,常见的化学处理方法有硫化处理、车削处理、水洗处理等。
(4)电镀处理:
电镀处理是一种外层金属覆盖钢表面的表面处理方法,可以在钢表面形成一层金属保护膜,具有抗腐蚀性、防护性等优势,常见的电镀处理方法有电镀锌、电镀铜、电镀铬等。
中外不锈钢表面处理类型
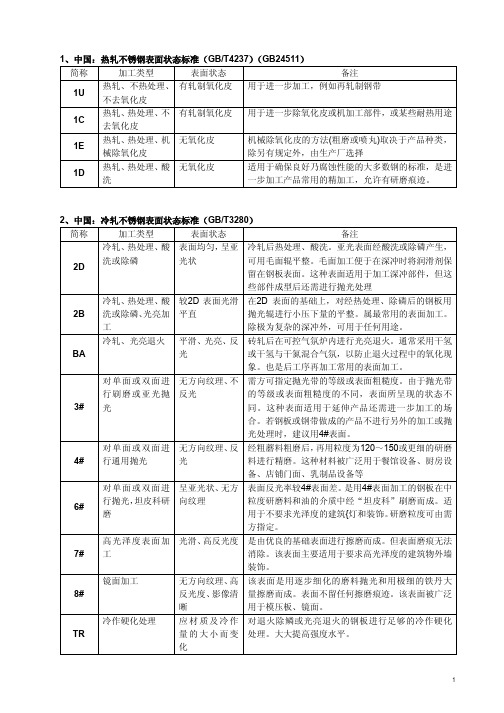
1、中国:热轧不锈钢表面状态标准(GB/T4237)(GB24511)简称加工类型表面状态备注1U 热轧、不热处理、不去氧化皮有轧制氧化皮用于进一步加工,例如再轧制钢带1C 热轧、热处理、不去氧化皮有轧制氧化皮用于进一步除氧化皮或机加工部件,或某些耐热用途1E 热轧、热处理、机械除氧化皮无氧化皮机械除氧化皮的方法(粗磨或喷丸)取决于产品种类,除另有规定外,由生产厂选择1D 热轧、热处理、酸洗无氧化皮适用于确保良好乃腐蚀性能的大多数钢的标准,是进一步加工产品常用的精加工,允许有研磨痕迹。
2、中国:冷轧不锈钢表面状态标准(GB/T3280)简称加工类型表面状态备注2D 冷轧、热处理、酸洗或除磷表面均匀,呈亚光状冷轧后热处理、酸洗。
亚光表面经酸洗或除磷产生,可用毛面辊平整。
毛面加工便于在深冲时将润滑剂保留在钢板表面。
这种表面适用于加工深冲部件,但这些部件成型后还需进行抛光处理2B 冷轧、热处理、酸洗或除磷、光亮加工较2D表面光滑平直在2D表面的基础上,对经热处理、除磷后的钢板用抛光辊进行小压下量的平整。
属最常用的表面加工。
除极为复杂的深冲外,可用于任何用途。
BA 冷轧、光亮退火平滑、光亮、反光砖轧后在可控气氛炉内进行光亮退火。
通常采用干氢或干氢与干氮混合气氛,以防止退火过程中的氧化现象。
也是后工序再加工常用的表面加工。
3# 对单面或双面进行刷磨或亚光抛光无方向纹理、不反光需方可指定抛光带的等级或表面粗糙度。
由于抛光带的等级或表面粗糙度的不同,表面所呈现的状态不同。
这种表面适用于延伸产品还需进一步加工的场合。
若钢板或钢带做成的产品不进行另外的加工或抛光处理时,建议用4#表面。
4# 对单面或双面进行通用抛光无方向纹理、反光经粗蘑料粗磨后,再用粒度为120~150或更细的研磨料进行精磨。
这种材料被广泛用于餐馆设备、厨房设备、店铺门面、乳制品设备等6# 对单面或双面进行抛光,坦皮科研磨呈亚光状、无方向纹理表面反光率较4#表面差。
钢的表面处理方法

钢的表面处理方法钢材是一种常用的金属材料,广泛应用于各个领域。
然而,钢材在使用过程中容易受到氧化、腐蚀、磨损等问题的影响,为了保护钢材的表面,延长其使用寿命,需要进行表面处理。
下面将介绍几种常见的钢材表面处理方法。
一、镀锌镀锌是将锌层覆盖在钢材表面的一种方法。
锌具有良好的防腐蚀性能,可以有效防止钢材被氧化和腐蚀。
镀锌的方法有热浸镀锌和电镀锌两种。
热浸镀锌是指将钢材浸入熔融的锌中,形成锌层;电镀锌是通过电解方法在钢材表面形成锌层。
镀锌处理后的钢材表面光滑均匀,具有良好的耐腐蚀性能。
二、喷涂喷涂是将一层保护性涂层喷涂在钢材表面的方法。
喷涂可以选择不同的涂料,根据使用环境的不同选择不同的喷涂材料。
常见的喷涂材料有油漆、聚合物涂料等。
喷涂处理后的钢材表面可以具有不同的颜色和光泽度,同时也具有一定的防腐蚀和防磨损能力。
三、化学处理化学处理是通过将钢材浸泡在特定的化学液中,使其表面发生一定的化学反应,形成保护层。
常见的化学处理方法有酸洗、磷化、氧化等。
酸洗是用酸性溶液将钢材表面的氧化物和污染物去除,以提高钢材的表面质量;磷化是在钢材表面形成一层磷化物膜,提高其耐蚀性能;氧化是通过氧化剂使钢材表面形成氧化层,增加其耐腐蚀性能。
