工艺表
产品工艺表范本
产品工艺表范本全文共四篇示例,供读者参考第一篇示例:产品工艺表是指对产品生产过程中所需的各种工艺流程、工艺参数、检验要求等进行系统化记录的表格或文件。
它通常包括产品的制造工艺流程、工艺参数、检验标准、材料要求等内容,是生产过程中的重要参考依据。
下面我们将为大家介绍一份关于产品工艺表的范本。
产品名称:XXX产品制定日期:XXXX年XX月XX日一、产品描述2. 产品材料:(列出产品所使用的主要材料及材料规格)3. 产品尺寸:(列出产品的尺寸要求)4. 产品外观要求:(列出产品的外观要求,如颜色、光泽度等)二、制造工艺流程1. 材料采购:(列出主要材料的采购供应商及采购数量)2. 材料验收:(列出材料验收标准及方法)3. 材料切割:(列出材料切割的工艺参数)4. 加工工艺:(列出产品加工工艺,包括冲压、焊接、折弯等)5. 表面处理:(列出产品的表面处理工艺,如喷涂、电镀等)6. 组装装配:(列出产品的装配工艺流程)7. 检验要求:(列出产品的检验项目及检验标准)8. 包装运输:(列出产品的包装方式及运输要求)三、工艺参数1. 温度:(列出各个环节中需要控制的温度范围)5. 其他:(列出其他需要控制的工艺参数)四、检验要求五、材料要求以上就是关于产品工艺表的范本,制定一份适合自己产品的工艺表是提高生产效率和产品质量的重要步骤,希望上述范本能对大家有所帮助。
第二篇示例:产品工艺表是指一个产品从设计到生产过程中所需要的所有工艺步骤和相关信息的列表。
它是产品制造的重要工具,能够帮助生产者清晰地了解每一道工序的具体要求,确保产品质量和生产效率。
本文将介绍产品工艺表的基本概念、内容要点以及如何制作一份完善的产品工艺表范本。
一、产品工艺表的基本概念产品工艺表是产品设计和生产管理中的重要文件,它对于确保产品质量、提高生产效率、降低成本具有重要意义。
一个完善的产品工艺表应包含以下内容:1. 工艺步骤:产品的生产过程需要按照一定的工艺步骤进行,这些步骤应该按顺序排列在工艺表中,以确保生产的顺利进行。
工艺做法表

工艺作法与流程施工工艺作法及流程一、木工1,门框及套:A.作水平线B.用电锤打眼不小于是10mm,深度不小于50mm.间距不大于350mm.C.用烘干木楔硬胀钉入眼中(木楔头带建筑胶),高出墙面处用刨刀切平.D.细木工板钉门框架(顶板压两侧板),咬口钉结(规格按设计要求)安装合颌边不少于二层细木工板.E.门框架嵌入原门洞内,用铁钉或木镙钉横平竖直固定于木楔上,不平处用木条或合板填平(木条的厚度不超过10mm),如原门洞过于不垂直,用水泥沙浆或石膏粉找垂直.F.门挡口用九厘板或九厘密度板,带胶钉在大芯板上.(严禁用小木条直接做门档)G. 三合板或其它饰面板饰面,实木线收门口(规格按设计要求) 收口后木线必带胶用纹钉钉上,不松动.H. 混油实木收口,木线及框边须倒八字口,收口后木线必带胶用纹钉钉上,不松动.2,吊顶:A, 松木或杉木方(规格3*5),四边刨光,刷防火涂料.B, 根据设计要求放线.C, 用电锤打眼,不小于10mm,深度不少于50mm,间距不大于50mmD, 用烘干木楔硬胀钉入眼中(木楔头带建筑胶),高出墙面处用刨刀切平.E, 根据设计要求钉框架,做造型,框架网格间距不大于40mm,F, 用木吊筋固定架,吊筋间距不大于700mm(严禁木吊筋直接入眼),G, 石膏板,自攻螺丝钉固定于木龙骨,自攻螺丝进入木龙骨深度不小于15mm .间距不大于250mm.H, 侧底面尽量都用石膏板封面,以避免因材质不一样容易开裂.3,家俱类:A, 根据设计规格切割细木板,B, 内侧面贴波音片或宝丽板.C, 根据设计图纸用钉,木螺丝或配件组装(须带胶),D, 侧面刨光,后贴九厘板或五厘板,内侧贴波音片或宝丽板.E, 前侧口和抽屉边用实木收口.F, 外带胶贴装饰三合板并实木收口.G, 全实细木板或开条双面锯口及一半间距不大于200mm,双面装饰板带胶压制时间不少于48小时H, 门四边25mm厚实木收口I,高于1000mm门须加装合颌,要求门缝均匀,无变形J,电视机或其它承重台面须双层细木工板K,无门柜,内贴装饰板实木收口L,木线条用纹钉带胶固定M,家俱柜内也可用混油直接刷白处理4,铺装木地板基层:A,根据地板厚度放水平线B,根据地板尺寸放地龙骨线(间距不大于300mm)C,用电锤打眼不小于是10mm,深度不小于50mm.间距不大于350mm.D,用烘干木楔硬胀钉入眼中(木楔头带建筑胶),高出墙面处用刨刀切平E,用四面刨光木方(规格根据所需要求)用钉或木螺丝钉带建筑胶固定,进入木楔深度不小于40mm(根据四边水平线找平)F,用防潮防虫材料撒放G,用细木板或十二厘板满铺,接缝处须留不小于6mm伸缩缝5,厨柜:厨柜结构板采用三氢聚胺脂板,机制威亚防火板门。
