细纱机纺粘胶品种使用后区压力棒的体会
细纱后区附双根压力棒上销应用分析

c ne- —e trds n ei pn igb c o e o igt it a k zn rf mut l eed n . T e ts so sta e trt c ne it c n sinn a kz n ,rvn w s,b c o e dat l pew r o e h et h w h t o a i
d at b l y o p n i g f me,i ce s r f mu t l ,a d e h n e f e c u ty r u l y rf a i t fs i nn l i r a n ra e d a t l p e n n a c i o n a n q a i . i n t
Ke od S u a ,Dat o f ua o ,C reD a , o i, rcsi pi i t n Y r u ly yW rs p nY r n r n gr i f C i t n uv rf T pPn Poes gO t z i , anQ at t n m ao i
以细纱三罗拉长短胶圈牵伸装置 为基础 , 应
将 B S 3 83 Y X - 3 B型后区附双根压力棒新型 6 细纱上销与机上原用的J S 1 83型普通碳纤 W— - 3 X 6 上销在细纱机上进行 同台同锭同粗纱对 比试验。
用附双根压力棒细纱上销将后区牵伸形式由简单
罗拉牵伸改造为压力棒型曲线牵伸 , 一方面有利 于增强对后牵伸 区内须条运动的控制 , 从而提高
( e i t kC . Ld ,hn og D ma So o ,t. Sad n ) n c
Ab ta t T ic s h n u n eo o bep esb r o i ny r u l y h a q ai iee c ewen sr c odsu steif e c f u l rs a ppno anq ai ,teym u lydf rn eb t e l d t t t f
细纱压力棒隔距块使用实践

2 2 细纱 罗拉 孺距帮 后 区牵 伸 适 当放 大罗拉 隔距 ,减 小牵伸 力保证牵 伸顺 利 ,
车间生活好傲。 采用较小的后区牵伸倍数保证成纱质量的提高。 罗拉隔距 1 X3m , 8 5m
后 区牵伸 12 .1倍 。
2 .3中铁辊及前皮辊位置的调整。中铁辊 由后移 2 改为 3 既保证了上下销的 珊 m, 可靠握持又 明显减少了断头后须条上翻现象;前皮辊由前移 2 改为 34 咖 ’衄,解决
条干c 细节 粗节 l ,
1. 5 48
l.6 35 l.8 2 1 l-8 17
棉结
25 9
25 0 4 2 3 2
1 0
1 l 0
25 3
12 0 1 l 5
c 1 . 1 * 5 46 73 1"5 8 3
通过 多次试验和生产实践发现 ,压力棒隔距块对成纱质量改善十分明显,尤其
从而 提 高纱线 质量 。
2 纺 纱 实践 .
2 1粗 纱捻系 数 的选择 细纱 使用压 力 棒 隔距块后 必须合 理配置 偏小 的租 纱捻 系 . 数 ,保 证细 纱牵伸 的顺 利进行 ,我们经 多 次试验 F 43粗纱 机选 用 15 lO范 围租 A2 0’ 1
细纱牵伸区附加压力棒的应用分析

s n n o tz n & b c o n n d n e sb rwee c mpae pinig f n o e r a k z ne a d no e a dig prs a r o rd. Th e ul s o h ta dig p e s b ri e r s t h wst a d n r s a n V s a e b c o e c n e i ia e ac o o a to lv re e i g i o me u np,sr n t en b c o e fi t ed,e — h p a k z n a lm n t r fc ntc fsie ntrn nt dim i t gh a k z n rci f l e on i n
维普资讯
棉
纺
织
技
术
Co o x i e h o o y  ̄ n Te t e T c n l g l
第3 5卷 第 6期 20 0 7年 6月
应用后区压力棒上销的纺纱效果分析

维普资讯
第3 3卷 第 6期 2 0 0 6年 l 月 1 V 13 o6N v 2 0 o.3N + o .0 6
纺 织 器 材 Te tl c s is x i Ac es or e e
O
O 。
V 十S 型
O
表 2 不 同后 区罗拉 隔 距纺 纱质 量 对 比
维普资讯
纺 织 器 材 Te tl c s re x i Ac es o is e
第3 3卷 第 6期 2 0 0 6年 1 月 1 V 13 o 6N v2 0 o.3N . o .0 6
应用后 区压 力棒上销 的纺纱效果分析
蔡 志勇, 陈名 均 , 发 辉 聂
的基础 。
2 S型 牵伸 形式 加 强 了对 后 区 纱 条 的控 制
v 型 和直线 型牵 伸后 区纱条 ( 非控 制 区) 的控 制 问题是 牵伸 工艺 中未 能解 决的难 题 。非控 制 区的后 区纱条 是产 生浮 游 纤维 、 造成 前 区纱 条 均匀 度 和 紧 密度差 的 重要 因 素 。而 V 型 和直 线 型 牵 伸 非 控 制 区 的控 制 只有通 过对 中 、 罗拉 隔距 、 区牵伸倍 数 后 后
纺织 器材有 限公 司制造 的专 利产 品 , 意新颖 , 创 设计 合理, 成纱 效果 明显 , 装 简 便 , 牵 伸 纺纱 专 件 器 拆 是
材 一个技 术性 突破 。通 过 多品种 、 多批 次 的试 纺 , 成 纱 条于 、 细节 、 节有较 明显 的改 善 。 粗
粗 节降 低 4 0个百 分点 , 棉结 降低 3 百分点 ; 近 0个 在
中 图分 类 号 : S 0 . 1 T 13 8 4 文献标 识码 : B 文章 编号 :0 19 3 (0 6 0 —0 60 1 0 —6 4 2 0 ) 60 3 —3
细纱机后区附加压力棒的试验研究

关键词 : 细纱机 ; 牵伸 区 ; 力棒 ; 后 压 隔距 块 ; 前胶 辊加压 ; 牵伸倍 数
