五金塑料制品厂产品防护作业程序
五金塑料制品厂产品防护作业程序

审核:
批准:
货仓部主管
职位:
部门经理
职位:
管理者代表
FORM ID: AM-1 REV.00
东莞 XX 五金塑料制品厂
文件名称: 文件编号:
产品防护程序
7 附件 7.1 《送货单》 7.2 《检验及测试报告》 7.3 《存货记录》 7.4 《存货记录咭》 7.5 《制造流程咭》
修订版别: 生效日期: 页 数:
参考数据 6.1 《供货商来料收货指引》 6.2 6.3 6.4 6.5 6.6 6.7 《物料申领发放指引》 《产品出货指引》 《标识和可追溯性控制程序》 《资源管理程序》 《不合格品控制程序》 《质量记录控制程序》 WA-3-1 AM-3-2 AM-3-3 AM-2-13 AM-2-4 AM-2-22 AM-2-2
5.3.1 加工部负责编制有关产品包装操作指引文件,使产品包装规范,有据可依。 5.3.2 加工部包装组按照规定要求包装产品,确保数量正确及包装质量。 5.4 货仓部在交付过程中应采取措施,防止少数、损坏现象,具体见《产品出货指 引》(AM-3-3) 。 5.5 6 本程序所涉及的记录控制按《质量记录控制程序》(AM-2-2)执行。
编制: 职位: 审核: 批准:
货仓部主管
职位:
部门经理
职位:
管理者代表
FORM ID: AM-1 REV.00
东莞 XX 五金塑料制品厂
文件名称: 文件编号:
产品防护程序
修订版别: 生效日期: 页 数:
AM-2-15 00 2003 年 10 月 08 日 第 2 页;共 9 页
5.1.3 货仓部负责将物料及产品的出入库情况登记于《存货记录》 (FORM ID: WA-4 REV.00),建立物料台帐,并使用《存货记录咭》(FORM ID: WA-5 REV.00) 、 《制造流程咭》(FORM ID: AM-37 REV.00)等对物料及产品进 行标识, 具体见 《标识和可追溯性控制程序》 (AM-2-13)。 货仓部应确保帐、 物、卡一致。 5.1.4 货仓部在储存物料及产品时应充分考虑到其特性和质量要求,采取必要的 防护措施,例如:限量、限高、区域存放等,防止过高、过量存放而导致 物料及产品受损。单件单箱物料或产品储量一般不超过 30 公斤,堆放高 度一般不超出承载面 3 米。 5.1.5 货仓部在搬运物料及产品过程中应使用适当的搬运工具,并操作得当,确 保在搬运过程中物料及产品质量得到良好保护。 对于铲车司机等作业人员, 应经过相应培训并获得有效资格证明方可上岗操作,具体见《资源管理程 序》(AM-2-4)。 5.1.6 货仓部应采取相应措施确保仓库有一个适宜的环境,通风良好,温度、湿 度适当。并认真做好防雨、防水、防潮、防锈、防变质、防霉、防尘、防 火、防盗、防鼠、防虫、防台风等工作。 5.1.7 货仓部须定期检查仓库环境及储存物料和产品状况,发现不符合情况及时 处理,对于储存中出现的不合格品,例如:氧化、过期的物料及产品等按 照《不合格品控制程序》(AM-2-22)执行。 5.2 生产过程中的防护
产品防护控制程序

产品防护控制程序1.目的确保产品在内部处理和交付到预定的交货地点期间,得到有效的保护,使其不受损坏或变质并与顾客要求相一致。
2.适用范围本规定适用于产品在本公司内部处理和交付到预定的交货地点期间的产品标识、搬运、包装、贮存和保护的控制。
3.职责3.1生产部、交付部负责产品的标识、搬运、包装、贮存和保护的实施。
3.2品保部负责食品安全防护工作有效性的监督检查。
4.程序4.1产品的标识从原料进公司至成品交付完成,本公司相关部门/人员应做好相应的标识,并保护产品标识,具体参见《产品标识和可追溯性控制程序》。
4.2产品生产过程及搬运过程中的防护4.2.1生产过程中的防护参照《危害控制计划》中CCP、OPRP的控制要求、工艺标准要求和特殊过程作业指导书。
4.2.2根据产品的特性和技术要求,确定、选择并采用适当的搬运工具和方法。
4.2.3 搬运过程中应小心轻放,防止磕碰。
4.2.4用推车或拉车运输产品时,其载运方式和堆垛高度要符合产品技术条件的要求,不得超高、超载。
4.2.5在搬运过程中,要做好食品安全防护工作,注意产品标识和检验状态标识不受损坏,参见《产品标识和可追溯性控制程序》。
4.3产品贮存过程中的防护4.3.1产品在内部处理和交付到预定的交货地点期间,应贮存于指定区域或库房内。
4.3.2产品出入库应办理必要的手续,管理人员应不定期及时检查库存品的贮存及质量状况,及时发现不合格情况,便于采取相应措施。
4.3.3必要时应制定相应的仓库管理办法并执行。
4.3.4贮存于车间生产现场的产品应定置摆放,做好标识及相应的防护措施。
4.3.5贮存区域应保持清洁、有序,保证适宜的环境条件,必要时应采取防水、防火、防潮、防污染等相应措施。
4.3.6对于有保存期限的产品贮存时须保证有利于存取,且以先进先出为原则。
4.3.7贮存产品应保证帐、物相符,编制相应的报表,及时反馈至相关部门以利于有关工作的操作。
4.4产品包装的防护4.4.1产品的包装根据产品特点、运输条件、搬运工具、方法、贮存条件及顾客的要求等因素确定,必要时,由品保部制定相应的产品包装标准。
产品防护作业程序
產品防護程序
文件編號:AM-2-15
修訂版別:00
生效日期:2003年10月08日
頁數:第8頁;共9頁
附件7 .4
東莞0769五金塑膠制品廠
存貨記錄咭編號:_________________
物料編號:
單位:
安全存量:
每個重量:
名稱規格:
每戴具數量:
存放位置:
頁碼:
序
號
日期
單號
數量
摘要
序
日期
5.2生産過程中的防護
5.2.1生產部門在物料、半成品、成品的儲存過程中應採取適當措施,例如:限量、限高、區域存放等。確保其不混淆或受損壞。