生产车间工艺流程表格
生产车间工艺流程表格英文回答:1. Process Flow Diagram.A process flow diagram is a graphical representation of the steps involved in a process. It shows the flow of materials, information, and people through the process, and the relationships between the steps.2. Benefits of Using a Process Flow Diagram.Improved understanding of the process.Increased efficiency and productivity.Reduced errors and defects.Improved communication and collaboration.Greater control over the process.3. How to Create a Process Flow Diagram.1. Define the process to be mapped.2. Identify the steps in the process.3. Draw a flowchart or diagram that shows the steps in the process and the relationships between them.4. Use symbols to represent different types of steps, such as decision points, activities, and inputs/outputs.5. Label the steps and symbols with clear and concise text.4. Types of Process Flow Diagrams.Cross-functional flowcharts show the flow of materials, information, and people across different departments or functions.Swim lane diagrams divide the flowchart into lanes, each of which represents a different department or function.Value stream maps focus on the flow of value-added activities through the process.Spaghetti diagrams show the actual physical flow of materials or people through the process.5. Process Flow Analysis.Process flow analysis is the systematic examination ofa process flow diagram to identify areas for improvement. The goal of process flow analysis is to improve the efficiency and effectiveness of the process.6. Steps in Process Flow Analysis.1. Gather data about the process, such as cycle time, throughput, and defects.2. Identify bottlenecks and areas of waste.3. Develop and implement solutions to improve the process.7. Examples of Process Flow Analysis in Manufacturing.Reducing cycle time in a production line.Improving product quality.Reducing defects.Increasing productivity.Saving costs.8. Conclusion.Process flow diagrams are a valuable tool for understanding, improving, and controlling processes. By following the steps outlined in this article, you cancreate a process flow diagram that will help you to improve the efficiency and effectiveness of your processes.中文回答:1. 工艺流程表格。