四、热处理热处理是通过加热和冷却的方式改变钢材的组织结构和性能。
常见的热处理方法有淬火、回火、正火等。
淬火是将钢材加热至临界温度后迅速冷却,使其获得高硬度和高强度;回火是将淬火后的钢材重新加热至一定温度,然后慢冷,以减轻内应力和提高韧性;正火是将钢材加热至一定温度,保持一定时间后慢冷,以调整其组织结构和性能。
五、机械处理机械处理是通过机械方法对钢材表面进行加工,以改变其形状和表面质量。
常见的机械处理方法有抛光、打磨、切削等。
抛光是通过摩擦去除钢材表面的凹凸不平,使其表面光滑;打磨是通过研磨工具对钢材表面进行研磨,使其表面粗糙度降低;切削是通过切削工具对钢材进行切削加工,改变其形状和尺寸。
5种不锈钢板表面处理的工艺,你了解几个?

1.水镀主要为黑色、注意304镀水镀颜色不稳定,稍微带蓝色,镜面尤其明显,处理方法为做高温无指纹处理,但表面会带棕色。
2.电镀——PVD真空等离子电镀可镀宝石蓝、黑色、咖啡色、七彩色、锆金色、青铜色、古铜色、玫瑰色、香槟金色和浅绿色。
3.蚀刻系列蚀刻后可渡颜色或度色后进行蚀刻。
彩色不锈钢蚀刻板是在物件表面通过化学的方法,腐蚀出各种花纹图案。
以8K镜面板或者拉丝板为底板,进行蚀刻处理后,对物体表面再进行深加工,可进行局部的和纹、拉丝、嵌金和局部钛金等各式复杂工艺处理,实现图案明暗相间,色彩绚丽的效果。
蚀刻不锈钢包括彩色不锈钢蚀刻,图案多种,可供选用的颜色有:钛黑(黑钛)、天蓝、钛金、宝石蓝、咖啡色、茶色、紫色、古铜、青古铜、香槟金、玫瑰金、紫红、钛白、翠绿和绿色等,适用于:星级酒店、KTV、大型商场和高级娱乐场所等。
也可以根据客户的图纸和要求定做,但是需要出模板费用。
4.压纹系列不锈钢压纹板是通过机械设备在不锈钢板上进行压纹加工,使板面出现凹凸图纹,也称不锈钢花纹板。
可供选择的图纹有编竹纹、冰竹纹、菱形纹、小方格、大小米粒板(珠光纹)、斜条纹、蝶恋花纹、菊花纹、立方体、自由纹、鹅蛋纹、石纹、熊猫纹和仿古方格纹等,图纹可按客户来定做或选择本厂花纹压制。
这种压纹板有刚劲亮丽的外观,更高的表面硬度,更耐磨、易清洁、免维护、抗击、抗压、抗刮痕及不留手指印。
主要用在建筑装潢、电梯装潢、工业装潢、设施装潢和厨具等不锈钢系列。
5.喷砂喷砂后可镀颜色、但镀色和普通镀色存在色差,主要原因是喷砂颗粒为金刚砂。
彩色不锈钢喷砂板是用锆珠粒通过机械设备在不锈钢板面进行加工,使板面呈现细微珠粒状砂面,形成独特的装饰效果。
用途:主要用在建筑装潢、电梯装潢、工业装潢和设施装潢等不锈钢系列产品。
钢板表面处理要求

钢板表面处理要求
以下是常见的钢材表面处理方法:
1. 清洗
在进行任何表面处理之前,必须对钢材进行彻底的清洗,以去除表面的污垢、油脂和氧化层。
清洗可以采用机械清洗、化学清洗或水压喷洗等方法。
2. 酸洗
酸洗是一种常见的表面处理方法,可去除钢材表面的氧化皮、锈蚀和尺寸不良。
酸洗可采用盐酸、硫酸或稀磷酸等酸性溶液进行,需要注意安全和环保。
3. 镀锌
钢材镀锌是一种常见的防腐处理方法,在表面形成一层锌层以保护钢材不被氧化。
镀锌可以采用热镀锌或电镀锌两种方法。
4. 喷涂涂层
喷涂是一种简单而有效的表面处理方法,通过喷涂涂料在钢材表面形成一层保护涂层,以增加耐腐蚀性和美观度。
常见的喷涂涂料有环氧树脂涂料、聚尿酸涂料等。
品质要求
对于钢材表面处理的品质要求,以下是一些常见的指标:
1. 表面光洁度
钢材表面应具有光洁、平整的特性,不得有凹陷、凸起、划痕或其他缺陷。
光洁度的要求可以通过视觉检查或光学仪器进行测试。