編制:
審核:
批准:
職位:貨倉部主管
職位:部門經理
職位:管理者代表
FORM ID:AM-1REV.00
東莞0769五金塑膠製品廠
文件名稱:
産品防護程序
文件編號:AM-2-15
送貨公司 送貨公司鎂達廠
編制:
審核:
批准:
職位:貨倉部主管
職位:部門經理
職位:管理者代表
FORM ID:AM-1 REV.00
東莞0769五金塑膠製品廠
文件名稱:
產品防護程序
文件編號:AM-2-15
修訂版別:0
生效日期:2003年10月08日
頁數:第6頁;共9頁
附件7 .2
東莞0769五金塑膠製品廠
東莞0769五金塑膠製品廠
文件名稱:
產品防護程序
文件編號:AM-2-15
修訂版別:00
生效日期:2003年10月08日
頁數:第5頁;共9頁
附件7 .1
________________有限公司
产品防护管理程序
序号 更改日期
更改人
更改单号
简述更改内容
备注
编制/日期
审核/日期
批准/日期
外包装质量、批号、标识、发货文
件、箱标签等。
10.1检查货物箱体清洁、完好并适合运
输。
10.2.按合同要求保质、保量按期交付。
10.3各仓库收发货人员或在交付给客
户时,应负责确认产品的保护状
态;
10.4如需物流公司运输,按照《供应商
管理程序》执行。
某某有限公司
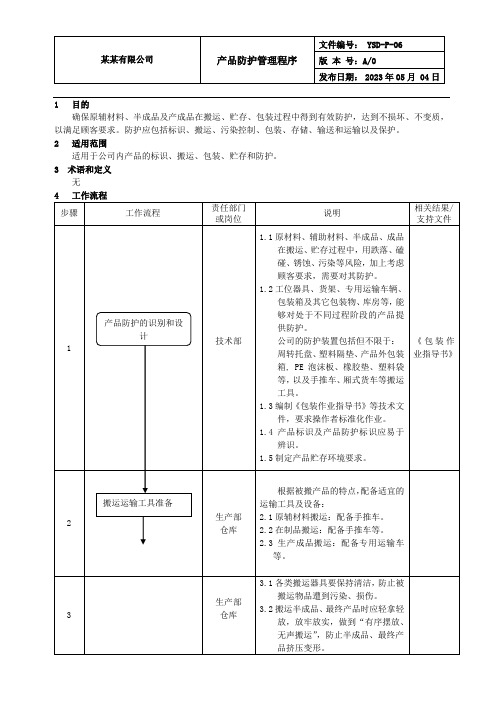
步骤 11
工作流程 交付
产品防护管理程序
辨识。
1.5 制定产品贮存环境要求。
搬运运输工具准备 2
3
生产部 仓库
根据被搬产品的特点,配备适宜的 运输工具及设备: 2.1 原辅材料搬运:配备手推车。 2.2 在制品搬运:配备手推车等。 2.3 生产成品搬运:配备专用运输车
等。
生产部 仓库
3.1 各类搬运器具要保持清洁,防止被 搬运物品遭到污染、损伤。
库管员 发货员
生产部
7.1成品经检验合格后由保管员开《入
库单》通知库房入库。成品库房接
收后,做好成品台帐登记;必须按 《入库单》
品种、批号分开,放置在指定货位
或区域。
8.1库存贮存按贮存环境要求执行。
8.2库存堆放要求:产品应放入指定区
域摆放;所有货物的堆放高度按技 《库存产
术要求执行。
品贮存环
8.3防尘、防水和防腐要求:库房应定 境 及 期 限
某某有限公司
产品防护管理程序
文件编号: YSD-P-06 版 本 号:A/0 发布日期: 2023 年 05 月 04 日
1 目的
确保原辅材料、半成品及产成品在搬运、贮存、包装过程中得到有效防护,达到不损坏、不变质,
产品防护工作程序(全)
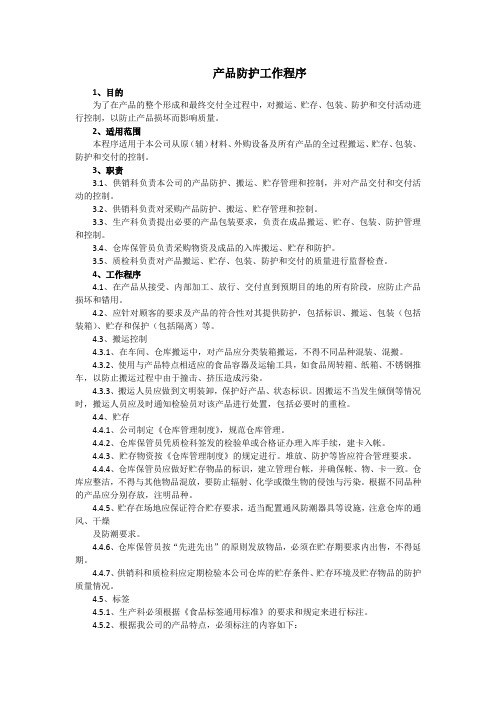
产品防护工作程序1、目的为了在产品的整个形成和最终交付全过程中,对搬运、贮存、包装、防护和交付活动进行控制,以防止产品损坏而影响质量。
2、适用范围本程序适用于本公司从原(辅)材料、外购设备及所有产品的全过程搬运、贮存、包装、防护和交付的控制。
3、职责3.1、供销科负责本公司的产品防护、搬运、贮存管理和控制,并对产品交付和交付活动的控制。
3.2、供销科负责对采购产品防护、搬运、贮存管理和控制。
3.3、生产科负责提出必要的产品包装要求,负责在成品搬运、贮存、包装、防护管理和控制。
3.4、仓库保管员负责采购物资及成品的入库搬运、贮存和防护。
3.5、质检科负责对产品搬运、贮存、包装、防护和交付的质量进行监督检查。
4、工作程序4.1、在产品从接受、内部加工、放行、交付直到预期目的地的所有阶段,应防止产品损坏和错用。
4.2、应针对顾客的要求及产品的符合性对其提供防护,包括标识、搬运、包装(包括装箱)、贮存和保护(包括隔离)等。
4.3、搬运控制4.3.1、在车间、仓库搬运中,对产品应分类装箱搬运,不得不同品种混装、混搬。
4.3.2、使用与产品特点相适应的食品容器及运输工具,如食品周转箱、纸箱、不锈钢推车,以防止搬运过程中由于撞击、挤压造成污染。
4.3.3、搬运人员应做到文明装卸,保护好产品、状态标识。
因搬运不当发生倾倒等情况时,搬运人员应及时通知检验员对该产品进行处置,包括必要时的重检。
4.4、贮存4.4.1、公司制定《仓库管理制度》,规范仓库管理。
4.4.2、仓库保管员凭质检科签发的检验单或合格证办理入库手续,建卡入帐。
4.4.3、贮存物资按《仓库管理制度》的规定进行。
堆放、防护等皆应符合管理要求。
4.4.4、仓库保管员应做好贮存物品的标识,建立管理台帐,并确保帐、物、卡一致。
仓库应整洁,不得与其他物品混放,要防止辐射、化学或微生物的侵蚀与污染。
根据不同品种的产品应分别存放,注明品种。
4.4.5、贮存在场地应保证符合贮存要求,适当配置通风防潮器具等设施,注意仓库的通风、干燥及防潮要求。
产品防护程序
对生产过程中及仓存成品进行检查﹐确保产品不发生生锈现象
及不提供给客户。
5.4.2 干燥仓的管理﹕
5.4.2.1 公司依产品品质要求按?资源管理程序?配置干燥
仓﹐适用於白片(不经退火可直接提供给客户)的贮存。
5.4.2.2 干燥仓由货仓部指定专人进行管理﹐於每日上午
8:00-9:00 时进行巡查并记录在?干燥仓巡查表?中。
3 职责 货仓部﹕对产品的出入仓进行搬运及产品储存过程中的标识 和防护。 生产部﹕对生产过程中的产品进行搬运﹐并对产品进行相应 的包装和防护。
4 定义 本程序所指产品包括原材料、半成品及成品。
5 作业内容
产品防护管理流程图见附件一。
产品的搬运﹕
5.2.1 搬运人员应按?人力资源开发管理程序?经过培训后
方可上岗﹐叉车﹑吊机操作员应取得资格确认。
5.2.2 搬运人员在搬运过程中应对产品的标识﹑包装进行
核对。
5.2.3 搬运人员应对不同花式的产品按?搬运作业指导书?