冲焊涂总四大工艺划分表格

以下是一个简单的冲焊涂总四大工艺划分的表格:
工艺名称
定义
冲压工艺
利用冲压设备和模具,通过冲压方法将金属板材或管材加工成所需形状和尺寸的零件或半成品的一种工艺。
焊接工艺
利用加热、加压或两者ቤተ መጻሕፍቲ ባይዱ合的方法,使两个或多个材料连接在一起,以形成不可拆卸的整体的一种工艺。
涂装工艺
在产品表面涂覆涂料或其他涂层材料,以提高产品的防护、装饰和标识等性能的一种工艺。
总装工艺
将多个零件、组件和原材料组装在一起,以形成一个完整产品的过程。
请注意,这只是一个简单的划分表格,具体工艺可能因行业、产品类型和生产要求而有所不同。在实际应用中,可能还需要考虑其他因素,如生产环境、材料选择等。
注塑成型工艺标准记录表模板
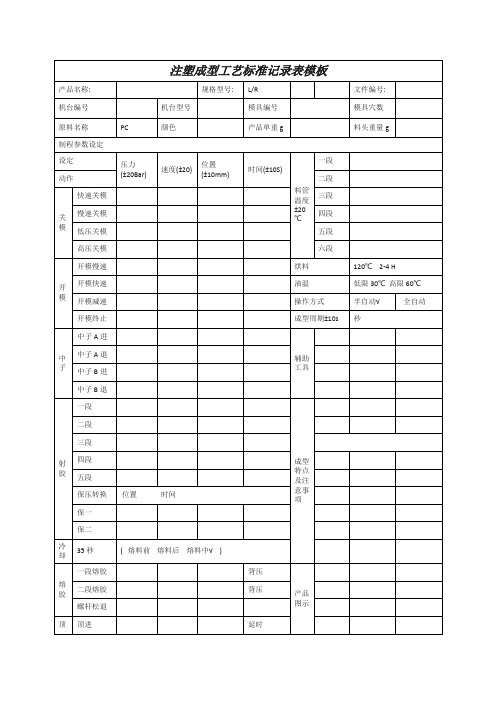
产品名称:
规格型号:
L/R
文件编号:
机台编号
机台型号
模具编号
模具穴数
原料名称
PC
颜色
产品单重g
料头重量g
制程参数设定
设定
压力(±20Bar)
速度(±20)
位置(±10mm)
时间(±10S)
料管温度±20℃
一段
动作
二段
关模
快速关模
三段
慢速关模
四段
低压关模
五段
高压关模
六段
开模
开模慢速
背压
螺杆松退
顶针
顶进
延时
顶退
延时
顶出方式
停留√ 定次 不顶出
震动
顶 次
编制
审核
批准
日期
日期
日期
烘料
120℃ 2-4 H
开模快速
油温
低限30℃ 高限60℃
开模减速
操作方式
半自动√
全自动
开模终止
成型周期±10s
秒
中子
中子A进
辅助工具
中子A退
中子B进
中子B退
射胶
一段
成型特点及注意事项
ቤተ መጻሕፍቲ ባይዱ二段
三段
四段
五段
保压转换
位置 时间
保一
保二
冷却
35 秒
( 熔料前 熔料后 熔料中√ )
熔胶
一段熔胶
背压
产品图示
二段熔胶
注塑工艺表

塑料名称注塑工艺条件1、注塑机类型螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式2、螺杆 形式1111111111111111111111111111转速,r/min 11130-60130-6030-60130-6030-6030-6030-6020-6020-5030-6020-303、喷嘴 形式111直通式直通式直通式直通式直通式直通式直通式直通式直通式直通式直通式直通式直通式温度℃11150-1801170-190180-19011160-170180-190190-200190-200190-210180-190190-200160-1704、料筒温度 前11180-19011180-200190-20011170-190200-210200-210200-220210-230190-200200-220170-180 中11180-22011200-220210-220111170-190210-230210-230220-240230-250200-220220-240180-190 后11140-16011160-170160-170111140-150180-200180-200190-200200-210170-190190-200160-1705、模具温度,30-4530-6050-7040-8070-901120-5050-7050-8060-8540-8050-7050-7050-606、注射压力,MPA1170-1001170-12090-1301160-10070-9070-12085-12070-12050-10070-10080-1207、保压压力,MPa140-50150-6040-50130-4050-7050-7050-8050-7030-6050-6040-508、注射时间,s 12月5日12月5日2月5日11月3日3月5日3月5日3月5日2月4日3月5日2月4日2月5日9、保压时间,s 115-60120-6015-40115-4015-3015-3015-3020-5015-3015-4015-3010、冷却时间,115-60115-5015-40110-4015-3015-3015-3015-30##########15-3011、总周期,s 