2. 膜厚度
钢材表面的涂层膜厚度应符合设计要求。
膜厚度可以通过测量仪器进行测试。
3. 黏附力
钢材表面的涂层应具有良好的黏附力,不得有剥离、起泡或龟裂现象。
黏附力可以通过拉伸试验或剪切试验进行测试。
4. 耐腐蚀性
钢材表面处理后应具有良好的耐腐蚀性,能够抵御氧化、腐蚀和化学物质的侵蚀。
耐腐蚀性可以通过盐雾试验或湿热试验进行测试。
钢材表面缺陷的处理措施有哪些内容

钢材表面缺陷的处理措施有哪些内容
钢材作为一种重要的建筑材料,其表面缺陷的处理至关重要。
以下是一些常见的处理措施:
1. 清洁和除锈:在处理钢材表面缺陷之前,首先需要对其进行清洁和除锈。
这可以通过刷洗、喷砂或化学处理等方法来实现。
清洁和除锈可以有效地去除钢材表面的污垢和锈蚀,为后续的处理工作做好准备。
2. 填补和修复:钢材表面的凹坑、裂纹和坑洞等缺陷需要进行填补和修复。
常见的填补材料包括焊条、焊丝和填缝胶等。
填补和修复的目的是使钢材表面恢复平整和光滑,提高其外观质量和使用寿命。
3. 抛光和打磨:抛光和打磨是对钢材表面进行精细处理的常用方法。
通过使用砂纸、砂轮和抛光机等工具,可以去除钢材表面的毛刺和粗糙度,使其表面更加光滑和亮丽。
4. 防腐处理:钢材表面缺陷的处理还需要进行防腐处理,以防止钢材再次发生腐蚀和氧化。
常见的防腐方法包括涂覆防锈漆、热浸镀锌和电镀等。
防腐处理可以有效地延长钢材的使用寿命,并提高其抗腐蚀能力。
5. 检测和质量控制:在处理钢材表面缺陷之后,需要进行检测和质量控制,以确保处理效果符合要求。
常用的检测方法包括目测、渗
透检测和超声波检测等。
质量控制可以帮助发现和解决处理过程中出现的问题,提高钢材表面处理的质量和稳定性。
钢材表面缺陷的处理措施包括清洁和除锈、填补和修复、抛光和打磨、防腐处理以及检测和质量控制等。
通过这些措施,可以有效地改善钢材表面的质量和外观,提高其使用寿命和抗腐蚀能力。
常见的不锈钢表面处理类型介绍

1.比较常见的不锈钢表面处理类型介绍:
2.比较常见的加工类型简介:
HL表面是不锈钢表面中最常见的一种表面,通常也叫拉丝板或者发纹板,发纹板的意思就是说在将毛发样的丝状形式打在不锈钢表面上形成的一种拉丝板,这种丝纹状一般比较细,原材料本身的质量会直接影响到发纹的效果。
发纹板是最普通一种不锈钢表面加工,一般可用作电梯、升降机等对表面要求不是很高的方面。
No4表面是用抛光机进行旋转,不锈钢表面在旋转力的情况下可以被抛光,与HL表面比起来,No4表面具有抛光发纹短的效果。
现在将这种方法用作抛光
加工用。
一般可以应用在室内装饰和厨房装饰中使用,这种加工在不锈钢抛光加工中是应用最为广泛的一种方法。
镜面加工比起前两种加工对表面的要求更加精细,需要专门的抛光材料来进行研磨,一般是用砂轮,而且必须控制砂轮的旋转速度,当表面比较粗糙时,通常要进行很多次的研磨才可以形成镜面的效果,砂轮本身质量和使用程度会影响到研磨的效果。
在经过研磨后一般可以形成比较漂亮的镜面效果,这种镜面不锈钢板一般可以用在建筑装潢、饭店、酒店的入口,美观漂亮而且经久耐用。
本文选自无锡达臣不锈钢:,未经同意不得转载。
钢结构表面处理方法及处理标准
钢结构表面处理方法及处理标准钢结构表面处理方法及处理标准一、引言随着现代建筑技术的不断发展,钢结构建筑在建筑行业中占据了重要的地位。
而钢结构的表面处理则成为保护和美化钢结构的关键环节。
本文将探讨钢结构表面处理的方法及处理标准,帮助读者更好地了解和掌握这一重要知识点。
二、热浸镀锌1. 热浸镀锌原理热浸镀锌是将钢材浸入熔融的锌液中,使其表面产生一层锌铁合金层,从而达到防腐蚀的效果。
