车床及数控车床配置价格表
加工设备工时单价表

3.68
0.82
2.00
4.89
4.07
2.26
5.50
6.58
5.48
4.11
10.00 8.59
7.15
6.16
15.00 10.52 8.76
2.47
6.00
6.43
5.36
4.11
10.00 7.72
6.43
6.16
15.00 9.75
8.11
4.73
23.00 9.04
7.53
13.36
65.00 20.33 16.93
80
厚度5mm以下304
100元/小时
2 23.80 5.05 40.00 5.00 1.37
0.82
2.00 12.02 10.01
100
厚度5m/m 以下 厚度5m/m 以下 厚度6m/m-10m/m
5~8元/刀 5~8元/刀 8~12元/刀
厚度12m/m-16m/m 厚度18m/m-25m/m
110~130
25 23.80 5.05 4.00
3 加长普通卧式车床 CQ61165
φ 1650×12000
±0.02
240~250
65 29.09 5.05 8.00
CA5116EX1015
回转直径<1600
±0.02
125~160
42 16.92 3.37 5.00
4 立式车床
C5225EX16110
第 43 页,共 50 页
第 44 页,共 50 页
第 45 页,共 50 页
第 46 页,共 50 页
第 47 页,共 50 页
第 48 页,共 50 页
机床验收主要配置及附件清单

机床验收主要配置及附件清单一、普通车床CDE6140A主要配置及机床附件:二、数控车床CK6140(华中世纪星21T-3)主要配置及机床附件:三、数控车床CK6150(FANUC 0i Mate TD)主要配置及机床附件四、数控车床CK6140(广数980系统)主要配置及机床附件五、A VZ-500(华中世纪星)主要配置及机床附件六、A VL-1020(FANUC 0i Mate MD)主要配置及机床附件机床购置附属协议甲方(购买方):东明县职业中等专业学校乙方(销售方):山东冠泓数控装备有限公司甲乙双方经友好协商,在设备采购过程中通过竞争性谈判,鉴于以下条款,除达成设备采购协议及有关事项外,特达成以下附属协议:1、乙方免费承担“三包”服务期三年以上,免费按买方要求把设备安装调试到位并负责管、线、机油等费用,故障维修2小时响应,24小时到达现场;超三包服务期,乙方仍对设备承担终身服务,甲方只负责零配件费用,其他费用仍由乙方负责;2、乙方免费为甲方培训设备操作维修教师,免费为设备软件升级,免费提供与教学有关的资源,在甲方场地,对甲方专业教师免费进行机床操作培训,理论培训、安全维护保养培训、实训项目培训;甲方派送机床方面专业技术和任课人员,到乙方生产场地,接受技术培训,培训人数:5人/批以内,培训时间:一周;培训内容:机床维修和故障等;甲方参与和监督所购机床精度检验;甲方免费提供食宿等方便条件。
3、乙方免费为甲方参加国、省、市级技能大赛,提供技术支持和资源服务;乙方为甲方免费培训国、省、市等参赛选手和教师,积极协调大赛承办单位,进行现场培训,预先熟悉机床场地,练习,熟悉相关事项和内容。
为甲方提供大赛软件应用方便和优惠等服务;帮助甲方获得尽可能获得好成绩,;大赛选手和教师由乙方选送。
4、甲乙双方本着互利共赢原则共同研究和开发校企合作项目;甲方参加乙方牵头组织的职教集团,免费享受集团提供的教学资源,教材、培训方案等优惠服务;为甲方所在地区树立校企合作典范。
关于FANUC数控系统基本配置和报价

关于FANUC数控系统基本配置和报价1.单轴驱动系统(以20NM的伺服驱动为参考)⑴价格在6万元左右,(误差在两三千元)⑵系统名称为:0I-MA TE-TD⑶相应具体的系统配置如下:主电源和电机动力线用插头A06B-6110-K202#YYS焊接型插头A02B-0120-K305焊接型插头(HIROSE, 15 芯, 孔型) A02B-0120-K303分离型绝对脉冲编码器用电池盒A06B-6050-K060插头(AMP,3针,孔,黑色,X型) A02B-0120-K3240I-D/0I-MATE-D参数说明书(中文)B-64310CM0I-D/0I-MATE-D车床/加工中心系统通用用户手册(中文)B-64304CMOI-TD车床系统用户手册(中文)B-64304CM-10I-D,0I MATE-D维修说明书(中文)B-64305CMMPG电缆A02B-0120-K847#L-10M强电盘B2 I/O模块 48/32 A03B-0815-K2032.