中 图 分 类 号 :S0 .l T143 文 献 标 志 码 : B 文 章 编 号 :01 45 21)3 08 3 1 — 1 (00 0— 0- 07 0 0
Te tS u y o s t d n Add to a e s r r i c n f S i n n a e ii n lPr s u e Ba n Ba k Zo e o p n i g Fr m
挥 瑷僻技 术
【8 ・ 4 】 14・
Coton Texi t te Tec l hnol ogy
第 3 8卷
第 3期
21 0 0年 3月
细 纱 机 后 区 附加 压 力棒 的 试 验 研 究
钱 宝金 徐 红
任 家 智
(中原 工 学 院 )
( 新疆 大学 )
摘 要 : 探讨细纱机后 区附加压 力棒 的成 纱质量 与工艺配 置。分析 了细纱机后 区双压 力棒 的结构 与作
Qa aj X n inB o n i uHo g
( nin iest) Xij gUnvri a y
R nJah e izi
( h n y a iest o e h ooy Z o gu nUnv ri f c n lg ) y T
A b tac Ya n qu lt n rc si g s tig o p n i g fa a k z ne a iin lp e s r rwee dic s e sr t r ai a d po e sn e t fs i n n r me b c o ddto a r su e ba r s u sd. y n
细纱后区附加压力棒上销工艺实践
细纱后区附加压力棒上销工艺实践王于京吴宗克刘克美(湖南东信集团)摘要:为探讨细纱后区附加压力棒上销的应用,为实现细纱大牵伸、提高粗纱供应能力,重点对应用BⅠ型双压力棒上销进行了试验,并就相应的粗纱捻系数选取进行了对比试验。
指出:细纱附加压力棒上销的正确使用可使细纱牵伸能力有较大幅度的增加,并且在含棉量较高的涤棉混纺及纯棉纺纱工艺中应用时,可以较大幅度地减少粗细节,提高成纱质量水平。
关键词:细纱后区;双压力棒上销;捻陷;慢速纤维;快速纤维压力棒上销是慈溪嘉宇纺织有限公司推出的一种新型的专利上销,目前有四种型号:B Ⅰ、BⅡ、VⅠ、VⅡ型。
其中BⅠ型、BⅡ型适合于细纱平面牵伸,VⅠ型、VⅡ型适合于细纱V型牵伸。
1 BⅠ型双压力棒上销在平面牵伸中效果明显(1)可以较大幅度地增大粗纱供应能力,细纱采用50倍~55倍的大牵伸,能保持较好的成纱条干水平,且成纱短粗、短细节有所降低,在含棉量高的品种上应用,对减少短粗、短细节效果更为明显;(2)成纱质量水平有所提高,如强力不匀率、成纱短粗、短细节等。
试验数据见表1,表2,表3。
表1 C32S赛络纺试验出硬头的问题。
表2 CVC40S试验压力棒上销为BⅠ型;无出硬头现象,车间反映生活好做。
表3 T/C65/35 45S经纱试验压力棒上销为BⅠ型;A方案为粗纱捻系数68,B方案为粗纱捻系数62。
从10万 m纱疵看,用新工艺有明显优势,特别是长粗长细节明显明显减少。
为了进一步确认BⅠ型上销的品种适应性能,我们又在含棉量较少的品种中进行试纺,其结果见表3。
表3 T/C80/20 45S经纱试验压力棒上销为BⅠ型;A方案为粗纱捻系数63;B方案为粗纱捻系数56。
强力CV有所改善。
另外,我们还用该工艺纺了T/C65/35 45S纬纱,并且在T/C65/35 45S 96╳72 47〞上进行了试织,其布面效果与常规工艺纬纱所织一致。
2 BⅠ型双压力棒上销的作用机理(1)在细纱后区增加了一个新的附加磨擦力界;有利于对纤维的控制;细纱后区牵伸可以由1.25倍增大至1.35~1.4倍之间,为细纱实现大牵伸创造了条件;(2)双压力棒作用在细纱后区的粗纱上,使这段粗纱在细纱后区产生了两个“捻陷”,使粗纱捻度在后钳口到“捻陷”之间保持不解捻,使粗纱保持紧密状态,从而保证了粗纱在这段距离处于被控制的状态,即处于“慢速纤维”状态;直到粗纱运行至第二根压力棒,在靠近中钳口处,纤维才由“慢速”变“快速”,纤维变速基本做到了“步调一致”;所以在细纱后区牵伸倍数较大时,成纱条干仍然较好,短粗短细节一般比常规工艺纺纱要少。
双压力棒在细纱牵伸后区中的应用实践
【 摘要】 为 了探讨 附加后区压力棒上销的纺纱性能, : 在纯 棉、涤棉 品种上, 采用后区双压 力棒上销
与普通上销进行 了纺纱试验, 澍试对比了成纱条干、强伸性 能及毛羽等性能指标。结果表 明:平面
牵伸后 区附加双压力棒后 ,成纱条干、细节 、粗节 、棉结水平得到改善,纱线的断裂强度也有所
区 内须条运 动 的控制 ,从而提 高 成纱质量 。 2 试 验方 法 与条件 下 ,在 同一 台环 锭细纱 机上选 取 l 锭 子进 行纺 纱试验 。 O个 先将 原铁 板上 销配 合普 通 隔距 块进 行纺纱 ,再将 后 区双 压力棒 碳 纤上 销 配合普 通 隔
e en s s eg v n es t nt , r h&h ins vl a iesee r l
n O o r t d a o a e . h e u t h wst a a e e n s , h n p a e h c lc sa a d S n we e tse d c mp r d T e r s l s o h ty v n e s t i lc s t i k p a e d e n m , n n p r e swe ei r v da tra dn o b ep e sb ln r f a k a e , d t ey n ct lo wa mp o e f d i gd u l r s a i p a ed a b c a a h a t a i a s s e r n t r n m e y
测试均在温度为2 ℃±3 O ℃、相对湿度为6% % 5 ±3 的恒温恒湿试验室进行 。测试
仪器为UTR3 SE 型条干均匀度测试仪、UTR3 SE 型单纱强力测试仪、 ̄12 G7型纱线毛羽
细纱机前后压力棒对涤棉混纺纱线条干均匀度的影响

后 区罗拉 中心距等进行纺纱试验 对比; 分析 了 力棒对纱线条干均匀度 的影响 , 到 了 压 得 较理想 的工艺配置 。
关键词 : 细纱机 ; 涤棉 混纺 ; 压力棒 ; 细纱 隔距块; 条干均匀度
中图分类号 : 14 1 TS 0 .