公司标志
规定的相应摆放方式摆放。
YOUHING
5.2.4
搬EL运ECT人RI员CAL应S依TE据EL&?C搬OR运ES作LT业D 指导书?规定文着件装编﹐号叉车﹑
生效日期
公司标志
YAUHING
YOUHING ELECTRICAL STEEL&CORES LTD
东莞大朗佑兴铁芯五金电器厂
产品防护程序
文件编号
文件版本号
页码 生效日期
第4页 共4页
附件一﹕产品防护管流程图
防护方法的选择
防护方法的使用 效果的检查 使用与改进
公司标志
YAUHING
YOUHING ELECTRICAL STEEL&CORES LTD
产品防护控制程序

产品防护控制程序1.目的为了保证工程所用原材料、半成品、工程设备的完好和使工程项目的质量不受损坏,应对标识、搬运、包装、贮存过程进行有效的防护和保护。
2.范围本程序适用于公司的采购产品、生产过程产品的标识、搬运、包装、贮存过程中的防护和保护,包括从采购产品入库到建筑成品交付的全过程。
3.职责3.1工程部是产品防护的归口管理部门,负责产品防护的监督管理。
3.2项目经理部是产品防护的相关工作部门,负责产品防护的具体实施工作。
4.工作程序4.1标识4.1.1项目经理部对采购产品作出标识;4.1.2项目经理部对生产过程中的产品(包括建筑成品)作出标识;4.1.3对以上标识予以防护,必要时应设置防护或警示标识。
4.2搬运4.2.1采购物资时,搬运采用适当的设备按规定要求进行,使物资不受损坏;4.2.2采购的物资在仓库的搬运必须清楚品种名称、数量、贮藏地点、堆放高度等;4.2.3采购物资在施工过程中的搬运应采用适宜的设备和合格的人员;4.2.4公司产品在搬运时必须清楚产品名称和型号(或产品编号)、数量、运输工具情况4.2.4.1搬运易燃、易爆物时应轻拿轻放,严禁野蛮搬运和明火,注意包装物上的标识完好;4.2.4.2搬运易潮物品时,应注意不要破坏包装物及产品标识,严禁雨天搬运,防止受潮;4.2.4.3搬运易损、易碎件时应按其物品要求进行搬运,严禁野蛮作业。
4.3产品包装。
本公司对半成品包装予以控制。
4.4贮存4.4.1采购物资应贮存在防潮、防火、洁净的库房内;4.4.2产品入库、验收、保管和发放应有相应的管理办法,标识清楚,贮存记录准确、完整、及时;4.4.3贮存管理人员定期检查库房,掌握原材料和产品的动态,并做好记录,防止原材料和产品受到损坏。
4.4.4库管员应将易燃易爆物品单独隔离存放,库房应采用防爆灯并严禁明火,在分类摆放后做好产品、安全标识和状态标识。
4.4.5对易潮物品应作好防潮和防雨工作,分类摆放做好产品标识和状态标识。
产品防护控制程序

产品防护控制程序1目的为防止原材料和产品在贮存和保存时发生的损坏、变质或丢失,保证符合公司和/或客户要求,为明确搬运方法和防护措施,防止物品损坏或变质制定本程序。
2范围本程序适用于产品的内、外包装和防护。
原材料、产品、备品备件的贮存和保存管理。
原材料、产品的搬运作业。
3职责3.1生产部负责确定产品的包装要求,并通知包装组。
3.2生产部负责对产品包装、防护等作业进行控制。
3.3仓库仓管员负责按所分管的原材料/半成品/成品的贮存管理。
3.4生产部/生产车间负责已领用的材料的保存和管理。
3.5生产部/生产车间对流转在生产现场的原材料、半成品、成品的安全搬运负责。
3.6生产部对进出仓的原材料、半成品、成品安全搬运负责。
4程序4.1仓库贮存产品的防护4.1.1公司应提供与生产规模相适应的原材料、产品和备品备件及其他生产性物资的贮存场地和仓库。
4.1.2贮存场地、仓库应有较好的贮存条件,应有防潮、防湿、防雨、防漏、防火、防盗等防范措施。
4.1.3应指定专人负责管理贮存场地,仓库并确保其贮存环境,防止保管材料及产品的丢失、损坏、变质、污染。
4.1.4贮存场仓库应有足够的空间和容量,严禁产成品露天存放。
对于需放置在仓库贮存场地外面地方应有相应的防范措施。
4.1.5应按物品的用途种类、特性及取用方便进行分类堆放,严禁随意堆压和摆放,堆放的高度、位置应符合公司的有关规定。
4.1.6应对所有产品进行标识,确保物料标识清晰和防止误用,详见《标识和可追溯性》程序。
4.1.7仓库贮存场地、通道应确保畅通,通道应能便于搬运和存取。
4.1.8产品进出仓,应注意物品的搬运安全,应按规定进行搬运。
4.1.9对于危险物品,应与其他物品进行隔离并存放在符合规定的专用仓库/区域,危险品专用场地/仓库应予以警戒标记,并配置相应的防护措施。
4.2采购原材料贮存4.2.1采购部门应及时将原材料的发运信息通知材料仓库。
对于大批量原材料进仓,至少应提前一天通知仓库。
产品防护工作流程(生产)

ห้องสมุดไป่ตู้
采用表单
产品防护 要求
《产品包装 工艺规程》
产品防护前准备
产实施防护(标识、搬运、贮存、包 装、保护)