2. 热浸镀锌处理标准国家标准GB/T13912-2002规定了钢铁制品的热浸镀锌层的质量标准,包括镀层的厚度、外观质量和镀层的附着力等指标。
三、喷涂防腐1. 喷涂防腐原理喷涂防腐是利用特殊的防腐涂料,对钢结构表面进行一层或多层的喷涂,形成一层坚固的保护膜,防止氧化腐蚀。
2. 喷涂防腐处理标准喷涂防腐需要符合GB/T8923-2018《金属表面处理用喷涂防腐漆技术要求》标准,包括底漆和中间涂层的厚度、表面清洁度和涂层附着力等指标。
四、喷丸清理1. 喷丸清理原理喷丸清理是利用高速喷射的金属颗粒,对钢结构表面进行清理,去除氧化皮、焊渣等杂质,增加钢结构表面的粗糙度,有利于涂层附着。
2. 喷丸清理处理标准国家标准GB/T8924-2008规定了金属表面喷丸清理的技术要求,包括清理等级、表面清洁度和表面粗糙度等指标。
五、个人观点和理解钢结构表面处理是保护钢结构、延长使用寿命、美化外观的重要环节。
我认为只有严格按照相关标准进行表面处理,才能确保钢结构的质量和性能。
不同的表面处理方法可以根据具体工程需求和环境条件进行选择,以达到最佳的防腐效果。
六、总结通过本文的介绍,读者可以更好地了解钢结构表面处理的方法及处理标准。
无论是热浸镀锌、喷涂防腐还是喷丸清理,都需要严格按照相关标准执行,以确保钢结构的质量和安全。
对于不同的工程项目,也可以根据实际需求和环境条件选择最合适的表面处理方法,以实现最佳的防腐效果。
以上是对钢结构表面处理方法及处理标准的全面介绍,希望能够帮助读者更好地了解和掌握这一知识点。
不锈钢表面处理知识

不锈钢外表处理知识1. 引言不锈钢是一种常见的金属材料,具有耐腐蚀、耐磨损等优良性能,因此被广泛应用于制造业、建筑业等领域。
然而,不锈钢外表处理是确保其性能和美观的重要环节。
本文将介绍不锈钢外表处理的知识,包括常见的处理方法和其应用。
2. 不锈钢外表处理方法2.1 机械处理不锈钢外表可以通过机械加工方法进行处理,主要包括抛光、喷砂和刷光等。
抛光可以使不锈钢外表获得光滑的效果,提高其美观性;喷砂那么可以增加不锈钢外表的粗糙度,增强其防滑性能;刷光那么可以使不锈钢外表呈现出一定的纹理。
2.2 化学处理化学处理是指通过化学方法对不锈钢外表进行处理,常见的方法有酸洗、电化学抛光等。
酸洗是一种常见的处理方法,可以去除不锈钢外表的氧化皮和焊接热影响区,提高不锈钢的耐腐蚀性能。
电化学抛光那么可以使不锈钢外表光亮、平整。
2.3 外表涂层外表涂层是一种常见的不锈钢外表处理方法,可以通过在不锈钢外表涂覆一层特殊的涂层来保护其外表免受腐蚀和磨损。
常见的涂层材料有喷涂涂层、浸渍涂层和电镀涂层等。
喷涂涂层具有简便灵巧、本钱低等优点,但耐腐蚀性能相对较差;浸渍涂层可以提供良好的耐腐蚀性能,但涂层均匀性较差;电镀涂层可以保护不锈钢外表,并且具有较好的外观效果。
3. 不锈钢外表处理的应用3.1 建筑业在建筑业中,不锈钢常用于制作建筑外墙、室内装饰等。
不锈钢外表处理可以提高其耐候性和美观性,延长其使用寿命。
3.2 制造业在制造业中,不锈钢常用于制作生产设备、工具等。
不锈钢外表处理可以提高其耐腐蚀性和耐磨损性,增强其耐用性。
3.3 厨具行业在厨具行业中,不锈钢常用于制作锅具、餐具等。
不锈钢外表处理可以提高其耐腐蚀性、易清洁性和美观性。
4. 结论不锈钢外表处理是确保不锈钢性能和美观的重要环节。
通过机械处理、化学处理和外表涂层等方法,可以提高不锈钢外表的光滑度、粗糙度、耐腐蚀性和美观性等。
不锈钢外表处理在建筑业、制造业和厨具行业等领域有着广泛的应用。
