包装机械设备平面图
包装机械设备介绍(ppt 42页)
❖ 在美国,这已成为一个独立的行业,称为转换 (converting)机械,即将原料经加工、印刷、成型等 工艺转换成包装容器的机器。
计量充填机械
❖计量充填机械是指将待包装的物料按所需的精确 量(质量、容量、数量)充填到包装容器内的机 械。
计量充填机械
无秤斗称量充填机 1—料斗;2—加料器;3—漏斗;4—称量机构
计量充填机械
三、计数式充填机
▪ 计数定量的方法分为两大类: ▪ 第一类是被包装物品具有一定规则的整齐排列,
其中包括预先就具有规则而整齐的排列和经过 整理的排列,然后再对这些排列进行计数; ▪ 第二类是从混乱的被包装物品的集合体中直接 取出一定个数。
❖ 扭结式裹包机分为单扭结和双扭结两种。
❖ 适用于糖果、冰棒、食品、药丸(圆柱形、长方 形)等物品的自动裹包。也适用于日用品、小五 金等行业中各种类形物的自动裹包。可利用单张、 双层或多层纸包装。
裹包机械
双扭结式裹包机包糖流程图 1-理糖;2—送糖;3—下纸;4—前后冲夹糖、纸;5—纸糖
送入钳盘6—闭钳夹糖,前后冲退出;7—下折纸;8—上折 纸;9—扭结;10—打糖出盘
考虑物料密度或重量。
计量充填机械
固定式量杯充填机的定量装 置
1—料斗;2—外罩;3—量 杯;4—活门底盖;5—闭合 圆销;6—开启圆销;7—圆 盘;8—转盘主轴;9—壳体; 10—刮板;11—下料闸门
计量充填机械
计量泵式充填机 1—进料斗;2—转鼓机 壳;3—转鼓;4—排料 口
计量充填机械
二、称重式充填机
真空(充气)包装机械
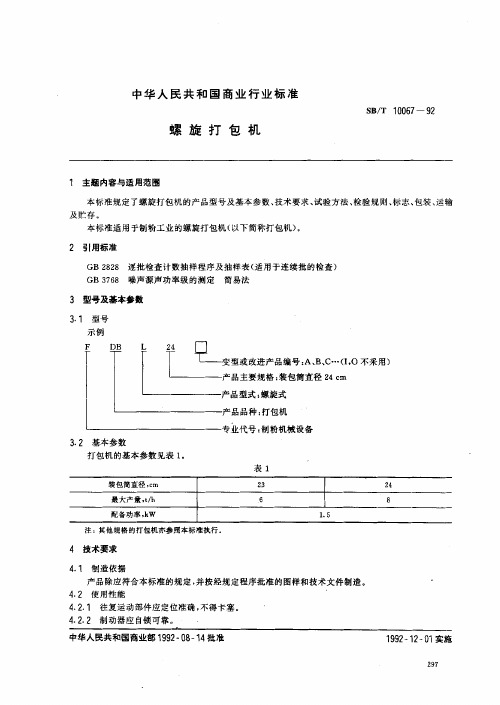
SBT10067-92螺旋打包机
A2., 试验目的 通过 生 产 试验,考核产品在生产使用中的可靠性、经济性、适用性、性能稼定性、主要零部件的耐磨
性及使用维修的方便性。 A2.2 试验要求
生产 试 验 过程中,须指定专人负责测定 ,记录全部试验情况。 A2.3 试验项 目和方法 A2.3. 1 记录班次工作时间、故障停机时间、故障原因及排除方法、打包数量、耗电量等填入表 A3,
进行计算 : AP 二 P N 。 夕 “ ·‘一 ” 。 ,·· ·“ … ,” ·” ·” · ··· ··· ·· ,. ( 工 )
R=
(”,一 月)几 (刀,一 ”。)”。
U 、2 ___
-. 1 x iou.......................................( ?)
6.2. 3 本标准 6.1.2的c,d,e条不进行生产试验和性能试验,只作全项目的出厂检验(包括本标准
6.1.1的 a,b各条)。
7 标志、包装、运轴及贮存
7.1 标志 7.1.1 产品应标有产品标牌、操作和安全标志,且固定在图样规定的位置上。
了.1.2 产品标牌上必须标有制造厂名、产品型号及名称、制造日期、产品批号(或产品编号)等标志。
3 型号及荃本参数
型 号 示例
F
DB
L 24
3.2 基本参数 打 包 机 的基本参数见表 1
变m或改进产品编号 :A,B,C.--(1,0不采用)
产品主要规格:装包筒直径 24c m 产品型式:螺旋式 产品品种:打包机
专业代号 :制粉机械设备
装包筒直径 ,cm 最大产量 ,t/h 配备功率 ,kw 注 :其他规格的打包机亦参 照本标准执行 .