文献标识码 : B
文章编号 :63 0 5 (0 1 O 一O 3 —0 1 7 - 3 6 2 1 ) 6 04 2
2 73 0m 后 区罗拉 中心距 5 m, . 、. m, 4m 皮辊 加压 10 8 N。() 3皮辊加压 :8 、0 钳 口隔距块 2 5m 后 10 20N, . m,
区罗拉中心距 5 m。 4m
分析图 2 在细纱 V型牵伸形式下 , 有, 皮辊加压为
10N, 8 后区罗拉中心距离为 5 时, 4mm 隔距块为 2 7 . m 前后区都施加压力棒 和都不施加压力棒 时, m, 涤棉 混纺纱线随后区牵伸倍数改变 , 区牵伸倍数改变对 后
应 用技 术
・ 3 5・
懿
5
0
图 2 . - 2 7n n隔距块前后区施和不施加压力棒的成纱条干对 比 i f
图 5 加压 1 oN前后区施和不施加压力棒的成纱条干对比 8
薹
1 o
3 4 施加 压力棒 .
礤 5
0 1 1
.
在后区罗拉中心距为 5 m, 4m 皮辊压力为 10N 8 时纱线条干 C 的实验结果如图 6 V9 , 6 所示。
・3 ・ 4
纺织科 技邂展
21 年第 6 01 期
细 纱 机前 后 压 力棒 对 涤棉 混纺 纱线 条 干 均 匀度 的影 响
郭 方霞 王 , 洪
(. 1新疆大学 , 新疆 河南 郑州 4 19 ) 5 1 1
细纱机使用压力棒隔距块的工艺创新

1 C1 . e 和 C 8 2txK成纱质量要求 小 了牵伸后的移距偏差 , 了成纱条干不匀水平 , 4 6txK 1 . e 改善 减
在原 料条件 有 限 的情况 下实 现客 户对成 纱质 量 的 要求, 同时还能保 证 获取一 定 的利润 , 用新 型纺 纱器 使
材 提升纱线 质量是 最直 接有 效 的方 法之 一 。某 客户 对
少 了粗 节 、 节 、 结 。而且 能控制 进入 前钳 口的纤 维 细 棉 须 条扩散 , 改善 成纱 毛 羽和强力 。
( 成都纺织高等专科学校纺织系 , 四川 成都 6 13 ) 17 1
摘
要: 分析 了在细纱机上使用 压力棒 隔距 块对成 纱质 量和原 料成本 的影 响。通过使 用压力 棒 隔距 块纺 制 C 4 6t 1 . xK和 e
C 8 2t 1. xK两个 品种 的纺纱试验证明 : 细纱机上使用压力棒隔距块后能有效地提升ห้องสมุดไป่ตู้纱质量 , e 在 降低原料成本 。
C 4 6eK ≤1 8 1. t x . C 8 2eK ≤18 1. t x . ± . 15 ± . 15 > 1  ̄2 0 ≥18 ≤1 . 6 40 ≥1o ≥14 ≤l . 8 4 48 ≤l0 8 < 0  ̄ 1 2 ≤6 5 . ≤6 0 . 0 0
关键词 : 环锭纺 ; 压力棒 ;隔距块 ;成纱质量 ; 成本
中 图分 类号 : S 0 . T 14 8 文 献标 识 码 : B 文 章 编 号 :10 -04 2 1 )6 0 1 - 1 0 1 4 (0 0 0 —0 0 O 2 一
细纱机前后压力棒对涤棉混纺纱线质量的影响
利用数理统计分析方法,对实验数据进行处理,画出不同工艺参数时纱线质量趋势曲线图,确定最佳工艺方案。
四、论文工作进度安排
第1-2周根据课题要求,进行毕业论文调研,查阅资料并翻译英文文献。
第3周撰写毕业论文开题报告,进行毕业论文开题。
第4周制定详细的实验方案、准备实验材料、熟悉实验设备。
随后压力棒在牵伸机构中出现,对成纱质量产生了重大影响,根据试用综合反馈信息,各项指标均完全达到较为理想的效果。不仅条干水平有大幅度改善,而且还大大提高了劳动生产率,有力地促进了生产力的发展。并且可以彻底改变目前国内纺纱说采用的“两大两小”工艺的纺纱路线,使牵伸有更广泛的变化范围。总牵伸倍数在原来的基础上大幅增加,而且不影响条干质量。总牵伸倍数的增加预示着粗纱定量的加大,而粗纱定量的加大将使粗纱机的效率大幅提高,既省工,又节能。如果是新建企业,可以有效精简设备配置,节省投资成本。
2.分析细纱V型牵伸前、后区施加压力棒的作用及机理
细纱前区和后去都附加压力棒,在前区施加压力棒使其牵伸工艺更加延长了胶圈钳口的长度,使上下销握持钳口更加靠近前钳口,增加了前牵伸区中部摩擦力界,减小了浮游区长度及浮游纤维动程,更有效的控制纤维运动,特别是控制浮游纤维提前变速,降低了纤维位移量的变化,从而改善成纱条干。同时使用压力棒,控制进入前钳口的纤维须条扩散,改善成纱毛羽和强力。
后罗拉和中罗拉钳口的包围弧的作用是不同的,合理增加后罗拉上的反包围弧更有利于条干的改善。这是因为:a、后区的须条速度慢,牵伸倍数低,反包围弧的影响就小得多。b、后区的包围弧段增加反而对纤维的运动控制更有利。因为在后区纤维数更多,增加包围弧使纤维的变速点后移,使纤维的伸直过程提前发生,增加了伸直过程的延续时间,减弱须条在运动中的变异,更有利于成纱质量的提高和改善。
细纱工序控制重量不匀的几点体会
避 免选 用 临界 牵伸 倍 数 ,防止 车 间温 湿度 、原料物 理 指标 变 化大 时 ,形成牵 伸
不 良和 重偏超 标 纱 ( 细 纱使用 压力 棒 隔距 块要 重 点观察 车 间生 活 ) 。 尤 其像 F A 5 0 7 A
类 细纱 机 型的 后 区牵伸 的改变 同 时影 响总 牵伸 倍数 变化 , 日常 维 修要 重 点检 查后 区
5 . 加强清洁 减少缠绕罗拉
( 下转第5 1 页)
5 2
《 河北纺织》2 0 1 3年第一期 ( 总 l 5 0} l I j )
生产管理 ’ j 实 践 .
