PTC发热元器件生产工艺流程图模板
加热模组的生产流程

加热模组生产流程
一、设计阶段
1.确定加热模组规格
(1)确定加热功率需求
(2)设计加热面积和材料
2.制定加热模组图纸
(1)绘制加热元件布局图
(2)设计加热控制电路
二、原材料采购
1.采购加热元件
(1)选购合适功率和规格的加热元件(2)确保元件质量可靠
2.采购加热模组外壳材料
(1)选择耐高温材料
(2)确保外壳符合安全要求
三、组装生产
1.组装加热元件
(1)安装加热元件到模组内部
(2)接线并固定元件
2.完成加热模组组装
(1)安装外壳
(2)连接控制电路
四、测试与调试
1.电气测试
(1)测试加热元件电路连接(2)测试电压和电流稳定性2.功能调试
(1)验证加热功能
(2)测试温度控制精度
五、质量检验
1.外观检查
(1)检查外壳表面质量(2)确保无损伤和划痕
2.性能测试
(1)测试加热模组稳定性(2)检测加热效率
六、包装与出厂
1.包装加热模组
(1)使用适当的包装材料(2)防止在运输中受损
2.出厂验收
(1)进行最终产品验收(2)确认产品符合标准要求。
30202mmPTC热敏电阻生产线工艺流程设计说明

年产100万片30×20×2mmPTC热敏电阻生产线工艺流程设计————设备一览表1.称量设备由于在生产中配料的添加物需要量较少故需要分析天平、天平等设备。
其称量范围通常在0.0001g~120g详细介绍:产品型号:JD-4000-2产品简介:多功能天平可显示g、oz、ct、GN、dwt等单位,可计数(PCS),可进行百分比称量(%),可进行动态称量。
具有RS232、打印、砝码值修正、线性校准、下吊钩称量等多种功能。
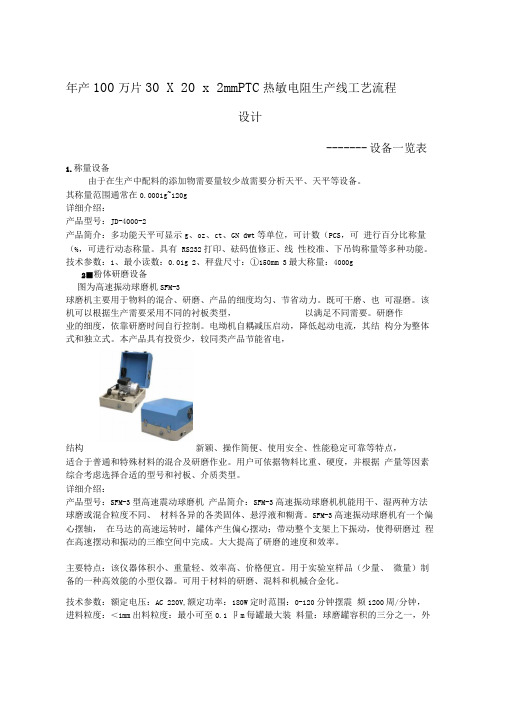
技术参数:1、最小读数:0.01g 2、秤盘尺寸:Ф150mm 3、最大称量:4000g2.粉体研磨设备图为高速振动球磨机SFM-3球磨机主要用于物料的混合、研磨、产品的细度均匀、节省动力。
既可干磨、也可湿磨。
该机可以根据生产需要采用不同的衬板类型,以满足不同需要。
研磨作业的细度,依靠研磨时间自行控制。
电坳机自耦减压启动,降低起动电流,其结构分为整体式和独立式。
本产品具有投资少,较同类产品节能省电,结构新颖、操作简便、使用安全、性能稳定可靠等特点,适合于普通和特殊材料的混合及研磨作业。
用户可依据物料比重、硬度,并根据产量等因素综合考虑选择合适的型号和衬板、介质类型。
详细介绍:产品型号:SFM-3型高速震动球磨机产品简介:SFM-3高速振动球磨机机能用干、湿两种方法球磨或混合粒度不同、材料各异的各类固体、悬浮液和糊膏。
SFM-3高速振动球磨机有一个偏心摆轴,在马达的高速运转时,罐体产生偏心摆动;带动整个支架上下振动,使得研磨过程在高速摆动和振动的三维空间中完成。
大大提高了研磨的速度和效率。
主要特点:该仪器体积小、重量轻、效率高、价格便宜。
用于实验室样品(少量、微量)制备的一种高效能的小型仪器。
可用于材料的研磨、混料和机械合金化。
技术参数:额定电压:AC 220V,额定功率:180W,定时范围:0-120分钟摆震频1200周/分钟,进料粒度:<1mm,出料粒度:最小可至0.1μm,每罐最大装料量:球磨罐容积的三分之一,外形尺寸:405×265×260mm。
PTC生产工艺流程
详细设计流程-ptc
详细设计对于制造商是一个如此基础的必需过程,以致于它位于许多产品开发过程的交点上。