三轴驱动系统(以小三坐标机床的伺服驱动为参考两个2.3KW一个3.6KW)⑴首套价格为9.2万左右,(多套可以更便宜,误差四五千元)⑵系统名称为:0I-MATE-MD⑶相应具体的系统配置如下:公司名FOR MACHINE MODEL: 称:报价单7080131028号:产品名0i Mate-MD称:附件:biS12/3000*2+biS22B/20007 8.4"彩色LCD/MDI(横置) A02B-0319-H144#M8 轴卡 A2 A02B-0319-H0329 附件,电缆卡子A02B-0124-K00110 0I 用I/O单元A02B-0309-C00111 备件控制单元保险A02B-0236-K10012 备件保险1A A03B-0815-K00113 0I扁平电缆(DI/DO 50 PIN) F02B-0124-K001#L-1M14 外部光缆(10米)(用于FSSB/HSSB/I/OLINK)A66L-6001-0026#L10R0315 内部光缆(0.3米)A02B-0236-K85216 I/O LINK 线A02B-0120-K842#L-7M17 BIS 12/3000,直轴A06B-0078-B10318 BIS 22/2000,直轴,带抱闸A06B-0085-B40319 BISV 40 (FSSB接口) A06B-6130-H00320 反馈A660-2005-T506#L-7M伺服动力电缆,接SS端子,弯头F06B-0001-K010#L-7M21 伺服动力电缆,接SS端子,弯头F06B-0001-K006#L-7M22 伺服放大器用保险A06B-6073-K25023 浪涌吸收器A06B-6077-K14424 CX19B插头A06B-6130-K20125 CX29插头A06B-6130-K20326 CX30插头 (含急停信号) A06B-6130-K20427 CXA20插头A06B-6130-K20228 电缆(BIS的SVM伺服跨接电缆K9) F02B-2000-K001#L-0.3M29 主电源和电机动力线用插头A06B-6110-K200#XXS30 主电源和电机动力线用插头A06B-6110-K201#XYM31 主电源和电机动力线用插头A06B-6110-K202#YYS32 焊接型插头A02B-0120-K30533 焊接型插头(HIROSE, 15 芯, 孔型) A02B-0120-K30334 0I-D/0I-MATE-D车床/加工中心系统通用用户手册(中文)B-64304CM35 0I-D/0I-MATE-D加工中心系统用户手册(中文)B-64304CM-236 0I-D,0I MATE-D维修说明书(中文)B-64305CM37 0I-D/0I-MATE-D参数说明书(中文)B-64310CM38 MPG电缆A02B-0120-K847#L-10M39 分离型绝对脉冲编码器用电池盒A06B-6050-K06040 手摇脉冲发生器A860-0202-T00141 多语言PMC信息128K A02B-0322-S977#128K42 接插件A06B-6114-K210#S。
CK6140数控车床
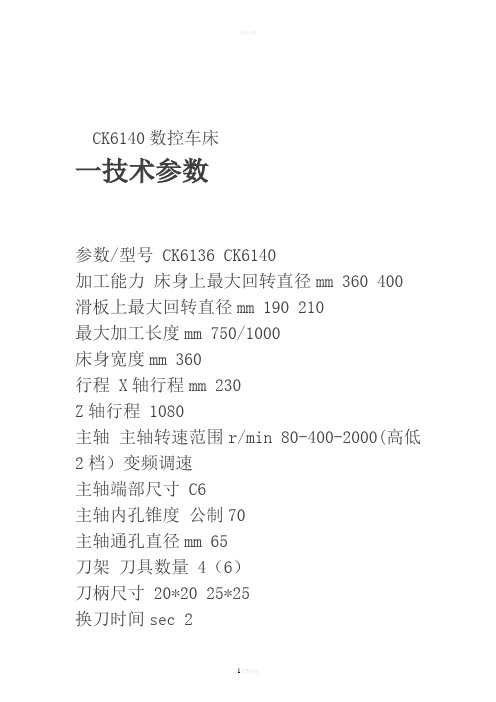
CK6140数控车床一技术参数参数/型号 CK6136 CK6140加工能力床身上最大回转直径mm 360 400 滑板上最大回转直径mm 190 210最大加工长度mm 750/1000床身宽度mm 360行程 X轴行程mm 230Z轴行程 1080主轴主轴转速范围r/min 80-400-2000(高低2档)变频调速主轴端部尺寸 C6主轴内孔锥度公制70主轴通孔直径mm 65刀架刀具数量 4(6)刀柄尺寸 20*20 25*25换刀时间sec 2进给 X轴快速进给mm/min 3000Z轴快速进给mm/min 6000每转切削进给量mm/r 0.005-100精度最小设定单位mm 0.001重复定位精度mm 0.01表面粗糙度 Ra1.6尾架尾座套筒锥度 MT4尾座套筒直径mm 65尾座套筒行程mm 100电机主电机功率 KW 4 5.5X轴、Z轴伺服电机N.m 4、6机床外形尺寸(长*宽*高)mm 750规格:2060*1200*15001000规格:2310*1200*1500净重 1600Kg 1700KG数控机床采购二工艺适应性原则主要指所选用的数控设备功能必须适应被加工零件的形状尺寸、尺寸精度和生产节拍等要求。
可咨询:宁波众鑫数控机床厂。
形状尺寸适应性。
所选用的数控设备必须能适应被加工零件合理群组的形状尺寸要求。
这一点应在被加工零件工艺分析的基础上进行,这里要注意的是防止由于冗余功能而付出昂贵的代价一、工艺适应性原则加工精度适应性。
所选择的数控设备必须满足被加工零件群组的精度要求。
为了保证加工精度不超差,必须考察生产厂家给出的数控设备精度指标保证有三分之一的储备量。
但要注意不要一味地追求不必要的高精度,只要能确保零件群组的加工精度就可以了。
在考察数控设备给出的精度指标时,要注意采用的是什么标准。
国际上常用的精度标准有ISO、JIS、ASME和VDI(分属于国际、日本、美国和德国) ,此外还有中国的GB和英国的BS。
机械加工报价明细

一般件、小批量时的单个计价方法加工方法小类和基本参数参数1 参数2和单位价格钻孔单个孔L/d≤2.5 d≤25 X*d元"L=孔深,d=孔径" 25≤d<60 X*d元L/d>2.5 d≤25 X*d元(*L/d/2.5)25≤d<60 X*d元(*L/d/2.5)孔径公差<0.1 对应基价的倍数X倍孔距公差<0.1 对应基价的倍数X倍单个孔加工的最低价格X元附带攻丝钢件X*d元d=螺纹直径铸铁件X*d元L=螺纹长度铝件加不锈钢丝套费用X*d元不加丝套费用X*d元铜件X*d元批量优惠批量>200个孔且<10000个孔对应基价的倍数X倍批量>10000个孔对应基价的倍数X倍车类加工光轴加工"L=轴长,d=轴径,D=毛坯轴径" 一般精度L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)精度<0.05 