滑良好和气源压力稳定。 4.3.4 与物料接触处不允许采用有毒涂料。 4.3.5 空载时,A声级噪声应符合表 2的规定。
毕业设计(论文)塑料瓶自动封口机设计(含全套cad图纸)
毕业设计(论文)说明书课题名称塑料瓶自动封口机学院机械工程学院专业机械工程及自动化班级学号姓名指导教师年月日摘要塑料瓶自动封口机是一台用于饮料或化工产品的塑料瓶自动封口设备,包括驱动装置,封口装置,封口膜退绕卷取装置以及切膜装置。
驱动装置采用伺服电动机进行驱动,伺服电动机通过联轴器与减速器进行连接,减速器通过带传动连接传动带,塑料瓶置于传送带上,通过伺服电动机控制塑料瓶在封口工位、切膜工位停止;封口装置采用气缸控制,热封口器采用采用电能进行加热,通过温控开关进行温度控制,通过热封口板与瓶口的压合进行热封。
封口膜退绕卷取装置包括封口膜退绕装置和封口膜卷取装置,封口膜退绕装置通过滚动轴承固定在机架上,封口膜卷取装置通过带传动与伺服电动机连接,通过伺服电动机控制封口膜有时序的转停进行退绕卷取动作,即在进行切膜、封口工序是停止转动,在该工序的间隔时间进行退绕卷操作,从而保证进行切膜、封口工序时热封口膜处于正确位置;切膜装置采用热切膜,有电能进行加热,温度控制器进行温度控制,将热封膜进行切割。
工作时,当塑料瓶进入工作空间后,塑料瓶在传送皮带摩擦力的作用下前进。
当塑料瓶输送到至封口工位时,伺服电动机将停止转动,塑料瓶停在封口工序位,封口装置进行完封口工序以后,伺服电动机将继续转动,将塑料瓶传动到切膜工序位置,伺服电动机停止转动,气缸控制切膜压板下压,进行切膜工序,切膜完成以后,伺服电动机控制传送带继续转动,将塑料瓶输送到下一工序,同时,封口膜退绕卷取装在伺服电动机控制下进行退绕转运动,退绕到指定位置以后,伺服电动机停止。
该塑料瓶自动封口机方案,封口平稳、经济、快速。
这次设计的塑料瓶自动封口机,可以应用于工厂流水线进行大规模的生产,提高工厂的生产效率。
关键词:封口机;切膜;热封口AbstractPlastic bottle automatic sealing machine is a plastic bottle for beverage or chemical products-automatic sealing equipment, which comprises a driving device, a sealing device, the sealing film-unwinding coiled device and cutting device. Driving device adopts the servo motor to drive, servomotor connected through the coupling and reducer, reducer through belt drive is connected with the transmission belt, plastic bottle is arranged on the conveyor belt, through the servo motor control plastic bottles in the sealing station, station stop cutting film; sealing device controlled by cylinder, heat seal uses electrical energy to heat. The temperature control, the temperature control switch, through the thermal sealing plate and the pressing heat sealed bottle. Sealing film-unwinding coiled device comprises a sealing film unwinding and rewinding device,device sealing film unwinding roller bearing is fixed on the frame through the sealing film coiling device through the transmission belt is connected with the servo motor, unwinding coiled of action through the servo motor control sealing film time to stop, in cutting film, sealing process is stopped,the unwinding roll of operation in the process of the time interval, so as to ensure the cutting film,sealing process of heat sealing film is in the correct position by hot film; film cutting device, electric-heating temperature controller to control the temperature, the thermal sealing film cutting.At work, when the plastic bottle into the working space, plastic bottles along the conveyor belt-under the action of friction force. When the plastic bottle conveying to the sealing station, servo motor will stop, stop in a plastic bottle sealing process, after the sealing device of end sealing process, the servo motor to rotate, the plastic bottle drive to membrane cutting position, servo motor stops rotating, the cylinder control film cutting plate under pressure, cutting film after the completion of the process, cutting film, servo motor control the conveyor belt conveyor continues to rotate, the plastic bottle to the next process, at the same time, the sealing film unwinding coiled in servo motor control for unwinding rotary motion, then off to the specified location, servo motor stop.Automatic sealing machine for sealing the plastic bottle . Automatic sealing machine for plastic bottle of this design, can be used for mass production in the factory assemblyline improving the production efficiency of the factory.Keywords: Sealing machine; cutting film; heat sealing目录摘要 (I)Abstract ....................................................................................................................... I I 目录 .. (1)第一章绪论 (2)1.1塑料瓶自动封口机课题背景 (2)1.2塑料瓶自动封口机的作用 (2)1.3封口机械的发展状况 (2)1.3.1 国外封口机械的发展状况 (3)1.3.2 国内封口机械的发展状况 (3)第二章总体方案的设计 (5)2.1毕业设计任务书及设计参数 (5)2.1.1 技术参数 (5)2.1.2 设计目的 (5)2.1.3 设计的内容 (5)2.1.4 设计任务 (5)2.1.5 基本要求 (5)2.2各装置方案的确定 (6)2.2.1 驱动装置方案 (6)2.2.2封口装置 (6)2.2.3封口膜退绕卷取装置 (6)2.2.3切膜装置 (7)第三章电机的选择 (8)3.1电动机的选取 (8)第四章工作能力分析计算 (12)4.1键的设计及强度校核 (12)4.2轴的设计及强度校核 (12)4.3轴承的选择及校核 (16)参考文献 (18)致谢 (19)第一章绪论1.1 塑料瓶自动封口机课题背景随着中国饮料、乳制品、化工产品等产品的需求迅速增长,对封口机也有着越来越高的要求,尤其是封口质量和封口效率。
包装机械多功能包装机PPT课件

(4)棱锥成型
动画演示
22
4. 四面封口扁平袋
包装袋形为四面封口扁平袋的制袋式袋装机如图 7-16、图7-17所示。
图7-16中,两卷单张薄膜经导辊引至双边纵封辊, 薄膜成对合筒状。
图7-17中是单卷平张薄膜经在三角形缺口导板1 的缺口尖端处有刀片2将运动着的薄膜中央剖切为 二片,并经此导板分成两路,再往下先对合纵封, 再装料,而后横封、切断。
1
教学内容
7.1 袋成型—充填—封口机 7.2 热成型—充填—封口机 7.3 箱成型—充填—封口机 7.4 真空/充气包装机 7.5 泡罩包装机
2
7.1 袋成型—充填—封口机