4 )通 过 网络 分析 仪进行 模拟 ,以及数 据分 析 ,得知 不锈钢 混纺 纱 单向只做 纬纱 时 ,仅对 某 一极 小频 段 的电磁辐 射有 很 好屏 蔽效 能 ,所 以作 为 日常 生活 中电磁场 的 屏 蔽织物 虑选 择经 纬 向交织 的混 纺织物 。 5 ) 织物 中不锈 钢 含量 、 织 物经 纬纱 密度 等因 素均对 织物 的 电磁 屏蔽 效能造 成影
一
项重 要: I 作 。 细纱 [ 序 是控制 纱 线 重量 保证 纱线号 数准 确 的最 后 一道 【 : 序 ,现对
细 纱工序 重 量控 制 的几 点方法 归 结如 下 :
1 . 保证细纱摇架加压的一致性
定 期用 摇架 加 压测 试 仪测试 摇 架 压力 ,对压 力偏大 偏 小 的摇 架校 正压 力 。弹簧 摇 架通 过调 压 力螺 钉 校 正压力 ,对 使 用 时间较 长 ,压力 衰 退 的摇 架更 换新 摇架 ;皮
冈素对 其 电磁屏 蔽 效能产 生影 响 ,有 待进 一步 研究 与探 索 。
参考文献 : [ 1 ] 晓舂. 锈 俐 纤 维 纺 纱 . 棉 纺 织 技 术 , 1 9 9 9 ,2 7 ( 5 ) :4 0 - 4 1
细纱机后区压力棒位置对牵伸力的影响研究

细 纱 机 后 区压 力棒 位 置 对 牵伸 力 的 影 响研 究
冯 清 国 ,任 毅 ,陈 宇 恒 ,张 海 洋 ,刘 红艳
( 中原 工 学 院 ,郑 州 4 5 0 0 0 7 )
摘
要 : 在 分析 牵 伸 力理 论 的 基础 上 , 研 究 了细 纱 机 后 区压 力 棒 位 置 对 牵 伸 力 的影 响 。利 用 自主 发 明 的牵 伸 力 测 试 装
紧, 并 引导慢速纤维 在伸直 张紧的状 态下改 变速度 。所
根据 棉纺 细纱 机后 区牵 伸力 的测试 原理 与方 法 可 得牵 伸力 的数 学模 型 , 如式 ( 1 ) 所示 【 7 ] :
丁 一 — 二
以, 牵 伸力的微小波 动将引起成 纱质 量 的较 大波动 。 由
于牵 伸力对牵 伸 区内慢 速 纤维 向快 速纤 维转 变起 着 决
在 后牵 伸 区附加 压 力 棒后 , 当粗 纱 经过 压 力 棒 的 下表 面时 , 纤维 变速 点集 中并靠 近胶 圈钳 口处 , 压 力棒
可有效 地控 制纤 维运 动 , 尤 其是 增强 对短 纤维 的控 制 ,
为提 高成纱 条干 创 造 了条件 。然 而 , 由于压 力棒 可 增
加后 区附加 摩擦 力界 , 压力 棒 位 置 不 良会 直 接 导 致 牵 伸力 的急 剧增加 , 破 坏 牵 伸力 与 握 持 力 的 动 态平 衡 关
意 义。
实践 意义[ 3 ] 。 目前 , 学 术界 较为 一 致 的看法 为 : 牵 伸 力 愈大 , 牵 伸力 波动 愈小 , 但是 牵 伸力 的上 限是不 能超 过 最 小 的握 持 力 ; 牵 伸 力波 动 对 成 纱 质量 的影 响 比牵 伸
棉纺细纱机附加压力棒对成纱质量的影响
Efe to dd d p e s r r fc to p nn ng f a e o f r e r qu lt f c fa e r s u e ba s o o t n s i i r m n o m d ya n a iy
W ANG tu. n t i mi .JA L .i 工 i a .RE i.h x N Jaz i ( . i i gU ie i , rm h 804 C i ; . hn ya stt o T cn l y Z eghu4 19 ,C ia 1X n a nvrt U u ci 306, h a 2 Z ogunI tue f eho g , hnzo 5 11 hn ) jn sy . n ni o
根据纺纱 原理 , 维本 身 存在 长 度 差异 和 弯 钩差 纤 异。 特别是 部分短纤 维在 牵伸 区中多次 改变速度 , 每次