1. 标识,按【标识和可追溯性工作流程】执行。 2. 搬运 1)搬运人员要经过培训,使其熟悉作业要求。必要时搬运单位 应编制搬运规程; 2)搬运时应采用适宜的搬运方法,做到轻拿轻放,防止野蛮装 卸,以保证搬运的安全和产品受损; 3)为确保搬运,应制定产品搬运的安全措施。 4)在搬运过程中,操作工必须按【领料单】 、 【入库单】等相关 凭证搬运产品,搬运前操作工应对产品标识和检验试验状态标识 进行确认,防止出现错搬、漏搬、不经检验或检验不合格的产品 流入下道工序的现象,搬运的产品应经责任人签字认可; 5)有堆放标识的产品,应按标识搬运和堆放,相近产品同时搬 运时,必须按标识隔离,防止出现混装、混放、混卸。 3. 包装 1)包装车间根据相关技术文件对产品实施包装作业;并对包装 质量负责;对不符合规定的包装产品,供销部应予以拒收,不得 组织发货。 2)如果顾客有特殊包装标准要求时,包装车间要按照顾客的包 装标准进行包装和标识,以确保满足顾客要求; 3)产品的包装要根据运输的方式、路程、时间、气候等情况, 以及顾客的特殊要求,采取相应的保护措施,防止在运输过程中 产品受到损坏和锈蚀,确保产品完好到达交付目的地; 4)包装中发现的不合格品,按【不合格品工作流程】执行; 4. 贮存 1)贮存应有适宜的贮存场地或库房,贮存场地或库房要根据产 品的特性提供相应的清洁、通风、防雨、干燥,具有消防、安全 设施等适宜的环境条件; 2)库房应有仓库管理制度;贮存产品应做到帐目齐全、清楚, 帐、卡、物相符;验收入库、发放出库都要按照【仓库管理制度】 执行; 3)产品的贮存应根据需要选择适宜的贮存方法,按照定置要求 分库分区管理,不同规格(图号) 、不同批次、不同检验状态的 产品分别堆放; 贮存摆放的高度、 距离要符合安全和防损坏要求; 码放稳固整齐,场地清洁,做到存取方便,先进先出; 4)要严格按照产品的不同使用特性,对超储存周期的产品进行 处置; 5)贮存中发现的不合格品,按【不合格品工作流程】执行。 5. 保护 1)车间在产品的搬运、贮存、包装过程中均要采取适宜的保护 措施,以确保产品的外观、功能等不被损害; 2)合同对保护有特殊要求时,应按合同要求进行保护; 3)保护的要求包括产品的组成部分。 6. 对于化学品、有毒品、易燃易爆品搬运、贮存、包装、保护、 标识按国家的有关规定执行; 生产部负责对产品整个防护过程进行监督检查和考核。 1. 各车间、 班组要定期检查贮存条件和贮存产品状态, 以便能及 时发现产品短缺、损坏、超期使用或变质(含包装箱)等情况. 2. 对更改图纸、损坏、超出使用期限等原因不再使用的产品,应 报相关部门组织处理。不合格品按【不合格品控制程序】执行。 【入库单】 【领料单】 【发货清单】
产品防护作业程序
文件類別 作業程序書
產品防護作業程序
文件編號 SM275-4
版本版次 頁 次 A1 3/4
5.2.12 對庫存物品(危毒品除外)庫存期超過一年者,倉庫管理員應以聯絡單形 式通知品管重新確認,以確保產品在貯存期間品質异常狀況可以掌握. 5.3 包裝 5.3.1 經品管確認品質OK的半成品,包裝人員,依"包裝作業指導書"作業, 并核對包裝產品客戶,料號,訂單號,數量等與包裝要求完全相符后, 再封箱作業. 5.3.2 包裝時,不可有包裝物品破損或物品外露的現象,以確保包裝物品質,量 的完整性. 5.3.3 合約中客戶對包裝有特別要求的,依雙方同意的包裝方式作業. 5.3.4 供應商來料包裝不完整或有散落情形,倉庫應將其堆放整齊并做好標識. 5.4 交付 5.4.1 業務開立[出貨通知單], 提前知會倉管品管, 倉管人員依單理貨(核對 客戶,料號,訂單號,清點出貨準確數量等)并開立[送貨單](附件八),經 品管確認品質合格后,業務確認,廠長核準.方可執行出貨作業, 5.4.2 倉庫依客戶指定之送貨地點,交期,數量送交客戶簽收;并及時銷帳; 5.4.3 交貨過程中,有客戶退貨,依[不合格品管制作業程序]處理; 5.4.4 委外加工的物品,倉庫管理人員根據生管的[委外加工連絡單],開立 [委外加工單](附件九),知會生管,經品管確認品質,廠長核準后再執行 委外作業;并及時登帳; 5.4.5 供應商來料經品管檢驗不合格,并判為退貨時,由倉管人員統一放於 不合格品區,并開立[退貨單](附件十),知會採購,經品管確認,廠長 核準后,交供應商簽收.并及時做好銷帳工作; 5.5 搬運 5.5.1 所有進出庫物資的搬運,生產包裝及交付過程中的搬運,必須使用 合適的搬運工具,小心,平穩搬運到規定位置,以確保產品質量; 5.5.2 搬運人員搬運時,必須保持產品的完整性,并保護好產品標識; 5.5.3 各搬運工具使用單位應對其妥為保養,以防搬運途中因工具的異常 造成搬運時的產品損害; 5.5.4 各搬運人員應注意搬運前物品的置放方向或各層面應置放防護材料, 以防止碰傷.