7.1.1 基本袋型 7.1.2 常用制袋成型器 7.1.3 典型机型及工作原理 7.1.4 主要机构 7.1.5 包装容量、袋宽、袋长和生产率的调节原理 7.1.6 卧式枕型包装机工艺原理及其包装参数的调节
先行装填,而后横封、切断,也有空袋制成后先行分切交 由带夹持手的直线输送链式间歇回转工序盘,在每次运动 停歇的工位上进行装袋、封口及卸料。
18
图7-13 卧式间歇三角形成型器制袋式袋装机 1-三角形成型器,2-纵封器,3-牵引辊,4-隔离板,5-开袋吸嘴,
6-加料管,7-横封器,8-牵引辊,9-切刀
8
5.直角缺口导板成型器
由缺口导板、导辊和双边 纵封辊组成。
成型器本身能将平张薄膜 对开后又能自动对折封口 呈圆筒形。
9
常见制袋成型器示意图
10
7.1.3 典型机型及工作原理
由于包装袋形的多样性,所以完成这些袋形的袋 装机械在机型及结构上也带来一定的差异,主要 反映在制袋及封口装置上。
纸盒包装机械结构设计.pdf
毕业论文范文模板
3.2.2 机械手的构成
用于不同工业的机械手结构的复杂程度也不同。从结构形式来看,由执行 机构、驱动系 统、位置检测装置和控制系统构成[9]。
图 3-3 机械手结构示意图
(一) 执行机构 执行机构由手、腕、臂、立柱和基体构成: 1.手部——用来夹持工件的部件。机械手的手部由爪和夹紧装置构成。机 械爪具有夹紧和松开功能[1]。抓取物品的爪有人手指型和真空和电磁吸盘型。 有的专用手爪可抓取特殊工具。 2.腕部——用于手部和臂部的连接件。可以实现上下往复、左右往复和旋 转三个动作。需要的话可以增添水平移动。 3.臂部——起到支持手部、腕部作用。臂部是模仿人类手臂的动作,但是 无法做到人类手臂这么灵活和多功能。所以,需要把机械手的臂部动作简化成 前后伸缩、左右旋转、上下往复或者上下摆动这几个动作。 4.立柱——起到支撑手臂的作用。立柱一般作为固定作用,但也可以设计 成横向运动。 5.行走机构——如果机械手需要做远处的动作,可以增添滚轮、滚道作为 行走机构。 (二) 驱动系统
此次课题旨在汲取国内外相同产品的新成果,经过思考和讨论设计出的一 台包装机械。由于个人水平有限,所做设计较为原始,不能对多种规格的纸盒 进行包装,缺少一定的灵活性。如何增加此机械的包装灵活性也是以后所要改 进的内容。
此课题的设计的包装机械结构由凸轮—连杆机构、电气控制、机械手臂等 单元组合成。由于本人专业为先进制造,所学知识不能很好应用电气控制,机 械手臂等电气类知识,所以设计的主要内容为包装机的结构设计。
毕业论文范文模板
第三章 包装机主要机构设计及三维建模
确定了本课题的总的设计思路后,进行到下一步对包装机的机械结构进行 设计。包装机由凸轮—连杆机构、前后推板机构、顶部压板机构。
液压金属打包机设计含全套CAD图纸
说明书设计题目:液压金属打包机设计专业年级:2011届机械工程及自动化学院学号:姓名:专业:机械设计制造及其自动化指导教师、职称:2015年3月22日摘要随着人类科技的飞速发展,金属资源对于各国来讲也变得越加重要。
对现有的金属资源的过渡开采和不合理利用的,造成了大量的金属浪费。
这自但是然的引发了人们的担忧,因此,废金属的回收再利用的课题也成了工业发展中必不可少的研究方向。
本设计的主要内容是液压缸和机构的设计、选型,金属打包机液压原理图,电气原理图和叠加阀的设计、选型。
本设计中,主、侧液压缸为打包机提供紧缩动力,替代了传统的丝杆。
主液压缸安置在紧缩室后端面,侧压缸安置在紧缩室左侧面。
液压缸的设计包括了缸筒、活塞、导向套、活塞杆等的设计计算,和密封圈、防尘圈、活塞与缸筒、活塞杆密封方式的选型。
紧缩室的设计主如果用来肯定尺寸大小而且对其强度校核。
本金属打包机除主、侧液压缸外,还有上盖、锁紧机构、前门三个辅助液压缸,它们别离控制着上盖的闭合、锁紧机构的进退、前门的开合。
本设计完成了上述液压缸和机构的设计、选型,金属打包机液压原理图、电气原理图和叠加阀设计选型。
整个打包机不但制造本钱低,而且企业的普遍需要,拥有很好的市场前景。
关键词:废金属的回收、金属打包机、液压ABSTRACTWith the rapid development of science and technology, industrial production has become an inevitable trend of the development of automation. Metal resources is also becoming increasingly important for countries. The transition of the existing metal resources mining and unreasonable use of, and are responsible for a large number of metal waste. This naturally caused concern, therefore, scrap metal recycling project has become essential to industrial development and the research direction. The design of the hydraulic metal baling press use hydraulic pressure to compress with packaging, metal scrap has a certain size, convenient transportation, recycling and recycled scrap metal, in order to put into production again. So greatly improve the utilization rate of the metal, the process of the waste is in a certain extent, ease the intense demand for metal resources.The main content of this design is the design of the hydraulic cylinder and institutions, selection, metal baling press hydraulic principle diagram, electrical principle diagram and superposition valve design, type selection. In this design, the main hydraulic cylinder, side provide compression power for packing machine, replacing the conventional screw. The main hydraulic cylinder face after placed in the compression chamber, lateral pressure cylinder placed in the left lateral compression chamber. The design of the hydraulic cylinder includes cylinder, piston, guide sleeve, piston rod etc. The design and calculation, and the sealing ring, dust ring, piston and cylinder, piston rod sealing mode selection. The design of the compression chamber is mainly to determine the size and intensity. This metal baling press in addition to the main hydraulic cylinder, side, and on the cover, locking mechanism, the front three auxiliary hydraulic cylinder, respectively control with lid closed, in a locking mechanism, the front door open and close. And three auxiliary cylinder and the main work, side two cylinder each cross movement.This design completed the hydraulic cylinder and institutional design, selection, metal baling press hydraulic principle diagram, electrical schematic diagram and superposition valve design selection. Some of its operations to achieve automation, which improve labor efficiency, reduce labor intensity. The baling press not only manufacturing cost is low, and enterprise need to extensively, have good market prospects.Key words:Scrap metal recycling、Metal baling press、hydraulic pressure目录摘要 (I)ABSTRACT ...................................................................................................I II 目录. (IV)第1章引言 ······························································································- 1 -引言······································································································- 1 -1.1.1课题研究背景··········································································- 1 -1.1.2课题研究的意义 ······································································- 2 -设计内容简介 ·························································································- 2 -1.2.1研究解决的问题 ······································································- 2 -本章小结································································································- 3 -第2章打包机主体的设计分析·········································································- 4 -打包机的结构设计 ···················································································- 4 -2.1.1打包机的运动··········································································- 4 -2.1.2打包机的总布局·······································································- 4 -打包机紧缩室的设计与强度校核 ·································································- 6 -2.2.1压头的强度校核 ······································································- 6 -2.2.2紧缩室的设计 ·········································································- 6 -第3章打包机液压系统的设计·········································································- 9 -液压系统的特点 ······················································································- 9 -液压系统工况分析 ···················································································- 9 -3.2.1分析系统工况··········································································- 9 -3.2.2肯定液压系统的主要参数···························································- 9 -拟订液压系统原理图 ·············································································· - 11 -3.3.1肯定供油线路········································································ - 11 -3.3.2液压回路的设计····································································· - 11 -3.3.3拟订液压系统图 ···································································· - 12 -3.3.4液压系统原理图的分析设计······················································ - 12 -液压系统的计算和液压元件的选定 ···························································· - 14 -3.4.1液压缸的设计计算·································································· - 14 -3.4.2选择液压元件 ······································································· - 19 -第4章PLC控制系统设计 ·············································································· - 22 -系统控制要求 ······················································································· - 23 -I/O点数的肯定 ····················································································· - 24 -画电气原理图 ······················································································· - 24 -总结······································································································· - 25 -致谢······································································································· - 26 -参考文献···································································································· - 27 -第1章引言引言1.1.1课题研究背景几乎所有的打包机都是一个原理:使要加工的材料在不被破坏的条件下,通过设备的紧缩、打包,让本来散乱、占空间大的材料变成统一规格的小体积、比重大且容易集装回收与运输的包块。
基于PLC的包装机控制系统设计
1.2.1 PLC
继电器控制是采用硬接线逻辑,利用继电器触点的串、并联及时间继电器的延迟动作来组成控制逻辑,其缺点是一个系统一旦确定就很难轻易再改动。如果要在现场做一些更改和扩展更是难以实行。而PLC是利用其内部的存储器以数据形式将控制逻辑存储起来的,所以只要改变PLC内存储器的内容,也就可以实现更改控制逻辑的目的。对于PLC来讲,只要用PLC配备的编程器在现场就可以完成更改。至于PLC对外部的联系,只有1/0点,只要输入输出对象不变,就无须对硬接线作任何改动。
In this article the packagingmachine controlssystem as an example. At first it introduces the characteristics, SIMATIC S7-200 programming methods and programming method, program design and programming methods including empirical design method, sequential control design method and STL (Step Ladder Instruction) step ladder instruction, and then a detailed and specific analysis and introduces the composition, electrical characteristics and program control system of packaging machine. At last we introduce the application of personal computer to a programmable controller input program. The software used is SiemensCompanySTEP 7 Micro/WIN32 SP6.