变速 时 间极 为短暂 和不 稳 定 , 容易 引起纤 维 头 端 变速 点 分散 , 加产品 的条干 不匀 , 增 另外 浮游 区的长 度过长
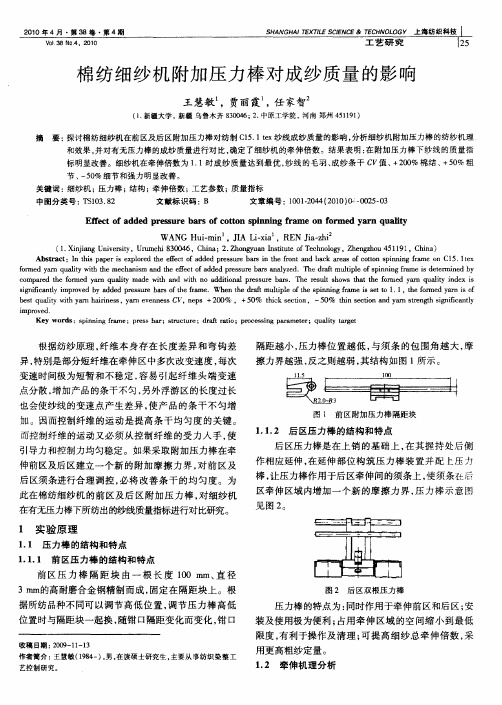
隔距 越 小 , 压力 棒位 置越 低 , 与须 条 的包 围角越 大 , 摩 擦 力界 越强 , 之则越 弱 , 结构 如图 1所示 。 反 其
节 、 5 % 细节 和强 力明 显 改 善 。 一0
关键词 : 细纱机 ;压力棒 ; 结构 ; 牵伸倍数 ;:艺参数 ; 【 质量指标 中图分类号 : S0 .2 T 13 8 文献标识码 : B 文章编号 :t0 . 4 (0 0 一o 5 O 0 1 O 4 2 1 ) o 2 -3 2
王 慧敏 ,贾丽 霞 任 家 智 ,
(. J 新疆大学 ,新疆 鸟鲁木齐 8 0 4 2 中原2 学院 , 3 06; . 1 2 河南 郑州 4 19 ) 5 1 1
传统纺纱设备(细纱工序)高效工艺的实践与探索
些 必要 的新型 纺纱 器材 后 ,就有 可 能接近 现代
纺 纱 设 备 的效 能 。而 技 改 的重 点 ,包 括 新 型 纺 纱 器 材 的更 新 上 ,则 主要 集 中在 细 纱 工 序 ,包
括牵伸改造 、摇架改造 、新型下销改造 、后 区
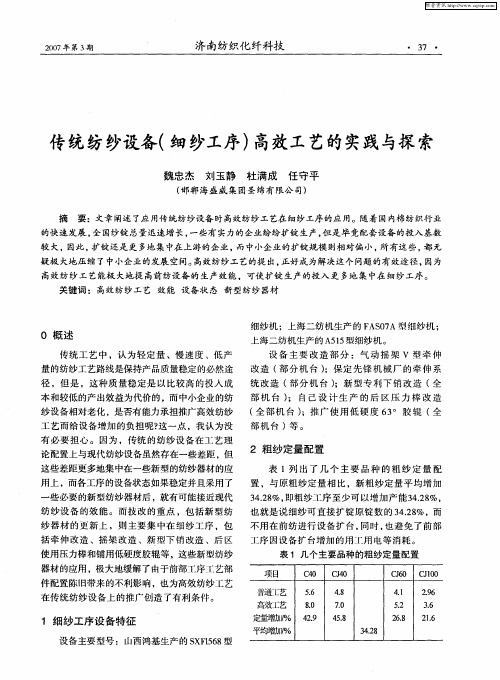
表 1 几 个主 要品 种的粗 纱 定量 配置
项目 普遄 艺 高放工艺 C4 0 5 . 6 8 . O ( 4 J 、0 48 . 7 . O 4. 5 8 ( 6 a 10 J 、o 0 41 . 52 - 2. 68 29 .6 36 . 2. 1 6
表 2 后 区牵伸倍 数试 验
项
CO 4
条干
1. 4 7 l. 4 7 l. 3 5 1. 3 2 l. 2 5 l. 2 4
细节
7 8 2 8 2 2
粗节
20 4 23 0 10 3 3 2 2 7 2 7
棉 结
40 3 36 8 30 4 7 7 7 0 5 8
表 5 弹簧 摇架有 无压 力棒 和单 双根 压力棒 试 验
项 目
无压 力棒 C 0 单根 压力棒 4 双根 压力棒 无压 力棒
推广的关键 , 车间必须提供出充足的试验数据和
优 化 好 的 上 车 工 艺 ,并证 明试 验 数 据 的 有 效 性 时 ,才 使 高 效 工 艺 真 正具 备 了推 广 的 可 能 性 。 31后 区牵伸倍 数试 验( . 见表 2 )
使用 压力 棒 和铺用 低 硬度胶 辊 等 ,这些 新型 纺纱 器材 的应 用 。极 大 地缓解 了由于前 部 工序 :艺部 r 件配 置 陈 旧带来 的不 利影 响 ,也 为高效 纺纱 工艺 在传 统 纺 纱 设备 上 的 推广 创 造 了有 利 条件 。
细纱牵伸区附加压力棒的试验与分析

Te ta s nd Anay e fS n ng Dr fi n l s s o pi ni a tng Zo e Add to lPr s r ii na e sBa
维普资讯
棉
纺
织
技
术
第3 6卷
第 7期
Co o x i c n lg  ̄ n Te te Te h oo y l
20 0 8年 7月
细 纱 牵伸 区附 加 压 力棒 的试验 与分 析
赵 海 军
( 北科技大学 ) 河
摘 要 : 为进一步改善细纱条干水平, 通过分析细纱牵伸 区附加压力棒的牵伸机理, 并对加装压力棒前、
后 区 中部 附 加摩擦 力 界 。将 纱 条在后 罗拉 表面 的
1 V形 牵伸后 区附加压 力棒牵伸机理
V形牵 伸 后 罗拉 中 心抬 高 1 . 2 5mm, 胶 辊 后 沿 后 罗 拉 表 面后 移 , 水 平 呈 2 。 后 罗 拉 前 移 , 与 5, 中后 罗拉 中心 水 平 距 离缩 短 为 3 m ~ 0mm。 5m 4 这 样使 得 喂入后 牵伸 区 中的纱 条在 后罗 拉入 口表
后 纺纱条干质量进行 了试验对 比, 试验表 明 : 纱牵伸 区加 装压 力棒后 , 细 不仅 成纱 质量有 了明显提 高, 而且 可提