L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)带锥度轴L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)阶梯轴对应光轴基价的倍数X倍一般精度的丝杠对应光轴基价的倍数X倍法兰盘类零件d≤430 X*D元d=法兰外径,D=毛坯直径d>430 X*D元圆螺母零件X*D元d=圆螺母外径,D=毛坯直径六角螺母零件X*D元d=六角螺母外径,D=毛坯直径轴套类零件(直径小于100径长比小于2)"d<100,d/L≤2" X*D元d=轴套外径,L=轴套长度"d<100,d/L>2" X*D元(*d/L/2)修补轴承座(台)类零件"t<2,d<40,B<25" X元"t=磨损量,d=轴承外径,B=轴承座宽度""t<2,d>40或B>25" X元(*d/40*B/25)需要上中心架的对应上述基价的倍数X倍铣床加工一般键槽L=键槽长度,B=键槽宽度位置度公差7级以下的L/B≤10 X*B元L/B>10 X*B元(*L/B/10)最低价X元位置度公差7级和以上的对应上述基价的倍数X倍硬度>HRC40的材料加工对应上述基价的倍数X倍一般花键L/d≤5 X*d元L=键槽长度,d=轴径L/d>5 X*d元(*L/d/5)最低价X元一般齿轮类Z=齿数,m=模数一般圆柱直齿轮X*Z*m元斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数X倍铣一般平面每mm2 X元铣沉孔每个X*d元d=孔径最低价X元刨床加工平面每mm2 X元t=刨削深度磨削加工一般精度内、外圆t=磨削深度每mm2 X元一般精度平面t=磨削深度每mm2 X元一般精度成形磨t=磨削深度每mm2 X元高精度、小粗糙度对应上述基价的倍数X倍线切割一般零件S=切断面积每mm2 X元慢走丝每mm2 X元要穿丝每个穿丝孔X元电火花一般零件S=切断面积每mm2 X元每处最低价X元电焊L=焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条X元焊缝长度每mm价格(与材料和焊缝种类有关)X*L元气割一般板件S=切割面积每mm2 X元等离子切割一般碳钢每mm2 X元不锈钢每mm2 X元剪板机一般板件S=剪切面积一般碳钢t≤8 每mm2 X元一般碳钢8<t<12 每mm2 X元t=板厚铝板t≤12 每mm2 X元铜板t<12 每mm2 X元特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。
CK6163YG 油缸加工专用数控车床(标准)

CK6163YG型缸体、活柱加工专用数控车床技术推荐书一、机床型号: CK6163YG机床名称:缸体、活柱加工专用数控车床机床规格:φ630×3000加工对象:1、焊后活柱平端面、打中心孔、精车柱头、半精车外圆;2、焊后活柱平端面、倒内角、精车柱塞、精车外圆;3、精车油缸缸筒、架窝,平端面、车内止口、U型坡口;二、机床主要功能部件介绍1、床身床身是机床的重要基础部件之一,是机床其他功能部件的载体。
该机床采用床身底座一体式筒型结构,树脂砂铸造后经人工时效处理,精加工前进行二次焖火。
床身导轨平面与基面成后倾75°角。
床身导轨基面、床头箱导轨面、副主轴导轨面及Z轴丝杠轴承座安装面构成床身重要加工表面。
在该件的设计过程中兼顾机床整体造型、通风散热、冷却水泄漏的收集、排屑器安装、机床吊运等方面的要求。
2、主轴箱主轴箱是机床重要基础部件之一,树脂砂精铸,人工时效处理,是主轴组件的载体,前、后轴承孔及安装定位面为重要加工表面,主轴箱具有良好的刚性、抗振性、散热性以及方便维修、调整性。
定位简单可靠,与床身把合牢固,并且主轴轴承采用日本NSK高精度滚动轴承,从而使机床主轴具有回转精度高,刚性强的特点,采用液压二档无级变速,最大减速比1:10,机床拐点100r/min,即能实现低速大扭矩切削,又能完成高速精车加工。
3、滑鞍及滑板滑鞍及滑板是机床重要部件之一,树脂砂铸造,并进行人工时效处理,丝杠螺母座的位置科学合理,在设计时与内防护一起考虑,各导轨基面为重要加工面。
4、Z轴、X轴传动两轴传动均为丝杠与电机通过弹性膜片无隙联轴器连接,单端定位预拉伸式,X轴采用下端定位式,导轨采用双矩形,经中频处理,受力好,刚性足,精度保持性好,丝杠及丝杠轴承座为重要零件,丝杠支承形式为“固定-预拉伸”,设计时充分考虑了精度、刚性、惯量等因素。
5、副主轴副主轴是机床重要部件之一,为便于调整设计成两体式,上、下体之间配有调整垫,在副主轴下体磨损情况下可通过配调整垫,调整副主轴中心高。
机械加工初步报价自动计算(含各种工时费)全

小计 (元) ¥1,209.60
¥825.00
¥956.26 ¥2,990.86
抛光
60
13
锯床
50
14
大水磨
120
15
攻牙
80
16
2.5
80
200 17
数量 单价
金额
18 配件名称 5 6 7 8
规格
处理内容
表 面 1 调质 处 2 淬火
重量 (KG)
单价
金额
2.5 1.5
处理内容
6 黑色阳极氧化 7 镀环保锌
理 3 退火
1
8 镀化学镍
4 发黑
1.5
9 镀亮镍
5 渗氮
4
10 喷砂
规格