由于详细设计的影响巨大,再加上业界主流动向(例如分布式产品开发、缩短的产品开发生命周期,以及提高的产品复杂性)的影响,公司正感觉到要改善其详细设计过程的巨大压力。
详细设计的定义作为核心的工程过程,详细设计将备选的概念、初步物理体系结构、设计规范和技术要求转变为跨专业的最终设计定义。
之后,将进一步改进这些设计,并且完成交付生产所需的所有配套文档,以便及时向客户交付完整定义的完善产品。
主题表: 详细设计 第 1 页(共 4 页)详细设计开发完整定义的产品设计(充分记录在文档中以交付生产)在全球化设计管理中,最优先采取的措施(68% 的被调查者都这样说)是将过程标准化。
全球化设计扩大了控制、沟通和协作的挑战。
表现最佳的公司采用集中的产品数据和自动化过程的可能性要高四倍。
- Aberdeen ,2005完整定义产品设计(满足要求且充分记录在文档中以交付生产)的过程了解对详细设计的需求详细设计提供一个联系环节,用于将所有跨专业的概念性数据和初步的数据综合到已完成的完整数字化产品定义中。
因此,如今的详细设计过程的特点是,设计非常复杂,并且对数据共享的需求越来越大。
由于许多公司在分布式环境中、在合作伙伴和设计团队之间以及跨时区和语言障碍运营,因此,快速安全的信息访问至关重要。
绝对必要的是,确保每个人处理的都是正确版本的数据,同时能够跟踪团队的决策并实时掌握团队的进度。
在整个过程中,工程师必须不断管理变更和设计的复杂性。
他们需要评估风险和平衡折衷方案,同时快速交付工作可靠、为客户提供价值的高质量设计。
面对着如今大多数产品普遍含有电子元件这一情况,必须有效地处理相关元件的并行设计问题,以及改善所有不同设计专业(电气、机械、软件)之间的协作。
需求经常发生变更,而通过一种可管理、可控制的方式将这些变更包含在设计过程中是很重要的。
在变更的需求和成本及质量压力之间取得平衡使事情变得更复杂。
PTC生产工艺流程

年产100万片30×20×2mmPTC热敏电阻生产线工艺流程设计————原理部分一.PTC正温度系数热敏材料的分类、原理及主要应用热敏电阻包括正温度系数(PTC)和负温度系数(NTC)热敏电阻,以及临界温度热敏电阻(CTR).PTC(Positive Temperature Coefficient)为正温度系数热敏材料,它具有电阻率随温度升高而增大的特性。
1955年荷兰菲利浦公司的海曼等人发现在BaTiO3陶瓷中加入微量的稀土元素后,其室温电阻率大幅度下降,在某一很窄的温度范围内其电阻率可以升高三个数量级以上,首先发现了PTC材料的特性。
40多年来,对PTC材料的研究取得了重大的突破,PTC材料的理论日趋成熟,应用范围也不断扩大。
PTC的工作原理:PTC热敏电阻(正温度系数热敏电阻)是一种具温度敏感性的半导体电阻,一旦超过一定的温度(居里温度)时,它的电阻值随着温度的升高几乎是呈阶跃式的增高.PTC热敏电阻本体温度的变化可以由流过PTC热敏电阻的电流来获得,也可以由外界输入热量或者这二者的叠加来获得.陶瓷材料通常用作高电阻的优良绝缘体,而陶瓷PTC热敏电阻是以钛酸钡为基,掺杂其它的多晶陶瓷材料制造的,具有较低的电阻及半导特性.通过有目的的掺杂一种化学价较高的材料作为晶体的点阵元来达到的:在晶格中钡离子或钛酸盐离子的一部分被较高价的离子所替代,因而得到了一定数量产生导电性的自由电子.PTC 热敏电阻(正温度系数热敏电阻)是一种具温度敏感性的半导体电阻,一旦超过一定的温度(居里温度)时,它的电阻值随着温度的升高几乎是呈阶跃式的增高.PTC热敏电阻本体温度的变化可以由流过PTC热敏电阻的电流来获得,也可以由外界输入热量或者这二者的叠加来获得.