塑料制品加工过程中的安全操作规程
塑料制品加工过程中的安全操作规程为了保障生产工作中的安全,提高工作效率,降低事故发生率,特制定以下塑料制品加工过程中的安全操作规程:一、作业环境准备1.1 在进行塑料制品加工作业前,应检查并清理作业环境,确保作业场地整洁无障碍。
1.2 确保通风良好,避免作业环境中有害气体聚集,减少操作人员受害风险。
二、机械设备操作2.1 操作人员在进行机械设备操作前,必须穿戴好符合安全标准的个人防护装备,如安全帽、护目镜、手套等。
2.2 切勿在机械设备运行中进行维修、清洁等操作,必须停止设备后方可进行相关作业。
三、原料处理3.1 原料储存时应分类存放,避免混淆使用,严禁将未知或不符合要求的原料用于加工作业。
3.2 在进行原料搅拌、搬运等操作时,应注意操作规范,避免造成原料浪费或意外伤害。
四、模具使用4.1 在模具使用前,必须检查模具完好情况,确保无损坏或异物存在。
4.2 模具调整应由专人操作,操作人员应熟知模具结构及使用方法,避免错误操作造成事故。
五、成型加工5.1 加工过程中应保持集中注意力,避免因疏忽产生危险操作。
5.2 避免过度加热或超负荷操作,确保成型加工过程平稳进行,提高产品质量。
六、成品包装6.1 完成制品需经过包装,操作人员应掌握正确的包装方法,防止产品损坏或遗失。
6.2 包装材料应符合相关标准,避免因包装不当导致产品污染或损坏。
七、应急处置7.1 发生意外情况时,操作人员应立即停机处理,避免事态恶化。
7.2 作出意外报告并启动应急预案,协助伤员处理及时转移,确保事故伤害最小化。
八、安全学习8.1 每位操作人员在进入工作岗位前,必须接受关于安全操作规程的培训,提高安全防范意识。
8.2 每月组织一次安全知识学习,及时了解新的安全操作要求,做好应急处理准备。
优良的安全操作规程,是工作安全的保障和事故风险的防范。
只有严格按照规程操作,始终保持警惕和责任心,才能有效降低塑料制品加工作业中的安全隐患,确保生产过程安全高效进行。
塑料制品生产行业的安全操作规程

塑料制品生产行业的安全操作规程一、生产场所环境安全1. 生产车间应保持通风良好,确保工作人员的呼吸畅顺,减少有害气体的积聚。
2. 不得在生产车间内吸烟,禁止使用明火,以防火灾发生。
3. 定期清理生产车间内的杂物和积尘,保持整洁干净。
二、设备操作安全1. 操作人员需严格按照设备操作手册进行操作,禁止擅自更改设备参数和运行方式。
2. 使用设备前应检查设备是否完好,如发现异常应立即停机维修,避免发生意外事故。
3. 在操作设备时,应注意保持专注,避免因分心而导致操作失误。
三、原材料使用安全1. 原材料进入生产车间前需经过严格检验,确保原材料质量合格。
2. 原材料的储存应符合规定要求,避免与有害物质接触导致污染。
3. 原材料在生产过程中的配比应准确无误,以确保产品质量和安全性。
四、作业人员安全1. 作业人员需接受相关安全培训,了解操作规程和应急处理措施。
2. 作业人员在操作设备时应穿着符合规定的工作服和防护用具。
3. 作业人员在生产过程中应密切关注设备运行情况,如有异常及时进行报警处理。
五、应急处理措施1. 生产车间内应设置应急报警装置,一旦发生意外,立即启动应急预案。
2. 每位作业人员都应熟悉应急处理措施,了解逃生通道和避难地点。
3. 应急处理演练应定期进行,以检验应急响应的效果,提高工作人员的紧急处置能力。
六、安全生产责任1. 生产部门应建立健全安全管理制度,明确责任分工,确保每位工作人员都能履行安全生产责任。
2. 对违反安全操作规程的行为应进行严肃处理,以示警示和惩戒,有效遏制违规行为的发生。
3. 定期进行安全生产检查,发现问题及时整改,确保生产过程安全有序进行。
综上所述,塑料制品生产行业的安全操作规程是确保生产过程安全的重要基础,只有严格遵守规程要求,认真履行安全操作责任,才能有效预防事故的发生,保障员工和设备的安全。
希望广大生产企业能重视安全生产工作,建立健全安全管理制度,共同维护生产场所的安全和稳定。
五金电子公司产品防护程序(含有效期产品)
五金电子公司产品防护程序(含有效期产品)DGXT-QP-13 A/01目的为保证产品的最终质量控制其标识、搬运、包装、贮存和保护过程,使产品完好地投入加工、直至交付给顾客。
2范围适用于产品从接收、内部加工、放行和交付到预定的地点期间的控制。
3职责3.1生产部负责产品防护的全面策划,组织实施生产过程中各类产品的标识、搬运、包装、贮存和保护等过程的防护;负责原材料及成品的产品防护。
3.2供销部负责向顾客交付产品过程中对产品进行防护。
4工作程序4.1产品防护要求4.1.1对于产品从接收、内部加工、放行、交付直到预期目的的所有阶段,应防止产品污染、损坏。
4.1.2应针对顾客的要求及产品的符合性对其提供防护,应包括标识(包括运输标记)、搬运、包装(包括装箱)、贮存和保护(包括隔离)等。
4.2搬运控制4.2.1生产部根据产品的特点选择适宜的搬运方法和工具,以防止产品特性降低或损坏。
4.2.2产品所在现场的负责人根据产品的特点,配置适宜的搬运工具,规定合理的搬运方法,应考虑:a) 不得破坏包装,防止跌落、磕碰、挤压;b) 应按照包装箱外标识的要求进行搬运;保持搬运通道畅通;搬运过程中注意保护好产品,防止丢失或损坏;c) 对易损、危险物品应制定专门的搬运指导书,或使用特殊的搬运工具;4.2.3应掌握必要的搬运常识,如防止跌落、磕碰挤压及防潮防晒等知识,对搬运质量负责。
4.3包装控制4.3.1生产部负责确定包装设计,对产品包装盒的质量及标识进行控制,确保其达到规定的要求。
根据需要编制相应的包装作业指导书。
4.3.2 车间包装工在包装过程中应注意核对产品合格;保持产品外观清洁卫生、无破损;按装箱单核对装箱数量及各种说明文件;包装后加上正确的标识。
4.2.3包装盒上应标识产品名称、色号、数量、执行的产品标准、注册号等内容,包装标识应符合GB/T181《包装储运图示标志》要求。
4.3贮存控制4.3.1企业的原材料、生产过程中的在制品及成品,为防止各类产品在贮存期间的损坏、变质、应控制其贮存过程,确保库房物资摆放整齐、标识清楚,并按规定区域码放。