工厂常用不 锈钢表面处 理方法

工厂常用不锈钢表面处理方法1、1. 预处理;A : 去毛刺,去焊疤; 使用手提打磨机,磨片有玻璃钢纤维基体树脂型和砂纸型.B : 去油污,尘埃,泥土,指印; 使用碱或酸洗或有机溶液洗,喷砂,滚光等方法.2. 抛光处理;A : 使用磨光轮进行抛光处理;[ 磨光轮就是用布片层叠而成的那种,在高速旋转下(20~35M/S即当使用Φ300的布轮时,其速度为2000r/min就可以了)在高速旋转下涂擦上抛光膏(有白,黄,绿,红色几种), 抛光不锈钢适宜绿色那种,可以产生镜面效果].B : 喷砂处理; 可以使表面获得较为精细美观之效果.①干喷砂处理; 1毫米厚度以下不锈钢适宜用石英砂(粒度为0.5~0.2/mm),气压为10个工业大气压,即0.5~0.1mpa,压缩空气为无水无油.②湿喷砂处理; 将石英砂与水混合为砂浆,适量加点亚硝酸钠,其它同上.③上述完成后对工件再进行清洗,干燥工序.3. 表面处理范围;不锈钢表面可以送去专门工厂进行加工;它可以电镀铬/铜/锌/锡/镉/钛/渗氮/氮碳共渗/电解饨化/着黑色/彩色/腐蚀加工/刻印花纹图案/浮雕精饰加工等.2、不锈钢表面处理过程常见问题及预防措施前言不锈钢具有独特的强度、较高的耐磨性、优越的防腐性能及不易生锈等优良的特性。
故广泛应用于化工行业,食品机械,机电行业,环保行业,家用电器行业及家庭装潢,精饰行业,给予人们以华丽高贵的感觉。
不锈钢的应用发展前景会越来越广,但它的应用发展很大程度上决定不锈钢表面处理技术发展程度。
一、常见不锈钢表面处理方法常用不锈钢表面处理技术有以下几种处理方法:①表面本色白化处理;②表面镜面光亮处理;③表面着色处理。
二、不锈钢表面处理方法有如下几种:⑴化学氧化着色法;⑵电化学氧化着色法;⑶离子沉积氧化物着色法;⑷高温氧化着色法;⑸气相裂解着色法。
三、不锈钢表面处理加工过程中存在问题3.1 焊缝缺陷:焊缝缺陷较严重,采用手工机械打磨处理方法来弥补,产生的打磨痕迹,造成表面不均匀,影响美观。
钢结构表面处理的方法

钢结构表面处理的方法◆去油脂法(SSPC-SP1)污染表面的油脂可以用以下的方法去除,包括;溶剂清洁法蒸汽清洁法碱清洁法清洁剂/水清洁法溶剂清洁法溶剂清洁法是去除表面油脂最主要的方法。
一些溶剂性涂料可以溶解表面薄的油脂沉积物,使其与涂料混合且并无任何不利影响。
但对于重油脂沉积或含水性涂料、无溶剂涂料却不适用。
溶剂清洁一般用抹布,一旦弄脏可以频繁更换。
最后一道清洗一般都用新溶剂,如石脑油。
有机溶剂严禁接触眼睛或皮肤,严禁附近有火星或明火,严禁非必要的吸入。
溶剂清洁后的金属,一般需要在涂装之前再次清洁。
蒸汽清洁法蒸汽清洁法是去除油脂的另一有效方法。
可以在蒸汽中增加商用清洁剂,提高清洗能力.除此之外,蒸汽清洁法还可以去除涂装后表面的灰尘和尘垢。
蒸汽清洁的钢结构,在涂装前要求用其他的方法再次清洁。
碱清洁法碱清洁法通过湿润、乳化、分散油脂达到有效清洁的目的。
此法可能会和金属如铝、锌或木材、混凝土产生化学反应。
清洁剂/水清洁法较轻的表面油脂沉淀,家用水状清洁剂就足够了,它们很少会对基材产生不利作用。
◆手动工具清洁法(SSPC—SP2)手动工具只能清除松散的涂料、锈和氧化皮。
手动工具效率低,因此最常用于小范围的清洁.手动工具包括刮刀、金属丝刷和磨沙机。
◆动力工具清洁法(SSPC-SP3)动力工具(电动和气动)是对手动工具的动力驱动复制以达到更快的清洁能力。
包括:磨砂机、研磨机、金属刷、凿锤、去垢器和针枪。
一些工具有真空管连接,有助于减少空气污染和回收清洁过程中的碎片。