陶瓷材料通常用作高电阻的优良绝缘体,而陶瓷PTC热敏电阻是以钛酸钡为基,掺杂其它的多晶陶瓷材料制造的,具有较低的电阻及半导特性.通过有目的的掺杂一种化学价较高的材料作为晶体的点阵元来达到的:在晶格中钡离子或钛酸盐离子的一部分被较高价的离子所替代,因而得到了一定数量产生导电性的自由电子.PTC(Positive Temperature Coeff1Cient)是指在某一温度下电阻急剧增加、具有正温度系数的热敏电阻现象或材料,可专门用作恒定温度传感器.该材料是以BaTiO3或SrTiO3或PbTiO3为主要成分的烧结体,其中掺入微量的Nb、Ta、Bi、Sb、Y、La等氧化物进行原子价控制而使之半导化,常将这种半导体化的BaTiO3等材料简称为半导(体)瓷;同时还添加增大其正电阻温度系数的Mn、Fe、Cu、Cr的氧化物和起其他作用的添加物,采用一般陶瓷工艺成形、高温烧结而使钛酸铂等及其固溶体半导化,从而得到正特性的PTC热敏电阻材料.其温度系数及居里点温度随组分及烧结条件(尤其是冷却温度)不同而变化.利用PTC热敏电阻效应是其应用的重要原理。
30×20×2mmPTC热敏电阻生产线工艺流程设计(doc9页)完美版
年产100万片30 X 20 x 2mmPTC热敏电阻生产线工艺流程设计------- 设备一览表1.称量设备由于在生产中配料的添加物需要量较少故需要分析天平、天平等设备。
其称量范围通常在0.0001g~120g详细介绍:产品型号:JD-4000-2产品简介:多功能天平可显示g、oz、ct、GN dwt等单位,可计数(PCS,可进行百分比称量(%,可进行动态称量。
具有RS232打印、砝码值修正、线性校准、下吊钩称量等多种功能。
技术参数:1、最小读数:0.01g 2、秤盘尺寸:①150mm 3最大称量:4000g2■粉体研磨设备图为高速振动球磨机SFM-3球磨机主要用于物料的混合、研磨、产品的细度均匀、节省动力。
既可干磨、也可湿磨。
该机可以根据生产需要采用不同的衬板类型,以满足不同需要。
研磨作业的细度,依靠研磨时间自行控制。
电坳机自耦减压启动,降低起动电流,其结构分为整体式和独立式。
本产品具有投资少,较同类产品节能省电,结构新颖、操作简便、使用安全、性能稳定可靠等特点,适合于普通和特殊材料的混合及研磨作业。
用户可依据物料比重、硬度,并根据产量等因素综合考虑选择合适的型号和衬板、介质类型。
详细介绍:产品型号:SFM-3型高速震动球磨机产品简介:SFM-3高速振动球磨机机能用干、湿两种方法球磨或混合粒度不同、材料各异的各类固体、悬浮液和糊膏。
SFM-3高速振动球磨机有一个偏心摆轴,在马达的高速运转时,罐体产生偏心摆动;带动整个支架上下振动,使得研磨过程在高速摆动和振动的三维空间中完成。
大大提高了研磨的速度和效率。
主要特点:该仪器体积小、重量轻、效率高、价格便宜。
用于实验室样品(少量、微量)制备的一种高效能的小型仪器。
可用于材料的研磨、混料和机械合金化。
技术参数:额定电压:AC 220V,额定功率:180W定时范围:0-120分钟摆震频1200周/分钟,进料粒度:<1mm出料粒度:最小可至0.1卩m每罐最大装料量:球磨罐容积的三分之一,外形尺寸:405X 265X 260mm产品规格:净重:15Kg3.原料混合设备原料混合对于烧结晶相等形成具有重要意义,本工艺选择立式行星混料机SFM-2详细介绍:产品型号:SFM-2型行星混料机产品简介:SFM系列行星式球磨机是在一转盘上装有四个混料罐,当转盘转动时,混料罐中心轴作行星运动,罐中磨球在高速运动中研磨和混和样品。