塑料制品加工厂各项操作规程完整

塑料制品加工厂各项操作规程完整一、前言本文档旨在规范塑料制品加工厂的各项操作流程,以确保生产过程的安全性、高效性和合规性,保护员工的健康和环境的可持续发展。
二、安全操作规程1. 原料储存:对原料进行妥善储存,确保防火、防盗和防腐。
2. 设备使用:使用设备前必须经过培训,熟悉设备的安全操作方法,并定期对设备进行维护和保养。
3. 电气安全:确保电气设备符合相关安全标准,定期进行巡查和维修,并制定应急预案。
4. 防护用具:工人必须佩戴适当的防护用具,如安全帽、防护眼镜、手套等,以降低事故和伤害的风险。
5. 废物处理:建立合理的废物分类和处置制度,确保废物的合法处理和环境的保护。
三、生产操作规程1. 原料检验:对进货的原料进行严格检验,确保原料的质量和符合相关标准。
2. 生产计划:制定合理的生产计划,确保资源的合理利用和生产的顺利进行。
3. 生产过程控制:对每个生产过程进行监控和记录,确保生产的稳定性和产品质量的一致性。
4. 产品检验:对生产出的产品进行质量检验,确保产品符合标准要求。
5. 产品包装:采取适当的包装方法,确保产品的安全和质量在运输过程中不受损失。
四、环境保护措施1. 节能减排:采取合理的节能措施,减少能源消耗和排放物的排放。
2. 废水处理:建立废水处理系统,确保废水经过合理处理后排放,不对环境造成污染。
3. 废气治理:采取有效的净化设施,控制废气排放,并定期进行检测和维护。
4. 噪音控制:采取隔音和吸音措施,降低生产过程中产生的噪音对周围环境和员工的影响。
五、员工管理规定1. 培训和教育:对员工进行必要的安全培训和操作指导,提高员工的安全意识和技能水平。
2. 人身安全:制定员工的人身安全规定,确保员工在工作中不受到人身伤害。
3. 纪律管理:建立科学的纪律管理制度,对违反规定的员工进行相应的纪律处分。
六、应急措施1. 火灾事故:建立火灾应急预案,提供灭火设备和疏散通道,并进行定期演练。
2. 溢漏事故:制定化学品溢漏应急处理方案,提供相应的防护装备和应急处理设施。
五金制品厂产品防护程序
XX五金制品厂1.目的1.1对原材料投入生产,形成过程中以至出货的搬运环节进行有效的控制,确保新产品及原材料不受损坏。
1.2确保原材料,成品在储存期内品质完好。
1.3通过对物料的收发环节进行管理,使物料的收发有规可循,责任明确,数目清楚。
1.4对产品包装进行有效管理,避免在包装过程中出现规格,品种,数量等方面的错误及由于包装不合格而导致产品损坏。
1.5对成品交付进行有效的管理,控制,保证成品能按时准确地交付给客户。
2. 适应范围2.1原材料的投入成品的出货及产品形成过程中的搬运工作。
2.2原材料,成品仓库管理工作。
2.3原材料入库和领用的管理工作。
2.4成品包装上的管理,成品交付工作。
3. 职责3.1货仓主管负责原材料入库(进厂)成品出货(出厂)的搬运工作的管制。
3.2 QA主管,货仓主管,生产部主管负责产品形成过程中搬运工作(包含领料,成品入库)的管制。
3.3 货仓主管负责原材料,成品仓库及原材料的入库和领用的管理工作。
3.4 生产部主管,QA主管负责成品包装的规格,包装数量的监察。
4. 运作程序4.1 根据原材料,成品的包装及运输车辆的情况,选择合适的运输工具,叉车,手推车等。
4.1.1 使用运输工具及叠堆原材料,成品时要注意防震,防滑倒,叠推层数以不压坏货品为准。
4.1.1.1 搬运成品时,对成品包装箱必须爱护,防止损坏,对外箱标贴保护好。
4.1.1.2 成品搬运装车时,要计算好摆放的层数,防止车厢前后摆放不均而至产品翻倒。
4.1.1.3 对搬运不当而造成原材料,成品或成品包装上的损坏,需追究有关当事人的责任。
4.1.1.4 装,卸货时,叉车一边要有人维护,以防货物翻倒。
4.1.2产品形成过程中搬运工作4.1.2.1 根据原材料,成品的包装情况,选择合适的运输工具。
4.1.2 物料搬运过程及堆放时要注意防震、防灰尘、防滑倒、上落货电梯时,不得超过1000㎏。
4.1.2.3 搬运时务必要小心轻放,做到文明、安全搬运。
五金制品产品防护管理程序

物料管理 物料出库
4.储存区划分放置区、不良品区、客退品区等。 5.储存特殊要求:对本公司自制半成品,成品包装入库使用
胶箱盛装产品时,产品在胶箱里的高度必须低于胶箱 3CM,在叠放时,上下箱的大小一样.便于摆放整齐,并且 堆叠不能超过 4 层.以防底层胶箱抗压力不够,导致压坏 产品.每个叉板放 10 箱,用纸箱包装时应注意,箱内产品 的高度必须低于纸箱口,在叠放时须注意所装产品的重 量,如产品轻时,铁壳产品叠放高度不得超过 2.1 米,端子 产品叠放高度不得超过 1.5 米,产品重量超过 10kg,限高 1.5 米。塑胶原料高度不超过 1.2 米。板材高度 1 米。 6. 针 对 原 材 料 仓 库 , 半 成 品 / 成 品 仓 库 , 储 存 条 件 为 温 度 5-35℃,相对湿度为 20~70%之間,仓管员每天需将当天温 湿度状况记录于<温湿度曲线图>上,有异常则及时处理。 7.储存期限规定:壳类素材的储存期为三个月,端子素材的 储存期为一个月,不锈钢产品、镀镍及镀金产品的储存期 为六个月,镀锡产品的储存期限为三个月,原材料铁材储 存期为三个月,不锈钢及铜材储存期为六个月,组装成品 储存期为三个月,塑胶原料/塑胶件储存期为半年,包装 材料为八个月,预电镀原材料的储存期限依据厂商提供 的相关资料为准,若没有具体要求的话,则依相同电镀类 别的成品的储存期限为准。
7.出库时应核对环保标示。
物料盘点
资材部
呆料管理 资材部
6.0 相关文件: 6.1 管理手册
7.0 使用表单:
1.每月底,仓管人员自行对物料进出账核对,盘点,记录 于[盘点表]。品质状况栏由品保人员进行确认签字。
2.盘点有差异时,差异数量记录于[盘点差异表]中,其处 理意见应记录于[盘点差异表],若发生重大差异时应进 行原因分析与制订改善措施。
产品防护程序

1.0目的确保产品在申购、收发、搬运、贮存、交付各个阶段均得到有效管制。
2.0范围适用于对公司内所有的物料、成品的防护。
3.0权责仓管负责本办法的制订、维护、执行,相关部门配合。