动力工具通过撞击或研磨或两种方法共同作用.采用动力工具清洁法要比手动工具清洁成本低多了,喷砂过程中产生对环境污染的粒子也会少很多。
因此手动工具只建议在小范围或损坏修补时使用,对大面积的污染物不适用,特别是如果采用表面容忍性的油性涂料更不建议使用.滥用动力清洁工具也会磨光金属表面而不是形成粗糙度不利于涂料的附着.◆化学脱漆法(SSPC—TU6)化学脱漆法主要用于住宅,偶尔也用于工业构件,碱性脱漆对去除油基涂很有效,而溶剂类型的脱漆剂对于去除乳胶涂料比较有效。
常见钢的表面处理总结
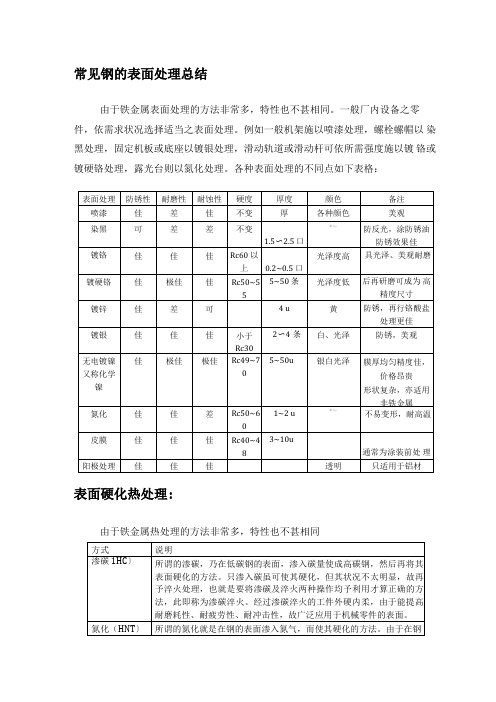
常见钢的表面处理总结由于铁金属表面处理的方法非常多,特性也不甚相同。
一般厂内设备之零件,依需求状况选择适当之表面处理。
例如一般机架施以喷漆处理,螺栓螺帽以染黑处理,固定机板或底座以镀银处理,滑动轨道或滑动杆可依所需强度施以镀铬或镀硬铬处理,露光台则以氮化处理。
各种表面处理的不同点如下表格:表面硬化热处理:由于铁金属热处理的方法非常多,特性也不甚相同热处理特性滑动面用耐磨耗材料硬度使用实例:表面电镀处理电镀是表面处理很普遍被采用的方式,为耐蚀、耐磨或装饰等用途,在金属或非金属表面上,利用电气沉积金属的表面技术。
钢铁化学镇处理钢铁化学镍处理亦称为无电镀银处理,适合广泛用以取代传统、的电镀银处理,运用在各种铁金属表面之防锈、防蚀处理,并且能增加被处理物表面的美观,提高价值感。
钢铁化学镍处理的原理乃利用溶液化学还原反应而在金属表面生成一镀膜。
其主要其主要特点为: 处理后之金属的表面平滑,耐蚀、耐磨且复杂形状的被处理物,亦可得到均匀的镀层膜。
硬度达HRC51以上,热处理可达硬度HRC70,予以取代镀硬铬。
膜厚可要求在5 至数条内。
附着力佳,且可镀在铁、钢、铜、铝、ABS胶或陶瓷上。
磨擦系数仅为0.03(为硬铬的1/3,与铸铁相同)。
成本高昂,溶液寿命短。
与电镀银比较之优缺点如下:优点:皮膜孔隙少且厚度均匀,厚度较薄但比较硬,可以用在非导材料。
缺点:沉积速度慢,含有磷硼化合物,融点较低且较脆。
喷砂A.喷砂(SandBlasting)处理喷砂(SandBlasting)处理在金属表面的应用是非常普遍的。
目的是用来克服和掩盖铝合金在机械加工过程中产生的一些缺陷以及满足客户对产品外观的一些特殊要求。
原理只是将加速的磨料颗粒向金属表面撞击,而达至除金秀、去毛刺、去氧化层或作表面预处理等,它能改变金属表面的光洁度和应力状态。
常用的砂材有玻璃砂、金刚砂、钢珠、碳化硅等喷砂工艺的好处喷砂工艺可分为气压喷枪及叶轮抛丸两种,而喷砂工艺的优点在于它能够除披峰、去除在压铸、冲压、火焰切割和锻压后的毛刺,对较薄工件及有毛孔的毛刺效果更好,它可清理砂铸过程残余的砂粒、清理铸铁件或钢材的锈渍、清理热处理、烧悍、热锻、辗压等热工序后的除氧化皮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢材的类型、品牌及表面处理方法
表面处理方法:1.氮化处理2.热处理
(一)C45 W 中炭钢
美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C~ S55C德国标准编号:1.1730。
中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,特点:价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材。
(二)40 CrMn Mo 7 预硬塑胶模具钢