一片式纸箱自动包装机
一片式纸箱自动包装机整个设备的工作步骤如下:1、纸箱上料机构将一片式纸箱放到输送料道上,并折出大概的形状;2、同时,产品上料后,由装箱机构搬运一堆产品到纸箱里;3、纸箱和产品一起前进,经过中间的折侧耳、折上盖机构后,到达封箱机构;4、由封箱机构将纸箱封好后,输送出整个设备。
接下来,就开始分析设备构造和原理了,还是按照工序来说:一、包装产品上料机构;二、纸箱上料机构;三、产品装箱机构;四、封箱机构。
包装产品上料机构既然是包装产品上料,那就先来看一下是什么产品:上图就是包装产品的其中两个规格,具体这是个什么东西,我也不知道,不过这不重要,我们只需要知道它形状是圆柱的就可以啦。
还是先来说一下工作顺序:→ 产品竖直的放在皮带线上,通过分隔板进入产品搬运治具(治具里也有分隔板);→ 然后由产品搬运治具将产品推到纸箱里。
动作比较简单,基本一看就明白,下面再来分析机构:一、关于皮带线这个就没啥好说的了,在之前的输送线文章中有过详细介绍,感兴趣的戳这个链接可以去看看二、挡板和可调节挡板挡板和可调节挡板的作用都是为了挡住输送线上的产品,其中挡板是固定的,而可调节挡板,听这名字也知道它是可以调节的,可是它为什么要调节呢?这是因为不同产品排列的行数不同,比如下面这样:当更换产品时,由于行数的不同,产品在输送线上的宽度也就不同,这时就需要调节挡板。
接下来再来分析它是怎么调节的。
可以看到,调节机构位于皮带线的下方,两侧各有一个;另外,可调节挡板其实只需要使用两种宽度就可以了,所以这里的调节机构动力源使用的是气缸,调节原理如下:当需要更换产品时,气缸缩回 → 带动固定型材、连接块沿着滚轮滑轨运动 → 从而使可调节挡板向内运动,达到调节的效果。
三、分隔板1、先来说一下分隔板分隔板的作用就是将产品分列排整齐输送到搬运治具里,毕竟不可能一乱堆塞进箱子里,对吧?首先要知道的是:每种固定板上的分隔板都不同(其实也就两种),然后这些分隔板对应着不同直径的产品。
机械毕业设计(论文)-开箱机的设计与原理【全套图纸SW三维】

天津滨海职业学院全日制高等职业教育毕业实践环节毕业设计(典型性项目)说明书开箱机的设计与原理全套图纸,加153893706作者:院系:天津滨海职业学院机电系专业:机电一体化年级:2011级学号:***********指导教师:时间:2014年3月主要内容简介顾名思义(原理)开箱机也叫纸箱板打开,箱子底部按一定程序折合,开箱机的动作是集取箱、成型、折盖、封底为一体。
首先将扁平的纸箱放在储料槽上(可储存10 0个纸箱),通过吸盘将纸箱从料槽中吸出,在吸取拉出的同时将纸箱成型,再折前后及左右盖,最后完成胶带封底。
整个动作为自动完成,采用P.L.C + 触摸显示屏控制。
设有缺料提前报警,无料自动停机的安全装置。
大大方便操作、管理、减少生产人员和劳动强度,是自动化规模生产必不可少的设备。
自动开箱机自动完成开箱、成形、下底折叶折曲.并现时完成下部分胶带粘贴,本机将叠成纸板的箱板自动打开,箱子底部按一定程序折合,并用胶带密封后输送给装箱机的专用设备。
关键字:集取箱、成型、折盖、封底为一体,开箱机,气缸,功率,气压,PLC,电机等。
目录第一章开箱机的前景 (5)第一节国内外相关技术的现状和发展趋势 (5)第二节来源及设计目的 (5)第三节开箱机的分类及特征 (6)一﹑分类 (6)二﹑开箱机特征 (6)第二章开箱机的设计原理及要求 (6)第一节设计原理 (6)一﹑合理优化的强大功能 (6)第二节设计条件 (7)第三节基本要求 (8)一﹑设备说明 (8)二﹑电控部分说明: (9)第三章开箱机的设计 (9)第一节开箱机的结构组成 (9)第二节开箱机总成设计 (9)第四章开箱机的技术参数及其他 (13)第一节开箱机技术参数 (13)第二节开箱机的技术特点 (14)一﹑技术特点 (14)二﹑开箱机的机械性能 (14)第三节性能及特点 (14)第五章标准件的选择 (15)一﹑电器件的选择 (15)二﹑气缸的选择 (15)三﹑电机的选择 (16)第七章开箱机的注意事项及使用说明 (17)一﹑开箱机的注意事项 (17)二﹑使用说明 (17)第八章开箱机一般需要检修的地方及如何维护 (18)一、一般性故障及排除方法: (18)二、开箱机贴带器异常排除说明: (18)三、 (19)第九章开箱机的设计总图机控制面板 (20)一.开箱机的零件图 (20)二﹑开箱机总图 (30)三﹑控制面板 (32)附件: (34)参考文献: (34)第一章开箱机的前景第一节国内外相关技术的现状和发展趋势我国的包装工业起步于上个世纪的70年代末80年代初,进口了大量包装材料和包装机械,这对加快我国包装工业的发展起了十分重要的作用。