140-140140-12040-100140-9040-7040-7040-7040-9030-7030-8040-7012、干燥 设备卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾温度℃90-10090-100100-120100-120100-12090-10090-110100-110100-110100-110100-110100-110100-1101时间,h<0.5<0.5<0.5<0.5<0.5<0.50.5-1.00.5-1.00.5-1.00.5-1.00.5-1.000.5-1.00.5-1.01透明ABS ACS HIPS ABS高抗冲ABS 耐热ABS 电镀级ABS 阻燃ABS LDPE HDPE 乙丙共聚PP PP 常见塑料注塑工艺表 A成都森发橡塑有限公司 PS 玻纤增强PP表二 塑料名称注塑工艺条件1.注塑机类型螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式2.螺杆形式111111突变突变突变突变突变突变突变突变转速r/min 20-30120-3020-4020-4020-4020-4020-4020-4020-5020-4020-5020-4020-503.喷嘴形式直通式1直通式直通式直通式直通式直通式直通式直通式直通式直通式直通式直通式直通式中,℃240-2501165-180180-200170-190180-200260-280230-250240-360230-240230-250190-220220-250190-240后,℃210-2301150-170180-190170-180170-190240-260200-220210-220200-210200-210170-180180-190160-1705.模具温度℃60-80130-6080-11090-12090-10085-12065-8070-11060-10080-12060-9060-9070-1106.注射压力,MPa 80-130180-13080-11080-13080-12080-12060-9080-10080-11090-13090-12090-13090-1308.注射时间,s 2月5日12月5日2月5日2月5日2月5日2月5日1月3日2月5日2月4日2月5日2月4日2月5日2月5日9.保压时间,s 20-40115-4015-5020-8020-9020-50##########15-5015-4015-5015-4020-6010.冷却时间,s 20-40115-4020-5020-6020-6020-3015-3015-3020-4020-4020-4020-4020-4011.总周期,s 50-90140-9040-11050-15050-16050-9030-7030-6040-10040-10040-10040-9050-11012.干燥设备卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾 温度,℃100-12060-7070-80d1110-120110-120150-170120-135120-135120-130120-130100-120100-120100-120时间,h1<0.5<0.5d10.5-1.00.5-1.02220.5-1.00.5-1.00.5-1.00.5-1.00.5-1.0PMMA/PC软PVC硬PVC氯化聚醚均聚POM 共聚POM 玻纤增强PA11PA12温度,℃220-2401150-170170-180170-180PETPBT玻纤增强PBTPA6玻纤增强PA6PA11180-190190-200170-1804.料筒温度 前,℃230-2501170-190180-200170-180250-260200-220210-230200-210200-2107.保压压力,MPa40-601140-6030-40220-240185-200200-220255-265170-190170-190260-270230-240230-240220-23050-6030-5030-5030-4040-5030-5030-50常见塑料注塑工艺表 B30-5030-5040-50表三塑料名称注塑工艺条件 1.注塑机类型螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式2.螺杆形式突变式突变式突变式突变式突变式突变式突变式突变式突变式突变式突变式突变式突变式突变式转速r/min 20-5050-5020-5020-4050-5020-4050-4020-3020-3020-3020-3020-3020-3020-303.