美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。
特点:此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由28 ~ 40 HRC 视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用。
品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(33~34HRC)、718H HB330~HB370 (34~38HRC)。
大同钢厂,日本产:NAK 80(硬度40HRC+20)及NAK55(硬度40HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度34~36HRC)、GS738(硬度32~35HRC)、GS808V AR (硬度38~42HRC)、GS318(硬度29~33HRC)、GS312(硬度29~33HRC),GS312含硫不能做EDM纹,在欧洲做模架较为普遍,GS312的Code 为40 Cr MN Mo S8 ,百禄(BOHLER)奥国产,编号有:M261(38~42HRC)、M238
(36~42HRC)、M202(29~33HRC),M202不能做EDM纹,也是含硫,尚有其它品牌,不能尽录。
(三)X 40 CrMo V51热作钢
美国、中国、香港、新加坡、标准编号:AISI H13,DIN:(欧洲)1.2344;日本SKD61,此种钢材出厂硬度是:HB185~HB230须热处理。
特点:用在塑胶模具上的硬度一般是48~52HRC,也可氮化处理,由于须要热处理,加工较为困难,故在模具的价格上比较贵一些,若是须要热处理到40HRC 以上的硬度,模具一般用机械加工比较困难,所以在热处理之前一定要先做工件的粗加工,由其是:运水孔,螺钉孔,及攻牙必须做好才进行热处理,否则要退火重做,那么是费时失事的,此种钢材也很普遍用在塑胶模具上。
也有很多的品牌,我们厂常用的品牌是:一胜百(ASSAB)他们的编号是:8407;德胜(THYSSEN)他们的编号是GS344ESR或GS344EFS。
(我们一般用在定件的是GS344ESR,用在动件的是GS344EFS);日本的大同制钢DAIDO STEEL HI(日本客户多数指定用),尚有很多的品牌,由于我们厂不常用,所以不能尽录。
(四) X45 Ni Cr Mo 4 冷作钢
AISI6F7 欧洲编号:DIN 1.2767,此种钢材出厂硬度HB260,须要热处理,一般应用硬度为500 ~ 540HRC,欧洲客人比较常用此钢,特点:此钢韧性好,打光效果也非常好,由于此钢在华南地区不普遍,所以品牌不多,我们公司用的是德胜(THYSSEN)GS767
(五) X42 Cr 13(不锈钢)
AISI:420 STA V AX DIN:1.2083 出厂硬度HB180~240,须要热处理,应用硬度48~52HRC,不适合氮化热处理(锐角的地方会龟裂)。
此钢耐腐蚀及抛光的效果良好,所以一般透明胶件及有腐蚀性的胶料,例如:PVC及防火料、V2、V1、V0类的塑料很合适用此种钢材,此钢材也很普遍用在塑胶模具上,故此品