发热片生产工艺流程图介绍(doc 10页)

发热片生产工艺流程图介绍(doc 10页)
⏹⏹
发热片生产工艺流程图
制纯净水
秤料 (Ⅰ次料) 球磨 (Ⅰ次料)
出料
压滤
电极烘干 烧结 预烧
压片
磨片
印电极
电极烧渗 测试过电压
分选阻值
烘干 球磨 (Ⅱ次料)
烘干造粒
包装入库
码片
发热块生产工艺流程图(黄纸型不粘胶)
电极
按不同型号
压 接
装 套
装
绝 缘 测
耐电压测
IPQC 检测参
包 装
黄 按不同规格热压黄纸
PTC 引线 按不同尺
硅胶按不同规格浸锡
发热块生产工艺流程图(黄纸型粘胶)
电极
按不同型号压 接
装 套
带胶装
绝 缘 测
耐电压测
IPQC 检测参
包 装 黄 按不同规格热压黄纸
PTC
引线 按不同尺
硅胶
按不同规格浸锡
导电
按不同比例
芯片
发热块生产工艺流程图(铝管型)
电极按不同型号压 接
液 压
装 套
装
绝 缘 测
耐电压测
IPQC 检测参
包 装 黄 印 标 识 按不同规格热压黄纸
铝
按不同规格超声波清洗PTC 引线 按不同尺
硅胶按不同规格浸锡
冲压
打磨
波纹调胶
涂敷
芯片
粘
热固
二级
功
标识
外观包装
涂敷
冲压
打磨
电极调胶 涂敷
芯片 打磨
粘结
端子涂密二级冲压打磨 波纹涂敷
粘结 热固去毛压制 裁铝热处裁黄热烫组装 二次热固功
标识
外观
包装。
PTC加热器操作流程图

江苏维克德利冷暖
科技有限公司 PTC 波纹加热器作业指导书 工序号
定 员 工 时
工序名称 操作流程图 编 号 PTC
加热器操作流程图
▲
排 片 ▲
▲ 先进行绝缘耐压测试,然后进行发热 电极条处理 电极条排版上胶 电极发热体排片 穿绝缘膜电极条 新题滚压,接着再进行绝缘耐压测试
铝管磨管口 铝管清洗、烘干 散热条、发热芯表面打磨清洁
尾部涂胶 点头胶 耐电压测试 加热器上夹具、固化 散热条上胶 ★
功率—冲击 印 字 外观总检 加热器绝缘 包 装
电流测试 耐压测试
▲
表示操作工序 表示检验工序 ▲ 表示关键工序 ★ 表示特殊工序
更改 更 改 内 容 更改理由 更改日期 更改人 编 制 审核人 标准化 批 准 执行日期 记录
滚 齿 装 配 焊接★ 断 料。
工艺流程图范例

工艺流程图范例工艺流程图(Process Flow Diagram,简称PFD)是一种用图形方式表示工艺流程的图表,通常用于工程设计和工艺优化。
它能够清晰地展示出物料流动、设备间的连接和操作顺序等信息,帮助人们更好地理解和分析工艺流程。
本文将以某个工艺流程为例,介绍PFD的基本要素和绘制方法。
一、工艺流程概述在开始绘制PFD之前,我们首先需要了解该工艺流程的概况。
本例以某化工厂的生产过程为例,主要包括原料准备、反应、分离、纯化和产品收集等步骤。
下面将详细介绍每个步骤的工艺流程。
二、原料准备原料准备是工艺流程的第一步,它包括原料的储存、输送和预处理等过程。
在本例中,原料是液态A和固态B,它们分别从储罐和仓库中取出,并通过管道输送到反应釜中。
为了确保原料的质量和稳定性,还需要对其进行预处理,例如过滤、加热或冷却等操作。
三、反应反应是工艺流程的核心步骤,它通过化学反应将原料转化为所需的产物。
在本例中,液态A和固态B在反应釜中发生反应,生成液态C。
反应过程中需要控制温度、压力和反应时间等参数,以确保反应的效率和产物的质量。
四、分离分离是将反应产物中的不同组分分离出来的过程。
在本例中,液态C中含有固体D和液体E两个组分,需要进行分离。