4.0定义:(略)5.0内容5.1物料的申购:由PMC依生产需求、库存状况计算出需求量后予以采购。
5.2采购员主动跟催采购物料,确保供应商按时交付,如有异常应急时通知相关部门。
5.3物料入库:5.3.1供应商交货到厂时,仓管根据送货单点收后,通知品管按《产品检验程序》对采购产品进行检验或验证。
A.检脸合格,仓管依供应商的送货单办理入库,并对其进行分类摆放并标识。
B.检脸不合格的,品管做好不合格标识后由仓管开《退货单》办理退货手续。
退货时,供应商须在退货单上签名。
C碎料房的水口需开《入库单》办理入库。
5.4物料出库:5.4.1生产部注塑课、喷印课依生产计划、生产指令单要求开出《领料单》,仓管发料给生产车间使用。
5.5物料退料5.5.1生产车间使用过程中发现不合格物料无法使用的,或生产多余的物料,由生产车间开《退料单》退给仓库,单上需详细注明退料原因、数量等信息。
如是由于品质不合格需退料的,需经品管员签字确认方可退料。
5.2不合格物料由IQC开出《进料检脸报告》经部门负责人批准后反馈给采购通知供应商处理,5o仓库开出《退货单》将不合格物料退给供应商。
5.6物料补料5.1.1注塑课、喷印课由于各种原因造成所领取的物料不够,需要补料的,由部门负责人开出《超领单》经总经理批准后交PMC进行物料的采购或到仓库领取物料。
5.1.2如是客户提供物料,则由PMC反馈给客户补料。
5.7成品入库:5.7.1注塑课、喷印课经品管检脸合格的产品,开《入库验收单》交仓管办理入库。
5.7.2PMG依产品入库状况、客户订单要求开《送货单》给仓库备货,《送货单》经客户回签后由公司送货员交公司PMC存档。
5.7物料、成品贮放条件要求5.7.1物料、成品储存时,须将物料置于卡板或货架上。
产品防护管理程序
产品防护管理程序1、目的为了防止公司原材料、外购外协件、半成品、成品在搬运、贮存、包装、防护和交付过程中发生损坏或降低质量特性,特制定本程序。
2、适用范围本程序规定了公司原材料、外购外协件、半成品、成品的搬运、贮存、包装、防护和交付的质量控制方法和要求。
3、职责3.1商务部负责核对发货产品的规格和数量、联系第三方物流、运输中产品的防护和异常处理等活动。
3.2生产部:3.2.1负责半成品周转、成品入库搬运过程中的防护。
3.2.2负责搬运、贮存过程中的有关产品异常以及包装破损的处理。
3.3制造中心负责确定和提供产品搬运、贮存、包装、防护和交付的技术要求和规范。
3.4物控部负责库房的物流管理,要求对原材料、外购外协件、成品进行搬运、贮存、防护和内部交付活动。
4、程序内容及要求4.1搬运4.1.1原材料、外购件的搬运(1)对原材料、外购外协件由物控部负责组织将其搬运至公司仓库的待检区域,对因搬运不当造成产品损坏时,由承运方负责;(2)原材料入库采用周转车或人力搬运;(3)外购外协件的入库采用周转车、叉车或者人力搬运;(4)原材料、外购外协件入库以提供的“采购订单”、“检验报告”为依据,库房进行货物核实,核实正确且必须是合格品后办理入库手续。
4.1.2半成品的搬运生产部负责所加工半成品的搬运,用周转车或人工搬运至指定地点堆放,并保护好产品的标识。
(1)对最终检验合格的成品由生产部负责将成品搬运至仓库的规定区域,按规定码放整齐。
(2)成品在搬运中遵循轻拿轻放的原则,成品须摆放整齐,杜绝野蛮搬运;(3)产品在公司内部搬运过程中,若发生由于搬运不当,致使产品损坏,由执行搬运人员及时报告所在部门主管,由其视损坏程度做出补救措施,具体按《库房管理制度》进行管理。
4.2 贮存4.2.1贮存程序说明:(1)仓库须具备满足产品特性的贮存条件,例如:防火、防潮、防损、防窃等有效措施。
具体按《库房管理制度》进行管理。
(2)原材料、外购外协件、半成品、成品入库时,按规定的区域、类别、架位整齐堆放,并做好相应的标识。
产品防护程序

1.0 目的:为了确保产品在执行相关搬运、储存、包装、防护、交付过程中防护和保持产品质量,防止产品被损坏,既有利于减少公司不必要的成本与保证人生安全,又提高了公司效益。
2.0 适用范围:适用于与生产有关的物料(原料、辅料)、产品(半成品、成品)。
3.0 定义:无4.0 职责:4.1 制造中心:负责监督并执行相关工序对产品进行标识、包装、搬运、储存、防护。
4.2 物控中心:各下属仓库负责对物料、产品的接收、储存及发放中防护。
4.3 车队:载货车辆在运输过程中的防护。
5.0 程序内容:5.1 标识:a)所有物料,产品在生产过程中,包装、搬运、储存中的标识,由相关人员按照《产品标识与可追溯性程序》执行;若有特殊要求可在包装箱上设置专用的标识。
b)对需要防护的产品加以防护的标识,如在箱外标明放置方向、防碰撞、防挤压等标识。
c)如顾客有要求,确保所有发运产品都按顾客要求进行标识。
5.2 包装:a)各物料按指定的类别进仓(仓库分为:成品仓,溶剂仓,半成品仓,原料仓),由各仓库仓管员根据物料的性质,采用相适应的防水、防火、防潮、防尘等包装、防护方法(无法包装防护的辅料或细小物品须放在胶袋或纸箱内,特别是易碎物品要考虑防振措施防护),并且在包装外粘贴有标识,便于防护、隔离和识别。
b)产品包装应有明显标签:厂商、品名、品号、数量、批次、合格证等。
根据对产品的运输、储存和使用地域情况,确定包装形式、包装材料和包装方法。
c)对顾客有特殊包装要求的产品,按顾客要求执行。
无特别要求时,参照公司现有的标准包装方式,包装规格执行。
5.3 搬运:a)物料到公司后,由各仓库仓管员负责卸车并按单收货,此过程中采用性能状态良好的手推车或叉车进行搬运,轻装轻卸,严禁抛、滑、滚、碰,且在防雨状态下进行,防护包装,标识完好,防止撞击、倾倒、泄漏、挤压、损坏、遗失等。
b)在搬运中,物资和产品的堆放,应符合工程研发中心制定的堆放要求,要做好物资和产品的数量和质量交接记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.2.1生产部门在物料、半成品、成品的储存过程中应采取适当措施,例如:限量、限高、区域存放等。确保其不混淆或受损坏。
编制:
审核:
批准:
职位:货仓部主管