牌也很多,我们公司常用的有:一胜百(ASSAB)S-136ESR 德胜(THYSSEN)GS083-ESR、GS083 GS083V AR;如果采用德胜的要注意,如果是透明件,那么定及动模镶件都要GS083ESR(据钢厂资料ESR 电渣重溶是提高钢材的晶体均匀,抛光效果更佳),不是透明胶件动模件一般不须要高光洁度的,可选用普通的GS083,因为钢材价格比较廉宜一些,也不影响模具的质量,此钢料有时客户也会要求用作模架,因为防锈关系,可以保证冷却管道的运水畅顺,以达到生产周期稳定,此钢种尚有很多品牌,不能尽录。
(六)X 36 Cr Mo 17(预硬不锈钢)
DIN:1.2316 、AISI 420 STA V AX 、出厂硬度HB265~380,视乎钢厂的规格,如果是透明胶件我们公司一般不采用此钢材,因为抛光到高光洁度时,由于硬度不够很容易有坑纹,同时在啤塑也很易有花痕,要经常再抛光,所以还是用1.2083 ESR经过热处理调质硬至48~ 52HRC 省却很多的麻烦(虽然此钢硬度不高,机械切削较易,模具完成周期短一些)。
我们公司采用此钢大多数是防锈功能的中等价格模具上,例如有腐蚀塑胶料,如上提及的PVC、V1、V2、V0类,此钢用在塑胶模具上也很普遍,品牌也多,我们公司常用的品牌:一胜百(ASSAB)S-136H、出厂硬度为HB290~330、德胜钢厂(THYSSEN)GS316(HB265~310)、GS316ESR (30~34HRC)、GS083M(HB290~340)、GS128H (38~42HRC)、日本大同(DAIDO)PAK90(HB300~330)。
(七) X 38 Cr Mo 51 热作钢
“AISI H11”欧洲DIN 1.2343 、此钢出厂硬度为:HB 210~230 须要热处理,一般应用硬度为:50~540 HRC ,据钢厂的资料,此钢比1.2344(H13)韧性略高,在欧洲比较多采用,我们公司也常用此钢做定模及动模镶件,由于在亚洲及美洲地区此钢不甚普及所以品牌不多,只有2~3个品牌在香港。
我们公司采用的是:德胜钢厂(THYSSEN)的GS343 EFS 、此钢可氮化处理。
(八)S 7 重负荷工具钢
出厂硬度为:HB200~225 须要热处理,应用硬度为:54~58 HRC,此钢一般是美国客人要求采用在定及动模镶件及行位也有,欧洲及华南地区不太普遍。
我们公司采用的品牌有:一胜百(ASSAB)COMPAX –S7 、及德胜钢厂(THYSSEN)GS307 。
(九)X 155 Cr VMo 121 冷作钢
AISI D2 欧洲编号:DIN 1.2379 、日本JIS SKD11出厂硬度为:HB240~255、应用硬度:56~60HRC,可氮化处理,此钢多数用在模具上的行位上(日本客人比较多用)。
品牌有:一胜百(ASSAB)XW-41 、大同钢厂(DAIDO)DC-53 / DC11,德胜钢厂(THYSSEN)GS-379。
(十)100 Mn Cr W4 & 90 Mn Cr V 8 油钢
AISI 01,DIN 1.2510 & AISI 02,DIN 1.2842 出厂硬度:HB220~230,要热处理,应用硬度580~600HRC,此钢用在塑胶模具上一般是行位的垫片及垃圾钉上,品牌有:一胜百(ASSAB),DF2,德胜(THYSSEN)GS-510及GS-842,龙记(LKM)2510 。
(十一) Be Cu 铍铜
此材料一般用在塑胶模具难于做冷却的位置上,因为铜的散热效果比钢快很多,品牌有:MOLDMAX 30/40 ,硬度分别为:26~32HRC及36~42HRC德胜(B2)出厂硬度为35HRC。
(十二)AMPCO 940 合金铜
此材料出厂硬度为:HB 210 ,用在模具上也是难于做冷却的地方上,散热效果也很理想,只是较铍铜软一些,强度没有铍铜那么好,产量也不是那么大的模具,也可考虑用。