首先,通过离心机将固体D从液体E中分离出来,然后通过蒸馏将液体E中的杂质去除,得到纯净的液体F。
五、纯化纯化是进一步提高产物纯度的过程。
在本例中,液体F需要经过结晶和过滤等操作,去除其中的杂质和固体颗粒,得到纯净的固体G。
纯化过程中需要控制温度、过滤速度和结晶时间等参数,以确保纯净度的要求。
六、产品收集产品收集是工艺流程的最后一步,它包括对纯净的固体G进行收集和包装。
在本例中,固体G通过输送带或管道输送到收集仓中,然后进行包装和标识,最终成为最终产品。
七、PFD绘制方法在绘制PFD时,可以使用各种绘图软件或CAD工具。
以下是一种常用的绘制方法:1.确定绘图比例和画布大小,一般建议选择适当的比例,使得图形清晰可见。
ptc陶瓷暖风机波纹散热片生产工艺流程

ptc陶瓷暖风机波纹散热片生产工艺流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!PTC陶瓷暖风机波纹散热片生产工艺流程引言PTC陶瓷暖风机波纹散热片是一种常见的暖风设备部件,其生产工艺影响着产品的性能和质量。
过程流程图(PFC)模板及例子

过程流程图(PFC)模板及例⼦PROCESS FLOW DIAGRAMDate (Orig.)Prepared byDate (Rev.)TitleIndustral EngineerPage Phone NumberCross Functional Team MembersStep #Fab Move Store Insp Operation description Item #1原材料发运 Raw material delivery Note2卸下原材料到检验区unload raw material to quarantine area3原材料检验raw material quarantine4原材料储存store material in rack5运送⾄开线压接区/预装区/总装车间move materials to reserve area in C/A;L/P;F/A6开线压接cut lead production and crimp7放置待检⼩车put on the cart for checking leads8检验inspect cut lead(with terminal) bundle9捆扎,挂在架⼦上 wrap and move cut lead to rack10储存在架⼦上store cut lead in rack11导线运送⾄预装压接区/总装 move cut lead to L/P and F/A .12预装压接Lead prepare13检验预装压接半成品 inspect the L/P products14放⼊储存架put into the store rack15储存storage16半成品导线运送⾄总装⽣产区域move L/P product to final assembly area 17总装及电测试final assemble the harness & electric test 18尺⼨及⽬测检验 dimension and attribute inspectionSpecial Characteristic AAFamily namePart NumberPart NameSymbol Key :Manufacturing/AssemblyMovement of Materials/PartsStorage of Material/PartsInspection171255,1117。