产品名
称:
毛料尺寸(mm)
长(直径) 宽(壁厚) 高
900
600
35
密度 (KG/m3)
0.008 0.0089 0.0027
数量 1
0.008 0.0089 0.0027 0.008 0.0089 0.0027
工时
单价
金额
(小时) (元/小时) (元)
设备名称
40
10
攻牙机
50
11
喷砂
80
12
设计费 包装费用 包装人工 运输费用 公里数
工时 元/个
单价 包装材料
费
单价
元/个 数量
费用名称
费用计算说明
其 它
1 难度级别 一级报废率加5%,二级加10%,三级加15%,四级加30% 5 管理费 一般情况收10%-20%
6 利润
一般情况收15%-30%
7 税收
机械加工工时费用计算
机械加工工时费用计算机械加工工时,是正确反映机械加工成本、工人劳动量和劳动报酬的数据。
在很多机械报价的方法中,由于工时计算带来的便捷、简便,所以运用工时进行报价已经成为大家广泛应用的方法之一了。
?机加工时间定额组成1、机动时间:也叫作基本时间,主要是用于改变工件尺寸、形状和表面质量所需要的时间,其中也包含了刀具的趋近、切入、切削和切出的时间。
2、辅助时间:这是用在工序中加工每个工件辅助动作需要的时间以及保证正常工作需要消耗的时间。
例如:启动和停止机床、切削用量的改变、对刀、试切、测量等需要消耗的时间。
3、其他时间:这个时间虽然与工作没有直接联系,但是是完成加工中必不可少的时间。
例如,阅读文件、检查工件、机床、润滑维护和空转等。
在生产中为了方便,为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
4、准备终结时间:这个时间是指完成一批加工工件的准备工作和结束工作所消耗的时间,其中包括:图纸熟悉、工艺文件的了解、尺寸的换算、借还工具、安装刀杆等,技工结束时要及时进行机床的清理,发送成品。
一般情况下,准备与终结时间分为固定部分与另加部分。
固定部分指的是一批零件加工前必须发生的时间。
另加部分是根据实际的工作需要做某些准备与结束工作所需要的时间。
加工一批零件只给一次准备与终结的时间。
机械加工工时费用用工时进行机械加工报价的计时单位是从接手加工开始至加工完成验收合格要求。
生产中比较常用的机械加工工时费用:1、车基本价:20—40/小时。
这只是一个参考价,具体的还根据实际的情况进行确定,如果是小件,简单的话工时小于20元。
但是一些大的皮带轮加工,加工余量大,余量就有一定的收入。
2、磨削基本价:25—45元 /小时3、铣削基本价:25—45元/小时4、钻削基本价:15—35元/小时5、刨削基本价:15—35元/小时6、快走丝线切割基本价:3—4元/1200平方毫米7、电火花基本价:10—40元/小时,如果工时小于1个小时的,按件计算,单件一般为50元8、数控机床基本价:比普通的贵2—4倍9、雕刻:一般都是单件的 50—500元/件10、钳工基本价:15-35元/小时机械维修加工收费标准(生产部提供)一、以工时记价办法。
油缸加工专用数控车床-方案
CK6146YG×2500油缸加工专用数控车床技术规范一、CK6146YG×2500型数控车床特点该机床主要是为加工液压、煤机、工程机械等行业的油缸、活塞、导向套、活柱、活塞杆类零件而设计的CNC专用数控车床,具有双主轴结构。
配置了先进的数控系统,能插补直线、斜线、圆弧(车削圆柱面、回转曲面、球面、圆锥面)和车削直、锥公制英制螺纹。
机床采用45度后置斜床身,操作、调整方便,受力状态好,利于排屑。
横、纵向导轨为纵、横向导轨为高精度重载荷矩形导轨副,提高机床刚性,延长机床使用寿命。
机床主轴传动系统通过变频主电机通过精密变速箱带动主轴旋转,提高了主轴传动的平稳性,实现了机床低速大扭矩和高速切削。
机床配备台湾12工位卧式液压刀塔,并配有适当的辅具,因而机床具有较宽的工艺适应性,缩短加工过程中的辅助时间。
机床配有专用液压自定心中心架,装夹方便,大大降低辅助劳动强度,中心架体上装有油缸定位块,便于特殊油缸的快速定位,减少辅助时间。
该机床配有具有主轴结构和独立驱动单元的多功能尾座,具有侧定位消隙功能,回转精度高,定位精度高,刚性好。
在此机床上所加工出的油缸端部密封环槽的同轴度≤0.03mm(小于2000mm长的油缸),这样可以充分保证了油缸在高压条件不漏油,从而有效地提高了油缸的使用寿命。
机床造型设计具有时代感,美观、实用、宜人性好。
机床电器件稳定可靠, 数控系统为交流数字驱动、半闭环控制,稳定可靠,有较强的抗干扰能力,系统具有螺距误差补偿,恒线速切削,固定循环,直接图纸尺寸编程,DNC通讯等先进的功能。
整机响应速度快、动态刚性好,保证了机床的良好品质。