喷嘴形式自锁式自锁式自锁式直通式自锁式延伸式延伸式直通式延伸式延伸式直通式延伸式延伸式延伸式温度,℃200-210200-210190-200190-210220-240230-250220-230240-260280-290250-260280-300380-410240-270250-2804.料筒温度 前,220-230210-220200-210230-250240-250240-280230-250250-290290-310250-280300-320385-420250-290250-280中,℃230-250210-230220-240230-250250-270260-290240-260270-310300-330280-300310-330345-385280-310260-290后,℃200-210200-205190-200190-200220-240240-270230-240260-280280-300260-270290-300320-370260-290230-2405.模具温度℃60-9040-7040-8040-8040-6090-11080-10090-110130-15080-100130-150230-26090-120110-1506.注射压力,MPa 70-11070-12070-10090-13080-13080-13080-120100-140100-140100-140100-140100-200100-140100-1408.注射时间,s 2月5日2月5日2月5日2月5日2月5日2月5日2月5日2月5日2月5日2月7日2月5日2月5日2月5日2月5日9.保压时间,s 20-5020-5020-5020-4020-6020-8020-8020-6020-8020-7020-5015-4014-4030-7010.冷却时间,s 20-4020-5020-4020-4020-4020-5020-5020-5020-5020-6020-5015-2015-3020-6011.总周期,s 50-10050-11050-10050-9050-11050-13050-14050-11050-14050-13050-11040-5040-8060-14012.干燥设备卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾 温度,℃110-120110-120110-120110-120110-120130-150120-140130-150130-150120-140130-150150-170130-150130-150时间,h0.5-1.00.5-1.00.5-1.00.5-1.00.5-1.02221.0-2.01.0-2.01.0-2.0221.0-2.0PA610PA612PA1010玻纤增强PA1010透明尼龙聚苯醚PPO 7.保压压力,MPa20-4030-5020-4040-50聚碳酸酯PC PC/PE 玻纤增强PC 聚砜PSU 改性PSU 玻纤增强PSU 50-7040-5040-5040-5040-5040-5040-50常见塑料注塑工艺表 C40-5050-7050-70聚芳砜PAS 聚醚砜PES表四塑料名称注塑工艺条件1.注塑机类型螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式螺杆-线式2.螺杆形式111突变式均熔渐变渐变式1突变式突变式突变突变111111转速r/min 20-3020-5020-7020-3025-5020-3020-3020-5020-3020-5020-4020-5020-303.喷嘴形式延伸式11延伸式直通式直通式延伸式延伸式延伸式直通式直通式直通式直通式温度,℃290-300230-250170-180290-300200-230280-290265-270220-240280-300250-260250-260180-190180-2004.料筒温度 前,290-310240-260175-185300-330200-230290-310275-280230-250300-310260-270200-210180-210中,℃300-330250-280180-200270-290200-230250-270280-290240-270320-340260-280260-890210-230190-230后,℃280-300230-240150-170170-200190-220230-250200-210230-240260-280240-250250-260170-180180-2005.