(面包)食品加工厂车间平面图
面包)食品加工厂车间平面图背景介绍为了更好地组织和规划(面包)食品加工厂的生产过程,特编制了该车间平面图。
该平面图旨在提供一个清晰的视觉指导,帮助员工了解车间的布局、设备摆放和生产流程,从而提高工作效率和运营质量。
车间布局1.原料储存区:位于车间的一角,用于存放新鲜面粉、酵母、糖等所需原料。
该区域设有标识和合适的容器,以确保原料储存的有序性和防止交叉污染。
1.原料储存区:位于车间的一角,用于存放新鲜面粉、酵母、糖等所需原料。
该区域设有标识和合适的容器,以确保原料储存的有序性和防止交叉污染。
1.原料储存区:位于车间的一角,用于存放新鲜面粉、酵母、糖等所需原料。
该区域设有标识和合适的容器,以确保原料储存的有序性和防止交叉污染。
2.面团制备区:该区域紧邻原料储存区,专门用于制备面团。
设备包括大型搅拌机和发酵箱等。
搅拌机用于混合原料,发酵箱用于控制面团酵母发酵的温度和湿度。
2.面团制备区:该区域紧邻原料储存区,专门用于制备面团。
设备包括大型搅拌机和发酵箱等。
搅拌机用于混合原料,发酵箱用于控制面团酵母发酵的温度和湿度。
2.面团制备区:该区域紧邻原料储存区,专门用于制备面团。
设备包括大型搅拌机和发酵箱等。
搅拌机用于混合原料,发酵箱用于控制面团酵母发酵的温度和湿度。
3.面包成型区:面团制备区之后是面包成型区。
在该区域,面团按照所需形状(例如圆形、长形等)进行成型。
成型过程需要专业的面包师傅技术,并依赖成型机等设备。
3.面包成型区:面团制备区之后是面包成型区。
在该区域,面团按照所需形状(例如圆形、长形等)进行成型。
成型过程需要专业的面包师傅技术,并依赖成型机等设备。
3.面包成型区:面团制备区之后是面包成型区。
在该区域,面团按照所需形状(例如圆形、长形等)进行成型。
成型过程需要专业的面包师傅技术,并依赖成型机等设备。
4.烘烤区:成型完成后的面包将进入烘烤区。
该区设置一系列的烤箱,采用适当的温度和时间参数对面包进行烘烤,使其具备美味的口感和外观。
包装机械设备介绍

计量充填机械
固定式量杯充填机的定量装 置
1—料斗;2—外罩;3—量 杯;4—活门底盖;5—闭合 圆销;6—开启圆销;7—圆 盘;8—转盘主轴;9—壳体; 10—刮板;11—下料闸门
计量充填机械
计量泵式充填机 1—进料斗;2—转鼓机 壳;3—转鼓;4—排料 口
计量充填机械
二、称重式充填机
1996)中的定义为:“完成全部或部分包装过 程的机器”。
包装机械设备
用于完成包装过程的包装机械分为11类:
充填机械、灌装机械、封口机械、裹包机械、多 功能包装机械、标签机械、清洗机械、干燥机械、 杀菌机械、捆扎机械和集装机械、辅助包装机械 和设备等。
包装机械设备
❖ 用于加工包装材料和容器的机械分为7类:
液体灌装设备
2. 按灌装阀的排列型式分类
直线式灌装机、回转式灌装机。
3. 按包装容器分类
玻璃瓶灌装机、聚酯瓶灌装机、金属二片易拉罐灌装机、复合纸 包装灌装机。
4. 按包装容器的封口形式分类
皇冠盖压封灌装机、塑料盖压封灌装机、铝质扭断盖压纹封口灌 装机、易拉罐二重卷边封口灌装机、三(四)旋盖旋封灌装机、 锡箔热封灌装机、压塞-塑料盖拧封灌装机、锡箔热封-塑料盖 拧封灌装机等。
封口机械
封口机械
封瓶机——主要用于玻璃瓶、塑料瓶等的封盖。
❖ 机器通过压力将王冠盖压封在瓶口上,或是通过滚纹封 轮将铝质扭断盖
❖ 滚封在瓶口上, ❖ 或是通过旋盖夹 ❖ 头将带有螺纹的 ❖ 盖旋合在瓶口上。
封口机械
封罐机——主要用于马口铁三片罐、二片铝罐及 玻璃罐的封口。
机器通过滚轮将罐盖与罐体的结合部相互卷曲勾 合以封闭金属罐。带有螺口的玻璃罐可采用螺旋 式封瓶机将盖封压在瓶口上,达到密封效果。
《包装机械》封口机械

玻璃瓶、盖 分瓶螺旋 星形拨盘
封口机头 托罐压盖 封口滚轮
真空封口 星形拨盘 送罐
图4-28所示为机头工作凸轮弹性臂组成示意图。
图4-29所示为机头滚压封口机构原理图。
34
图4-26 滚压封口形式
a-滚纹封口 b-滚边封口
35
图4-27 自动封口机机头组成示意图
1-凸轮套 2-压轮 3-复位弹簧 4-杠杆轴 5-螺母 6-轴垫 7-弹性臂
第四章 封口机械
本章学习重点: 1. 热压封口机的热封合的方法; 2. 各类封口机械主要结构及工作原理。
1
第四章 封口机械
§4~1 概 述
在包装容器内盛装产品后,对容器进行封口的 机械,称为封口机械。
包装机械设计

PPT文档演模板
包装机械设计
PPT文档演模板
包装机械设计