二、CK6146YG×2500型数控车床主要技术参数:1)、机床型号、名称及规格:机床型号:CK6146YG×2500机床名称:油缸加工专用数控车床床身上最大工件回转直径:φ560 mm床鞍上最大工件回转直径:φ380 mm最大车削长度(外圆): 2500mm机床总功率: 30 kW机床外型尺寸(长×宽×高): 6000×2030×1880机床重量: 9500 kg2)、主轴及驱动主轴前端孔锥度: A2-8主轴锥孔通孔直径:φ80 mm主轴转速级数:两级主轴转速范围: 35-1200 r/min(液压换档,档内无级)主电机输出功率: 15 kW(变频)3)、进给轴X轴进给及快移速度: 8 m/minZ轴进给及快移速度: 10m/minX轴行程: 215 mmZ轴行程: 2550 mmX轴进给电机扭矩: 12 N·mZ轴进给电机扭矩: 12 N·mW轴进给电机扭矩: 12 N·m4)、刀架刀架形式:台湾卧式液压12工位外圆车刀刀柄尺寸: 25×25 mm内孔刀杆直径:φ50 mm刀架转位重复定位精度 0.005 mm5)、副主轴部分副主轴主轴头: A2-5副主轴主轴锥孔锥度:莫氏5号副主轴前轴承直径:φ70mm副主轴套筒直径:φ160mm套筒行程: 110mm套筒锁紧方式:液压副主轴移动方式:伺服电机+滚珠丝杠副主轴移动速度: 6m/min6)、液压中心架液压中心架支承范围:φ50-φ250mm最大张开直径φ265mm工作压力: 0.8-3.0Mpa重复定位精度: 0.01 mm 全程定心精度: 0.05 mm7)、加工精度定位精度:X轴 0.012mmZ轴 0.035mm重复定位精度:X轴 0.007mmZ轴 0.018mm加工尺寸精度: IT6加工工件圆度: 0.005mm/φ100加工工件圆柱度: 0.020/300mm加工工件端面平面度: 0.020/Φ200mm外圆表面粗糙度: Ra1.6μm8)、数控系统:数控系统配置如下:1)、选用日本FANUC 0i Mate-TD数控系统、CNC控制单元、控制放大器及AC伺服电机联动控制轴及主轴编码器;2)、刀具半径补偿;3)、按图纸尺寸编程;4)、具有直线插补,圆弧插补功能;5)、手动电子手轮进给;6)、三色报警灯。
机械加工报价单

机加工费用构成一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工1020 元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用! 材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊!工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。
主要是先确定工艺,即加工方法,然后根据工艺来计算工时,由工时来确定单个零件的基本加工费用,再加上其他的费用。
工艺是个很复杂的学问啊一个零件采用不同的工艺,价格有差异的附,各个工种加工工时基本价其实各种工种的工时价格并没有固定的,会根据工件的难易,设备的大小,性能的不同而不同,当然关键的有看你的量是多少了,不过一般来说它都有一个基本价, 在基本价之间浮动.1.车基本价:20-40具体的有根据实际情况而定,象小件,很简单的工时就小于20元;有时甚至只有10 元例如一些大的皮带轮,加工余量大,老板只赚铸铁粉的钱就够了; 有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法.2.磨基本价:25-451/ 93.铣基本价:25-454.钻基本价:15-355.刨基本价:15-356.线割基本价:3-0 平方毫米7.电火花基本价:10-40,单件一般按50/件(小于 1 个小时)8.NC基本价:比普通的贵它个2-4 倍9.雕刻:一般都是单件的.50-500/件当然还是一句话.具体产品具体价格.以上价格只给做参考,如果各位有什么经验,希望大家也能说出来,大家一起交流。
机械加工费用报价表

机械加工费用报价表单位:元/小时1 车床C616 Φ320×750~1000 222 车床C6140 Φ400×1000~2000 263 车床J1-MAZAK Φ460×1000~2000 304 车床C6150 Φ460×1000~2000 325 车床C630 Φ630×1000~2000 426 车床C650 Φ800×1500~5000 607 立式车床C5116A Φ1600 568 摇臂钻床Z3050 Φ50~Φ63 329 摇臂钻床Z3080 Φ80 4010 立式钻床Z5140A Φ32~Φ40 2411 卧式镗床T68 1000×1000 4812 卧式镗床T611 1000×1000 6013 立式镗床T4163 630×1100 10814 卧式镗床T6111A 1200×1200 7215 万能外园磨床M1420 Φ125~220×350~1000 3016 万能外园磨床M1432A M9025×500~1000 3817 万能外园磨床M1432B Φ315~320×1500~3000 5218 万能外园磨床M1331A Φ315~320×1500~3000 5219 万能外园磨床M1450 Φ500×1500~2000 5220 精密万能外园磨床MG1432 Φ320×1000~2000 6421 内园磨床MG1432 Φ12~Φ100×130 2622 平面磨床M7120 200×630~650 3523 平面磨床M7130 300×1000 4124 平面磨床M7150 500×2000 8025 导轨磨床M50100 1000×6000 5226 花键磨床M8612A Φ120×1800 5627 螺纹磨床Y7520W Φ200×500 4028 齿轮磨床Y4632A Φ320×6M 6029 万能工具磨床M5MC Φ200×500 2630 万能工具磨床MW6020 