模具温度℃120-150100-13020-40110-13038-6680-13080-13060-80120-15070-120100-12050-7040-806.注射压力,MPa 100-150100-13080-10080-13035-13880-13080-13070-11080-13080-13080-13080-12090-1208.注射时间,s 2月5日2月8日2月6日1月3日3月5日2月5日1月3日2月5日2月5日2月5日2月5日2月5日2月5日9.保压时间,s 20-6015-4030-4020-6015-4520-6020-6030-70#####20-5020-5015-3020-4010.冷却时间,s 30-6015-4030-4020-6015-4020-6020-6020-5020-5020-4020-4015-3020-4011.总周期,s 60-13040-9070-11050-13030-10050-13050-13060-13040-9050-10050-10040-7050-9012.干燥设备卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾卧式沸腾 温度,℃150-170111100-110120-1501125-140150-170120-130120-1301100-120时间,h2111<0.5<0.511.0-2.020.5-1.00.5-1.01AS(SAN)PMMAPA66玻纤增强PA6640-50改性PPO 聚苯硫醚PPS 40-6040-507.保压压力,MPa40-5050-6030-4050-60聚酰亚胺PI聚芳酯聚胺酯四氟乙烯-六氟丙烯共聚物常见塑料注塑工艺表 D40-5040-5040-60聚4-甲基戊烯聚丙烯热塑性弹性体28-11030-5020-60聚三氟氯乙烯PCTFE。
生产工艺明细表(1)
工艺文件汇编编制;审核:批准:日期:年月日邯郸市峰峰矿区燕赵橡胶制品有限责任公司工艺文件明细表一、钢丝缠绕胶管工艺文件1、产品基本特征2、生产用主要材料及标准3、热炼工艺4、压出工艺5、压延中胶片6、切割涂塑玻璃丝窗纱7、导钢丝线轴8、钢丝缠绕9、包外胶层10、卷水包布11、硫化12、成品检查与包装二、软心高压钢编胶管工艺文件1.产品基本特征2.生产用原材料3.胶料热炼4.内胶包覆工艺5.压延中胶片6.钢丝合股7.钢丝编织8.包外胶工艺9.缠水包布工艺10.胶管硫化工艺11.胶管脱芯工艺12.成品检查与包装三、硬芯高压钢编胶管工艺文件1、产品基本特征2、生产用主要材料及辅助材料3、工艺流程4、胶料热炼5、挤出内管6、延压中胶7、胶管成型(1)合股施工表(2)套管(3)一层钢丝编织施工表(4)钢丝编织工艺规定(5)两层钢丝编织施工表(6)三层钢丝编织施工表8、包外胶9、缠水包布10、硫化11、成品检验与包装四、喷浆用橡胶软管钢丝编织生产工艺文件1、产品基本特征2、生产用主要材料3、工艺流程图4、胶料热炼5、挤出内管6、压延中外胶7、套管8、钢丝编织9、缠水包布10、硫化11、成品检查与包装一、钢丝缠绕胶管工艺文件企标钢丝缠绕工艺表二、软性高压钢编胶管工艺文件企标硬芯高压钢丝编制工艺I软芯两层编织生产工艺企标软芯高压钢丝编制工艺I软芯编织生产工艺企业钢丝编织压出、包胶工艺三、硬芯高压钢编管工艺文件。
工艺排程表
00.03 06.01
序 号
类 尾部工序描
别
述
数 量
工 (时
工价 (元/
05.02 117 D
吹线
秒 件)
01.22
118 D 查 初查
05.02
119 D 验 复查
05.00 120 D
度尺
08.01
121 B A 烫衣
04.53
122 D 量/剪绳/带
00.02
123 D
穿绳/带
00.43
打绳/带结/扣
手工
115 C 封里布袖口位*1
平车
116 C 打门巾及腰带四合扣冲孔*7
117 D 穿后腰带*1
118
C
拼上袋唇上头*1
飞前胸拉链贴棉止
119 C 口车*主2唛于后龟背中
120 C *1
121 B 合前胸拉链于面布贴*1
122 D 剪后挂耳*1
123 C 运右袖棉*1
124 D 点前上袋位*1
125 C 走袖子机行棉散口*2
平车
47 B 压袖子左驳幅边线*1
平车
48 C 点位打青果领中鸡眼*2
打扣车
49 C 穿扣件于橡筋绳*1
手工
50 C 穿橡筋绳于青果领后中*1
手工
51 D 订橡筋绳于青果领后中*1
平车
52 C 车青果领中装饰线*2
平车
53 C 合青果领中驳幅*2
平车
54 C 间青果领中驳幅边线*2
平车
55 B 运青果领棉*2
主身裁片
02.01 04.02 00.01
103
A
撞色裁片 裁
104 B 剪 裁罗纹
105 B