高细纱牵伸倍 数 , 减少前纺设备投入 。 同时提 出了细纱压力棒 配置和使 用 中应 注意的几 点 问题 , 以便较 好地 发 挥压力棒 牵伸的作 用。
关键 词 : 细 纱 ; 力棒 ; 压 牵伸 机 理 ; 量 对 比 ; 质 配置 原则
细纱后区附加控制应用实践

27 0 年第4 0 期
济 南纺织化纤科技
・7 3 ・
细 纱后 区附加控 制应用 实践
郑德选 厉 彪 苏精东 杨茂伟
( 山东华 龙 纺 织有 限公 司) 摘 要 :作 为 纺 织 生产 企业 ,除 了利 用好 自己已有 的条件 进行 大量 的 工 艺技 术创 新 外 ,还 应 积
业开发高支纱、超高支纱生产工艺要求 ,因此研
究 与 推 广 本技 术是很 有 必 要 的 。 在 以前 与棉纺 织技 术有 关 的资料 与教课 书 中
都将 “ ” V 型牵伸叫V 型大牵伸装置 , 介绍的原因
大都是 :“ 由于 V型牵伸装置后区存在反包围弧 ,
牵伸 须条所 受张力 大 , 成较 强 的附加 摩擦 力界 , 形
表 1 J .tx纱 采用压 力棒控 制 的成纱 质量 C 97e
后区 形式
V C
使用 。 22双 压 力棒使 工人 的操 作 变的稍 复杂 .
上销 形式
V S Y -63B _g3
粗纱定量 条千 细节 粗节 棉结 毛 羽 g・ o y C % 0 m V 个 ・ m 个 ・m 个 k’ k ’ l 指数
从而提高了须条的紧密度 。 在沿包围弧2r 范 围 0m a
0 前 言
现代纺织工艺由于在线检测技术( 例如电子清
纱 器 、 自调匀 整仪 等 ) 以及 U T R等检 测设 备 的 SE 发 展 与 普 及 带 动 了 大 量 的 新 工 艺 、新 技 术 、新 器 材 的 发 展 。作 为 纺 织 生产 企 业 ,除 了利 用 好
维普资讯
・3 ・ 8
济南纺织化纤科技
2 7 第4 0年 期 0
细纱压力棒隔距块的作用及纺纱实践

细纱压力棒隔距块的作用及纺纱实践纱线分离器压力棒是一种细线复杂的穿丝器件,它的基本设计是通过钢丝卷起来,钢丝可以调节细纱分离器间的距离,以达到分离纱线的效果。
细纱分离器压力棒在纺纱过程中发挥着重要的作用,它可以保证纱线的均匀分布和良好的拉伸分离。
纱线分离器压力棒的结构很简单,它由钢丝制成,其特性是具有高的强度、耐腐蚀性和耐磨性,并且可以根据细纱的分布情况进行调节。
细纱分离器压力棒的调节距离一般在0.3-1.5mm之间,调节的细节可以根据细纱的材质和厚度进行调节。
如果调节的距离太小,纱线不能很好地分离,如果太大,会出现纱线小节受到介抑制现象而不能得到完美的拉伸。
从而影响纱线的均匀度和拉伸性。
为了解决细纱分离器压力棒在纺纱过程中存在的问题,纺纱实践需要对细纱压力棒的调节距离进行精确的调节。
首先,根据细纱的材质和厚度,应确定细纱压力棒的调节距离。
其次,确定细纱的布料强度,分析纱线的拉伸性,以及纱线在压力棒上的分布情况。
最后,完成纱线的配置,确保细纱压力棒的调节距离符合纱线的拉伸需求。
细纱压力棒的调节距离是纺纱过程中至关重要的,它不仅可以保证细纱的分布均匀,而且可以调整纱线的拉伸性。
细纱压力棒的调节距离更具体的调节依赖于细纱的材质和厚度,具体的调节情况可以根据实际情况进行调节。
细纱压力棒不仅可以保证良好的纱线分布,而且可以保证纱线的良好拉伸性,使纱线受力均匀,纱线长度均匀,因此能够达到良好的拉伸性和均匀度,保证高质量的纱织品。
总之,细纱压力棒隔距块在纺纱过程中发挥着至关重要的作用,它可以保证纱线的均匀分布和良好的拉伸性,使细纱的拉伸变得更加完美。
细纱压力棒的调节距离更取决于细纱的材质和厚度,因此在调节的过程中要慎重,以便达到最佳的结果。
使用细纱压力棒隔距块的几点体会

象 。定 期检 查上销 位置 , 要求 全 台一 致 , 防止过 前
或过后 。 翻改 品种 更换 较 大 规 格 隔距 块 后 , 检 要
( 4): 0 3 3 —4.