Φ200×500 2631 万能工具磨床M9025 Φ200×650 3232 万能工具磨床M6025H Φ250×650 3233 万能工具磨床M6425 Φ250×650 3234 拉刀磨床M6110D Φ100×1500~1700 3235 滚齿机YM3150E Φ500×8M 4436 杆齿轨YM5150B Φ500×8M 3637 立式铣床X5030A Φ300×1120 3238 立式铣床X52K Φ320×1250 3639 立式铣床XA5032 Φ320×1250 3640 卧式铣床X63W Φ400×1600 4841 滑枕铣床XS5646/1 Φ425×2000 5642 牛头刨床B665 650×800 2843 牛头刨床B650 650×800 2244 液压牛头刨床BY60100 900~1000 3245 液压牛头刨床B690 900~1000 3246 龙门刨床B2016A 900~1000 5647 龙门刨床B2020A 2000~6000 10048 杆床B5032 200~320 2449 拉床L6140 40T 3050 划线钳工Φ200×650 3051 装配钳工Φ200×650 12052 模具钳工Φ200×650 12053 加工中心Φ200×650 32054 线切割Φ200×650 3655 焊刀Φ200×650 28。
非标件机加工件报价的规则

冲压件、电镀件、机加工件怎样报价的潜规则报价填表说明(一)下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1、材料部分(不含税价格)SPCC0.5 5.7元/Kg SPCC1.0 5.2元/KgSPCC1.5 5.1元/Kg SPCC2.0 5.1元/KgSPCC2.5 5.0元/Kg SPCC3.0 5.1元/KgSPCC3.5 5.0元/Kg SPCC0.8 5.1元/KgDW800/0.58.1元/Kg SPCC1.2 4.8元/Kg3240/0.8 24元/Kg铝板26元/Kg紫铜板30元/Kg 黄铜板27元/Kg20CrMo∮28=3.5元/Kg ∮36=3.9元/Kg红钢纸1.5mm 24.3元/Kg 红钢纸0.5mm 23.2元/Kg65Mn带3mm 6.0元/Kg Q195-235板4.5元/KgT8A带0.5mm 9.0元/Kg毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算大零件按板料100宽X200长X0.1厚X7.85 g/cm3=15.7 Kg具体计算。
2、电镀费(不含税价格)最好是计算表面积,搞清是挂镀还是滚镀。
计算公式:净重? Kg x ?元/Kg=?元,滚镀价要低些。
厚t≥2.5mm DZn=1.8元/Kg DNi=20元/Kg2.5>t≥1.2mm DZn=2.0元/Kg DNi=22元/Kgt<1.2mm DZn=2.2元/Kg DNi=24元/Kg3、包装(不含税)4、回收成本i元? ? 废铜7元/Kg 废铁料:0.8元/Kg5、工时(务必熟悉定额)(不含税)(1)、大的或者厚的零件冲压或车磨刨机加工一般50→150件/小时。
(2)、大吨位→小吨位100→300件/小时6、管理费用其它费=加工成本×(22-32)%(不含税)z? ? ? ? 注:难度大,工序大于3道,有电镀工序,取32%,? 易做,工序小于3道,无电镀工序,取25%7、利润=加工成本×(12-15)%(不含税)B? ? ? 注:大吨位工序长零件精度高取15%,小吨位工序少取12%。
机械加工费报价明细及计算表
冲压模
1 200000 25000 0.125
外包装
纸箱
生产管理
6% 0.12 3 车
车夹具
1 200000 200 0.001
合计
3.30 合计
4 5 6 7
0.20 合计
磨 收口 性能测试 标刻
磨夹具 收口模具 性能测试工装 标刻工装
1 200000 768 1 200000 4500 1 200000 1200 1 200000 360
0.546 0.242 0.088
包装费用明细
规格
单价 定额
吸塑盒
3.2 80
纸箱
2.8 160
0.984
金额 0.040 0.018
0.058
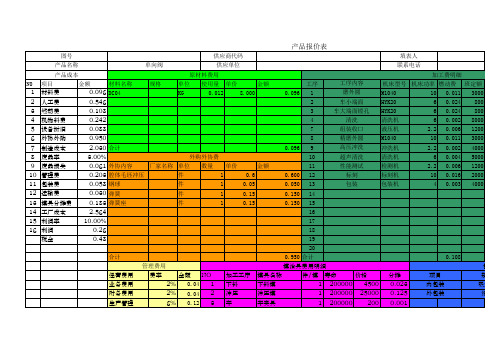
产品报价表
图号
供应商代码
填表人
产品名称
单向阀
供应单位
联系电话
产品成本
原材料费用
加工费明细
N0 项目
金额
材料名称
规格
单位 使用量 单价
金额
工序
工序内容
机床型号 机床功率 燃动费 班定额
1 材料费
0.096 DC04
KG
0.012
8.000
0.096 1
磨外圆
M1040
10 0.011 3000
2 人工费
10.00%
17
16 利润
0.26
18
税金
0.48
19
20
合计
0.950 合计
0.108
管理费用
模治具费用明细
包装费用
经营费用
费率
金额 NO 加工工序 模具名称
件/模 寿命
机床联网报价单
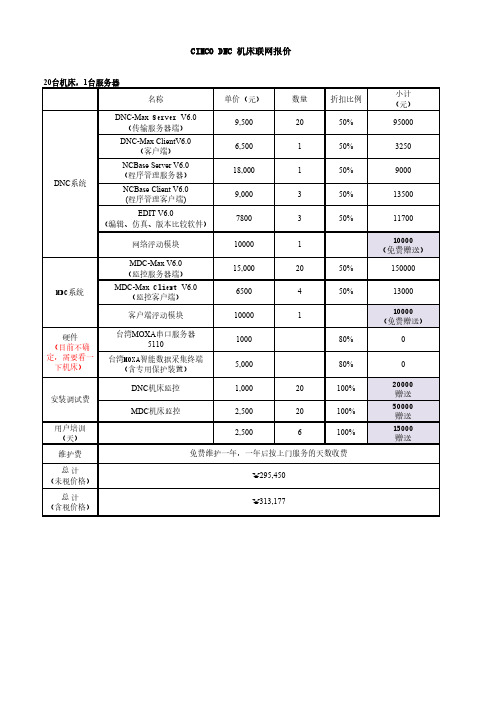
小计(元)DNC-Max Server V6.0(传输服务器端)9,5002050%95000DNC-Max ClientV6.0