2.可调式量杯充填机 如图3.2所示。量杯是由上、下两部分组成的。通过 调节机构组, 可以改变上下量杯的相对位置,藉以
实现容积的微调。微调时,可以手动,也可以自动。 自动调整的信号可以根据最终产品的重量或物料视 比重的检测获得,其精确度一般可达2~3%左右。
PPT文档演模板
包装机械设计
当柱塞4向下移动时,活门5在弹簧的作用下关闭 环隙(这时柱塞上部的物料对活门5的压力显然减 少了许多),柱塞5下部的物料被柱塞压出并充填 到容器中去。
PPT文档演模板
包装机械设计
图3.6 柱塞式充填计量装置示意图
1料斗 2-料门 3-出料斗 4-柱塞 5-缸体 6-活塞杆
称重式充填,是指事先称出产品的重量,然后再充填
人包装容器内,这种充填机构叫做净重式充填机。如图 3.11所示。 如果充填过程中称量产品是连同包装容器 一起进行的,则此种充填机叫做毛重式充填机,如图 3.12 所示。毛重式充填机多用于易结块或粘滞性强的 产品的包装,如红糖包装等,但不适合容器重量较大或 重量变化较大的包装。
具有若干匀布凹槽的履带带动物料依次通过传感 器进行计数。
PPT文档演模板
包装机械设计
PPT文档演模板
二.定容法 定容法广泛用于密度稳定的粉状、颗粒状、膏状物
料的计量。常见的有以下几种方法。 1.量杯式
利用量杯的容积进行计量。 2.螺杆式
利用螺杆的螺旋槽在单位转速中的总旋容积进行计 量。
三.称重法 主要应用于受潮易结块,颗粒大小不均匀,密度的变 化幅度较大的物料的计量。 1.间歇式称重
毕业设计(论文)-水果套袋机的设计(全套图纸)
摘要
从二十世纪九十年代开始,水果套袋技术在我国逐渐普及,实践证明水果套 袋技术能有效提高水果生产质量。随着越来越多的地区应用水果套袋技术,套袋 劳动量和劳动强度也随之大幅上升,套袋机械已成为果园机械研究的热点和重点 之一。我国水果套袋机械的研究虽然还处于新兴起步阶段,但机械化套袋作业逐 步取代现在的手工作业方式是发展的必然。论文所开展的水果套袋机械关键技术 的研究,将有助于研制出新型水果套袋机械,
2.4 齿轮 11、12、13、、14 的设计校核 ........................... 22 2.4.1 设计内容 ................................................ 22
2.4.2 按齿根弯曲强度校核 ................................... 22 2.4.3 齿轮 11-14 各参数列表 .................................. 23
2.5 齿轮 15、16 的设计校核 ..................................... 24 2.5.1 已知条件 ............................................. 24 2.5.3 按齿根弯曲强度校核 ................................... 26 2.5.4 几何尺寸的计算 ....................................... 28
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
适用范围: 膨化食品、薯片、豆类、凉果、花生、小饼干、化 工及散颗粒等的包装 单袋用膜 BF418型: 最宽 400mm,最长 290mm BF518型: 最宽 500mm,最长280mm 尺寸 2880×820×1780mm 特点 该机采用先进的电子控制系统。当前速度能数码显 示,不受传统传动约束,对工厂电力有益。智能 PID温控+无触点输出+进口丝加热片,控温更好! 新式强力制袋机构,抓膜、色标捕捉更稳更有力!
主要参数 包装速度:30-90包/分钟 填充容量:5-50ml 包装用膜:外径最大300mm 单袋用膜:小型机最宽248mm,最长160mm以下 动态功率:0.9KW-1.4KW/H 使用电源:单相220V/50HZ,±10% 下料形式 1、单双盘可调量杯式——粉末、颗粒 卧式液体冲程泵——洗发水
自动背封膨化包装机(第五代加大)
• 适用范围
膨化食品、薯片、豆类、凉果、花生、小饼 干、化工及散颗粒等的包装
单袋用膜 BF418型: 最宽 400mm,最长 290mm BF518型: 最宽 500mm,最长280mm 尺寸
2880×820×1780mm
特点 该机采用先进的电子控制系统。当前速度能 数码显示,不受传统传动约束,对工厂电力 有益。智能PID温控+无触点输出+进口丝加 热片,控温更好!新式强力制袋机构,抓膜、 色标捕捉更稳更有力!