[] 刘志军.T/ E 5 P T P T并 列 复合 纤 维 及 其 织 物 的性 能研 究 [ . 海 : 华 大 学 ,0 7 D] 上 东 20 .
・
革 新 改造 ・
使 用 细纱 压 力棒 隔距 块 的 几 点体 会
我公 司 2 0 0 7年 上半 年 开 始推 广 使 用 细 纱 压 力棒 隔距 块 , 目前 已在 纯 棉 品 种 7 3 t . e x~1 . 95 t e x品种成 功推广 2 . 15万锭 , 会如 下 。 体 ( ) 纱 捻 系 数 宜偏 小 配 置 , 1粗 以保证 细纱 正 常牵伸 。经 试 验 F 4 3型 粗 纱 机 宜 选 用 1 5~ A2 0 10的捻 系数 。 1 ( ) 当放 大 细纱 罗 拉 隔 距 , 用 较 小 的后 2适 采 公 司选 用 细 纱 隔 距 为 1 i 3 8hm× 5 mm, 区 牵 伸 后
棉
技术
第3 8卷
第 4期
Co t n Te t e T c n lg t xi e h oo y o l
21 0 0年 4月
[ ] 刘 晶. 酯 类 纤 维 性 能 研 究 及 其 产 品 开 发 [ . 6 聚 D] 上
参 考 文献 :
[ ] 钱 以 , 府梅 , 俐.T 1 王 赵 P T纤 维 与 产 品 开 发 [ . M]
[ ] 王 府 梅 , 丽 . 忆 型 面 料 [ ] 中 国 制 衣 ,0 7 8 秦 记 J. 2 0
( 1 : 07 . 1 )7 —1
细纱后区压力棒上销机械波成因分析
关 键 词 : 牵伸 型 式 ; 区牵伸 ; 力棒 ; 后 压 上销 ; 机械 波 ; 理 机
中图分 类号 : S 0 . 1 T 1 3 8 4 文 献标 识码 : B 文章编 号 :0 19 3 (0 1 S —0 40 1 0 —6 4 2 1 ) 10 2 —3
1 细 纱 后 区压 力棒 的控 制 机 理
种下 摆 的动 能 趋 势 有 利 于 上 销 前 钳 口对 纱 条 的 握
持, 有利 于弹 性钳 口调 节能 力 的发挥 , 长 弹性钳 口 延
的使 用 寿命 。
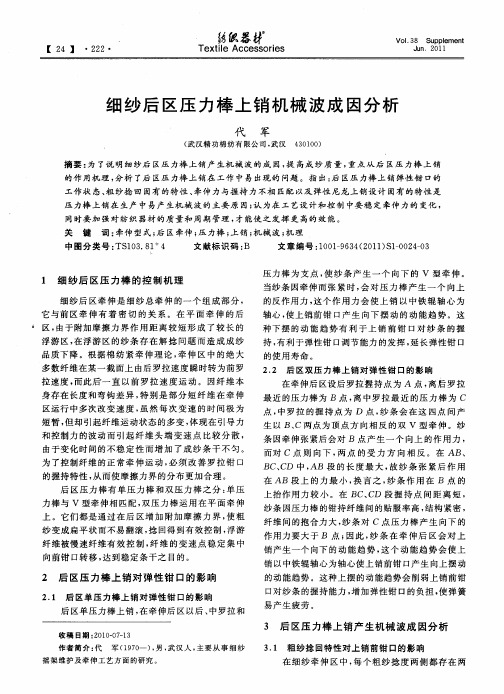
2 2 后 区双 压 力棒上 销对 弹性 钳 口的影 响 . 在 牵伸 后 区设 后 罗拉 握 持点 为 A 点 , 离后 罗 拉 最 近 的压力 棒为 B 点 , 中 罗拉 最 近 的压 力 棒 为 C 离
后 区压 力 棒 有单 压 力 棒 和 双压 力 棒 之 分 : 压 单 力 棒 与 V 型牵 伸相 匹配 , 压 力棒 运 用 在平 面 牵 伸 双
BC、 D 中 , C AB段 的 长 度 最 大 , 纱 条 张 紧后 作 用 故
在 AB段 上 的 力 最 小 , 言 之 , 条作 用 在 B 点 的 换 纱
压 力 棒 为 支点 , 纱 条 产生 一 个 向下 的 V 型 牵 伸 。 使 当纱 条 因牵伸 而张 紧时 , 对 压 力 棒 产 生 一个 向 上 会
的反 作用 力 , 这个 作 用 力会 使 上 销 以 中铁 辊 轴 心 为
轴心 , 使上 销前 钳 口产 生 向下 摆 动 的 动 能趋 势 。这
2 后 区压 力棒 上 销 对 弹 性 钳 口 的影 响
2 1 后 区单 压 力棒上 销对 弹 性钳 口的影 响 .