(客户端)6,500150%3250NCBase Server V6.0(程序管理服务器)
18,000150%9000NCBase Client V6.0(程序管理客户端)9,000350%13500EDIT V6.0
(编辑、仿真、版本比较软件)
7800350%
11700
网络浮动模块10000110000(免费赠送)
MDC-Max V6.0(监控服务器端)
15,0002050%150000MDC-Max Client V6.0
(监控客户端)
6500450%13000
客户端浮动模块
100001
10000(免费赠送)
台湾MOXA 串口服务器
5110100080%0台湾MOXA智能数据采集终端
(含专用保护装置)
5,00080%0
DNC 机床监控
1,000
20100%20000赠送MDC 机床监控
2,50020100%50000赠送用户培训(天)2,500
6
100%
15000赠送
维护费总 计(未税价格)总 计(含税价格)
¥295,450¥313,177
CIMCO DNC 机床联网报价
20台机床,1台服务器
MDC系统
免费维护一年,一年后按上门服务的天数收费
名称
单价(元)数量折扣比例DNC 系统
安装调试费
硬件(目前不确定,需要看一下机床)。
数控车床买卖法律文件2024版
20XX 标准合同模板范本PERSONAL RESUME甲方:XXX乙方:XXX数控车床买卖法律文件2024版本合同目录一览第一条:合同主体及定义1.1 卖方主体信息1.2 买方主体信息1.3 数控车床定义第二条:合同标的2.1 数控车床描述2.2 数量与规格2.3 技术参数与标准第三条:价格与支付方式3.1 数控车床价格3.2 支付方式与期限3.3 支付利息与违约金第四条:交付与验收4.1 交付地点与时间4.2 验收标准与程序4.3 交付凭证与手续第五条:质量保证与售后服务5.1 产品质量标准5.2 质保期限5.3 售后服务承诺第六条:合同的变更与解除6.1 变更条件与程序6.2 解除条件与后果第七条:违约责任7.1 卖方违约责任7.2 买方违约责任7.3 违约赔偿金额与方式第八条:争议解决8.1 争议解决方式8.2 仲裁机构与地点8.3 法律适用第九条:合同的生效、终止与失效9.1 合同生效条件9.2 合同终止条件9.3 合同失效后果第十条:保密条款10.1 保密内容与范围10.2 泄露后果与责任第十一条:不可抗力11.1 不可抗力事件11.2 不可抗力后果第十二条:合同附件12.1 附件清单12.2 附件效力第十三条:其他约定13.1 双方其他协商事项13.2 补充条款效力第十四条:签字盖章14.1 合同签字盖章程序14.2 签字盖章后的合同生效第一部分:合同如下:第一条:合同主体及定义1.1 卖方主体信息卖方名称为:X数控设备有限公司,地址为市区路号,营业执照号为,联系电话为X,联系人姓名为X,职务为。
1.2 买方主体信息买方名称为:X制造厂,地址为市区路号,营业执照号为,联系电话为X,联系人姓名为X,职务为。
1.3 数控车床定义数控车床是指采用数字控制技术,能够按照预先编程的程序自动完成各种机械加工操作的机床。
第二条:合同标的2.1 数控车床描述本次买卖的数控车床为型号,具备功能,能够实现加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1390.00
No.24082 固定的夹持口, 螺
纹 M3 to M10
尺寸: M 3 ‐ 4 ‐ 5 ‐ 6 ‐ 8 ‐ 10. 尾柄直径 Ø 10mm 可安装在车床 PD 230/E。加工螺纹 时可手动安装在尾架上。包装在木盒中。
1250.00
5980.00
带 2 个固定顶心(MK2/MK3),30mm 内径 的面板和 3 个夹具螺钉,还有 30/20mm 和 30/15mm 的变径套管.槽中嵌有一个带螺纹 的驱动销。
1350.00
普劳克森‐精密数控车床 PD 400 CNC/
No.24404 固定架
Fixed steady 适用于车削长而薄的工件。直 接装在车床台上,在尾架顶心顶不到工件时 使 用 。 适 用 最 大尺 寸 50mm 。 最 大 Ø 50mm。
No.24419 筒夹头组
No.24414 同心车削附 件
用来替代标准夹头。是较大的不规则工件夹 持的理想选择。直径 Ø 125 mm,含有两个 T 型槽和夹具。
3020.00
用来精确车削圆形工件。 包括 2.0 ‐ 3.0 ‐ 4.0 ‐ 5.0 ‐ 6.0 ‐ 8.0 ‐ 10 ‐ 12 和 14mm 各一 只。同心精度高于 0.002mm,相比夹头有 更好的效果。也可以自己自作软性夹头。安 装在车头部位。所有附件包装在一个带滑盖 的木盒中。
螺纹车刀
一把外螺纹车刀 (夹角 60°, 公制),一把 内螺纹车刀,通用螺纹车刀.。 放置在带滑 盖的木盒中。
10 x 10 x 80mm
680.00
带钨钢可换刀尖的 车刀组
No. 24556 刀柄
No. 24557 刀尖
No.24417 切刀刀架
No.24554 HSS 切刀
三种柄 (90mm 长): 用于粗加工; 用于横切操作; 用于孔径 12mm,孔深 90mm 镗孔刀. 标准的钨钢刀尖, 55°, 镀金处理 (市面上 的一样)。包括三支 10 x 10mm 刀柄和安装 到头的 T X 8 扳手.