新一代双变频高速枕式包装机
• 适用范围
糖果、饼干、米通、雪饼、 蛋黄派、巧克力、沙琪玛、 面包、方便面、月饼、药 品、日用品、工业零件、 纸盒或托盘等各类有规则 物体的包装
双变频BK-280F高速枕式包装机
• 适用范围 糖果、饼干、米通、雪饼、蛋黄派、巧克力、沙 琪玛、面包、方便面、月饼、药品、日用品、工 业零件、纸盒或托盘等各类有规则物体的包装\ 特点 1、双变频器控制,袋长即设即切,无需调节空 走,省时省膜。 2、进口工业触摸显示屏,大屏幕的人机界面, 参数设定方便快捷,无需翻屏一目了然。配合先 进智能模糊控制系统,图案跟踪更简单。 3、完善的故障自诊断功能,故障显示清楚明了。 4、各封口温度独立PID控制,更能适合各种包装 材质,封口完美牢固。 5、定位停机功能,不粘刀,不浪费包膜。 6、双变频传动系统简单,工作稳定可靠,维护 保养更方便。 主要参数
计量范围:6-150ml
包装速度:35-70袋/分钟 总功率:2.5 KW/220V
重量:420 Kg 尺寸:960×820×1680mm
自动立式三边封包装机
• 适用范围 各种食品、化工、医药中的冲剂可湿性、调节剂、 膏状液体的粉末、颗粒包装
特点 该机采用国际先进的电子控制系统。液晶屏幕显 示当前进度。起动平稳不降压,省电,更对工厂 电力是一种保护。原装进口色标捕捉系统,多色 可调,开机至多壹包即能准确分切。高精度自动 控温系统,能保证温差±1.5℃,确保生产顺利, 减少损耗。该机应用广泛,产品调节范围大,维 护调整简单方便快速。
双变频BK-350F高速枕式包装机
• 适用范围 饼干、米通、雪饼、蛋黄派、巧克力、沙琪玛、 面包、方便面、月饼、药品、日用品、工业零件、 纸盒或托盘等各类有规则物体的包装 特点 1、双变频器控制,袋长即设即切,无需调节空 走,省时省膜。 2、进口工业触摸显示屏,大屏幕的人机界面, 参数设定方便快捷,无需翻屏,一目了然。配合 先进智能模糊控制系统,图案跟踪更简单。 3、完善的故障自诊断功能,故障显示清楚明了。 4、各封口温度独立PID控制,更能适合各种包装 材质,封口完美牢固。 5、定位停机功能,不粘刀,不浪费包膜。 6、双变频传动系统简单,工作稳定可靠,维护 保养更方便。 主要参数 制成袋尺寸:长110-280(130-350) mm ,宽30150 mm,高5-50 mm 纵封和横封封口强度:>15牛顿/毫米 包装速度:25-180袋/分钟 总功率:4.5 KW 重量:900 Kg 尺寸:4220×960×1680mm 电机功率:1.5 KW 加热功率:3 KW 最大膜宽:350 mm
全自动立式背封包装机
• • 适用范围 小颗粒、平扁状物品,如膨化食品、豆类、味精、凉 果、糖果、圆饼干、化工类洗衣粉、医药等
•
特点 该机采用国际先进的电子控制系统。液晶屏幕显示当 前进度。起动平稳不降压,省电,更对工厂电力是一 种保护。原装进口色标捕捉系统,多色可调,开机至 多壹包即能准确分切。高精度自动控温系统,能保证 温差±1.5℃,确保生产顺利,减少损耗。该机应用 广泛,产品调节范围大,维护调整简单方便 适用范围 奶粉、豆奶粉、芝麻糊、调味品、果 珍等各种粉末
特点 该机采用先进的电子控制系统。当前 速度能数码显示,不受传统传动约束, 对工厂电力有益。智能PID温控+无 触点输出+进口丝加热片,控温更好! 可配色标系统,色标捕捉一包到位!
TJS-250型三角包装机
• 适用范围 小颗粒、平扁状物品,如膨化食品、豆类、味精、 凉果、糖果、圆饼干、化工类洗衣粉、医药等 特点 该机采用先进的电子控制系统。当前速度能数码显 示,不受传统传动约束,对工厂电力有益。智能PID 温控+无触点输出+进口丝加热片,控温更好!可配 色标系统,色标捕捉一包到位! 主要参数 制成袋尺寸:长40-150mm,宽30-100mm
•
制成袋尺寸:长60-150(80-220)mm,宽30130mm,高5-50mm 纵封和横封封口强度:>15牛顿/毫米 包装速度:25-180袋/分钟 总功率:3.5 KW 重量:800 Kg 尺寸:4000长×900宽×1500高mm 电机功率:1.1 KW 加热功率:1.5 KW 最大膜宽:280 mm
主要参数 包装速度:20-100包/分钟 填充容量:5-500ml 包装用膜:外径最大300mm 单袋用膜:A型机最宽318mm,最长210mm以下 B型机最宽418mm,最长280mm以下 动态功率:1KW-1.5KW/h 使用电源:单相220V/50HZ,±10% 下料形式 1、单双盘可调量杯式——粉末、颗粒 2、链条翻斗式 ——单或多个凉果