后 区单 压力棒 上 销 , 牵伸 后 区 以后 、 在 中罗 拉和
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
复性 、 耐磨性和强力等综合性能优 良的织物 , 可用 作高档衬衣 、 女装裙装和床上用品。当所用原料 、
线密度 及 织物 密度 相 同时 , 采 用 斜 纹组 织 较 平 纹 组织更 利 于提高 织物 的透 气性 ; 当织 物组 织 、 经纬 纱线 密度及 织 物密 度 相 同时 , 交 织 物 或混 纺 织 物
透气性来讲 , 在相同经纬密度和线密度下 , 织物组
织透 气 性 由小 到大 依 次 为平 纹 、 斜纹 、 缎纹, 所 以 7号 织物 的透 气性 好 于 6号 、 8号织 物 。 由于 斜纹 组织 交织 点较 平纹 少 , 浮长 线长 , 所 以在织 物吸 湿 后水 分转 移 与通 透 性较 好 , 因而 7号 织 物 的 导湿 与透 湿性 比 6号 、 8号织 物好 。 由于 平 纹 织 物 织 造 中承受 的 张 力 、 摩 擦 力 及 冲击 力 较 大 , 所以 6 号、 8号 织 物 的 断裂 强力 较 7号 斜 纹 织 物 小 。 因 此 6号 、 8号 织物 的综 合性 能较 7号织 物稍 差 。
参考 文献 :
[ 1 ] 王红 , 曹小红 , 翁杨 . 蚕蛹蛋 白粘胶 长丝 的理 化性能 与应用研究 [ J ] . 中国纤检 , 2 0 1 1 ( 5 ) : 7 6 - 7 9 . [ 2 ] 周蓉 , 吴保 平. 竹浆纤 维针织 产 品性能测 试 与分析 [ J ] . 纺织学报 , 2 0 0 7 , 2 8 ( 2 ) : 2 4 - 2 6 . [ 3 ] 瞿永 , 卜 佳仙 . 聚乳酸 纤维织 物服用 性 能测试 与分 析[ J ] . 纺织学报 , 2 0 0 8 , 2 9 ( 1 1 ) : 4 8 - 5 1 .
3 结束语
蚕蛹蛋白纤维 的原料蚕蛹来源广泛 , 利 用蚕
蛹蛋 白纤 维 开发 导 湿性 、 透湿 性 、 透气性、 折 皱 回
・
[ 4 ] 马芹, 刘 学 锋. 紧密 纺织 物 服 用 性 能测 试 与 分 析
[ J ] . 纺织学报 , 2 0 1 1 , 3 2 ( 3 ) : 6 7 — 6 9 . [ 5 ] 汪学骞. 模糊数学在纺织工业 中的应用 [ M] . 香港 :
条干 C %
l 6 . 5
1 5 . 8
细节/ 个 ・ k ቤተ መጻሕፍቲ ባይዱ 粗节/ 个 ・ k m
9 5 1 4 0
2 1 1 2 2
了对浮游纤维的有效控制 , 使纤维的变速点稳定
集 中向中钳 口转移 , 减小 了后区牵伸产生 的附加 不匀 , 达到改善条干的 目的。由于压力棒的作用 ,
少、 浮长线长 , 使织物的耐磨性和抗起毛起球性能 较差 。6号 、 7号 、 8号 织物 所 用 原料 相 同 , 但 由于
6号 、 8号 为平 纹组 织 , 7号 为 斜 纹组 织 , 从 组 织 的
所用蚕蛹蛋 白纤维含量较高时, 利于提高织物 的 透湿性和透气性 ; 织物中 P T r 、 莱赛尔两种纤维的 含量较 高 时 , 其 导湿 透湿性 较差 。
棉结/ 个・ k m
1 2 5
8 9
可以看出, 加装后区压力棒后 , 成纱各项指标 都得到了较大幅度 的改善。 目前 , 我们公 司已在 粘胶系列 品种全部加装了后区压力棒。 陕西西安三棉有限责任公司 赵
艳 葛亚 妮
使粗纱变成扁平状 , 纱条在解捻过程 中不易翻滚 ,
捻 回得到了有效控制 , 减小 了粗纱捻 回分布不匀 ,
采用后区压力棒后 , 相应 的牵伸工艺应作适
当调整 。宜采取 较 大 的罗 拉 隔距 , 较 小 的后 区牵 伸倍 数 , 适 宜 的 粗 纱 捻 系 数 钳 口隔 距 。 经 试 验 R 7 . 4 t e x 品种 配套 的牵 伸 工 艺 确定 为 : 罗 拉 隔距 2 0 mmx 3 8 mm, 总牵 伸 4 4 . 0 7倍 , 后区牵伸 1 . 2 5 倍, 钳 口隔距 2 . 0 m m, 粗 纱 定量 2 . 8 g / 1 0 I T I , 粗 纱 捻系数 7 1 。我 们在 R 7 . 4 r e x品种 进 行 了后 区压 力棒 加装前 后 的对 比试验 , 结果 如下 。
开益 出版社 , 1 9 9 2: 3 3 41 .
革 新 改造 ・
细纱机 纺粘胶品种使用后 区压 力棒 的体会
为改 善粘 胶 品 种 细纱 条 干 , 我 们 曾先后 采用 过压 力棒 隔距 块 和 压 力棒 上 销 , 但 在 大 面 积 生 产 中发 现钳 口隔距与 加压 量难 以合 理控 制 。使 用 中
同时增加了粗纱须条 的密度 , 使较多的剩余捻 回 进入前胶圈牵伸区, 在前区对浮游纤维的控制 中 发挥一定的作用 , 从而有利于成纱条干的改善。
项目 改 前 改后
有时会产生须条上 翻, 使压力棒失去作用 。温湿 度波动时, 还容易大面积出现牵伸不开、 绕花等问 题, 影响成纱质量。我们又尝试单独使用后区压
力棒 , 结 果获 得 了 比较 满意 的效果 。
后区压力棒结构简单 , 拆装方便 。摇架施压 后, 压力 棒就 能 处 于 正 常 工作 状 态 。由于 细 纱 机 后区是简单 的单区牵 伸, 对纤维 的控制较弱。加 装了后区压力棒 , 在后 区增加附加摩擦力界 , 增强
择
2 . 3 . 2 织 物结构 对 织物性 能 的影响
技术
第4 1 卷
第1 2期
Co t t o n T e x t i l e Te c h n o l o g y
2 0 1 3年 1 2月
1号 、 2号织 物 原 料 相 同 , 1号织 物 的综 合 性 能 之所 以优 于 2号 , 是 因 为 1号 为平 纹 组 织 , 2号 为提花格 组织 。由于织 物表 面均 匀分 布 的交织 点