No.24408 自定心 四爪夹头
No.24410 单动
四爪夹头
夹爪是不可以独立调节的,也就是说是自定 心的. 高精度. 夹宽 100mm.
5050.00
用来夹持不规则和不对称形状的工件,每个 夹爪需要手动单独调节定心,经过硬化处理 的,可反装(反爪),夹宽 100mm。
5090.00
No.24412 花盘及夹具
3680.00
用于 PD400 快速替换系统。用于拆分直杆 及切槽。含钴的 HSS 高速钢 12 x3 x 85mm.
910.00
No.24630 3 支装
中心钻头
No.24520 HSS 镗孔刀, 6 支装
No.24098 刀架上用的
夹ห้องสมุดไป่ตู้工具
高速钢制作. DIN 333 (类型 A) 60°。一组包 含 2.0 ‐ 2.5 and 3.15mm 规格。
85000.00
Complete with recirculating ball spindles, powerful step motors and the required limit switches, the CNC control unit, all necessary connecting cables and WINDOWS® compatible software on CD‐ROM.
No.24500 PD 400
微型车床系 统
高精度的车床系统。DIN8606 标准,带变速 箱。 精密车床 PD 400 采用更换齿轮的 方式完成螺纹的车削(配有用于 19 级螺纹 (0.2 ‐ 3.0mm)的替换齿轮。更换容易,置 位明确。 PD 400 车床系统是一个多功能可 扩展的车床核心
41500.00
No.24500 PD 400/CNC 微型数控车床系统
Otherwise the mechanical design is almost identical to the proven PROXXON lathe PD 400: Solid, cross‐braced cast iron bed with ground and wide legged prism guide for apron and tailstock ensure vibration‐free working and optimum precision. High quality RÖHM precision 3‐jaw lathe chuck (Ø 100mm). 6 spindle speeds (80 ‐ 2,800/min) are provided via belt drive. Including rotating centre MK 2 and tailstock chuck. With quick‐change tool post with 2 holders (with stop and height adjustability).
普劳克森‐精密数控车床 PD 400 CNC/
No.24402 碎渣收集盘
由 1.5mm 的钢板制作, 喷塑涂层. , 静电喷 涂. 焊接了可保护电机的盖板. 预置了抬高 的安装孔方便安装. 可以看出冷 却液是不 可 能 渗 漏 的 . 长 800 x 宽 270 x 高 290mm.
2730.00
普劳克森‐精密数控车床 PD 400 CNC/
产品编号
图片
说明
折扣价格
CNC control of Z‐axis and X‐axis enables
precise turning, facing and longitudinal turning of steel and non‐ferrous metal.
Axes drive with powerful step motors and recirculating ball spindles (no backlash). For facing and longitudinal turning, for turning balls, radii and any freely formed contours made of steel and non‐ferrous metal. Work piece machining is effected automatically by software and can be reproduced as often as required.
190.00
有两种角度 60 度 (公制) 和 55 度 (英 制 ) 内 螺 纹 车 刀 , 每 种 车 刀 有 1.3mm ‐ 2.65mm 和 4mm 三种.刀柄直径 Ø 6mm. 长 95mm. 车刀通过一个适配器安装在 PD 230/E 的刀架上. 他们包装在一个木盒中。
用于在车床上使用电动工具. 钢制,尺寸 30 x 10 x 65mm. 此夹持器可以 将 LB/E or IB/E 安装在车床 PD 400 用来打 磨 抛光 使用 . MICROMOT 标 准 直 径为 Ø 20mm. 8 x 10mm 柄的夹持器用在 PD 400.
1200.00
包含两个刀夹.可以快速方便的 更换刀具及 调整高度.
1650.00
适用于 PD 400 的刀架。
380.00
每套含粗削、拆分车削、精修车削、及左右 车刀。 放置在带滑盖的木盒中。
10 x 10 x 80mm
990.00
普劳克森‐精密数控车床 PD 400 CNC/
No.24552 3 支装
850.00 290.00
No.24266 14 件套 平行规
普劳克森‐精密数控车床 PD 400 CNC/
成对使用于车床、铣床、钻床在工作时调节 平面高度。高合金硬质钢制作(58 ‐ 62 HRC). 平行精度 0.002mm. 8 x 10, 15, 20, 25, 30, 35 and 40mm 各两个.长 100mm. 包装在木 盒中。
1250.00
No.24406 滑动固定架
No.24061 半径车削附件
No.24415 刀架
No.24416 独立
快速换刀架
No.24550 带钴 HSS 车刀
滑动固定架 装在车床大拖板上,是车削长 薄工件时不可缺少的附件。最大 Ø 50mm。
1180.00
可以同时用在 PD 230 and PD 400 车床上, 安装在十字托板上. 用于车削 凹凸形状的 物料、钢(最大切削深度 1mm)、有色金属 及 塑 料 。 可 车 削半 径 3/4" 或 直 径 最 大 32mm 的球体。.附带一把 8 x 8 x 80mm 的 精致刀具放置在带滑盖的木盒里。.