职位:部门经理
职位:管理者代表
FORM ID: AM-1 REV.00
东莞XX五金塑料制品厂
文件名称:
产品防护程序
文件编号:AM-2-15
4定义
4.1IQC-INCOMING QUALITY CONTROL (来料质量控制)
4.2OQC-OUTGOING QUALITY CONTROL (出厂/部质量控制)
5程序
5.1物料及产品的仓储管理
5.1.1物料及产品的入库
5.1.1.1采购物料及产品进仓前由供货商填写《送货单》(FORM ID: WA-1
东莞XX五金塑料制品厂
文件名称:
产品防护程序
文件编号:AM-2-15
修订版别:00
生效日期:2003年10月08日
页数:第5页;共9页
附件7 .1
________________有限公司
送货单
电话:
传真:
日期:年月日
致:东莞XX五金塑料制品厂
送货单号: IM
序号
采购单号
工单编号
物料编号
名称/规格
送货数量
5.2.5生产部门需不定期检查生产过程中的防护情况,及时制止和处理不良行为,确保过程质量。
5.3产品包装
5.3.1加工部负责编制有关产品包装操作指引文件,使产品包装规范,有据可依。
5.3.2加工部包装组按照规定要求包装产品,确保数量正确及包装质量。
5.4货仓部在交付过程中应采取措施,防止少数、损坏现象,具体见《产品出货指引》(AM-3-3)。
修订版别:00
生效日期:2003年10月08日
页数:第3页;共9页
5.2.2生产部门应使用适当的搬运工具,并操作得当,确保在搬动过程中物料、半成品、成品等得到良好的保护。
5.2.3生产部门员工在制造过程中应做到轻拿轻放,严禁乱丢、摔等行为。
5.2.4生产过程中因防护不当而造成的不合格品按照《不合格品控制程序》(AM-2-22)执行。
6.7《质量记录控制程序》AM-2-2
编制:
审核:
批准:
职位:货仓部主管
职位:部门经理
职位:管理者代表
FORM ID: AM-1 REV.00
东莞XX五金塑料制品厂
文件名称:
产品防护程序
文件编号:AM-2-15
修订版别:00
生效日期:2003年10月08日
页数:第4页;共9页
7附件
7.1《送货单》FORM ID:WA-1REV.00
REV.00),仓管员点数验收签字,然后交IQC检验,仓管员根据检验结果将来料放置在相应的库位,具体见《供货商来料收货指引》(WA-3-1)。
5.1.1.2制程产品进仓前由生产部门填写《检验及测试报告》(FORM ID:QA-10 REV.00),交OQC检验,仓管员根据检验结果将制程产品放置在相应的库位。
5.1.4货仓部在储存物料及产品时应充分考虑到其特性和质量要求,采取必要的防护措施,例如:限量、限高、区域存放等,防止过高、过量存放而导致物料及产品受损。单件单箱物料或产品储量一般不超过30公斤,堆放高度一般不超出承载面3米。
5.1.5货仓部在搬运物料及产品过程中应使用适当的搬运工具,并操作得当,确保在搬运过程中物料及产品质量得到良好保护。对于铲车司机等作业人员,应经过相应培训并获得有效资格证明方可上岗操作,具体见《资源管理程序》(AM-2-4)。
包装明细
退货单号
(补退货用)
备注
1
2
3
4
5
6
7
8
9
11
12
备注:白色联:会计部;黄色联:供货商;红色联:货仓部;蓝色联:采购部FORM ID: WA-1 REV.00
制单人:___________ ______年___月___日复核人:___________ ______年___月___日收货人:__________ ______年___月___日
5.1.6货仓部应采取相应措施确保仓库有一个适宜的环境,通风良好,温度、湿度适当。并认真做好防雨、防水、防潮、防锈、防变质、防霉、防尘、防火、防盗、防鼠、防虫、防台风等工作。
5.1.7货仓部须定期检查仓库环境及储存物料和产品状况,发现不符合情况及时处理,对于储存中出现的不合格品,例如:氧化、过期的物料及产品等按照《不合格品控制程序》(AM-2-22)执行。
文件名称:
产品防护程序
文件编号:AM-2-15
修订版别:00
生效日期:2003年10月08日
页数:第2页;共9页
5.1.3货仓部负责将物料及产品的出入库情况登记于《存货记录》(FORMID: WA-4 REV.00),建立物料台帐,并使用《存货记录咭》(FORM ID: WA-5 REV.00)、《制造流程咭》(FORM ID:AM-37REV.00)等对物料及产品进行标识,具体见《标识和可追溯性控制程序》(AM-2-13)。货仓部应确保帐、物、卡一致。
5.5本程序所涉及的记录控制按《质量记录控制程序》(AM-2-2)执行。
6参考数据
6.1《供货商来料收货指引》WA-3-1
6.2《物料申领发放指引》AM-3-2
6.3《产品出货指引》AM-3-3
6.4《标识和可追溯性控制程序》AM-2-13
6.5《资源管理程序》AM-2-4
6.6《不合格品控制程序》AM-2-22
5.1.2物料及产品的出库
5.1.2.1生产部门领用物料及半成品按照《物料申领发放指引》(WA-3-2)执行。
5.1.2.2客户产品出货按照《产品出货指引》(WA-3-3)执行。
编制:
审核:
批准:
职位:货仓部主管
职位:部门经理
职位:管理者代表
FORM ID: AM-1 REV.00
东莞XX五金塑料制品厂
东莞XX五金塑料制品厂
文件名称:
产品防护程序
文件编号:AM-2-15
修订版别:00
生效日期:2003年10月08日
页数:第1页;共9页
1目的
采取防护措施,确保产品不被损坏。
2范围
适用于产品形成各阶段及交付过程的防护控制。
3责任
3.1货仓部负责仓储物料、产品以及交付过程的防护控制。
3.2生产部负责生产过程中产品的防护控制。
7.2《检验及测试报告》FORM ID:QA-10REV.00
7.3《存货记录》FORM ID:WA-4 REV.00
7.4《存货记录咭》FORM ID:WA-5 REV.00
7.5《制造流程咭》FORM ID:AM-37REV.00
编制:
审核:
批准:
职位:货仓部主管
职位:部门经理
职位:管理者代表
FORM ID: AM-1 REV.00